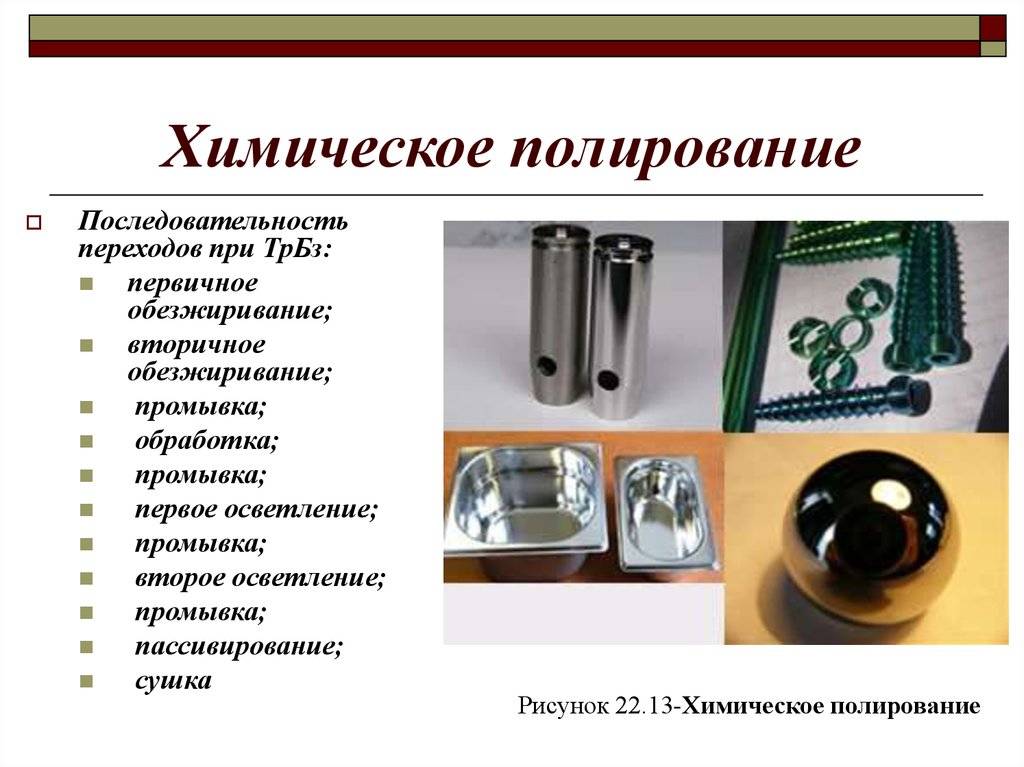
Преимущества электроплазменной полировки.
Быстрая и качественная полировка нержавейки до зеркального блеска выполняется электролитическим методом. Этот способ зарекомендовал себя среди производителей запчастей, фурнитуры, разных металлоконструкций, элементов мебели, посуды, техники и другой продукции.Электроплазменная полировка обеспечивает:
- подготовку изделий под дальнейшее нанесение декоративно-защитных покрытий;
- удаление заусенцев после резки металла;
- притупление и выравнивание сварных швов;
- аннигиляцию побежалости металла;
- удаление загрязнений с поверхности металла;
- снижение степени шероховатости;
- эффектный блеск.
Электроплазменная полировка предусмотрена для нержавеющих конструкций с разной площадью и формой поверхности. Готовые изделия принимают аккуратный внешний вид, выглядят солидно и всегда заметны на фоне другой продукции. Могут использоваться в помещениях и на открытом воздухе, что также является преимуществом.

Сам процесс ЭПП занимает всего несколько минут. Габаритные изделия и детали допускают обработку в два этапа для получения качественного декоративно-защитного слоя. В таких случаях полировка выполняется по диагонали. Возможна полировка и элементов со сложной формой поверхности – качество обработки не пострадает.
Если использовать электролитический 3%-й раствор на основе сернокислого аммония, можно быстро и качественно полировать столовые приборы. Этот метод подходит для полировки изделий с мелкорельефной поверхностью. Применяются, если нужно придать эстетичный вид нержавеющим поддонам с невысокими бортиками до 3 см. В каждом случае установленная на электроплазменную полировку цена будет невысокой, а качество выполненной отделки – максимальным.
Основные этапы процесса
Процесс проходит в несколько этапов. Для начала необходимо выполнить черновую зачистку. Дальше в ход идет круг с фибровой основой и машинка для угловой шлифовки. Но как раз эту процедуру можно пропустить при условии, что поверхность изделия и так достаточно гладкая.
Следом в ход идут шлифовальные круги. Поверхность нужно обработать несколько раз, при этом с каждым разом размер абразива должен уменьшаться.

Если же в наличии нет таких кругов, то их вполне можно сделать самостоятельно. Для этого можно использовать фетровый круг или войлочный. Шпателем на него необходимо нанести столярный клей, а потом растереть его по абразивной крошке.
Эта операция сделает поверхность стали идеально гладкой. Ни в коем случае не должно оставаться шероховатости. Ведь после полировки заделывать их будет гораздо сложнее.
