

Что такое обезжиривание поверхности?
Известно, что на поверхности изделий, поступающих в гальванику после изготовления и механической обработки всегда присутствуют загрязнения. Ими могут быть остатки полировальных паст, масложировые пятна, СОЖ, окалина, старая краска или покрытие, а также обычная грязь. Перед нанесением качественного гальванического покрытия все загрязнения требуется удалить. Очистка происходит с помощью обезжиривания и травления. Далее рассмотрим процесс обезжиривания металлических поверхностей подробнее.
Виды загрязнений, удаляемых обезжириванием, могут быть разного происхождения:
- Минерального. К ним относятся минеральные масла, полировальные пасты, СОЖ. Особенность в том, что они не растворяются в воде, поэтому для их удаления целесообразно использовать органические растворители;
- Растительного и животного. Растворяются только в водных обезжиривающих растворах. Остановимся на них подробнее.
Часто загрязнения носят комбинированный характер, а к жидкой фазе добавляются частички твердой – пыль, асфальты, карбены, оксиды и пр.
Полный цикл обезжиривания обычно включает в себя следующие стадии:
- Обработка растворителями;
- Химическое;
- Электрохимическое обезжиривание.
Чистая обезжиренная поверхность стали выглядит следующим образом:
Виды травления
Представим распространенные способы. Большинство из них можно реализовать в домашних условиях. Но необходимо придерживаться правил безопасности – дело будем иметь с химикатами.
Электролитическое
Второе название – гальваническая обработка. Проще всего применять эту технологию на мелких деталях, когда необходимо срочно очистить поверхность. Суть процедуры следующая: наводится солевой или кислотный электролитический раствор, в него помещается заготовка. Затем подается разряд. В зависимости от того, как он заряжен, различают травление:
Катодное. В среде с добавлением химических элементов на катоде образуется водород в виде газа – с его выделением проходит реакция. Он насыщает жидкость и вступает в реакцию со сплавами, убирая окалину. Следует учесть, что при этом страдает прочность поверхности, она становится более хрупкой, поэтому тонкие стальные листы так лучше не обрабатывать. Подходящие материалы – сталь с высоким уровнем углерода, образцы после термообработки.
Анодное. Применяется чаще. На аноде происходит отрыв оксидной пленки с выделением кислорода. Все «лишние» частицы расплавляются в растворе. Верхний слой приобретает небольшую шероховатость
Есть вероятность потери чрезмерно большого количества металла, важно не передержать изделие в емкости под напряжением.
Химическое
Если предыдущий вариант отлично подходил для стали, особенно для углеродистой, то эта процедура имеет те же цели, но совсем другую публику. К обработке можно приступить, если в руках находится:
- чермет;
- нержавейка;
- титан;
- алюминий.
Подойдут: H2SO4, HCl, HNO3. Длительность погружения в ванночку зависит от концентрированности состава и степени загрязнения заготовки. Интервал достаточно большой – для косметической чистки тонкостенного изделия может понадобиться всего 1 минута, а для толстой чугунной детали – до 2 часов.
Технология проста. Есть металл. На нем образовалась оксидная пленка, которую нужно убрать. Кислоты через поры проникают под окисление и взаимодействуют со стальной поверхностью. В ходе химической реакции с железом выделяется водород. Он отталкивает загрязнение. Но также может повредиться металлическая поверхность. Избежать этого можно, если предварительно обработать деталь специальными ингибиторами ржавчины.
Плазменное
Процедура также происходит в среде химикатов. Но возбуждает химическую реакцию поток плазмы, сгенерированный на основе инертных газов (с содержанием фтора). Они, вступая во взаимодействие с коррозией (или с кремнием), не трогают само железо. Это очень точный метод, но он требует специального оборудования. Степень точности – до 10 наномикрон.
Посмотрим видео на эту тему:
Гальваническое
Это очень быстрый способ, поэтому он получил популярность, особенно у тех, кто проводит его дома. Скорость – не единственное преимущество. Другие достоинства:
- достаточно четкие границы, контуры;
- не требуются кислоты, поэтому для человека это более экологичный метод.
Сперва определимся с составом жидкости для погружения, она зависит от материала заготовки:
| Вещество | Протрава |
| Сталь, железо | Смесь нашатыря и железный купорос |
| Медь, бронза, латунь | Раствор медного купороса |
| Цинк | Цинковый купорос |
Погружная ванночка обязательно должна быть из диэлектрика. Например, стеклянная банка для мелких деталей.
