

Как самостоятельно сделать трубы из листа оцинковки
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».
Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
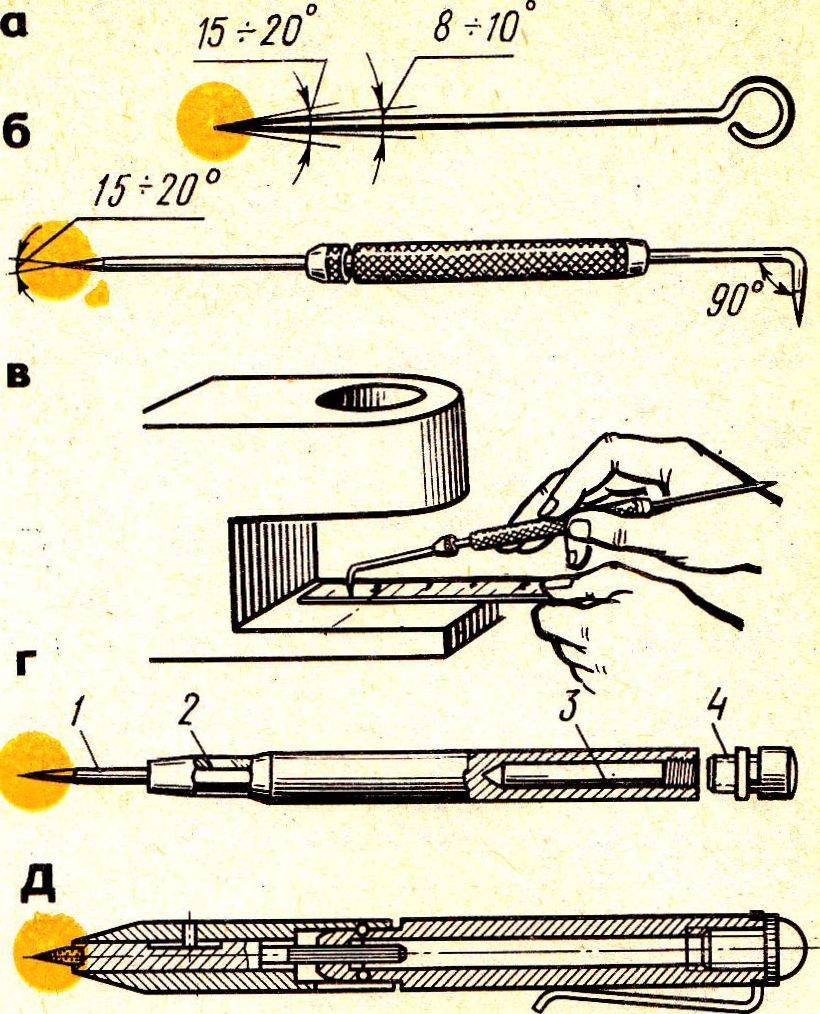
Чертилка слесарная по металлу

Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Кернение рисок
Сама по себе риска – это углубление, выполненное на поверхности заготовки или конструкции с помощью керна, то есть чертилкой по металлу. Данная операция служит как фиксирующая предварительно выполненную разметку. Казалось бы, зачем выполнять, по сути, деформацию материала, если можно маркировать те же контуры краской. Но, во-первых, керн создает углубление, которое не сотрется в отличие от наружного покрытия, а во-вторых, именно углубленные риски могут кроме пространственной насечки сразу сделать подготовку под сверление. Сам же керн – инструмент простой и неприхотливый в содержании. Как правило, он имеет стержневую основу, переходящую в конус с острием. Керн ориентируется по риске двумя пальцами, ставится перпендикулярно заданной точке и легко вбивается молотком. Таким образом, осуществляется кернение на металлических поверхностях.
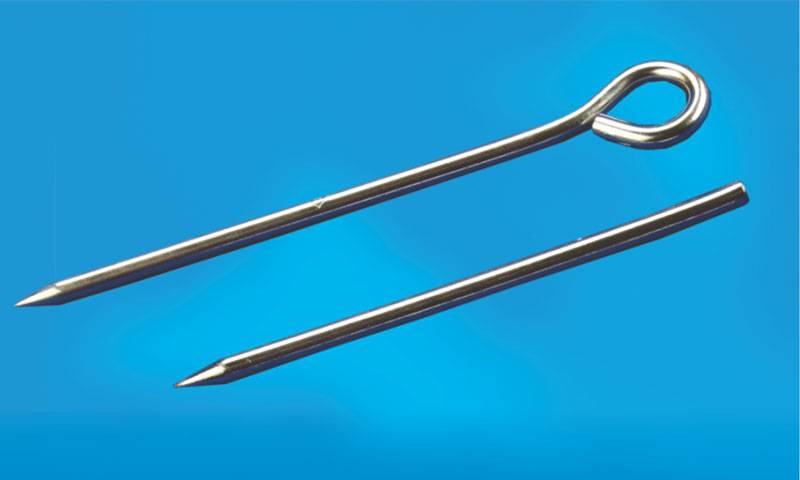
являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части.