На следующем этапе применяется полировочная паста и фетровый круг. Тут лучше посоветоваться со специалистом, так как под определенную марку сплава нужна конкретная паста. Конечно же, лучше всего использовать алмазную, зернистость которой подходит к металлу, предназначенному для обработки. Финишная полировка проводится до того момента, пока не останется ни одного видимого изъяна. Полированная труба из нержавейки должна выглядеть просто идеально.
Последние тенденции
За последние несколько лет возник большой интерес к производству чрезвычайно чистых и устойчивых к коррозии компонентов для использования со сверхчистыми газами и жидкостями.
Электрополировка оказалась эффективным методом в этой области. Трубопроводы, клапаны, сосуды, насосы и другие компоненты, используемые при работе со сверхчистыми газами и жидкостями, часто подвергаются механической обработке, а затем электрополируются до чрезвычайно низких значений шероховатости поверхности. Окончательная оценка электрополировки состоит из двух компонентов: внешний вид поверхности и химический состав поверхности. Первая оценка предназначена для определения эффективности самого полирующего действия; Во вторых, необходимо обеспечить, чтобы полученная поверхность была как можно более пассивирована и максимально защищена.
Другим инновационным процессом, который имеет потенциал, является электрополировка в качестве подготовки к физическому осаждению из паровой фазы (PVD)
. Некоторые данные свидетельствуют о том, что PVD-покрытия можно наносить на электрополированные поверхности из нержавеющей стали с большим успехом, чем на никелированные хромированные поверхности. Одна из причин этого успешного применения состоит в том, что электрополированные поверхности практически не имеют характеристик и обеспечивают чрезвычайно чистую поверхность для покрытия PVD. Большинство из этих применений также включают механическую полировку или полировку, по меньшей мере, на выбранных участках с последующей электрополировкой перед нанесением PVD-покрытия.

Узнать цены на услуги
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости
интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Электрохимическая полировка: все минусы процедуры
У методики есть свои минусы, которые выходят из:
- необходимости часто менять оборудование;
- невозможности обрабатывать все металлы;
- токсичности процесса;
- взрывоопасности.
Всё дело в том, что электролиты оказывают воздействие и на сам анод, так что если в процессе не применяются титановые детали, оборудование придётся периодически менять. Работа с кислотами никогда не относилась к безопасным или, тем более, полезным.
Электрохимическая полировка
позволяет не только улучшить внешний вид конструкции, она так же защищает металл от коррозии, помогая сохранить его механические характеристики. Так что не стоит оставлять данный метод без внимания, как минимум он — самый быстрый из всех существующих на данный момент предложений.
Как обрабатывают алюминий и алиминиевые сплавы?
Алюминий – один из самых популярных металлов, из которых изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается.
Обработка алюминия: виды и особенности
Обработка алюминиевых заготовок возможна несколькими способами, в зависимости от поставленных задач и желаемого результата. Чаще всего применяют:
- химическую полировку;
- электрохимическую шлифовку;
- химическое окисление.
Химическая полировка и ее особенности
Химическая полировка позволяет устранить практически любые видимые дефекты поверхности, при этом не повышая ее отражающие способности. Суть процедуры состоит в том, что алюминиевые детали погружают в емкость со специальным составом, под воздействием которого улучшается контур поверхности, неровности становятся менее заметными. Перед погрузкой в алкалиновый раствор все детали тщательно обезжириваются.
Выдерживают детали в растворе от одной до четырех минут. Температура раствора – 100 градусов по Цельсию. После выемки все детали тщательно промывают сначала в горячей, а потом в холодной воде.
Электрохимическая шлифовка и ее особенности
Чаще всего для электрохимической шлифовки алюминиевых заготовок применяется метод BRYTAL, суть которого заключается в том, что каждая деталь сначала обезжиривается, затем аккуратно промывается, после чего погружается в 80-ти градусный раствор, в составе которого присутствует карбонат натрия (15%) и тринатрий фосфат (5%).
Здесь важно оказать двойное воздействие: сначала в результате погружения заготовок в рабочий раствор на 20-30 секунд должен удалиться естественный слой алюминиевого окисла. После этого между катодом и анодом (в качестве которого и выступает алюминиевая деталь) пропускается 24-вольтный разряд, создавая таким образом некую поляризацию. Анод при этом остается покрытым окисленным слоем, который, в свою очередь, со временем растворяется электролитом
На это ему требуется ориентировочно столько же времени, как и на создание, при этом толщина слоя не растет
Анод при этом остается покрытым окисленным слоем, который, в свою очередь, со временем растворяется электролитом. На это ему требуется ориентировочно столько же времени, как и на создание, при этом толщина слоя не растет.



Обработанная таким образом каждая деталь затем просушивается. В результате получается достаточно тонкий окисленный слой. Сам по себе он выступает недостаточно сильной защитой, и часто требует последующего анодирования. В результате данного процесса поверхность заготовок приобретает светоотражающую поверхность, что ценится, например, при изготовлении параболических фар. Кроме того, такие изделия имеют высокий уровень защиты от износа.
Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток. При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Химическое и электрохимическое полирование меди и латуни
Химическая и электромеханическая полировка меди и латуни дает максимально эффективный результат, однако лучше всего эти методы использовать в промышленных условиях, так как применяемые во время чистки латуни химические реагенты могут причинить вред организму.
