

Измерение методом копирования – фотосъемки
Данный метод может пригодиться тогда, когда к трубе нет вообще никакого доступа. Он пригоден как для труб малого диаметра, так и достаточно большого. Нужно будет для масштабирования приложить к трубе линейку, либо любой другой масштабный объект, размеры которого изначально известны. Затем труба с приложенным предметов фотографируется – и полученный снимок позволит провести анализ диаметра трубы, опираясь на сравнение размеров масштабного объекта для сравнения.

Измерение труд методом копирования позволит определить диаметр труб расположенных в труднодоступных местах.
В частности, такой прием применяют, если необходимо вычислить размеры труб в вагоне без необходимости его разгружать. Можно будет сделать всего лишь одну фотографию – и отправлять поезд по дороге. В противном же случае пришлось бы перемерять каждую трубу в отдельности.
1 Азы определения площади сечения рифленой арматуры – каков диаметр?
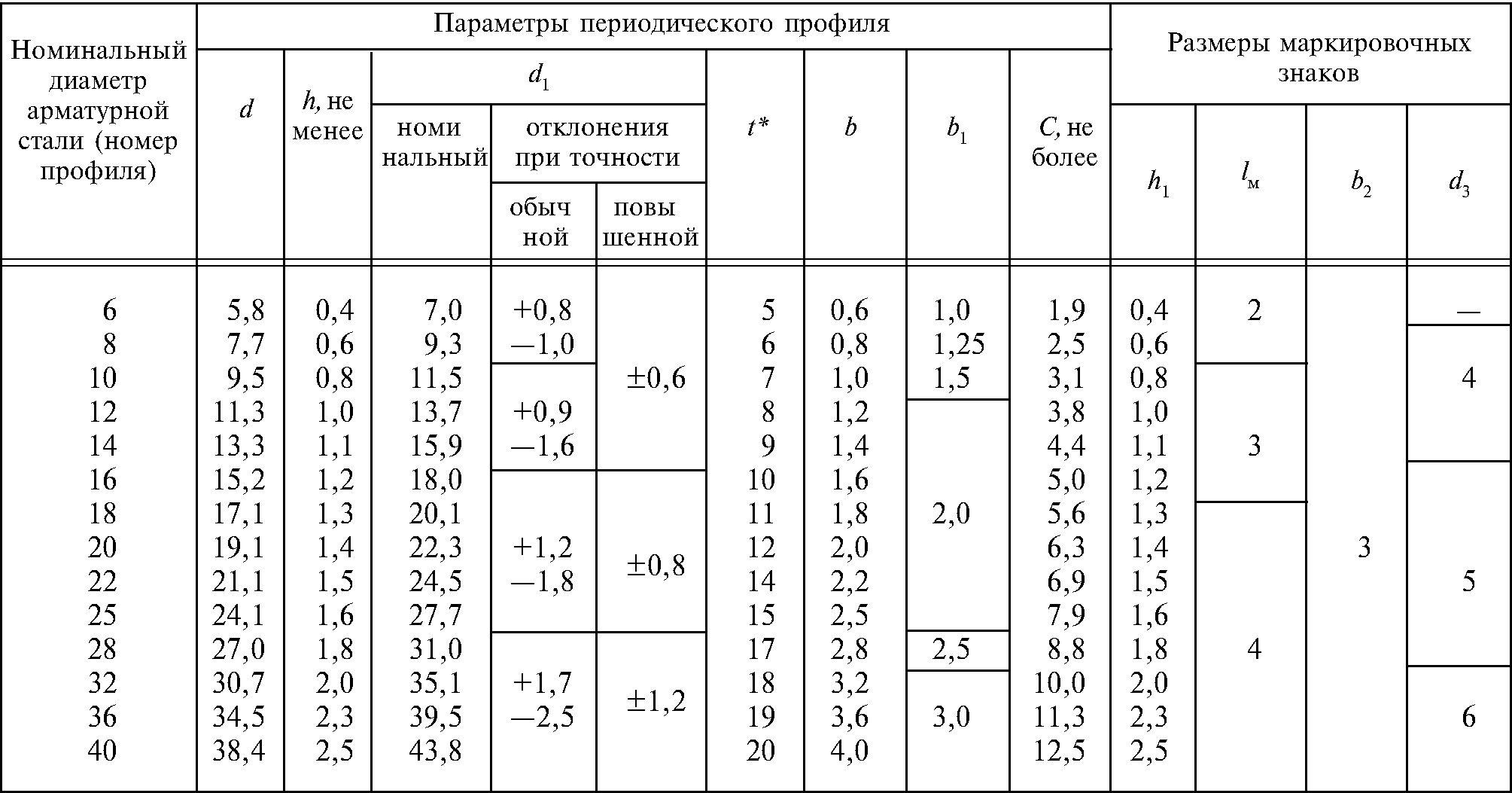
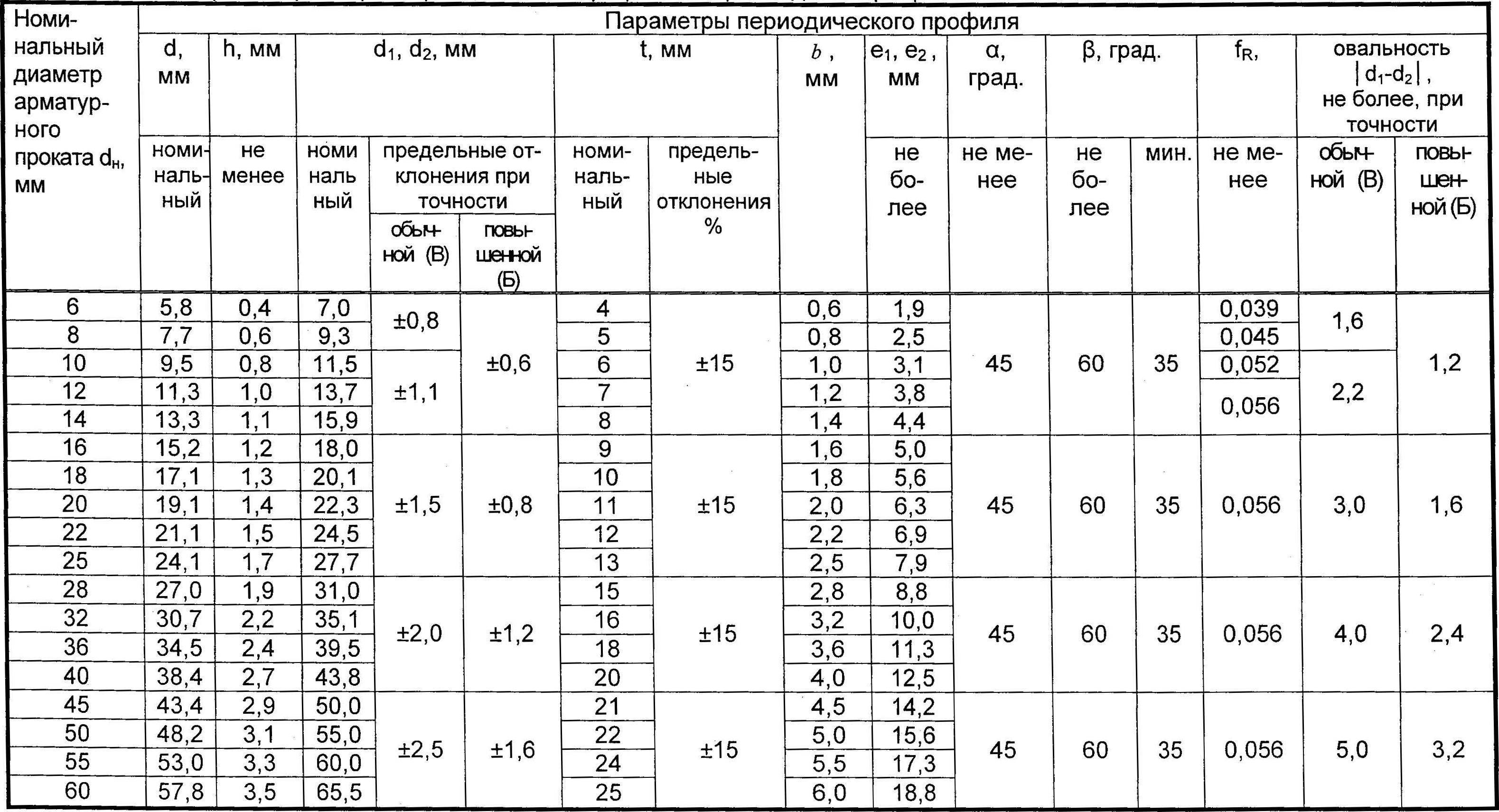
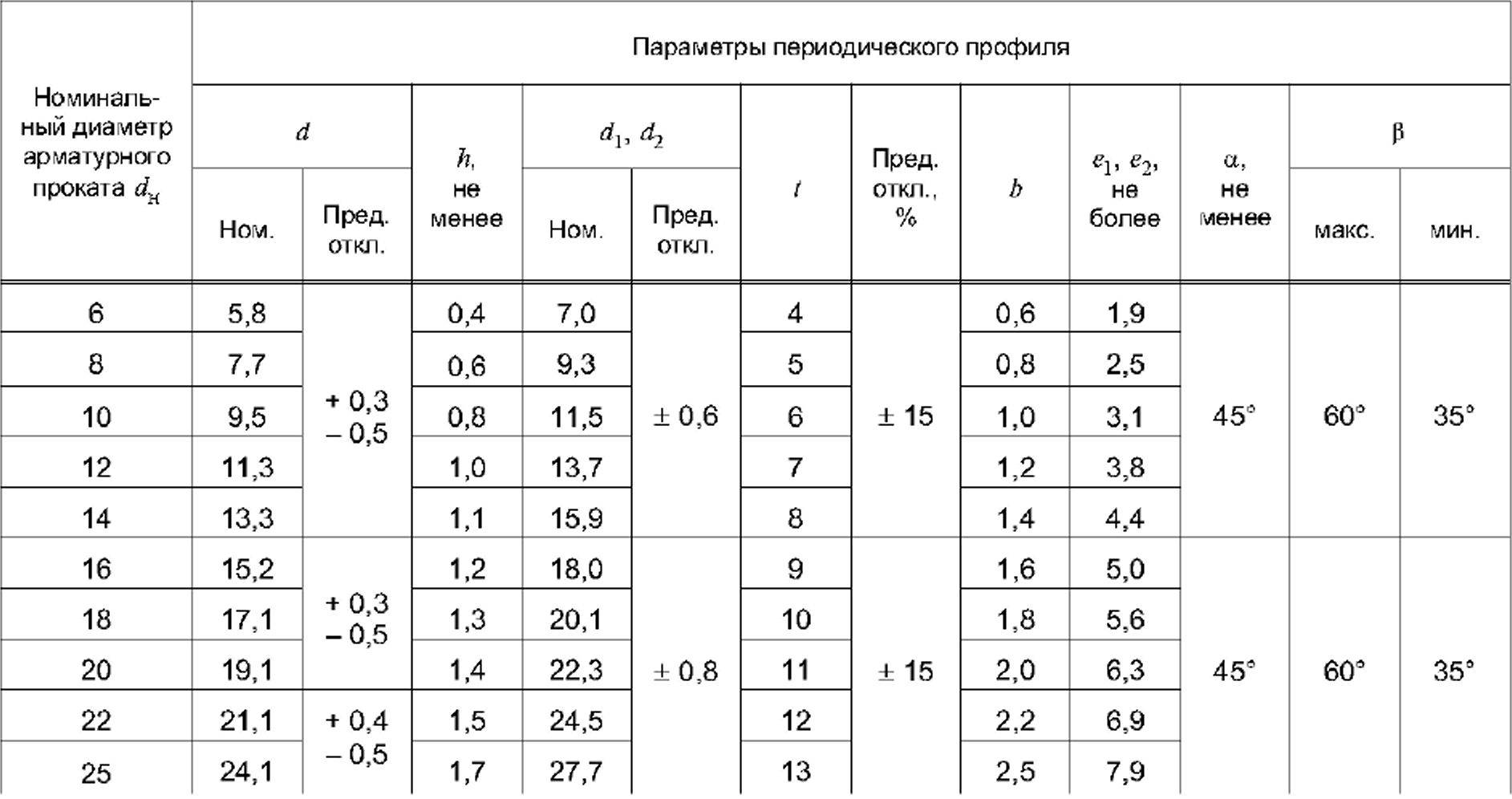
Как известно, величина поперечной площади изделий круглого сечения зависит от их диаметра. Собственно по этому параметру она и рассчитывается. А в таблицах ГОСТов и других справочников на арматуру величины поперечного сечения указываются для соответствующих ее номинальных диаметров. То есть, чтобы выяснить площадь сечения того или иного изделия в поперечнике, сначала необходимо определить его диаметр. А уже потом следует сделать самостоятельный расчет либо посмотреть искомое значение в таблицах ГОСТа или справочника.