Кладем элемент в емкость, наливаем средство с хорошими проводящими качествами. Анод прикрепляем к изделию. Обязательно понадобится источник энергии. Процедура занимает не более 2 минут, затем следуем промыть образец под водой.
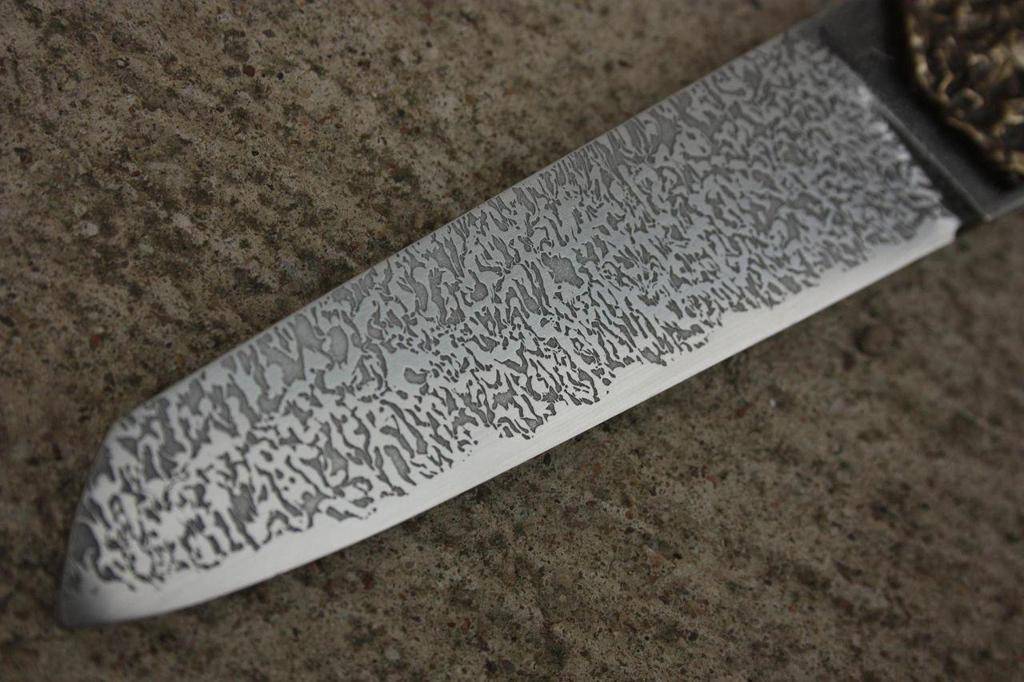
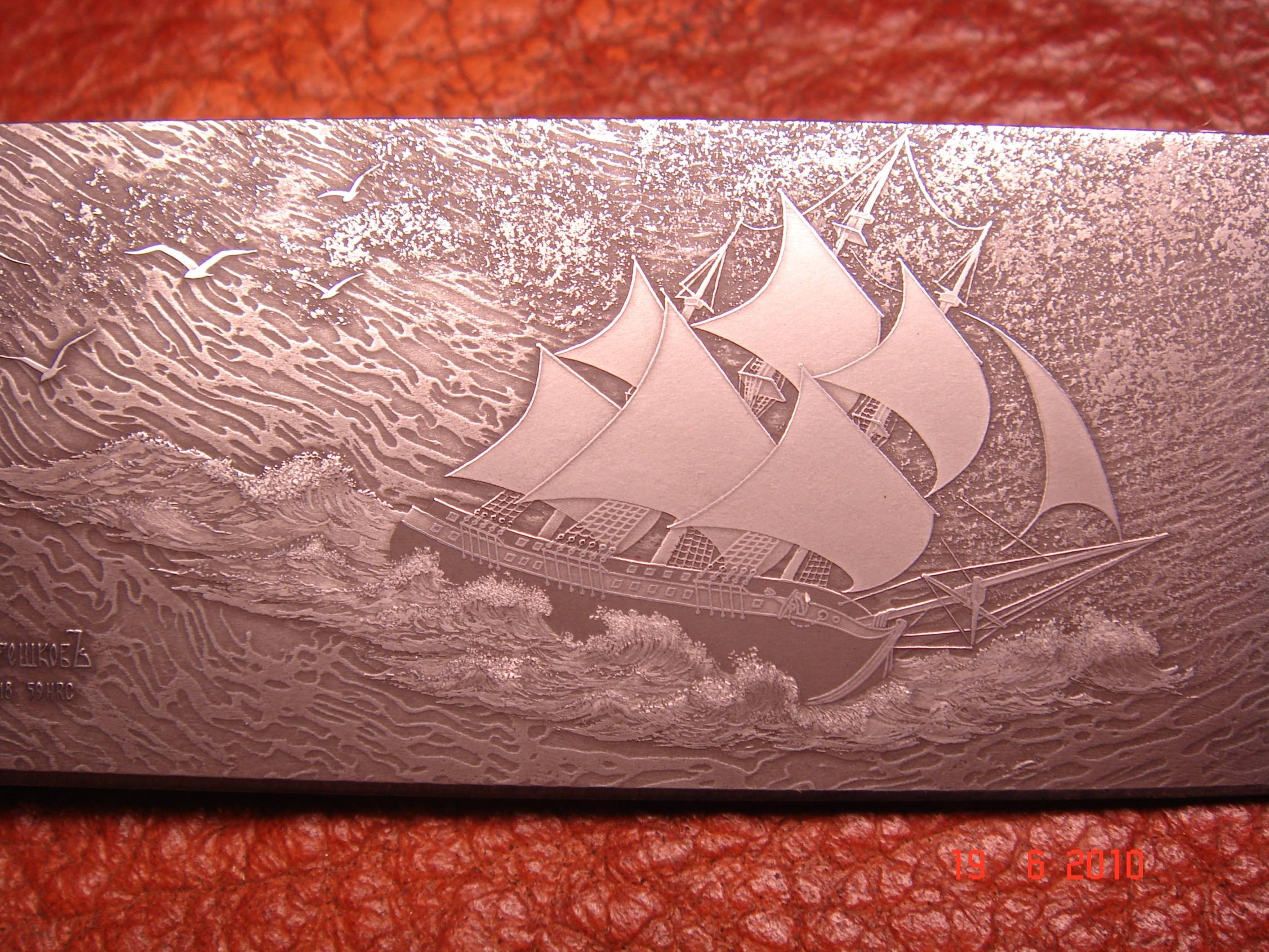
Художественное
Процедура подходит для травления ножа в домашних условиях. Процесс очень распространен среди реставраторов и ценителей оружия. С его помощью можно сделать гравировку, набить инициалы владельца или добавить живописные узоры.
Операция очень проста. Можно использовать любой из вышеперечисленных методов, но быстрее и безопаснее всего – гальванический. На поверхности металла следует оставить трафарет из скотча. Сделать его просто с помощью хорошего струйного принтера. Когда необходимые участки защищены (следите, чтобы под лентой не оставалось следов воздуха), можно проводить классическое травление.
Посмотрим на фото:
Травление изделия из металла
Для активации процесса в раствор электролита необходимо поместить любой стальной предмет и подключить к нему отрицательный провод от источника тока. Положительный провод в этом случае присоединяется к обрабатываемому изделию. Схематично процесс травления выглядит так:
При отсутствии качественного преобразователя (выпрямителя) можно воспользоваться зарядным устройством для телефона, срезав с него контакт для соответствующего гнезда.
Процесс травления под действием электрического тока происходит достаточно бурно.
Это необходимо учитывать при выборе стеклянной емкости. Уровень электролита в ней должен предотвращать его возможное выплескивание в процессе травления.
Контроль углубления рисунка при электрохимической обработке можно осуществлять визуально, периодически доставая обрабатываемое изделие из раствора. При соблюдении всех необходимых параметров процесс может продолжаться до нескольких минут, в зависимости от желаемой глубины травления узора на металлической детали.
Получив желаемый результат, отключите электрический ток. После этого с извлеченного образца тщательно удалите лаковую пленку. Для этого удобно воспользоваться средством для снятия лака и плотной тканью. Промойте готовый рисунок теплой водой с мылом.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.
Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.








Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Один из способов получения на металлических изделиях выпуклого или вдавленного рисунка, появившийся сравнительно недавно, получил название травление. Принцип действия этого метода основан на использовании электрохимических процессов в жидком электролите. При наличии художественных способностей, даже в домашних условиях можно получить узор высокого качества при минимуме требуемых материалов и оборудования.
