

Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
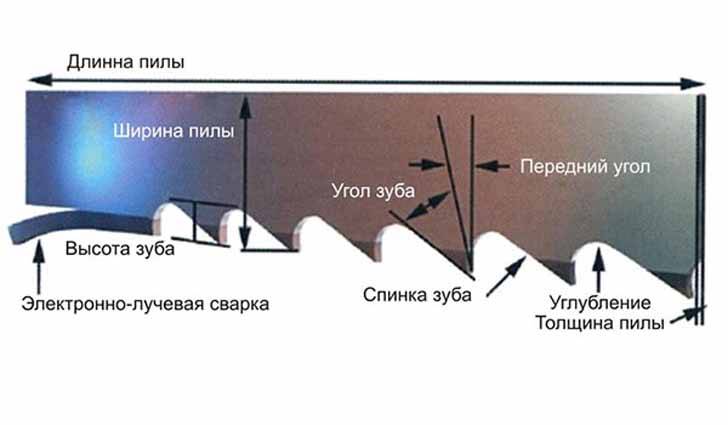
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
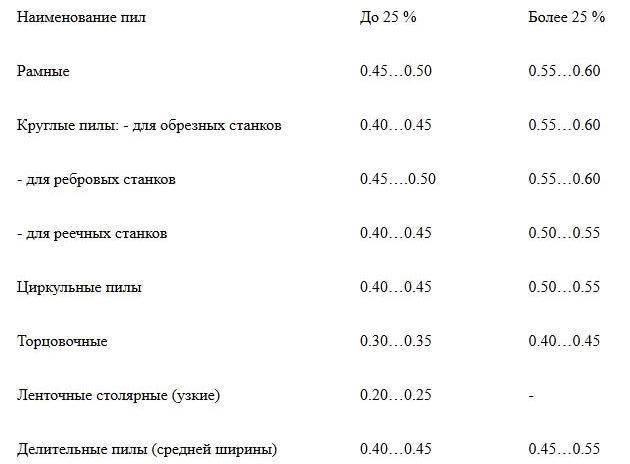
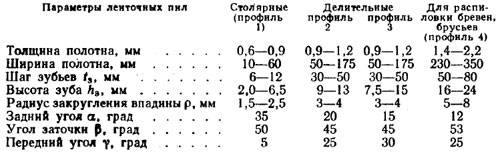
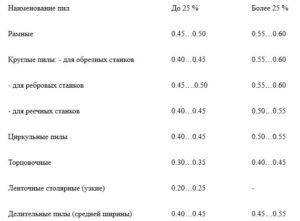