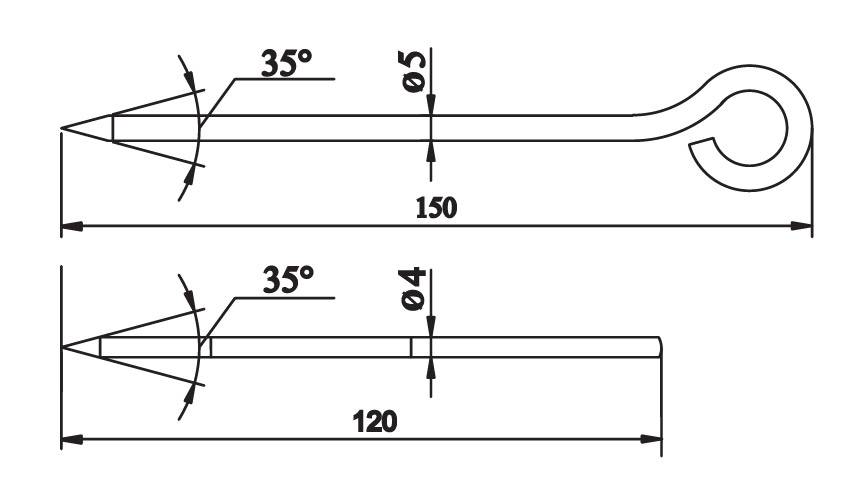
Изготавливают чертилки из инструментальных углеродистых сталей марок в двух вариантах: односторонние и двусторонние. Чертилки изготавливают длиной 100… 120 мм.
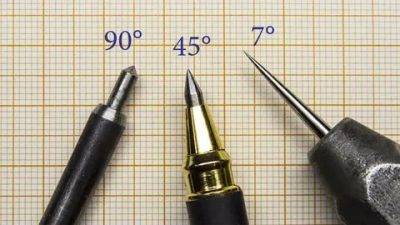
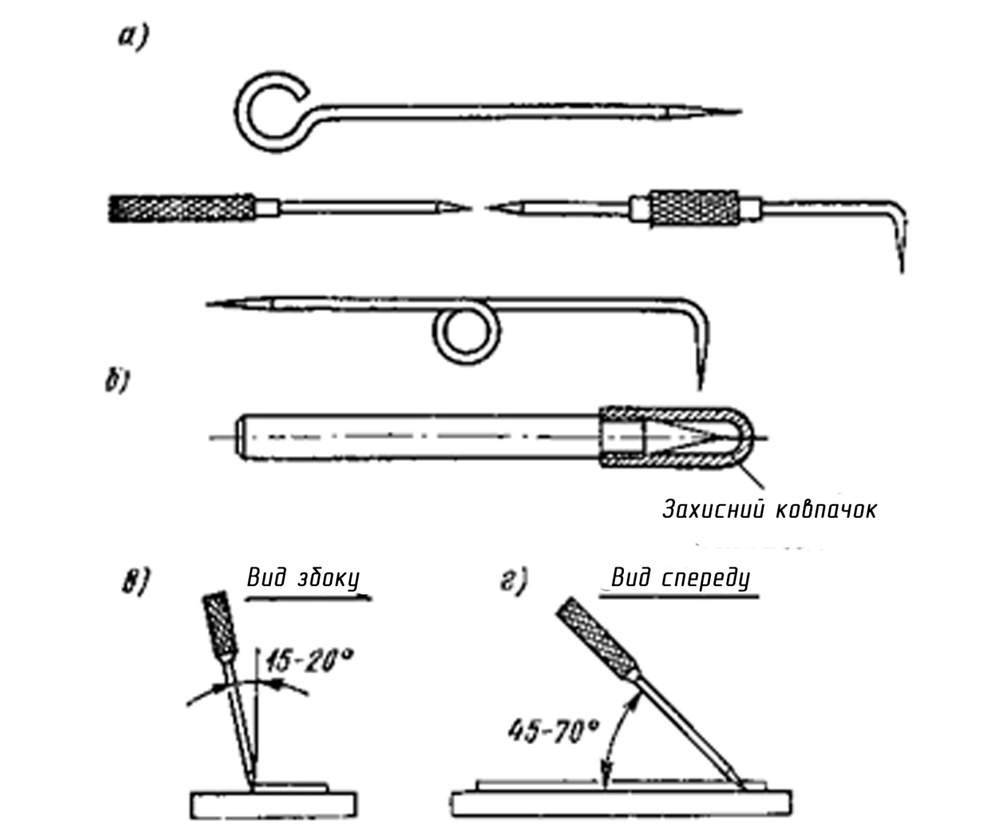
Рабочая часть чертилки закаливается на длине 20 … 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона.