При самостоятельном выполнении травления в домашних условиях потребуются следующие расходные вещества и приспособления:
- изделие, предназначенное для украшения – различные столовые приборы, охотничьи или походные ножи или простые мыльницы, на которых можно выполнить простейшие узоры;
- емкость достаточного объема и удобной формы из неметаллических материалов, подходящая для помещения в нее всего обрабатываемого изделия или украшаемой его части. Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки.
- достаточное количество обыкновенной поваренной соли;
- лак для ногтей любого цвета;
- средство для снятия лака, предназначенное для очистки обработанного изделия;
- источник постоянного электрического тока небольшого напряжения. В этом качестве может быть использовано зарядное устройство для зарядки автомобильных или телефонных аккумуляторов.
Технология гравировки
Готовится электролит
Вода заливается в тару, загружается соль в требуемом количестве (в зависимости от объема) и тщательно перемешивается, до окончательного растворения. От этого во многом зависит качество гравировки.
Готовится деталь (изделие, образец) для нанесения чего-либо
Размеры надписи или рисунка известны, поэтому определиться с площадью покрытия металла лаком несложно. После того, как слой немного «схватится», прорисовывается требуемый контур. Чем – иголкой, тонким шилом, зубочисткой, отточенной спичкой и тому подобное – решать вам, уважаемый читатель. Как удобнее выполнять работу своими руками, так и делать. Задача – по линиям рисунка «оголить» металл основы, чтобы обеспечить его прямой контакт с электролитом.
Можно поступить и по-другому. Подождать, пока лак полностью просохнет, и только потом «процарапывать» линии. Но это уже детали, и как лучше, несложно решить самостоятельно.
Далее электроды помещаются в раствор
Один обозначен – любая металлическая болванка. Она присоединяется проводом к «–» источника тока. Второй – образец, на который наносится гравировка (к его «+»). Технология похожа на хромирование металла.
Подача напряжения
Время технологической операции определяется визуально. Если глубина травления устраивает мастера, то можно зарядное устройство отключить. Обычно для гравировки по такой методике достаточно не более 5 минут.
Остается вынуть из ванночки металлическое изделие, снять лак, хорошо промыть образец под проточной водой и насухо протереть. Все, гравировка сделана!
Рисунок, надпись можно сделать и выпуклыми.
Для этого необходимо наносить лак на предварительно начерченные (фломастером, карандашом) линии (полосы). А весь остальной, «непокрытый» металл подвергнется травлению.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды

Применение паст целесообразно для обработки сварочных швов нержавеющих марок стали. Обработанный шов способен противостоять коррозии даже в условиях сырого помещения автомобильной мойки.
Подготовка поверхности металла
Для того, чтобы процесс травления протекал с высокой скоростью, а толщина удаляемого слоя была одинаковой, с поверхности изделия следует удалить все загрязнения и следы масел. Для этого подойдут обычные моющие и чистящие средства, используемые для мытья посуды, и тёплая вода. После мытья и просушки поверхность следует протереть фиброй, смоченной в растворителе, который, кроме обезжиривания, способствует удалению остатков влаги.
Отдельно стоит сказать о качестве обработки поверхности. Полировка в зеркало впоследствии гарантированно даст хороший контрастный рисунок даже при небольшой глубине травления. Но если ее выполнение невозможно по каким-либо причинам, поверхность можно обработать наждачной бумагой так, чтобы риски от нее шли в одном направлении. Это также даст хороший оптический эффект.
Шаг 2: Приготовления
Подготовка к работе – это самый важный момент во всем процессе. Если не подготовиться должным образом, то результаты работы могут вас разочаровать.
- Разберите ваш нож. Постарайтесь запомнить, в какой последовательности вы его разбирали, откуда какая деталь. Приберите все эти маленькие винты, шайбы и т. д. в контейнер или на магнит. Если не хотите разбирать нож, тогда надежно изолируйте все части ножа, кроме лезвия, чтобы на них не попало хлорное железо.
- Очистите лезвие ацетоном. Ацетон очистит поверхность и подготовит ее к травлению. Постарайтесь не касаться лезвия голыми руками после очистки, т.к. жир с пальцев попортит вам всю картину.