 Площадь поперечного сечения рифленой арматуры
Площадь поперечного сечения рифленой арматуры
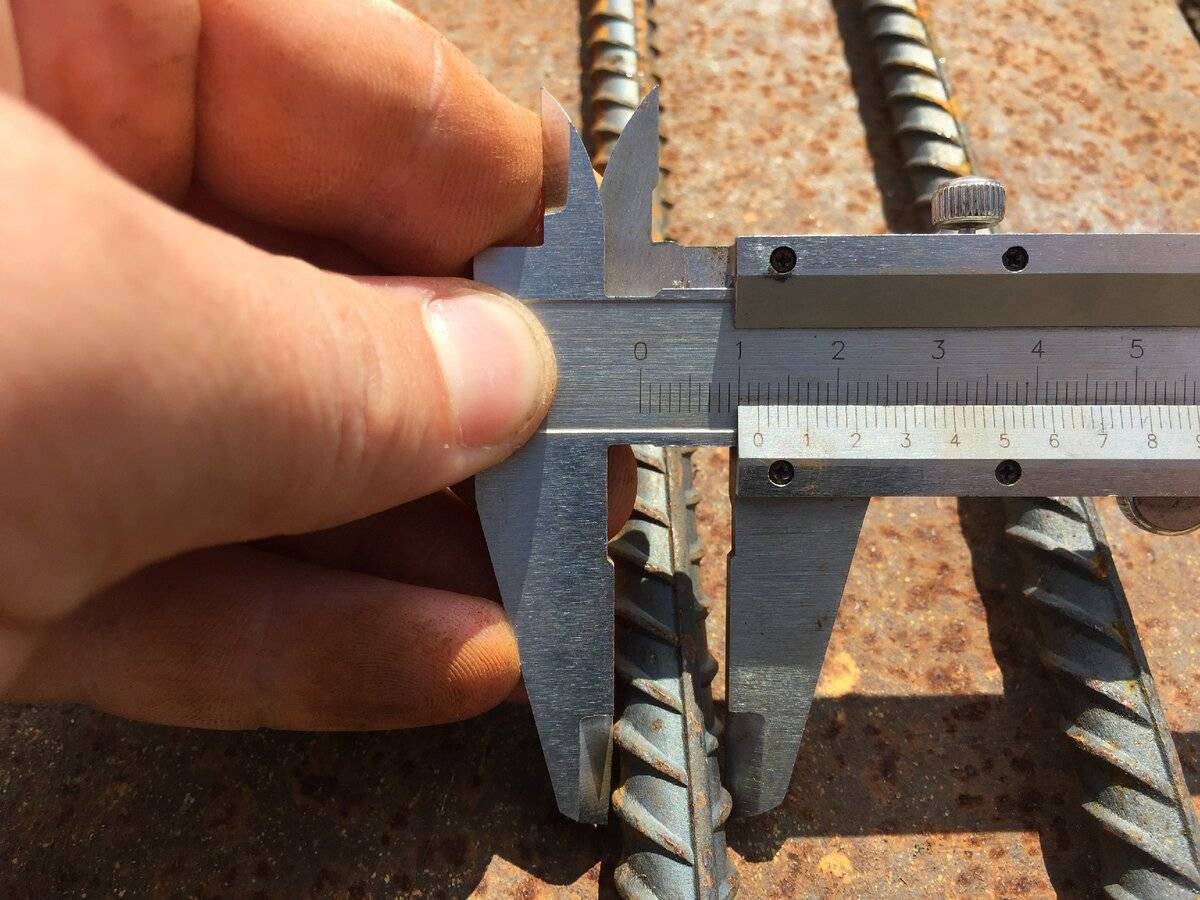
Как правило, диаметр должен быть указан в маркировке арматуры прямо на ней или в спецификации (других сопроводительных документах – например, в накладных) производителя на поставляемое арматурное изделие. Если таких отметок нет, то диаметр можно определить с помощью замера. Для этого лучше всего использовать такой измерительный инструмент, как штангенциркуль. Причем проще всего, разумеется, определить замером диаметр гладкой арматуры – правильного круглого поперечного сечения, то есть без рифления. При этом результатом обмера, скорее всего, будет какое-то значение, отличающееся от стандартных номинальных диаметров (указаны в ГОСТах на соответствующие арматурные изделия и в таблице ниже).
Это связано с определенными неточностями в изготовлении, которые допускаются стандартами. Величина такой погрешности регламентируется для каждого типа арматуры соответствующим для нее ГОСТом. Так вот, если результат обмера отличается от стандартных размеров, то его нужно округлить в большую или меньшую сторону до ближайшего по величине номинального диаметра, указанного в ГОСТе и таблице ниже. Это и будет определенный замером диаметр. Пользоваться для расчетов фактически замеренным не стоит по той причине, что на протяжении (вдоль длины) всего изделия размер может меняться в пределах допустимых отклонений и в большую, и в меньшую сторону.