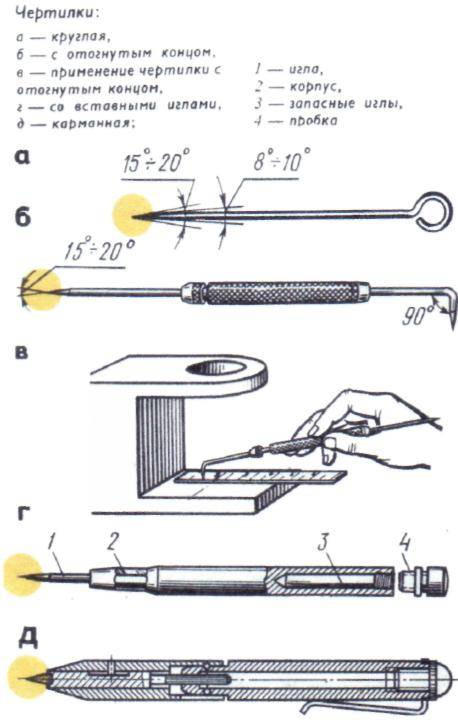
Рисунок 3.2.1.1 Чертилки (коллаж автора)
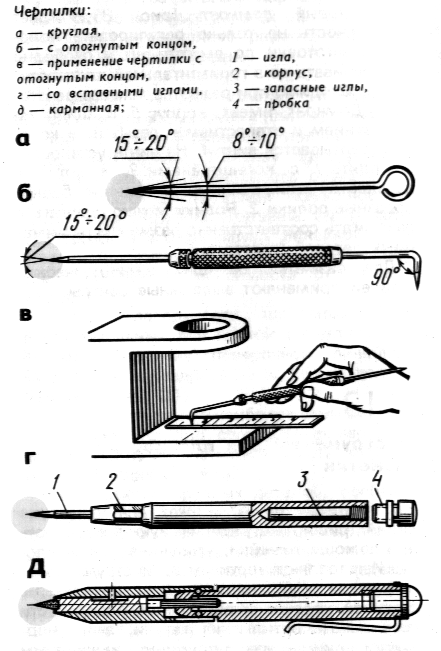
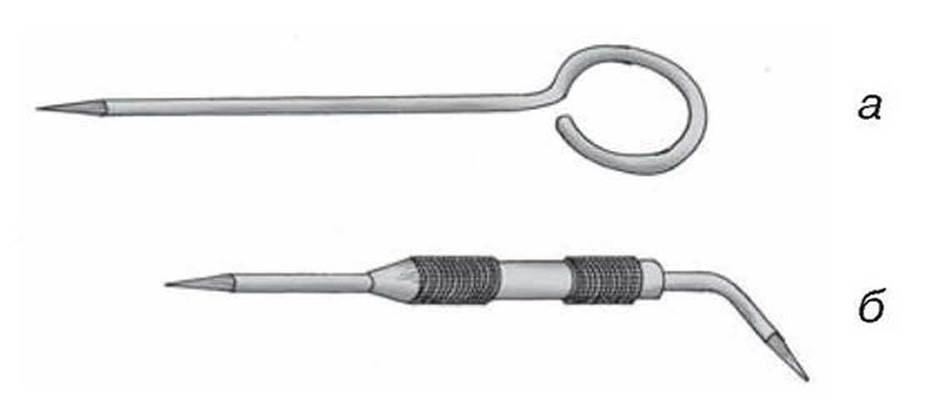
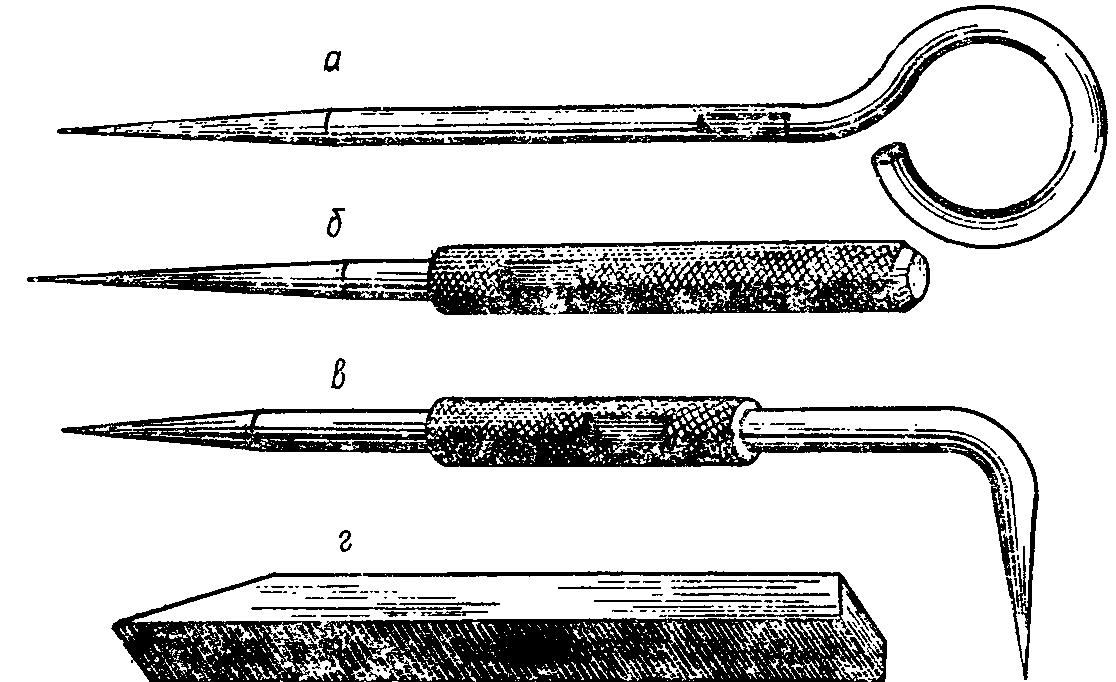
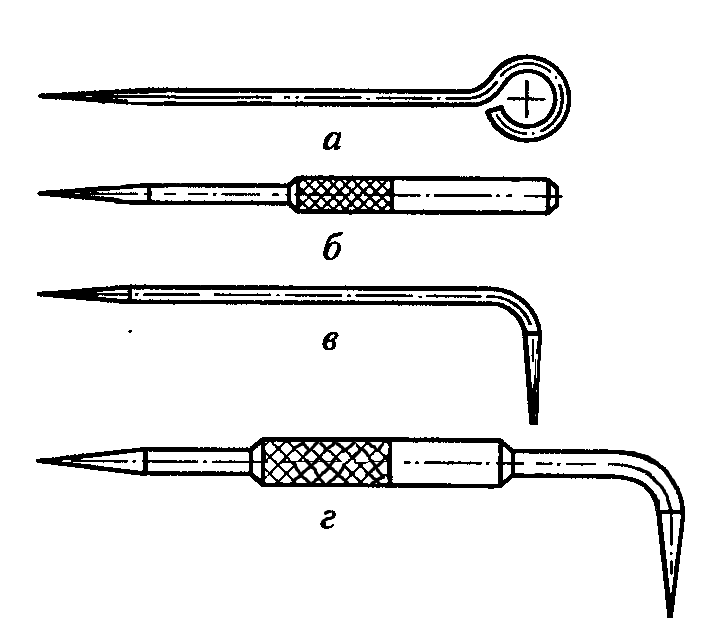
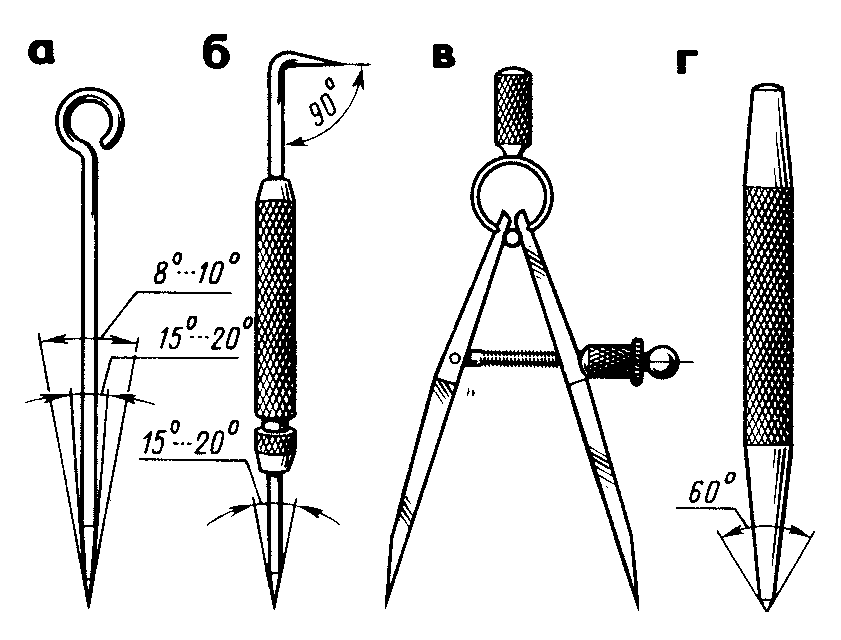
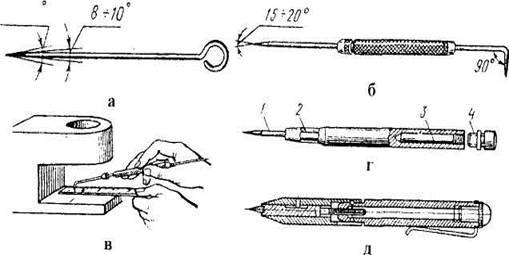
Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни; на алюминий риски наносят остро заточенным карандашом. Широко применяют четыре вида чертилок — круглую, с отогнутым концом, со вставной иглой и карманную.
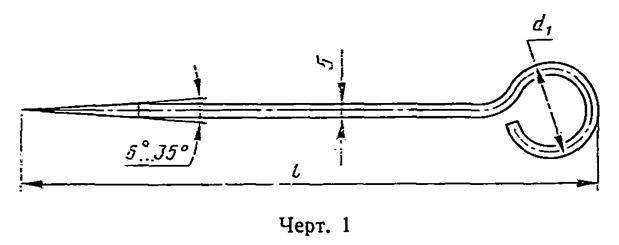
представляет собой стальной стержень длиной 150…200 мм и диаметром 4…5 мм, один конец которого закален ,на длине 20…30 мм и заострен под углом 15°, а другой согнут в кольцо диаметром 25…30 мм.
Чертилка с отогнутым концом
представляет собой заостренный с двух сторон стальной стержень, один конец которого отогнут под углом 90°. Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах.
Чертилка со вставной иглой
выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые при сборке вводятся через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий наконечник напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20 °.