Химическая полировка

Химическая полировка медных сплавов и других видов изделий заключается в том, что предмет, нуждающийся в чистке, помещают в специальный резервуар, наполненный раствором из различных реагентов и кислот. Химическое средство используют для образования специфических реакций, которые разрушающе воздействуют на неровности, шероховатости и налет окиси.
Изделие из меди выдерживают в растворе необходимое для осуществления химической реакции время, после чего к нему возвращается первоначальный привлекательный вид.
Электрохимическая полировка
Электролит помещается в специальную ванну с дополнительной прослойкой из свинца или полиэтилена и нагревается до температуры 60–90 градусов по Цельсию. К детали из медных сплавов присоединяют катоды из свинца. Плотность тока соответствует 10–50 А/дм². Деталь должна обрабатываться в растворе электролита приблизительно 5 минут.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.

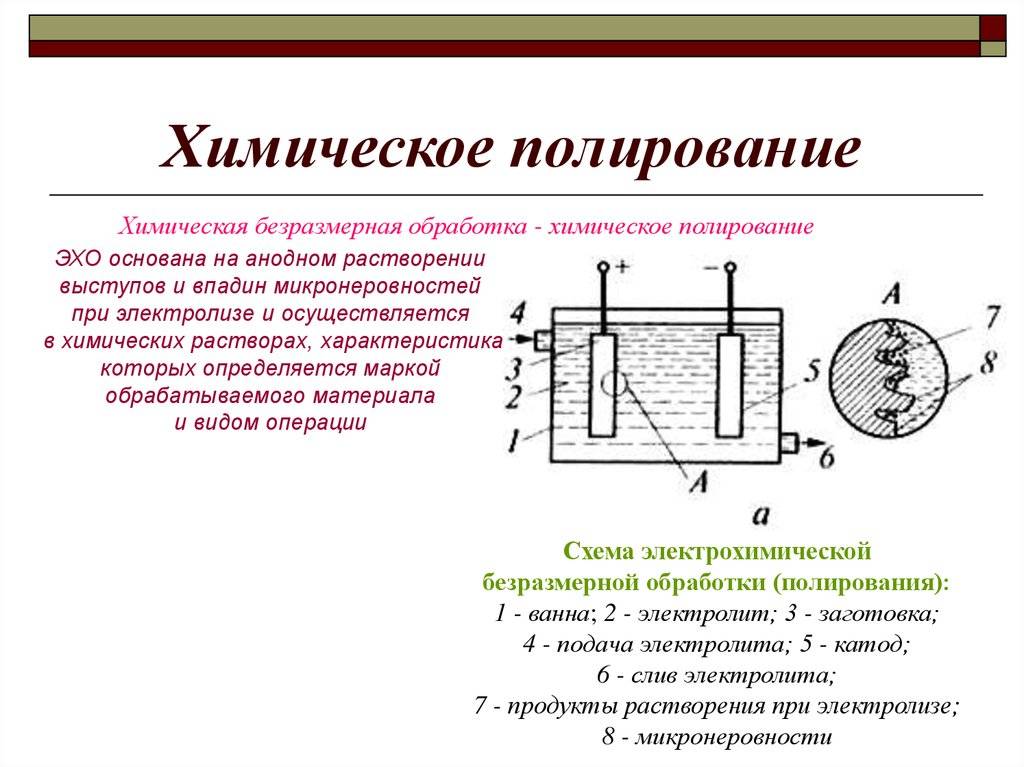
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Описание процесса
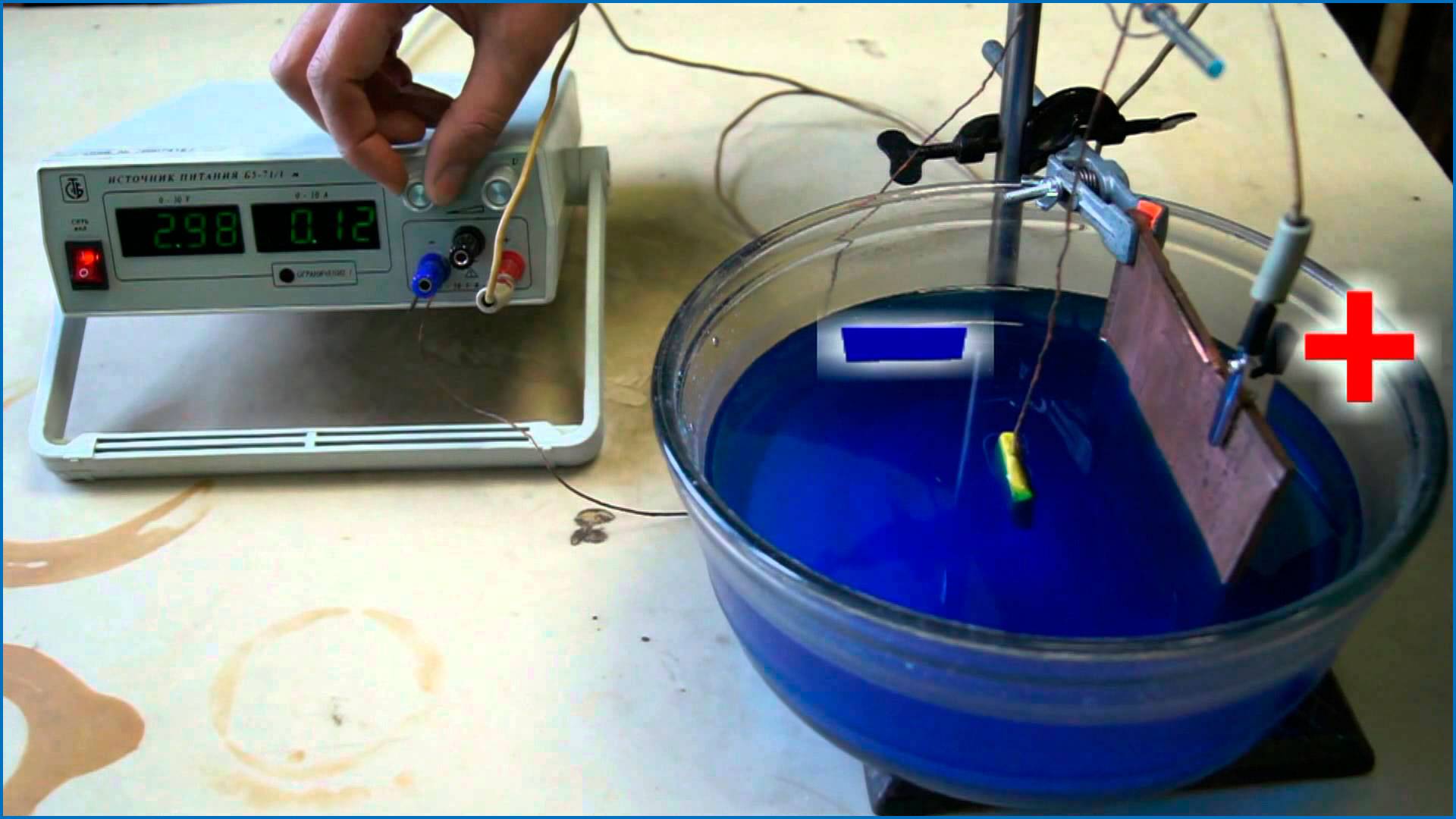
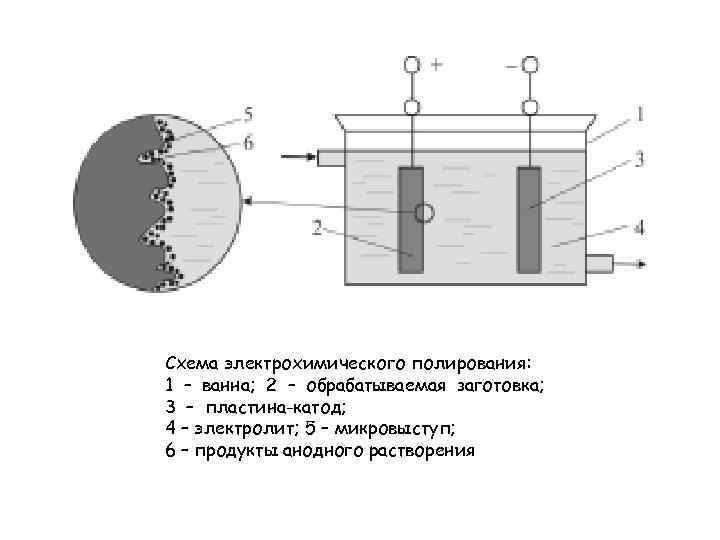
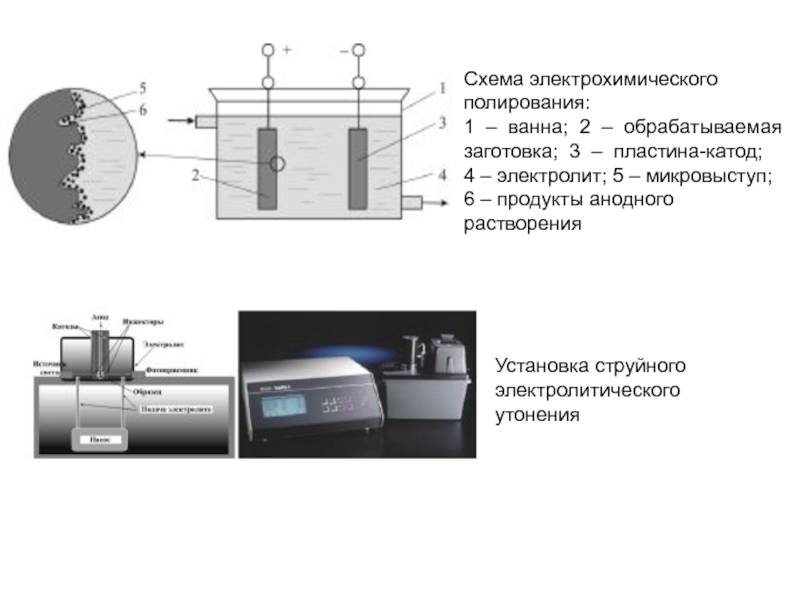
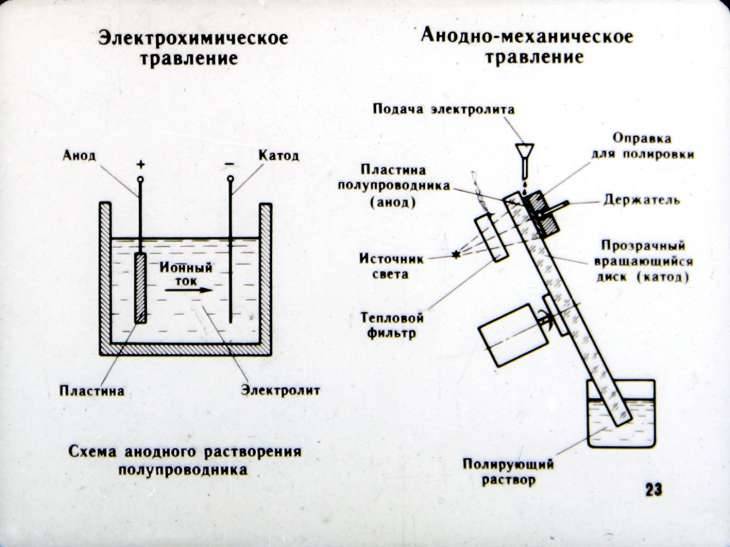
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Раствор для электрохимического полирования титана и его сплавов
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(61) Дополнительное к авт, свид-ву(22) Заявлено 261178 (21) 2689779/22-02с присоединением заявки йо(51)М. Кл. С 25 Р 3/26 Государственный комитет СССР по делам изобретений и открытийДата опубликования описания 231080(54) РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ТИТАНА И ЕГО СПЛАВОВ Цель изобретения — повышение качества полирования в широком интервале температур,Поставленная цель достигается тем,что раствор дополнительно содержитортофосфорную кислоту и калий-титан Изобретение относится к электрохимической обработке металлов, вчастности д полированию титана иего сплавов,Известен раствор для электрохимического полирования стальных изделий, содержащий хромовый ангидрид,фосфорную и борную кислоты, монохромат калия и калий-титан щавелевокислый. Процесс в указанном растворе 10ведут 5-20 мин при 60-110 С и плотности тока 10-40 А/дм (11 .