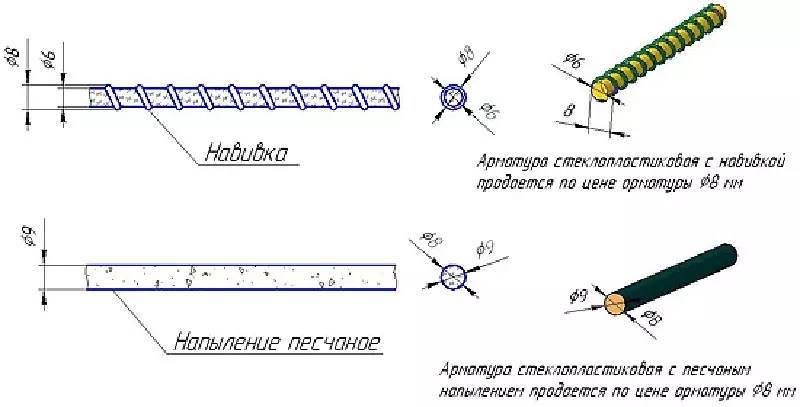
В случае обмера диаметра рифленой арматуры в зависимости от ее типа (все виды указаны в статье “Марки и классы арматурных изделий”) могут возникнуть некоторые нюансы. Так, если это прутки стандарта 5781, 10884 или Р 52544-2006, а также проволока ГОСТ 6727 либо 7248, то замеренное значение сразу округляем до номинального стандартного размера, как это было рассмотрено выше. Когда речь идет о рифленой арматуре из композиционных материалов, изготовляемой по ГОСТ 31938, то выяснить замером, какого именно номинального диаметра ее изготовил производитель, не представляется возможным. Дело в том, что согласно этому ГОСТу допускается производить композиционные арматурные прутки не только стандартных размеров, указанных ниже в таблице, но и иных номинальных диаметров. А изготовитель должен в своих документах на поставляемую арматуру указать номинальные диаметр и площадь сечения.
Диаметры некоторых популярных типов труб
Единственный размер труб, который вне зависимости от их материала изготовления, назначения, форм сечения принимают одинаковым для всех – номинальный DN (или условный проход Ду). Если прибавить к условному проходу толщину стенки S, которая различна у всех видов труб, легко получить их Dнар.
Поэтому регламентируется только номинальный диаметр, типовые значения которого приведены в ГОСТ 28338-89 и обязательны для всех видов трубопроводов и арматуры.
Размеры водогазопроводных стальных и медных труб
ГОСТ 3262-75 регламентирует сортамент сварных труб из не оцинкованной и оцинкованной стали для водопроводных, отопительных и газопроводных коммуникаций.
Рис. 4 Сортамент водогазовых труб по ГОСТ 3262-75
Стандарт распространяется также на изделия с цилиндрической резьбой, полученной технологиями нарезки или накатки.
Если внимательно посмотреть на табличные данные рис. 4 размерных и весовых характеристик водогазопроводных труб, то можно заметить, что изделия с одинаковыми условным проходом Ду и наружным диаметром имеют разную ширину стенку S.
Это невозможно теоретически, если не учесть, что в ранее приведенном определении условного прохода указано на его приблизительное соответствие внутреннему диаметру.
К примеру, у обыкновенной легкой стальной трубы с Dнар. 17 мм и S стенки 2 мм, Dвнутр. будет равен 13 мм. Для тяжелого 17 мм изделия с S стенки 2,8 мм Dвнутр. – 11,4 мм, при этом условный проход DN в обоих изделиях одинаков и равен 10 мм согласно таблицы на рис. 4.
Иногда при монтаже систем отопления и укладке теплых полов используют медные трубопроводы, техусловия на которые приведены в ГОСТ 617-2006. Госстандарт напрямую указывает метод задания их размеров Dнар., толщиной стенки и длиной, в документе также отмечено, что по соглашению производителя с заказчиком за основу может быть принят Dвнутр. В некоторых пунктах документ также оперирует средним диаметром изделия, который определяют как среднее арифметическое от наибольшего и наименьшего его значений в одной плоскости сечения, перпендикулярного оси.
Рис. 5 Характеристики медных труб ГОСТ 617-2006
Размерные параметры НПВХ – труб для бытовой канализации
В отличие от металлических линий, участки которых соединяют между собой сваркой, основной вид стыковки безнапорных канализационных трубопроводов – раструбное соединение. Сущность метода заключается в том, что одна труба входит в расширенный раструб другой, имеющей внутри эластичное резиновое кольцо для обеспечения герметизации стыка.