![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/0/3/b/03ba835cfad542d375c1d764ffb43644.jpeg)

Чертилки должны быть острозаточенными. Их коническая поверхность должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки.
Затачивают чертилки на заточных станках. Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Особенности инструментов по дереву
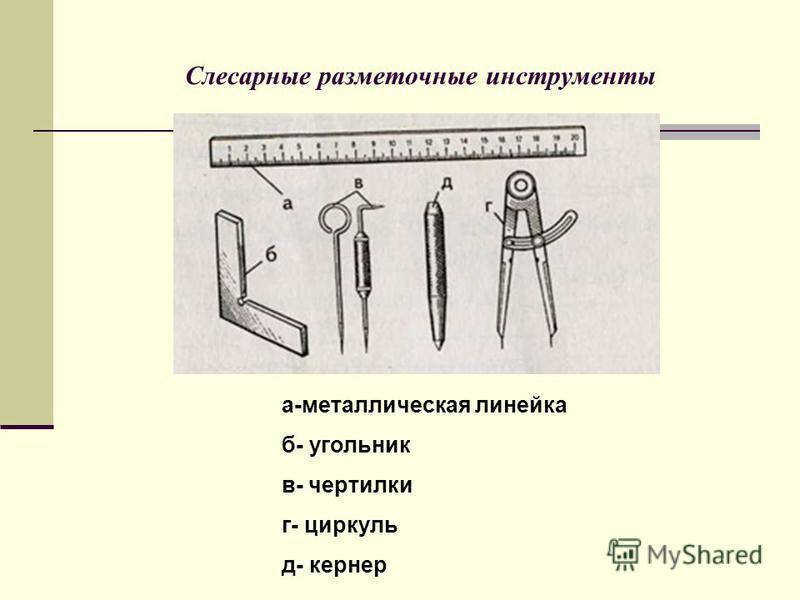
Плотницкие и столярные операции с древесиной отличаются от слесарных менее жесткими требованиями к характеристикам применяемого инструмента. Измерительные приспособления могут быть и металлическими, и деревянными, и полимерными — из современного технологичного материала. В стандартных плотницких наборах разметочный инструмент по дереву может быть представлен линейками, рулетками и другими приспособлениями для выполнения измерительных мероприятий. Специально для окружностей используют также геометрические циркули необходимого размера. Для эффективной фиксации отклонений используют угольник. Это небольшое устройство, обычно представленное в виде перпендикуляра, позволяющее оценить корректность выдержки положения конструкции по вертикали.