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
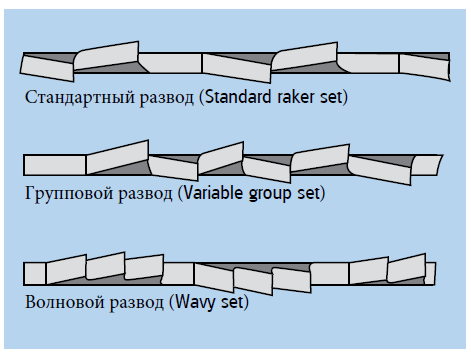
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
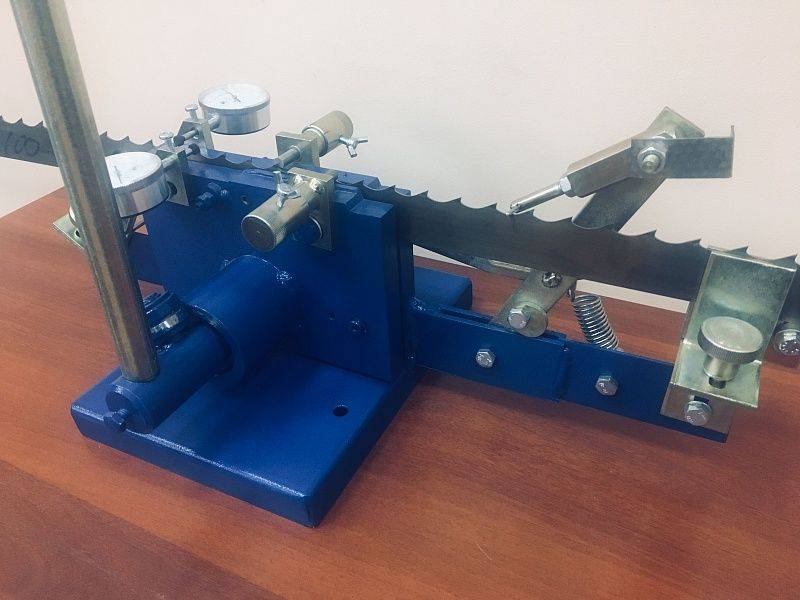
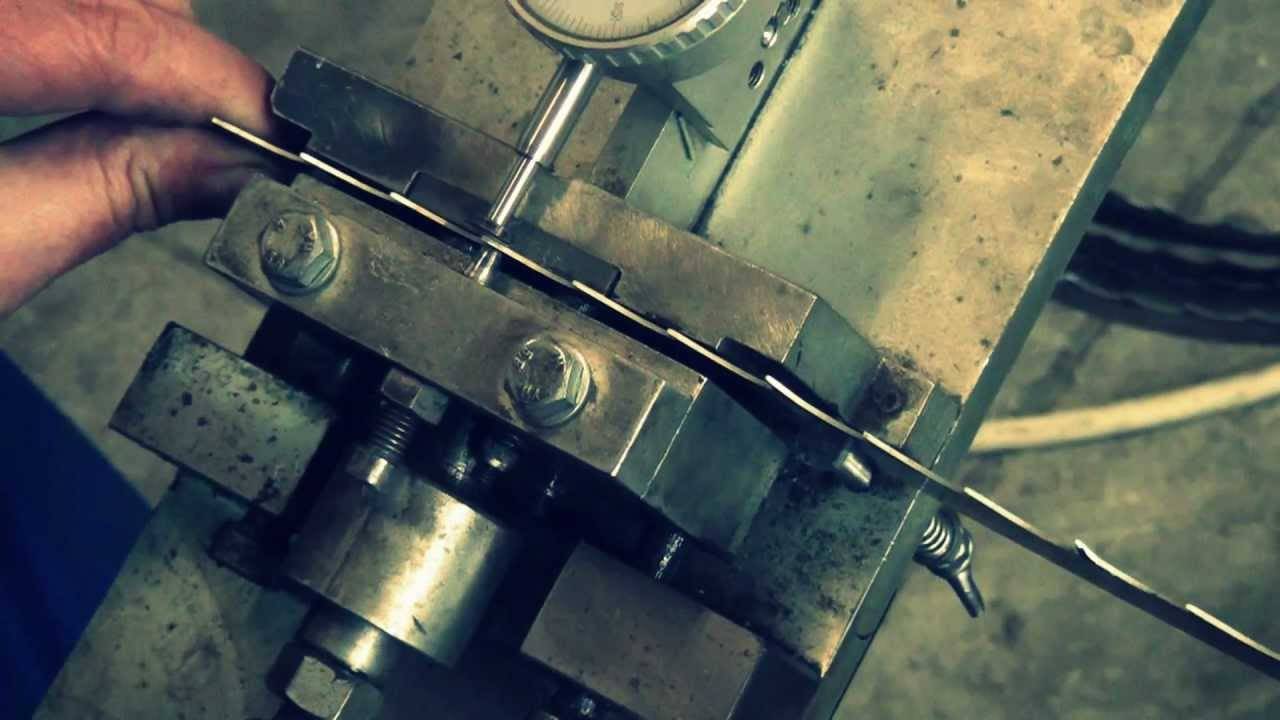