Химическое травление металла, методы травления

содержит максимальное количество вюстита (закись железа — FeO), а гематит (Fe2O3) отсутствует. Это связанно с тем, что вюстит хорошо растворяется в кислотах, а гематит является нерастворимым соединением. Такие условия образования окалины характерны для низкой температуры конца прокатки. Снижение температуры сматывания полос в рулон не влияет на толщину слоя окалины, но уменьшает опасность появления гематита на кромках и концах полосы.
Существуют кислотный и механический способ удаления окалины. На травильных линиях удаляют окалину совмещая оба способа ее удаления: сначала полоса проходит через окалиноломатель и дрессировочную клеть, где происходит взламывание окалины и ее механическое удаление, а затем производится растворение оставшейся на полосе окалины в растворах кислот (химический способ).Процесс травления металла основан на взаимодействии окалины с кислотами. При этом окалина претерпевает химические превращения и отделяется от основного металла. Кроме того, удаление окалины происходит также в результате выделения газообразного водорода, скапливающегося под окалиной и отрывающего ее от металла.
Известны 2 метода травления: погружением металла в ванную и подача раствора в виде струй под давлением.
Самыми распространенными кислотами, применяемыми для травления стали, являются серная и соляная кислоты. При использовании серной кислоты имеет место не только растворение окислов окалины, но и чистого железа, что приводит к повышению угара металла и увеличению расхода кислоты. Поэтому сернокислотное травление обычно проводят в присутствии ингибиторов — веществ , замедляющих процесс растворения чистого металла без снижения скорости травления окалины. К недостаткам сернокислого травления также можно отнести: загрязнение травильного раствора шламом, неравномерное стравливание окалины, отсутствие регенерации отработанных травильных растворов и низкий спрос на побочный продукт регенерации — железный купорос.
Травление в соляной кислоте идет в наружных и во внутренних слоях окалины. Соляная кислота достаточно хорошо растворяет не только вюстит, но и высшие окислы железа. При этом, окалина не отваливается с образованием шлама на дне ванны или полосе, а почти полностью переходит в раствор. Считается, что потери металла при солянокислом травлении на ~25% меньше, чем при травлении в серной кислоте вследствие уменьшения растворения чистого железа. При травлении в соляной кислоте повышается интенсивность растворения окалины, более редки перетравы. Травление в соляной кислоте приводит к получению более чистой поверхности, чем при травлении в серной кислоте. Большим преимуществом соляной кислоты является возможность полной регенерации отработанных солянокислых травильных растворов. Травление, как правило, осуществляется в горячем растворе, затем полоса отжимается парами отжимных роликов промывается, сушится, подрезается кромка. Обработанная таким образом полоса передается на станы холодного проката.
Полезные программы для инженера и студента
Рекомендуем ознакомиться со статьями:
- Расход кислоты на травление
- Окалина, дефекты травления металла и зачем нужен ингибитор
- Окалина железа на горячекатаной полосе металла
- Немного об окалине
- Дефект металла «Раковины от окалины»
Приготовление электролита
Убедившись, что весь необходимый лак удален, приступаем к подготовке рабочего раствора. Защитный слой за это время успеет полностью просохнуть. В качестве вещества, в котором и осуществляется травление стальных изделий, чаще всего в домашних условиях используют раствор поваренной соли. Для его приготовления необходимо растворить в чистой воде кристаллы в соотношении на 0,5 литра жидкости две столовых ложки соли.
Вместо хлорида натрия можно применять и другое вполне доступное химическое вещество, имеющее название медный купорос. Его не сложно приобрести в любом хозяйственном или садовом магазине.
Нанесение рисунка
Для нанесения рисунка на металл можно использовать массу различных способов, работающих по одному и тому же механизму: участки, не подвергающиеся травлению, защищаются от воздействия агрессивной среды или электролита.
Способ №1
Самым доступным способом считается нанесение на защищаемые участки обычного лака для ногтей. Однако, он обладает рядом существенных недостатков:
- Вязкость лака не позволяет сделать линии достаточно тонкими для получения узоров высокой сложности;
- Необходимы хорошие способности в изобразительном искусстве;
- Исправление неточных линий затруднительно.
Способ №2
Для начала необходимо нанести защитный слой на всю поверхность изделия. Для этого можно использовать грунтовки ГФ-021, ХВ-062 или битумный лак, доступные в магазинах автозапчастей и хозтоваров. После полного высыхания покрытия при помощи гелевой ручки или тонкого маркера можно нанести контуры будущего изображения. Для этой задачи можно привлечь опытного художника.