Однако известный раствор, предназначенный для полирования стальныхизделий, является пятикомпонентным. 5Для его использования необходим предварительный подогрев, требуется высокая рабочая температура,Известен раствор для электрохимического полирования титана и его спла 20вов, содержащий фосфорную кислотуи тетраоксалат калия. Процесс ведут5-10 мин при 25-40 С и плотности пульсирующего тока 15-50 А/дм 121,Известный раствор обеспечивает 25повышение чистоты поверхности на1 класс (с ч 6 до ч 7). Однако отражательная способность поверхностисоставляет лишь 58. При работе визвестном электролите требуется при 2менение дорогостоящего оборудования для получения пульсирующего тока. Процесс ведут в относительно узком интервале рабочих температур.Наиболее близким к предлагаемому является электролит для электрохимического полирования титана и его сплавов, содержащий хромовЫй ангидрид и фтористоводородную кислоту 13),Однако данный раствор позволяет получать качественную поверхность только в узком интервале температур (16-21 С), что труднодостижимо в производственных условиях, так как требуется мощная холодильная установКа, позволяющая избегать локальных Перегревов раствора у обрабатываемой поверхности. С повышением температуры поверхность становится матовой с подтеками, шероховатость снижается с 0,55 мкм (исходная) до 0,48 мкм.773156 70-80 Состав раствора, г/л,режим и результатыобработкиХромовый ангидрид Примеры 2(б 1,714) Калий-титан щавелевокислыйТемпература, С Плотность тока, А/дм2 25 35 50 16 40 60 20 40 603 4 5 Продолжительность, мин Класс чистоты,ч до полирования 78 после полированияШероховатость, Ва, мкмдо. полированияпосле полирования 0,55 0,43 0,55 0,55 0,39 0,38 Скорость съема металла,мкм/мин 13 формула изобретения ВНИИПИ Заказ 7438/36 Тираж 698 1 одписное Филиал ППП ффПатентф,. г, Ужгород, ул, Проектная, 4 щавелевокислый при следующем соотношении компонентов, г/л;Хромовый ангидрид. 