Материалы для разметки заготовок, места резки

- Участник
- Cообщений: 4 141
- Город: Саратов
Сообщение отредактировал АВН: 27 Сентябрь 2013 17:58
Сообщение отредактировал АВН: 27 Сентябрь 2013 17:59
Сообщение отредактировал АВН: 27 Сентябрь 2013 18:00
Сообщение отредактировал АВН: 28 Сентябрь 2013 00:32
#49 Гефест
Малярный скотч — 160-1500-20 трубы — идеален, под УШМ, под строжку, да под все что угодно, да сгорает, но это и есть его плюс, дает сразу и угол (любой) и линию, если скальпелем подрезать, то уже лекальный рез, он еще и разметочный, можно как Лепило царапкой потом пройти, и быстро, и главное не будет лишних рисок, которые на 12м часу работы можно перепутать, и отрезать не там, вообще Направляющая Удаляющаяся Лента, а мел и прочие — и дорого и крайне как оказалось в жизни — глупо, скотч красится — на нерже — контраст — на черной — контраст. По факту это мягкая линейка, так в 2000х резали трубы одной рукой первыми макитами, с колена, размечая широким скотчем, невозможно даже на 0.5 ошибиться что термической резкой, что абразивной. Хоть труба под ресивером, хоть сверхусбоку, все равно малярка — и вот рез, какой хочешь. Меня тоже учили мелком, из за этого один раз. Я обещал больше не материться. Удалено.Шрифт и цвет.А.В. Строжка хороша тем, что кувалдной подбив края можно получать разделку внатяг, не держать деталь рукой, но странно экономить на 1500 УШМ и 150 за пачку дисков, заставляя резать на 250А людей металлы электродом, это что то уже из области классической литературы, чем то даже по Толстому, если не по Салтыкову-Щедрину. Самая суперская чертилка — это саморез от 4 мм по металлу с 6 гранной головой. Вечный. Его еще можно вкрутить куда нибудь, когда совсем станет плохо.
Старые трубачи размечали электродом — просто вскользь про линии, видно идеально, плюс к тому подобрав скорость получаются точки, это высшая мера мастерства — когда даже мел не выдавали, вообще это разметка тем же хим материалом что и рез, плюс это опора для режущего электрода, некоторые люди вместо клейма рисовали узор, отбивая его оправкой, знак мастера, клеймо легко подделать, а это — фига
Простая чертилка для любого материала своими руками!

Саморез- не самое лучшее, что можно для этого использовать.
Ролик из твёрдосплавов лучше будет?
Как вариант- заточить под конус какой-нибудь пруток из стали 40 и тверже.
Исправьте пока не поздно.

Эта чертилка для глубоких колотых дыр, а та для параллельных резанных/царапанных.
Рейсмус денег стоит, а сейчас самоизоляция, работы нету и денег на новый нормальный инструмент — тоже. Приходится импровизировать и создавать подручные орудия труда из того что валяется под ногами.
Ладно, согласен. Да и гайка-втулка удлинённая в магазине продаётся готовая оцинкованная под разные резьбы — и варить ничего не надо! Ну может товарищ просто в сварке практиковался или инвертор испытывал?
Советы по эксплуатации
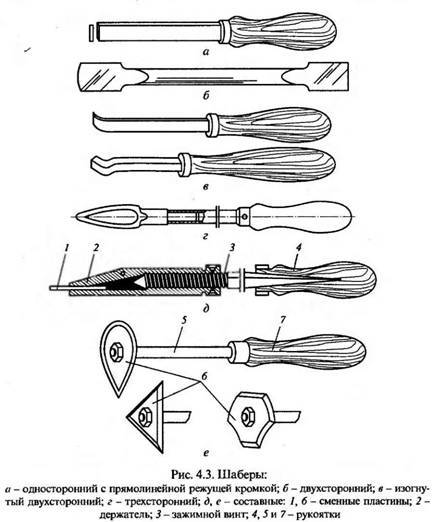
Односторонний и двусторонний шабер
Режущие станки – односторонние и двухсторонние шаберы — популярны не только у знатоков слесарного дела и ремесла деревообработки, но и среди домашних умельцев. Если профессионалы хорошо ознакомлены с правилами употребления инструмента, то менее просвещённым изобретателям стоит прочесть инструкцию по применению шаберов.
Ручные станки требуют больше физических затрат при работе, а автоматические шаберы на пневматике и электронике более легки в применении
Тем не менее, электрические станки нужно применять с большой осторожностью, так как их функционирование связано с перепадами электросети и автоматическим запуском режущего элемента
На первом этапе специалисты советуют подобрать шабер подходящей конфигурации. Стоит приобрести универсальный станок или набор с инструментами разных габаритов со съёмными деталями. Перечень разных пластин позволяет совершать больше вариативных операций при оформлении изделий.