Далее из медной (можно латунной) проволоки или прутка, диаметр которых выбирается исходя из удобства удержания в руке, необходимо сделать иглу с заострённым концом и процарапать грунтовку по линиям изображения до металла. Более твердый материал иглы может повредить полировку поверхности изделия.
Уже на этом этапе можно оценить рельефность будущего орнамента. Для получения участков с разной глубиной травления металла, например, контуров и полутеней, этот процесс можно проводить в два и более цикла.
Важно! В процессе грунтовка не должна откалываться. Перед нанесением рисунка стоит поэкспериментировать и убедиться в том, что она пригодна для работы
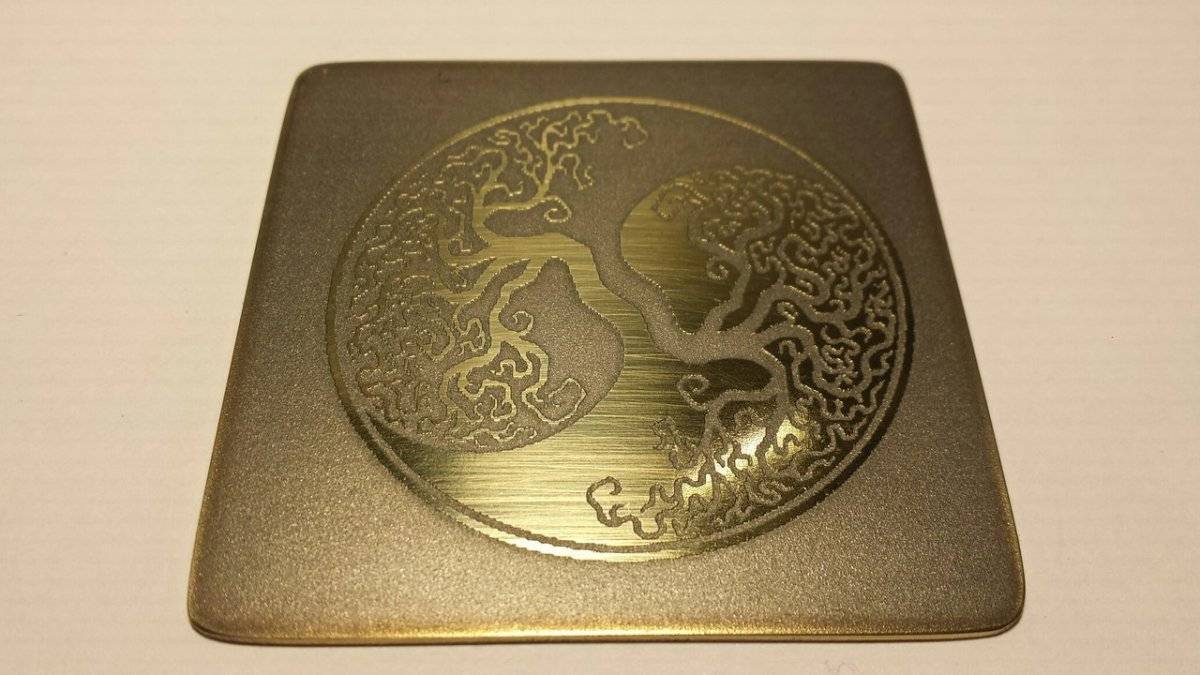
Способ №3
Понадобится лазерный принтер, глянцевая бумага, программа для обработки изображений и утюг. Выбранную картинку необходимо отформатировать (подогнать под размер, сделать зеркальной) и распечатать. Самый доступный источник глянцевой бумаги – женские журналы.
Распечатанное изображение прикладывается к поверхности, накрывается сверху обычным альбомным листом (для защиты утюга) и проглаживается. После остывания бумага смывается под струёй воды, а слой тонера остается на поверхности металла.
Таким способом часто пользуются для травления печатных плат. Основной его недостаток – рисунок наносится только на прямолинейную поверхность.
Важно! Глянец под водой плохо виден. После высыхания необходимо убедиться в том, что он не остался на изделии
Необходимо позаботиться о защите всех поверхностей изделия. Для этого можно использовать различные вещества. Закрыть тыльную поверхность можно обычным пластилином: он является хорошим диэлектриком.