450-500фтористоводороднаякислота 175-200Ортофосфорная кислотаКалий-титан щавелевокислый 2,5-5;Процесс полирования рекомендуют проводить 3-5 мин при 16-60 С и анодной плотности тока 20-60 А/дм. Отражательная способность, ЪТаким образом, предлагаемый раствор позволяет получать блестящую поверхность в широком интервале температур, при этом возрастает и производительность труда за счет непрерывной работы ванны, так как отпадает необходимость в охлаждении раствора,Раствор для злектрохимического полирования титана и его сплавов, содержащий хромовый ангидрид и фто,ристоводородную кислоту, о т л и ч а- в щ и й с я тем, что, с целью повышения качества полирования в широ, ком интервале температур, он допол,нительно содержит ортофосфорную кисРаствор готовят следующим образом.В воде растворяют хромовый ангидрид и фтористоводородную кислоту.Вводят необходимое количество фосфорной кислоты, затем калий-титан щавелевокислый и раствор тщательно перемешивают.Раствор стабилен в работе при пропускании 2400 Ач/л.Изобретение проиллюстрировано несколькими конкретными примерами, представленными в таблице



75 100 95лоту и калий-титан щавелевокислыйпри следующем соотношении компонен 45 тов, г/л;Хромовый ангидрид 450-500Фтористоводороднаякислота 175-200Ортофосфорная кис 0 лота 70-80Калий-титан щавелевокислый 2,5-5Источники информации,принятые во внимание при экспертизеу 1. Патент ФРГ 9 1228117,кл
48 а 3/06 опублих, 1968.2, Авторское свидетельство СССРР 463743, кл. С 25 Г 3/26, опублик.1975,3. Грилихес С.Я. Злехтрохимическое полирование, М.-Л., Машгкэ, 1976,с. 121. Смотреть
Дефекты при электрохимическом полировании