То есть основными техническими размерами при данном методе стыковки являются наружный трубный или внутренний раструбный, а параметры ширины проходного канала имеют второстепенное значение.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
ТЕХНОЛОГИЯ
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
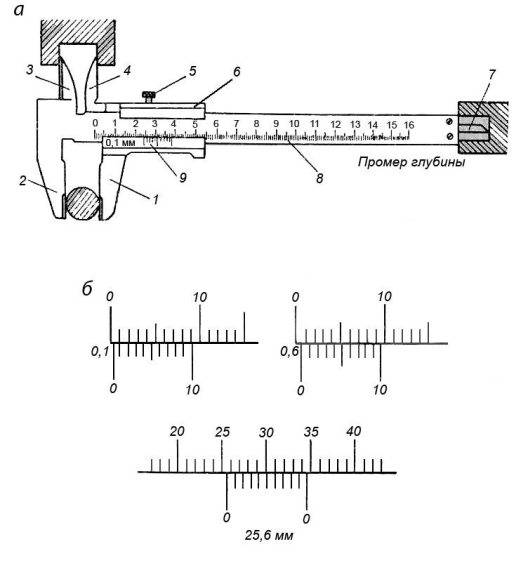
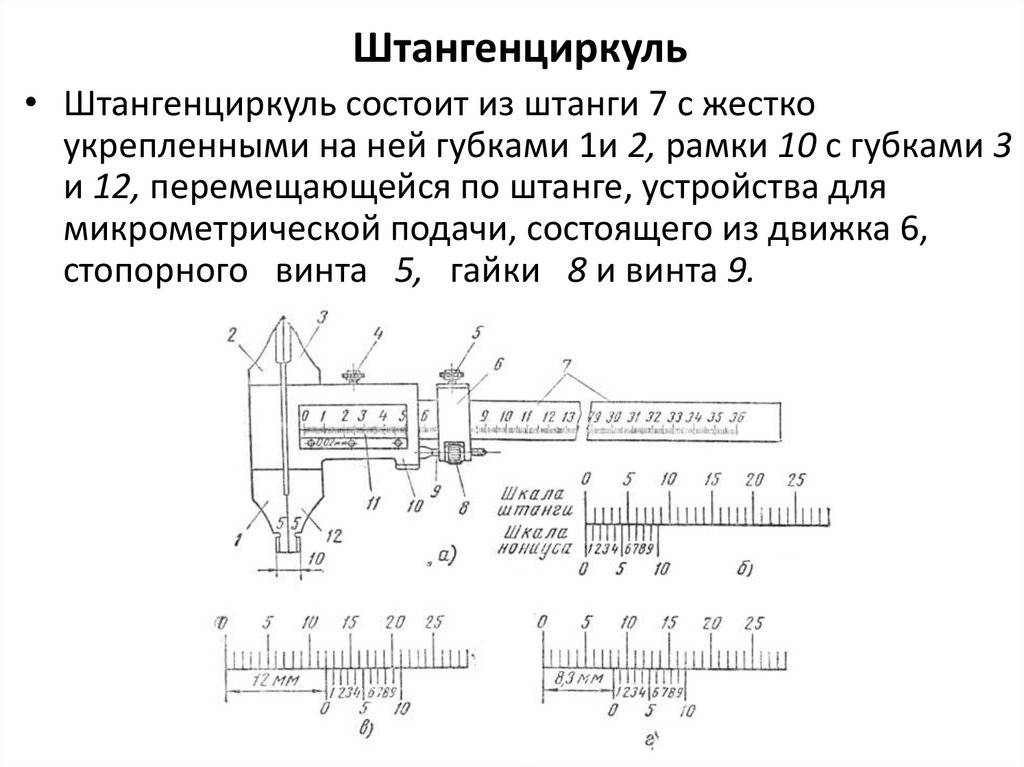
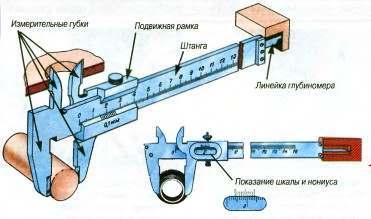
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали


Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 – 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
Из каких основных частей состоит штангенциркуль?
Сколько измерительных шкал имеет штангенциркуль?
Какие измерения можно выполнять с помощью штангенциркуля?
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.


Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
Измерение внутренний резьбы и оттиск ниток резьбы
Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
Измерение шага резьбы
Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
Измерение резьбомерами
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Читать также: Резьбонарезные станки а г ничков
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
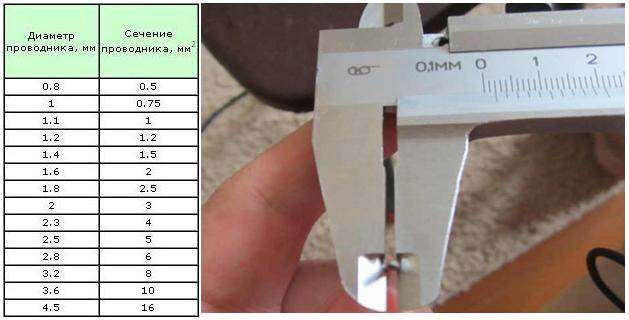
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.

Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
Определение диаметра в бытовых условиях
До того, как замерить диаметр трубы, нужно приготовить следующие инструменты и устройства:
- рулетка или стандартная линейка;
- штангенциркуль;
- фотоаппарат — его задействуют при необходимости.
В этом случае выполняют измерение диаметра труб в такой последовательности:
- Подготовленные инструменты прикладывают к месту, где находится самая широкая часть торца изделия.
- Потом отсчитывают количество делений, соответствующих размеру диаметра.
Данный способ позволяет узнавать параметры трубопровода с точностью, составляющую несколько миллиметров.
Для измерения внешнего диаметра труб с небольшим сечением можно задействовать такой инструмент как штангенциркуль:
- Раздвигают его ножки и прикладывают к торцу изделия.
- Затем их нужно сдвинуть так, чтобы они оказались плотно прижатыми к наружной стороне стенок трубы.
- Ориентируясь на шкалу значений приспособления, узнают требуемый параметр.
Этот метод определения диаметра трубы дает довольно точные результаты, до десятых миллиметра.
Нередко в бытовых условиях возникает необходимость узнать, как измерять диаметр трубы, имеющей большое сечение. Существует простой вариант, как это сделать: достаточно знать длину окружности изделия и константу π, равную 3,14.
Сначала при помощи рулетки или куска шнура обмеряют трубу в обхвате. Потом подставляют известные величины в формулу d=l:π, где:
d – определяемый диаметр;
l – длина измеренной окружности.
К примеру, обхват трубы составляет 62,8 сантиметра, тогда d = 62,8:3,14 =20 сантиметров или 200 миллиметров.
Бывают ситуации, когда проложенный трубопровод полностью недоступен. Тогда можно применить метод копирования. Суть его заключается в том, что к трубе прикладывают измерительный инструмент или небольшой по размеру предмет, у которого известны параметры.



Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
Использовать комбинированный штангенциркуль для измерения диаметра резьбы
Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями
Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.

Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Измерение диаметра арматуры
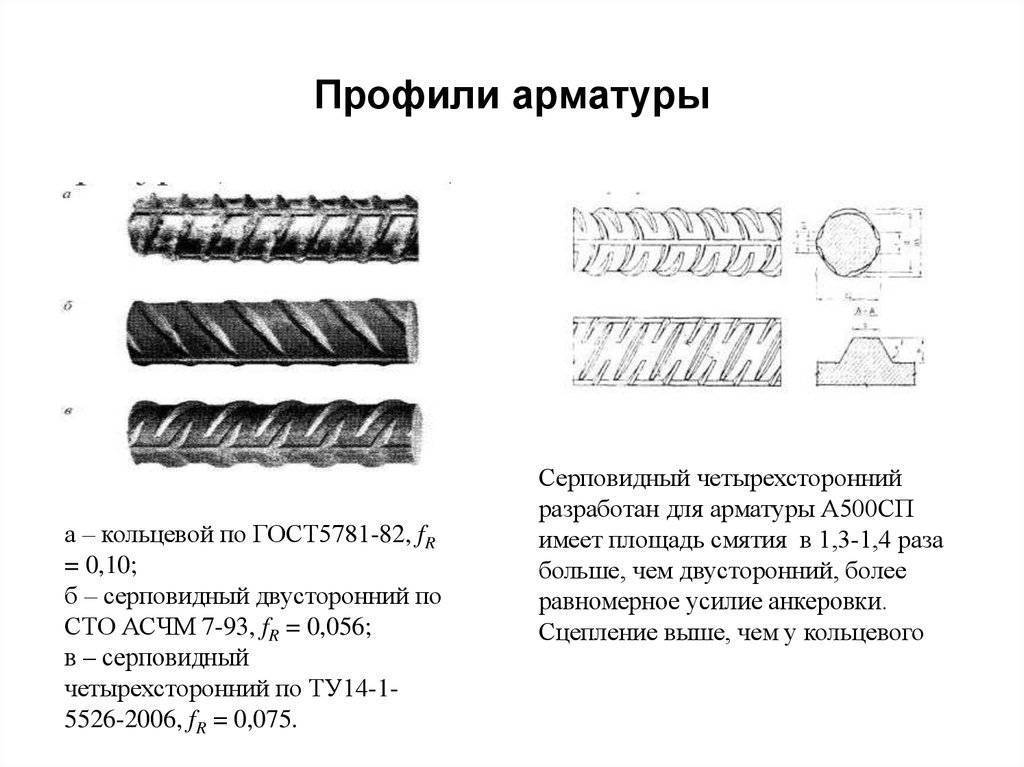
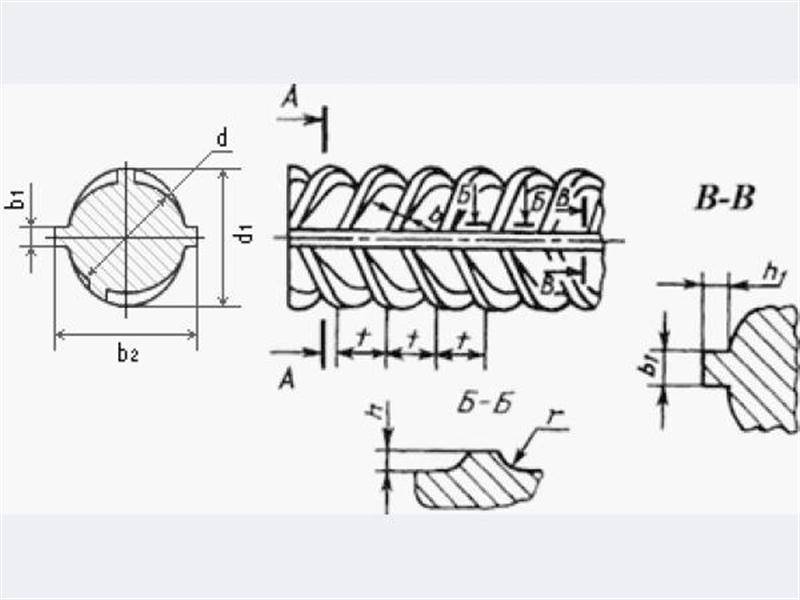
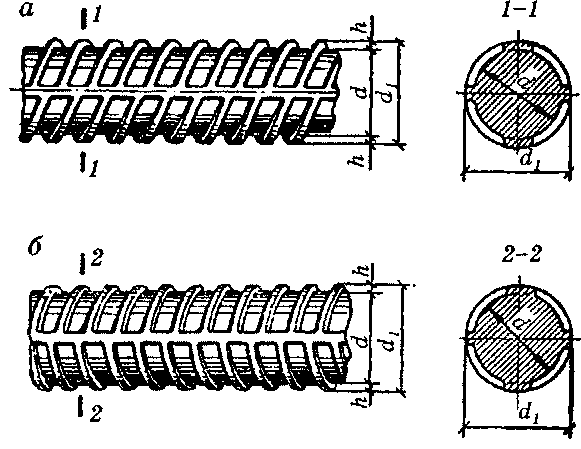
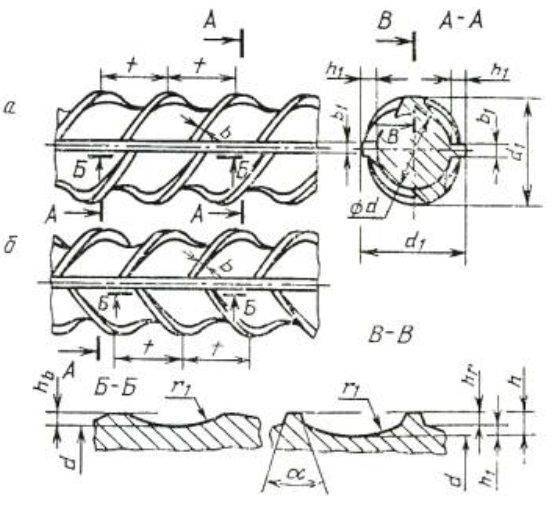
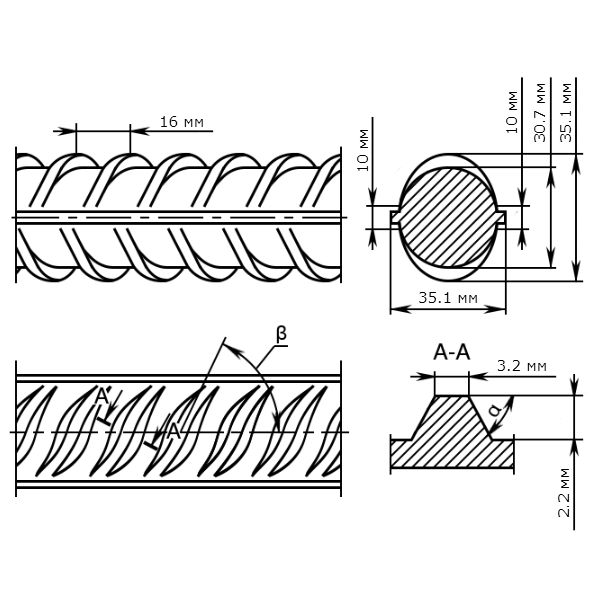
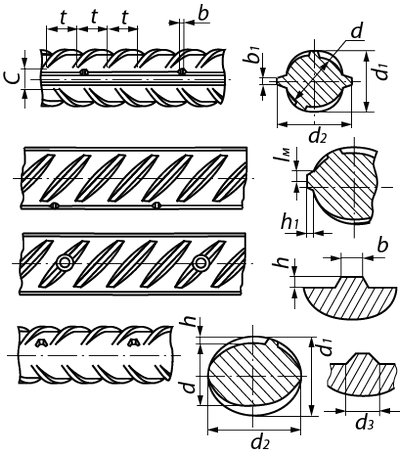
Строго говоря идея измерения диаметра арматуры своими руками обычно базируется на несколько неправильных, а скорее приблизительных представлениях об арматуре, как о круглом гладком пруте. Который просто выглядит немного «как-то не так». Ну, типа немного рельефный. И когда человек, мало связанный с металлопрокатом, приступает к измерению, то его охватывает недоумение, а где же проводить замеры? Как правильно замерить диаметр арматуры, в каком месте неровного прута это лучше сделать? Тут же столько всяких канавок и гребешков, что совершенно непонятно, где измерять и какое из разных значений выбрать, как правильное. Такого чёткого, определённого, одного места где можно правильно измерить диаметр арматуры на арматурном пруте нет. И быть не должно «по определению». ВЕДЬ АРМАТУРА ЭТО НЕ ГЛАДКИЙ ПРУТ. Сейчас поясню этот «феномен» подробнее.