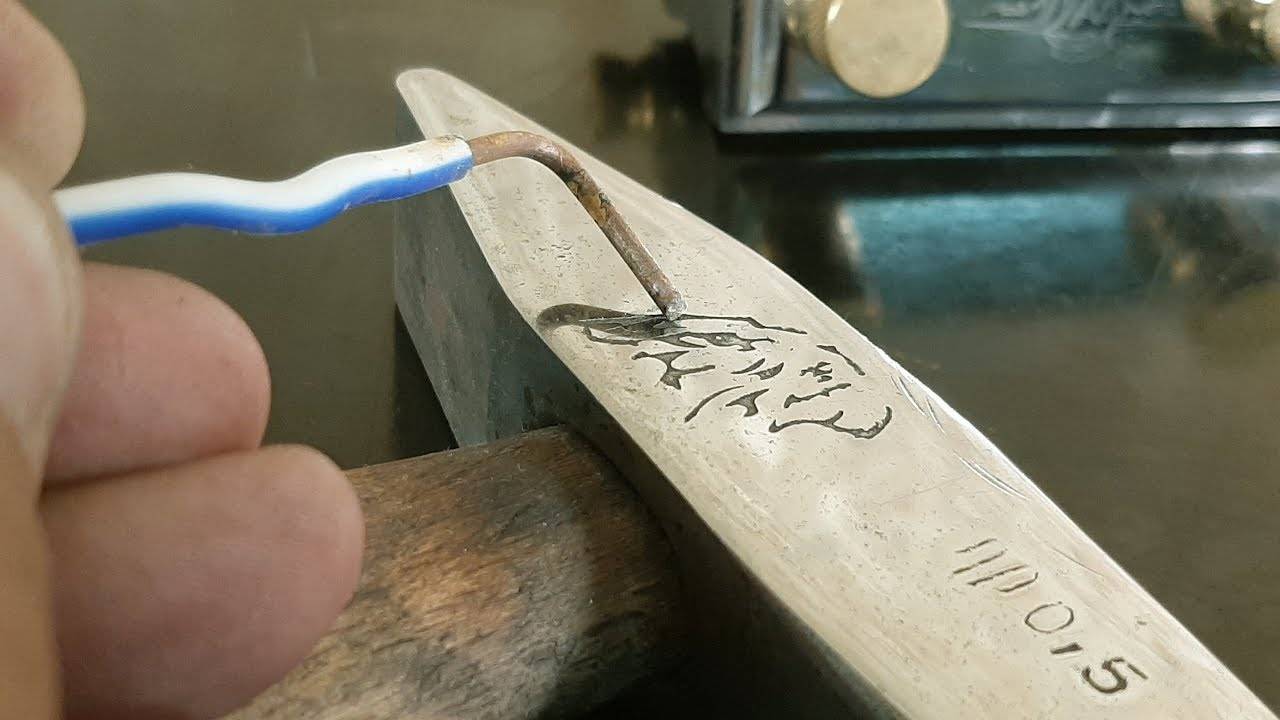
Электроискровой метод нанесения маркировки
На многих видах изделий из стали часто встречается рукописная маркировка. Она выполняется так называемым электроискровым методом. Он заключается в воздействии высоким электрическим током на поверхность металла, в результате чего на ней остается характерный след. В ходе процесса плавится тонкий верхний слой металла, оставляя после себя характерное темное пятно. Особенность этого метода заключается в том, что для нанесения маркировки на изделия не применяется никаких расходных материалов. Используется только электрод, которым прикасаются к поверхности и водят в нужном направлении, создавая маркировку.
Также для нанесения подобной маркировки применяются станки. У них имеется рабочая головка, которая способна вибрировать во время выполнения процедуры маркировки. Происходит процесс следующим образом:
- деталь устанавливается на станок;
- место для нанесения знаков покрывается тонким слоем пленки;
- рабочая маркировочная головка подводится к детали;
- на нее подается напряжение, из-за чего она начинает вибрировать в пределах расстояния искрообразования.
Воздействие на деталь длится примерно 15 секунд. Чем дольше работает оборудование, тем глубже выполняется маркировка.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность. Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно
Азотная кислота
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.









Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.
Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40оС, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.