Для получения качественного результата полирования необходимо учитывать следующее: — наличие пор в металле, глухих отверстий малого диаметра и других полостей, в которых может скапливаться электролит (в том числе и под действием капиллярных эффектов), что впоследствии может приводить к образованию разноцветных подтёков. Такие отверстия должны быть либо герметезированы перед началом процесса, либо подготовлены приспособления для их качественной промывки. — так как электрополирование лучше всего подходит для устранения микронеровностей, наличие глубоких забоин, раковин, царапин не приводит к их устранению, а, зачастую, делает их более заметными на фоне отполированной поверхности. По этой причине, электрохимическое полирование не корректно рассматривать в качестве полной замены механической полировки, так как оно даёт качественный результат только в определённых ситуациях.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.
 Механическое полирование материала
Механическое полирование материала
Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.
 Специальная шлифовальная машинка
Специальная шлифовальная машинка
Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
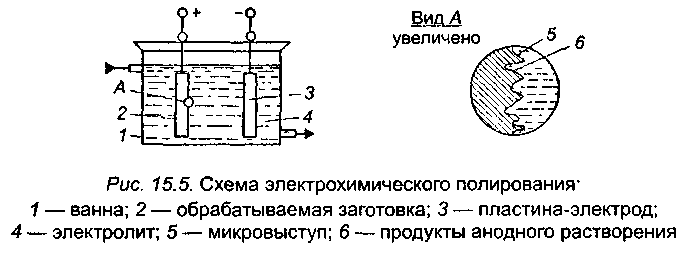
Технология электрохимической полировки металла
Электрохимическая полировка изделий. Технологический процесс электроплазменной, электролитической и химобработки металл для придания блеска изделию.

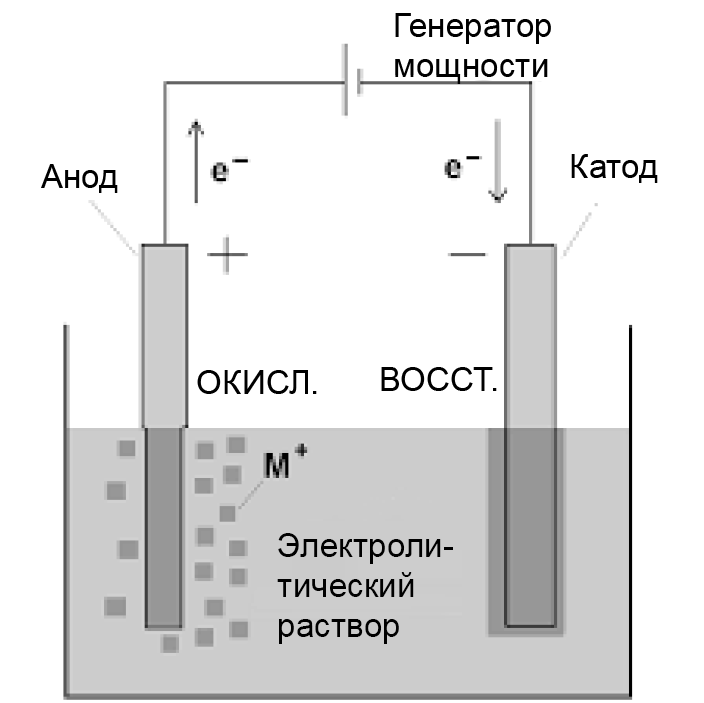
Электрохимическая полировка – это процесс обработки поверхности детали путем погружения ее в кислотный раствор. Металлическое изделие подключается к положительно заряженному аноду, и через электролит пропускается ток с напряжением 10–20 В. В результате металл покрывается оксидной или гидроксидной пленкой, под которой происходит полировка путем сглаживания выступающих микронеровностей. Примерно такой же эффект дает химполировка, но здесь заготовки не подвергаются влиянию электрического тока.
Качество работы зависит от однородности материала. Полирование чистых металлов приводит к получению гладкого блестящего изделия. Полировка сложных сплавов не дает такого результата. По окончании работы обработанная поверхность повышает свою чистоту шероховатости на 2 класса.