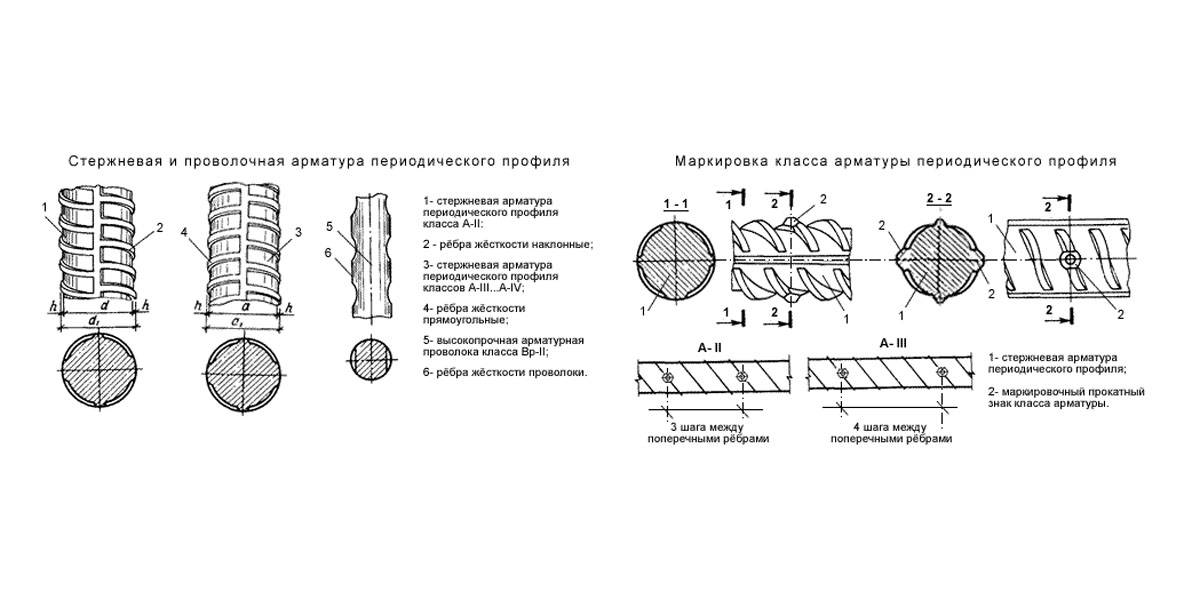
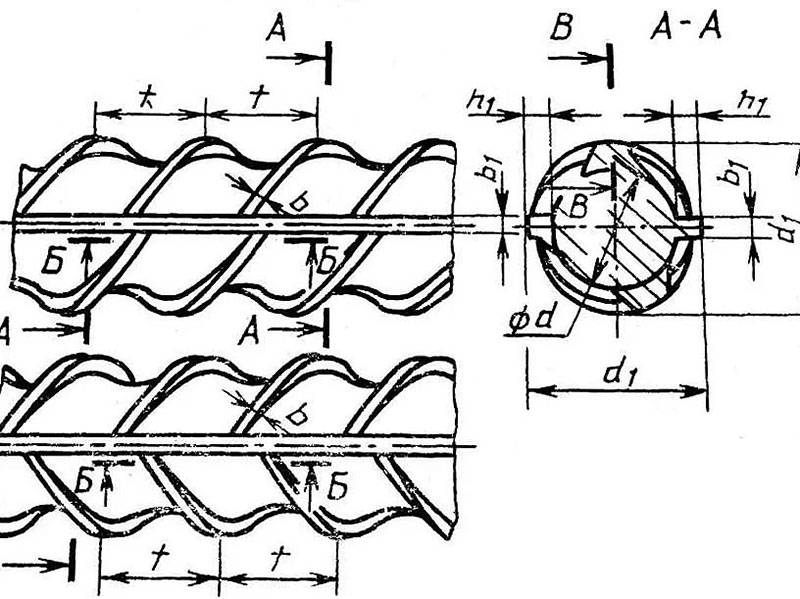
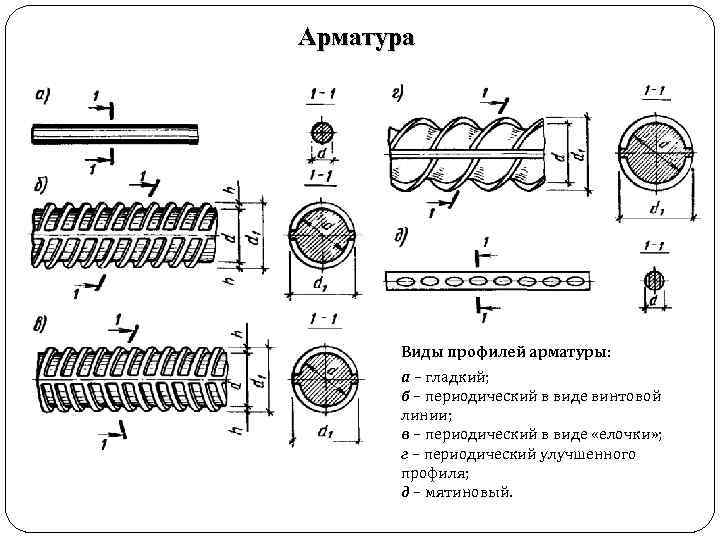
Вы видите, что разная арматура имеет разный рельеф, который называется периодическим профилем. Именно он вызывает главные сложности когда вы примеряетесь, как правильно сделать измерение диаметра арматуры своими руками.
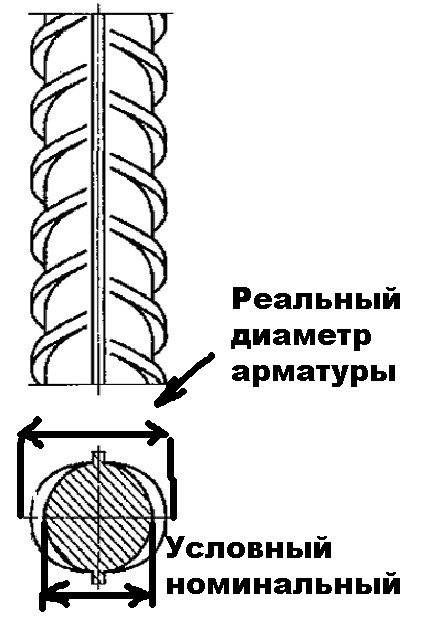
Многочисленные рёбра, расположенные под углом к оси арматурного прута, действительно мешают и сбивают с толку. Это происходит вовсе не из-за недостатка какого-то опыта, непосредственно физическими методами правильно измерить диаметр арматуры или арматурного стержня довольно сложно. Если бы у нас был классический гладкий круглый прут, то проблем бы не было. А так, можете попробовать сами, если ещё не пытались. Делая замеры диаметра арматуры своими руками на разных участках прута мы получаем довольно разные значения. Что значит выражение «довольно разные»? На практике, при покупке металлопроката, или при выборе материала для выполнения строительных работ, нам нужно знать диаметр арматуры с точностью до 0.5 мм. По крайней мере чётко отличать арматуру 8, 10, 12. А замеры без учёта высоты профиля арматурного прута, могут дать нам ошибку и в 2 мм. Естественно, что это не годится. Я скажу больше, диаметр