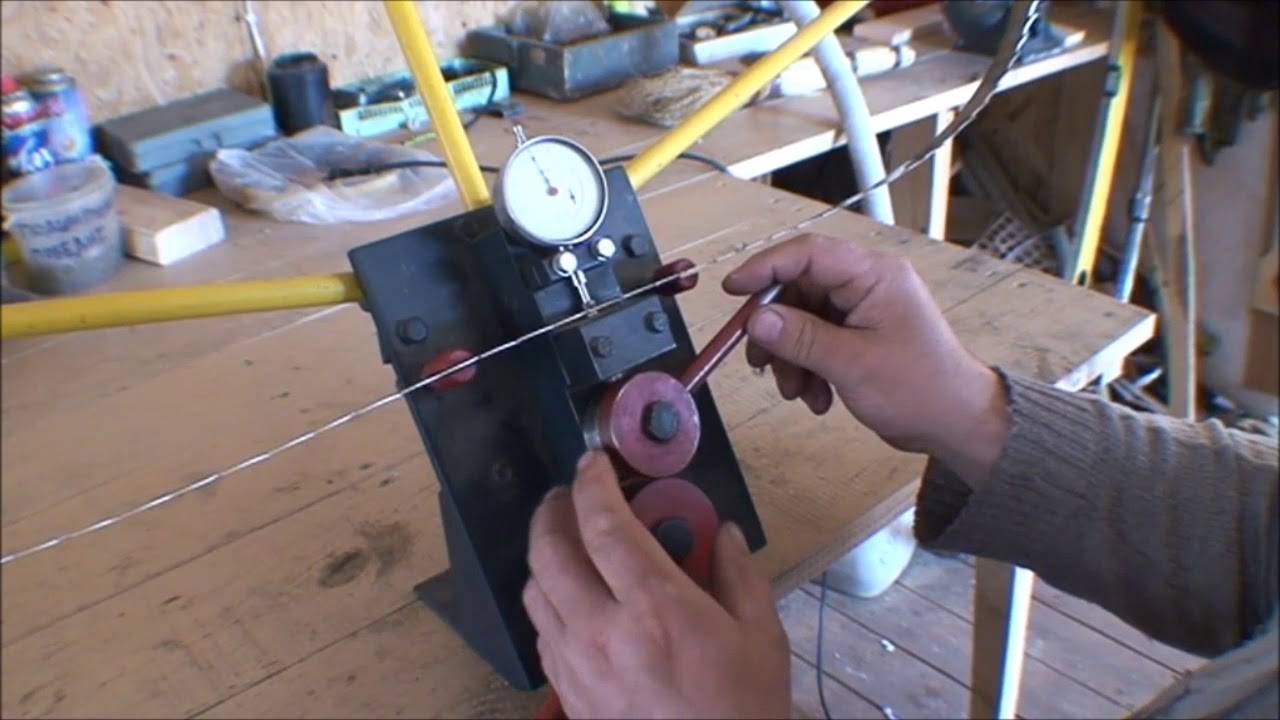
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Рекомендации по заточке
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.




Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Установка ленточной пилорамы.
Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Для выставления станины ленточной пилорамы по горизонтали предназначены регулировочные болты, которые расположены в углах половин станины. Остальные болты, которыми станина опирается на поверхность площадки, — опорные. Опорные болты выкручиваются по окончании установки и проверки уровня. Если поверхность площадки мягкая, надо подложить под регулировочные болты металлические пластины толщиной не меньше 10мм. Первый этап установки ленточной пилорамы достаточно простой. Станина пилорамы состоит из двух половин, которые надо стянуть между собой болтами. При стыковке и стягивании половин направляющие рельсы должны совпасть и между ними не должно быть зазоров! После чего отметьте места для сверления под анкерные болты. Сдвиньте станину ленточной пилорамы, просверлите отверстия и верните станину на место, совместив крепёжные отверстия на станине с отверстиями в бетоне. Если требуется, подложите под регулировочные болты металлические пластины. Можно приступать к следующему этапу установки ленточной пилорамы: выставлению станины по горизонтали. При установке станины ленточной пилорамы по горизонтали лучше всего использовать гидроуровень. Гидроуровень — это гибкий прозрачный шланг длиной на пару метров больше длины станины и диаметром от 15мм. Если не смогли найти прозрачный шланг, то концы шланга вставьте прозрачные гильзы с делениями, можно использовать медицинские шприцы подходящего диаметра. В шланге с водой не должно быть пузырьков воздуха, иначе трудно будет выравнивать, практически невозможно. При перемещении с гидроуровнем зажимайте/затыкайте торцы шланга пальцами, чтобы не проливать воду, но в момент измерения торцы должны быть открытыми. Сначала гидроуровнем определяем, какой из торцов станины ленточной пилорамы находиться выше, затем какой из краев торца выше. Относительно этого, самого