Правила шабрения
Прежде чем приступить к шабрению, стоит внимательно изучить обрабатываемую поверхность. В том случае, если она имеет шероховатости и заметные повреждения, верхний слой необходимо удалить и покрыть однородным слоем краски. На этапе шабрения нужно надёжно зафиксировать элемент в тисках, при необходимости закрепив его дополнительными прокладками из силикона или резины.
В соответствии с выполняемой операцией назначается определённый угол резки. Сначала выполняется обрезка элемента в массах. После этапа черновой обработки нужно проверить поверхность на нарушение габаритов и продолжать отделку до тех пор, пока результат не будет удовлетворительным.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.

Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Построение
Шаг 1
Для дальнейшей работы лучше всего также использовать карандаш 2В. Перед началом, убедитесь, что ваш карандаш заточен, так как наиболее частая ошибка, которую я наблюдаю у художников — это использование в работе притупленных карандашей. Используя референсное изображение, выберите точку фокусировки, с которой стоит начать рисовать. Лично я начну рисовать с фары автомобиля, потому что это основной элемент данной картинки. Не сильно давите на карандаш, так как некоторые линии вам возможно придется стирать и корректировать.




Шаг 2
Продолжайте делать наброски форм изображения, намечая его основные области. Если вы делали обозначения осей, как я объяснял ранее, то процесс рисования элементов изображения для вас заметно упростится.
Шаг 3
Как только будут выполнены наброски основных форм нашего объекта, необходимо начать проработку деталей. Начиная с этого этапа, будьте аккуратны и почаще сверяйтесь с вашим исходным изображением — если на этом шаг не все детали будут отображены, то на этапе обработки изображения у нас может возникнуть много проблем.
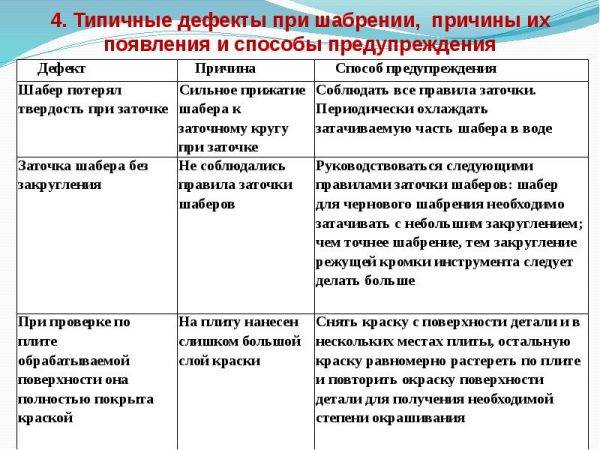
Нюансы и приемы шабрения ↑
Механизм шабрения зависит от типа поверхности. Порядок обработки детали с плоскими поверхностями:
- Прокатайте деталь по поверочной пластинке, выявите неровности.
- Выполните предварительную обработку инструментом с длинной режущей кромкой. Начинайте от края детали. Разбейте все круглые пятна краски пополам, а овальные – на несколько частей.
- Прокатайте деталь по поверочной пластине повторно.
- Выполните чистовую обработку шабером с короткой кромкой – до 15 мм.

Подготовка к шабрению
Шабрение металла заключается в снятии неровностей с поверхностей металлических деталей.
Существует два приема шабрения:
- от себя, когда инструмент установлен под углом 25⁰, а нажим осуществляется при движении вперед;
- на себя, когда рабочее движение – перемещение инструмента назад.
Второй прием более производительный – при работе от себя на поверхности остаются зазубрины и шероховатости, на устранение которых требуется время.
Механизмы шабровки:
- черновая – со сменой направления, длина хода инструмента – 2-3 см;
- получистовая – узким инструментом, длина хода – 0,5-1 см;
- чистовая – шабером шириной от 5 до 12 мм, длина хода – 0,3-0,5 мм
- перекрестная – короткими штрихами с пастой ГОИ.
Паста ГОИ – вещество, способствующее улучшению эффективности шабрения.

Точильный брусок для заправки
Хитрости работы:
- Используйте дисковый инструмент для обработки больших поверхностей. Чтобы сделать его самостоятельно, закрепите заточенный отрезной диск в державке. Когда одна грань затупится, переверните диск и продолжайте манипуляции.
- Выбирайте цельный шабер, изготовленный из твердой инструментальной стали типа ШХ15. У разборного рукоятка может быть выполнена из углеродистой стали.
- Механизированный шабер ускоряет процедуру шлифовки в 15-20 раз.