Полирование деталей ведется только после их визуального осмотра. Не допускается наличие на них глубоких царапин или раковин, поскольку такие дефекты не устраняются в процессе полировки. Оптимальным вариантом является работа с цилиндрическими деталями. Плоские заготовки хуже поддаются полировке.
По окончании процедуры изделия приобретают ряд положительных качеств: у них увеличивается коррозионная стойкость, повышается прочность поверхностного слоя и понижается коэффициент трения.
Чистка вытяжки
Это задача не из легких. Но вполне выполнимая. Для того чтобы грязь и мыло не запачкали плиту, лучше накрыть ее газетами или старыми полотенцами.
Для чистки вытяжки можно использовать специализированное средство или приготовить раствор самостоятельно. Понадобится бикарбонат соды, лимонный сок и вода. Средство нужно втирать аккуратно, чтобы не повредить поверхность. Достаточно, чтобы раствор оставался на вытяжке несколько минут, после чего его нужно смыть чистой проточной водой. Далее необходимо хорошо отполировать поверхность сухой тряпкой. После такой процедуры вытяжка будет сиять как новая.
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.
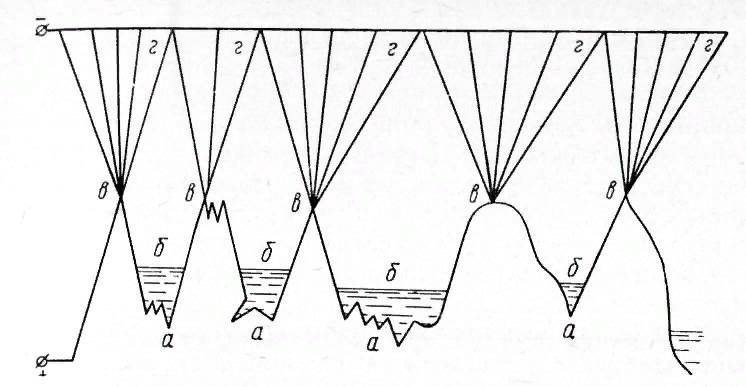
Образование вязкой пленки толще во впадинах неровностей
Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
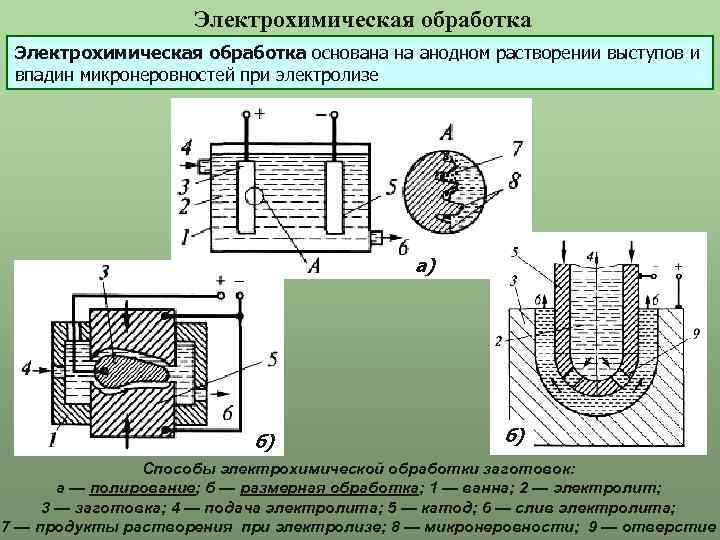
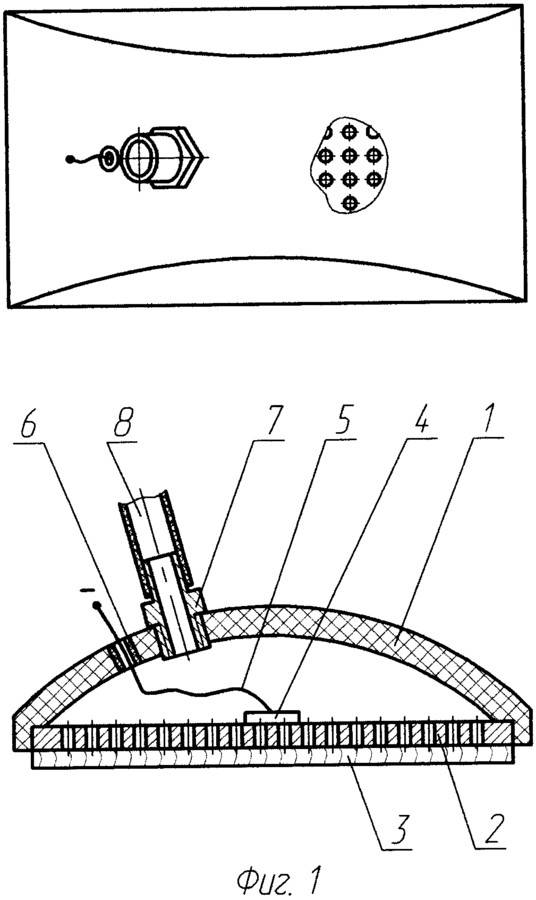
Электролитно-плазменное полирование
Во время электролитно-плазменного полирования наблюдаются схожие процессы. Однако тут в качестве среды используются растворы солей аммония. Под воздействием высокого напряжения 200–350 В на поверхности детали, которая является анодом, образуется парогазовая оболочка. Формируется она за счет вскипания электролита. Через нее постоянно протекает электрический ток, вызывая появление плазменных разрядов, которые оказывают влияние на сглаживание поверхности. В результате время полировки составляет до 5 мин., а устранение небольших заусенцев – несколько секунд.