высокого угла станины и будем выравнивать. Выравнивание надо делать только по верхнему краю направляющей. Для удобства, поперек станины, в месте стыка, можно положить ровный брусок или строительный уровень, по нижней грани которого и выставляем уровень. Итак, самый ответственный этап установки ленточной пилорамы пройден. Проверьте стыки направляющих. Выкручиванием опустите опорные болты до поверхности площадки, при необходимости подкладывая металлические пластины. Опорные болты лучше выкрутить рукой до упора, выкручивая ключом, есть опасность приподнять станину в месте опорного болта, и нарушить горизонтальный уровень. При выставлении уровней следите за тем, чтобы шланг гидроуровня не нахлестывался на станину. Например, если при диагональной проверке углов шланг положить по периметру, может не хватить длины шланга. В этом случае протащите шланг под станиной ленточной пилорамы, при выставлении уровней, шланг не должен лежать на станине. Устанавливаем на свои места упоры и зажимы бревна. Перед установкой пильной каретки необходимо очистить от консервации направляющие. Направляющие перед покраской смазываются литолом, и краску удалить будет не трудно. Если этого не сделать, то нанесенная поверх литола пленка краски, под давлением каретки разрушится, будет налипать на ролики каретки и мешать передвижению каретки по направляющим. Устанавливаем пильную каретку, роликами на направляющие и проверяем плавность хода по направляющим.
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
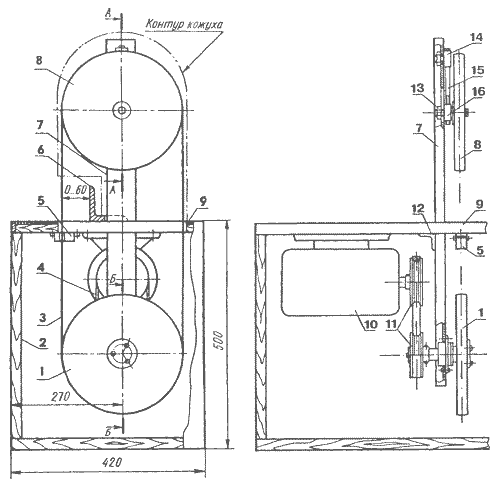
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
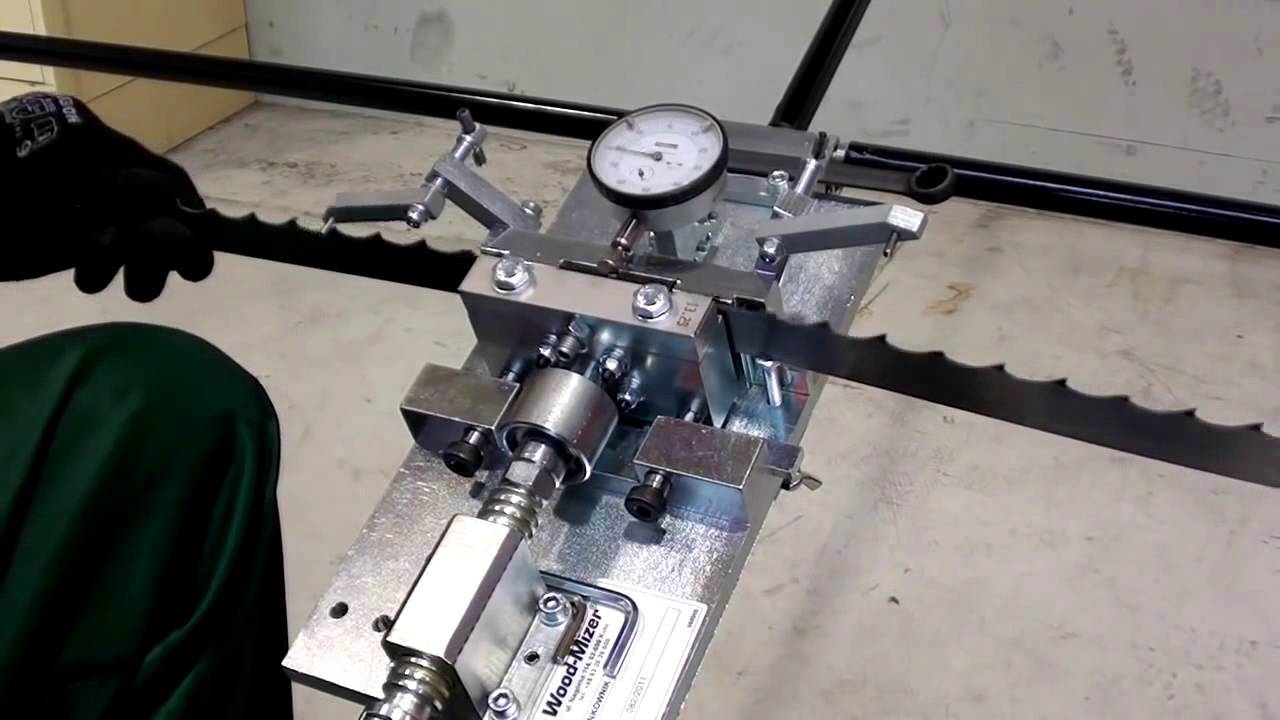
Разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
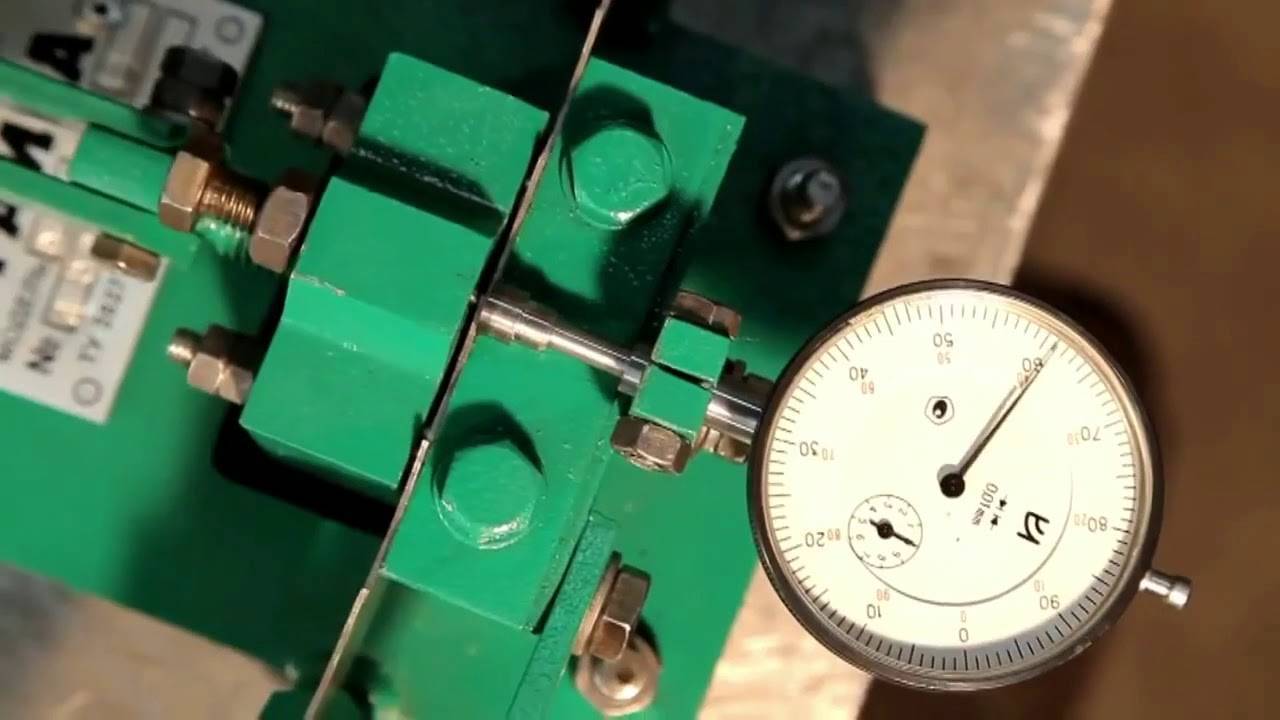
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления






Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разводка ленточной пилы