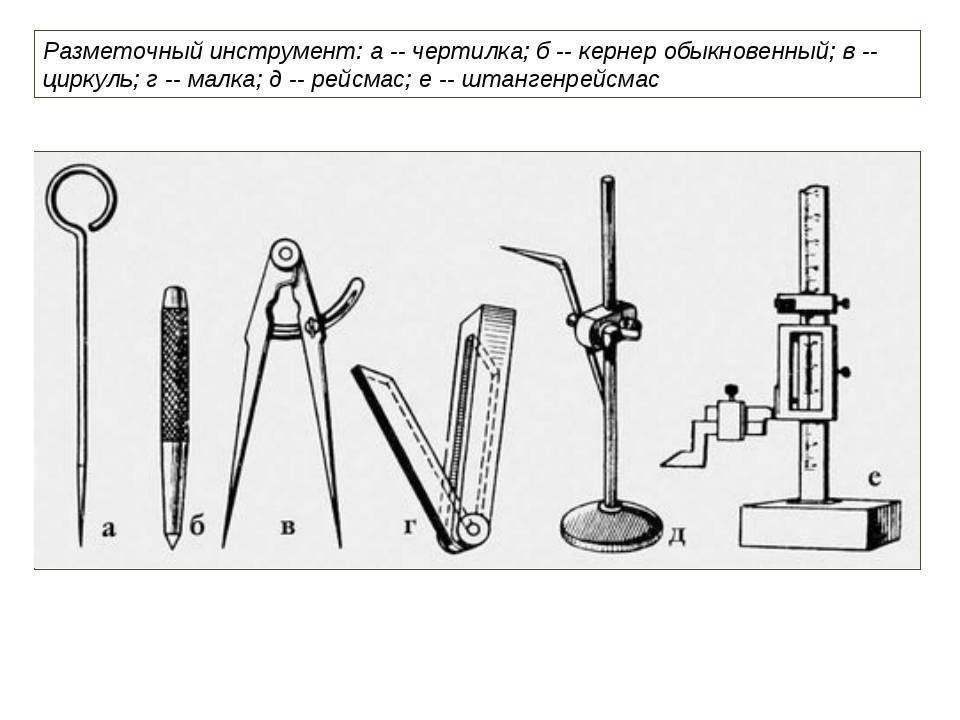
Инструмент для разметки на плоскости
Отличительной чертой инструмента, рассчитанного на выполнение измерений и рисок в одной плоскости, является заточенность под базовые геометрические расчеты. С помощью таких приспособлений пользователь указывает границы контуров, межосевых расстояний, наносит риски, фиксирует угловые отклонения. Схожие действия выполняются и пространственными моделями разметки, но их отличает как раз минимальная продуктивность в работе на одной плоскости. Итак, к плоскостной группе инструментов такого типа относится угольник слесарный, различные чертила, транспортиры, линейки и т. д
Важно отметить, что для таких операций требуются и вспомогательные приспособления, которые не имеют отношения непосредственно к измерениям и разметкам. Например, в этом качестве используют упоры и кондукторы. Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий
Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект
Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий. Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект.
Электроискровой карандаш своими руками
Рис.1 Схема соединения электроискрового карандаша к сети 220 вольт
Электроискровой карандаш представляет собой простейший зажим для электрода, в качестве основы которого можно использовать обычный цанговый карандаш (рис. 2).
Однако, из-за высокой степени нагрева во время гравировки, его пластмассовый корпус требуется заменить другим, изготовленным из термостойкого изоляционного материала, например, из текстолита или эбонита.
Провод, идущий от трансформатора, пропускают через отверстие в корпусе и припаивают к цанге.
Рис. 2 Электроискровой карандаш на базе обычного цангового карандаша
Электродом может служить заостренный металлический стержень, диаметром 02-3 мм, желательно из тугоплавкого металла, например, вольфрама. Но можно применять стержни из других материалов, скажем, из менее дефицитного графита. Гравирующий конец стержня представляет собой конус с углом при вершине около 30°.
При включении трансформатора в сеть по приведенной схеме на электроде появляется напряжение. Касание концом электрода металлической поверхности вызывает появление искрового разряда, который, оплавляя поверхность металла, оставляет на ней заметный след.
Опыт показывает, что наиболее качественные надписи получаются при рабочем напряжении для вольфрамового электрода- 8-1 0 В, для графитового- 16-18 В. Перед нанесением надписи поверхность металла необходимо очистить от загрязнений и обезжирить. Надписи и рисунки наносят отдельными точками, касательными движениями.
‘При желании, в электрическую цепь «электроискрового карандаша» можно ввести электромагнитный прерыватель, последовательно включенный в разрываемую им же цепь, а карандаш снабдить соленоидом (в сердечнике которого закрепляют цангу) и пружиной, возвращающей цангу с электродом в исходное состояние после размыкания цепи. Это несколько упростит процесс гравировки, но усложнит конструкцию электрокарандаша.
При эксплуатации описанного устройства необходимо соблюдать меры электробезопасности, особенно при использовании в качестве источника напряжения ЛАТР. Для предохранения глаз надо обязательно применять защитные очки. Не допускайте перегрева трансформатора, делайте перерывы во время работы.
Категория: Самодельные станки
Как и какие инструменты использовать для работы с металлом
Обработка металлов требует большей точности, чем обработка деревянных поверхностей. Соответственно, измерительные приборы, которые используются при работе с металлическими изделиями, должны быть более совершенными и точными. Это значит, что инструменты для работы с металлом нужно подбирать тщательно и внимательно.




Линейки и угломеры
Для разметки металла лучше всего использовать стальную линейку с разметкой до 0.5 мм – разметка и надписи на ней стираются значительно медленнее, чем на пластике и дереве, а сама металлическая поверхность деталей обычно очень шершавая.
Тонкая разметка линейки важна, так как масса металлических деталей имеет небольшие размеры. Более точные измерения производятся штангенциркулем, погрешность измерений которого составляет не более 0.1 мм. Он удобен в использовании, имеет несколько разновидностей.
В домашней мастерской наиболее подойдет модель ШЦ1.Если вам необходимы еще более тонкие измерения с погрешностью не более 0.01 мм – используйте микрометрические приборы: микрометры для наружных измерений, для измерений глубины отверстий, средних диаметров резьбы и т.д.