Электроплазменное полирование
Химическое полирование.
Основным преимуществом процесса химического полиррвания является его простота; для полирования детали на несколько минут погружают в соответствующий раствор. Составы растворов для химического полирования металлов и сплавов приведены в табл. 1.
Таблица 1. Составы растворов дли химического полирования металлов и сплавов.
| Компонент раствора | Содержание компонента, г, в 1 л водного растнора | |||||||||||||
| стали углеродистой | стали коррозионно-стойкой, хромоникелевой марки 1Х18Н9 | меди, латуни, нейзильбера | никеля | меди и омедненных деталей | алюминия и его сплавов | |||||||||
| Кислота серная (плотность 1,84 г/см3) | 1 | 230 | 230 | 90 | 790 | 100 | 160-180 | 250-270 | ||||||
| Кислота азотная (плотность 1,4 г/см3) | 15—30 | 40 | 40 | 180 | 20 | 100 | 100 | 200 | 180 | 300 | 115-130 | 250—270 | 30 | |
| Кислота соляная (плотность 1,19 г/см3) | 16—40 | 70 | 70 | 725 | 1 | 0,1 | 5 | |||||||
| Кислота уксусная (концентрированная) | 56 | 400 | 300 | 400 | 230 | 500 | 120 | |||||||
| Кислота ортофосфорная (плотность 1,6 г/см3) | 90 | 500 | 600 | 400 | 585 | 100 | 425-520 | 400 | 700 | |||||
| Кислота щавелевая | 25 |
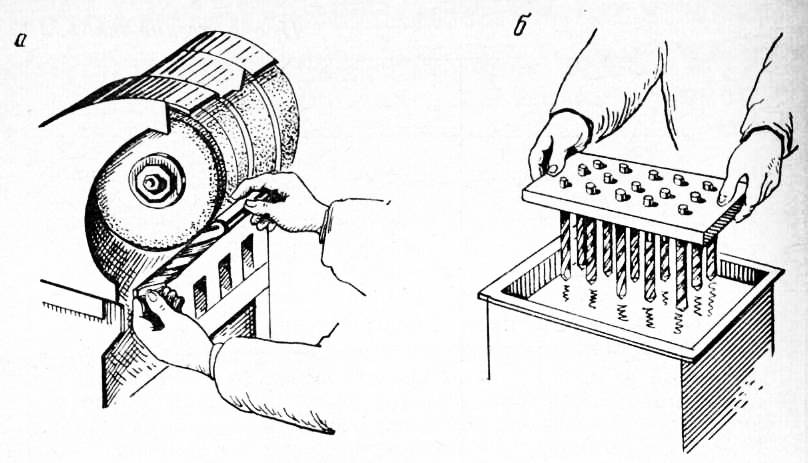
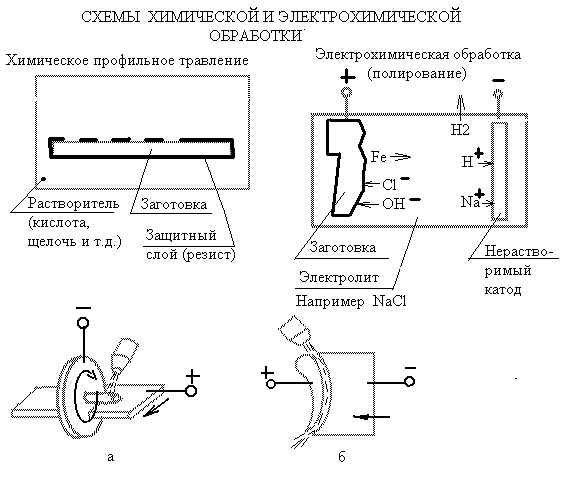
Медь и сплавы на ее основе хорошо полируются также в следующем растворе: 800 см3 серной кислоты, 20 см3 азотной кислоты, 10 см3 соляной кислоты, 200 см3 2 %-ной перекиси водорода, 20—40 г хромового ангидрида. Процесс сопровождается выделением газов и паров кислот или щелочей (рис. 2,а), поэтому рекомендуется периодически или перемешивать раствор, или встряхивать детали, чтобы устранить скопление пузырьков газа и повысить равномерность полировки. К недостаткам этого процесса относится сложность корректирования растворов в процессе работы. Блеск поверхности получается слабее чем при электрохимическом полировании.
| Рисунок 1. Схема процесса химического (а) и электрохимического (б) полирования: |
| 1 — основной металл; 2 — пленка; 3 — место более активного съема неровностей; 4 — место замедленных реакций |
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.


![Электрохимическая полировка [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://benzo-electro-instrument.ru/wp-content/uploads/2/d/7/2d768be0557faf89d99ebe7a7f9239a6.jpeg)