Геометрические параметры ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
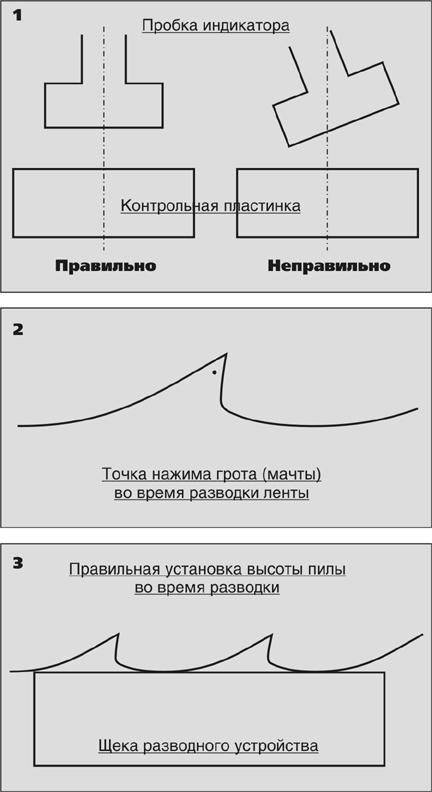
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жAL-KO испортить, чтобы набить руку.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
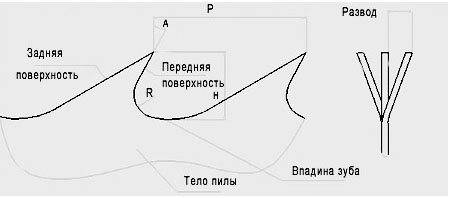
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
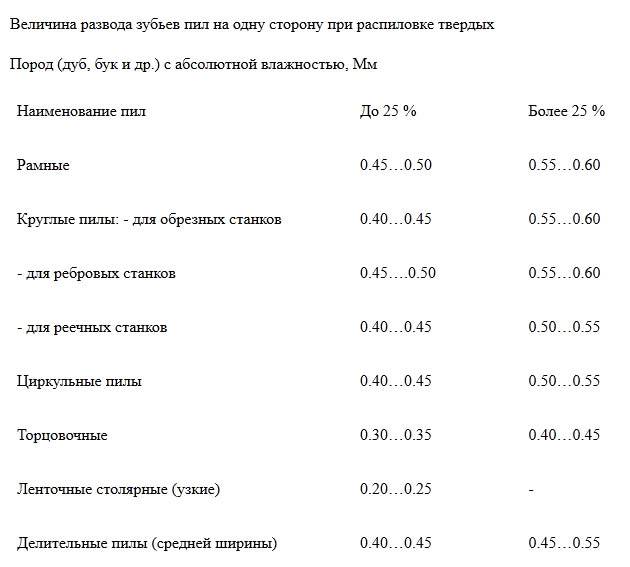
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
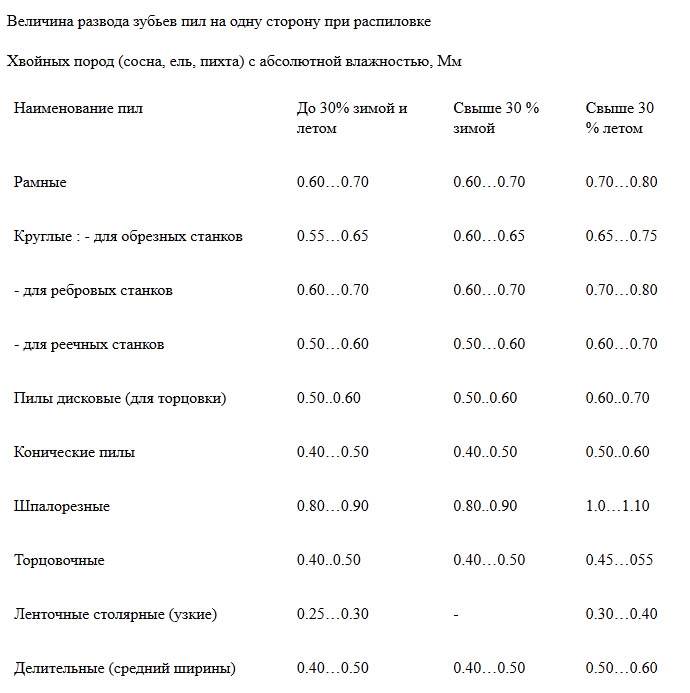
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.



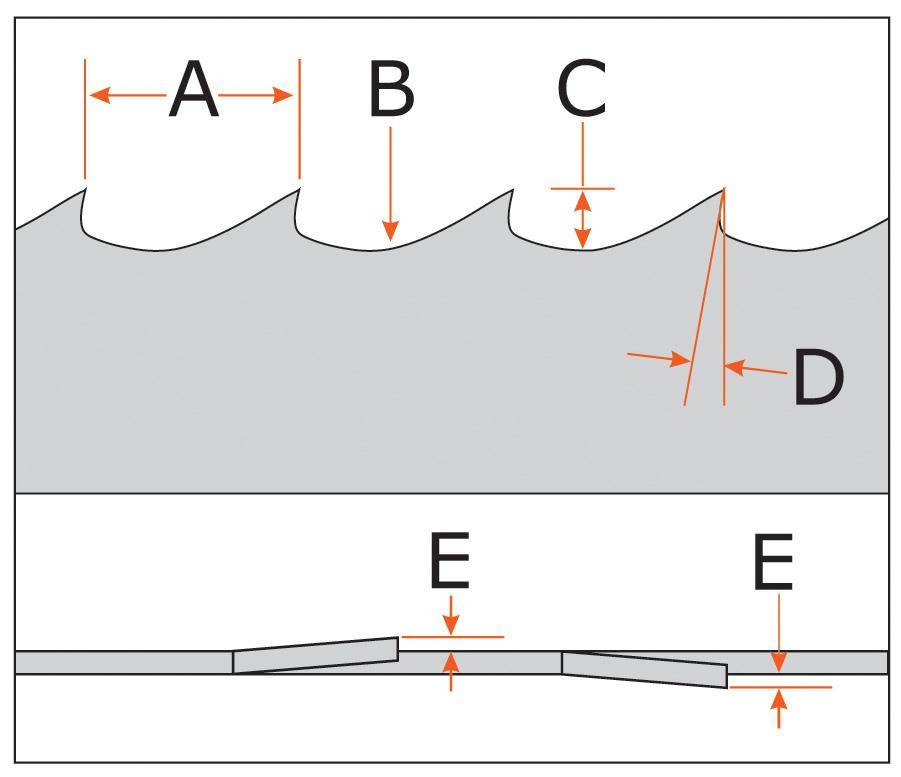
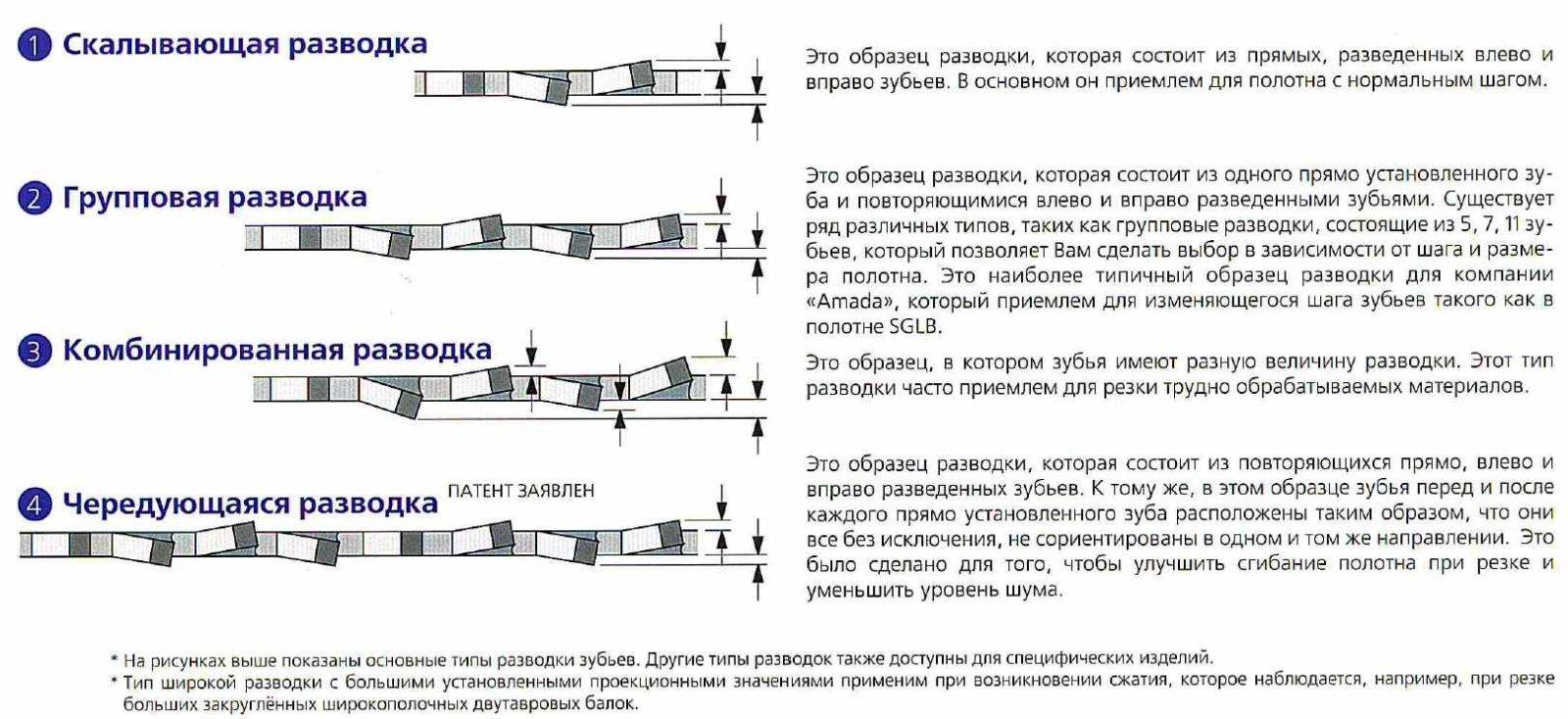
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.
Снятие натяжения
 Натяжение пилы на ленточной пилораме
Натяжение пилы на ленточной пилораме
Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:
 Лучшие разводки пил
Лучшие разводки пил
- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.