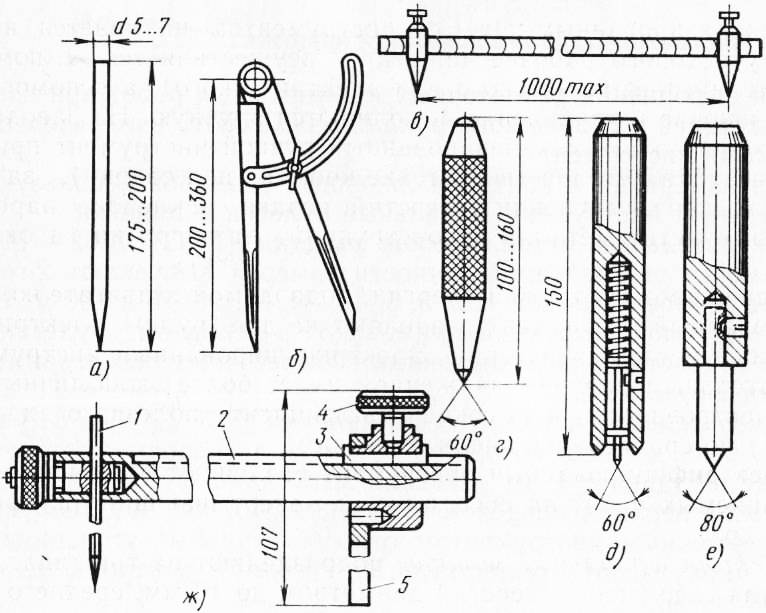
Для разметки дуг, окружностей, градуировки отрезков и переноса размеров на заготовку с линейки понадобится слесарный циркуль с заостренными ножками на цельных или вставных иглах.
Для прочерчивания линий на металле используются чертилки – это стальные сердечники длиной до 150 мм и диаметром 3-5 мм, имеющие заточенный конец под углом до 20°.
Чертилка
Чертилка плотно прижимается к линейке и поверхности, а затем проводится плавная линия на металле. Кернеры – стальные сердечники длиной до 160 мм и диаметром до 12 мм, также являются инструментами для работы с металлом.
Они применяются для создания на линиях разметки кернов – небольших углублений (кернов). Заточенным под угол в 60“ керном при помощи молотка делаются небольшие лунки на прямых отрезках разметки, окружностях и дугах для того, чтобы при обработке деталей разметка была лучше видна. Кернер также служит для разметки точек сверления металла.
Если у вас нет наковальни, которая необходима для правки металлических деталей, воспользуйтесь массивной металлической пластиной или плитой. Главное – чтобы у нее была ровная поверхность!
Лазерная гравировка
Лазерная гравировка – самый распространенный способ маркировки металлических деталей. С появлением лазера возможности человека существенно расширились. С его помощью можно наносить как тонкие надписи с выжиганием лишь пленки, так и объемные, с проникновением на глубину в структуру металла.
Технология лазерной гравировки
Методика лазерной маркировки на металле хорошо изучена и широко применяется в промышленности. Технология нанесения изображений и различной текстовой информации таким способом позволяет достигать самого высокого качества рисунка. Это объясняется минимальной толщиной луча, которая может составлять всего пару микрон. Для нанесения изображений таким способом применяется специальный станок для лазерной гравировки по металлу.
Применяется данная технология для единичных изделий и для нанесения логотипов при серийном выпуске продукции. Меняя интенсивность и плотность луча, можно варьировать яркость и глубину гравировки. С помощью такого метода можно наносить изображения на любые виды металлов: алюминий, латунь, титан, нержавеющая сталь. Особенность лазера состоит в том, что при воздействии на конкретный участок материала он создает высокую температуру, которая сжигает обрабатываемый фрагмент.
Лазерный метод является весьма эффективным, поэтому именно он применяется для нанесения транспортных отметин, по которым затем можно отслеживать местонахождение изделия при осуществлении его доставки. Гравировка осуществляется маркировочным лазером.
Преимущества и недостатки лазерной гравировки на металле
Преимуществами лазерной технологии можно назвать следующие:
- Оборудование для лазерной гравировки металла обладает высокой точностью позиционирования и разрешением;
- Является универсальным методом, потому что с его помощью можно наносить изображения и текстовую информацию любого вида. При этом для нанесения очередного логотипа или штрихкода не требуется выполнять переналадку;
- Высокая скорость нанесения гравировки, потому что в процессе ее выполнения не создается никакой механической нагрузки на элементы станка;
- Можно наносить маркировку на изделиях любой формы, габаритов и структуры.
Лазерная технология маркировки деталей не имеет аналогов: с ее помощью получаются изображения и текстовые данные высокого разрешения и качества. К недостаткам лазерной маркировки
на металле (особенно в сравнении с методом электрохимической маркировки) относится то, что:
- Оборудование для маркировки металла таким способом стоит дорого;
- При нанесении изображений разрушается поверхностный слой, что критично в случае изделий из нержавеющей стали.
Инструменты для нанесения рисок
В сущности, любая разметка означает нанесение углубленной контурной или точечной насечки. Эту функцию позволяет выполнить широкий спектр инструментов, среди которых чертежные приспособления, штангенрейсмасы и стандартные рейсмасы, циркули пружинного типа и керн — инструмент, который является простейшим представителем этой группы. И напротив, многофункциональные приспособления реализуют задачи нанесения меток в качестве вспомогательных. К таким относятся, например, модели, позволяющие находить и центрировать детали. Это специальные разновидности кернов, угольников, транспортиров и т. д.