арматуры — выражение скорее образное, чем геометрическое. Почему? Да по той же причине, что мы путаем его с другим диаметром, к которому привыкли в отношении круглого прута. Но сечение арматуры — не круг, а фигура более сложной формы, близкая к эллипсу. То есть мы не можем сделать измерение диаметра арматуры ещё и потому, что арматура — это НЕ КРУГЛЫЙ ПРУТ. А какой же это прут, если не круглый? Сечение арматуры более всего напоминает эллипс. На практике диаметр арматуры не замеряют точно, инструментальными методами, а берут его из сопроводительных документов, в которых указывается НОМИНАЛЬНЫЙ или УСЛОВНЫЙ ДИАМЕТР АРМАТУРЫ.
Измерение диаметра арматуры визуально, «на глаз» вполне возможно, но способ этот применим только для «практиков», постоянно работающих с арматурой. Именно так определяют диаметр арматуры прорабы, строительные подрядчики, сварщики и бетонщики. Вы же никогда не видели сварщика на строительной площадке, задумчиво бегающего с штангенциркулем? Вот и я не видел. А, между прочим, рабочие очень точно умеют определять диаметр арматуры с которой часто работают и ПОЧТИ НИКОГДА не ошибаются. Но измерение диаметра арматуры визуально — это ОПЫТ, а НЕ СПОСОБ, КОТОРОМУ МОЖНО НАУЧИТЬСЯ. Как только опытный рабочий сталкивается с заданием, предполагающим работу с арматурой непривычного для него диаметра, он начинает её измерять.





