

Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Параметры и производство
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
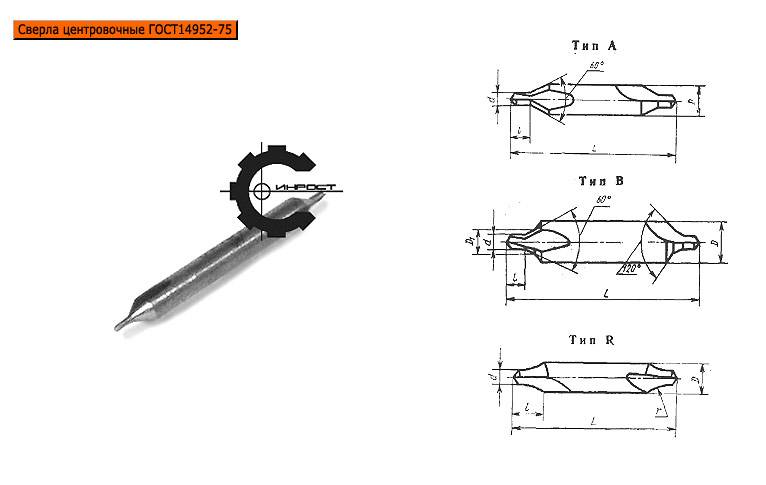
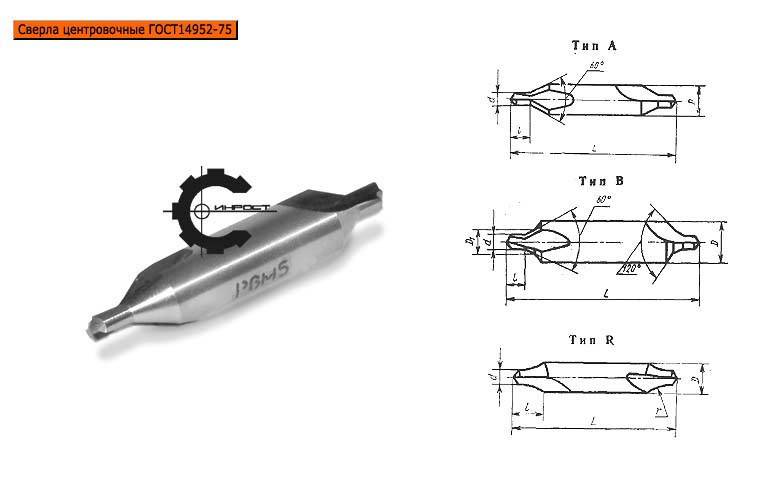
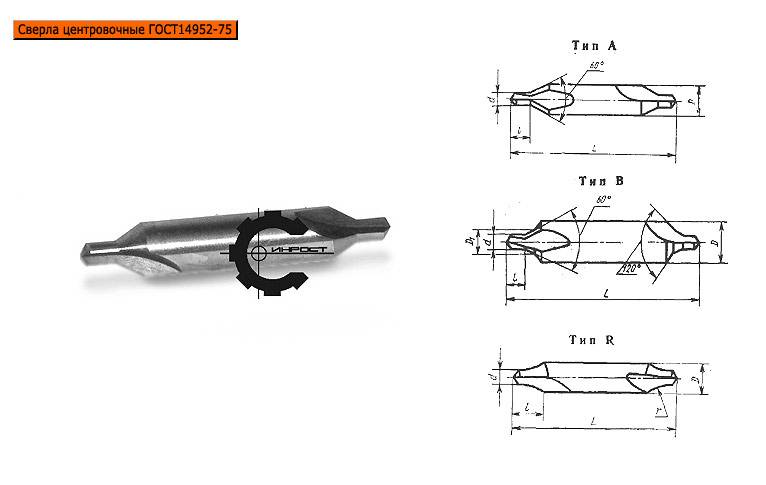
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
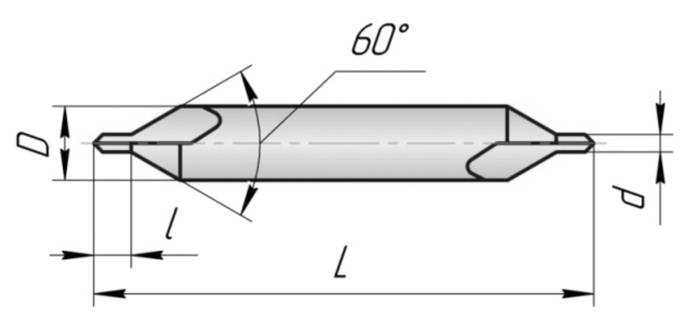
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Устройство, конструктивные особенности
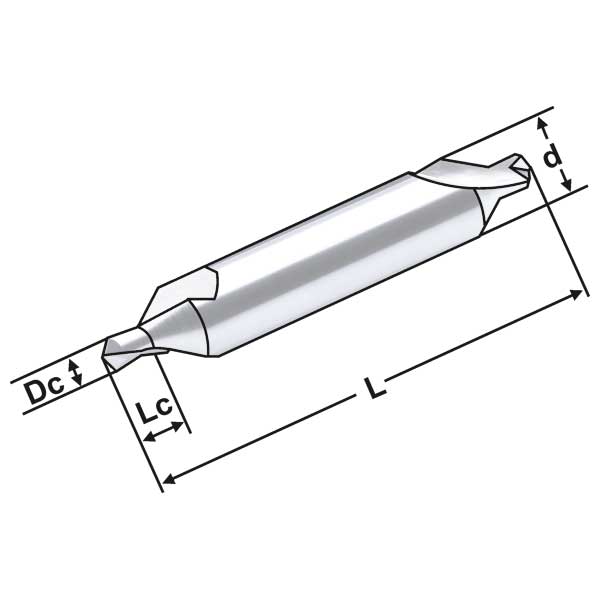
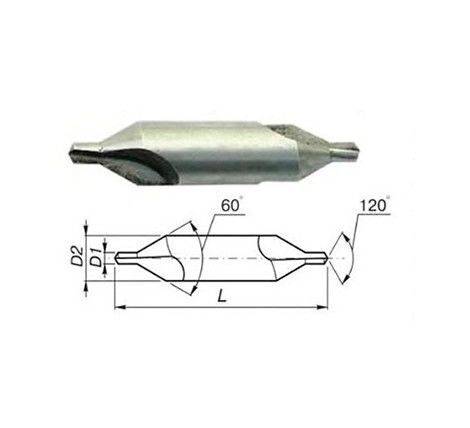
Сверло центровое представляет собой изделие, состоящее из цилиндрической и конической частей. Изготовлено оно из цельного куска металла, у которого имеется одна или две рабочие части. Радиус режущего элемента у них может быть не более 0,4 мм и выше этой цифры, что сказывается на шероховатости полученной после операции сверления поверхности. Изделия различают по таким параметрам:
- конструкции (одно- и двухсторонние);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- типу (А, В, С и R);
- рабочему диаметру (от 0,5 до 10 мм);
- длине (от 21 до 108 мм);
- посадочному диаметру (от 3,15 до 31,5 мм);
- длине рабочей части (от 1,0 до 9,2 мм);
- твердости рабочей части (от 63 до 66 HRC).
Сверла центровочные подбирают, исходя из указанной классификации и требований, которые предъявляются в конструкторских чертежах к центровочному отверстию.

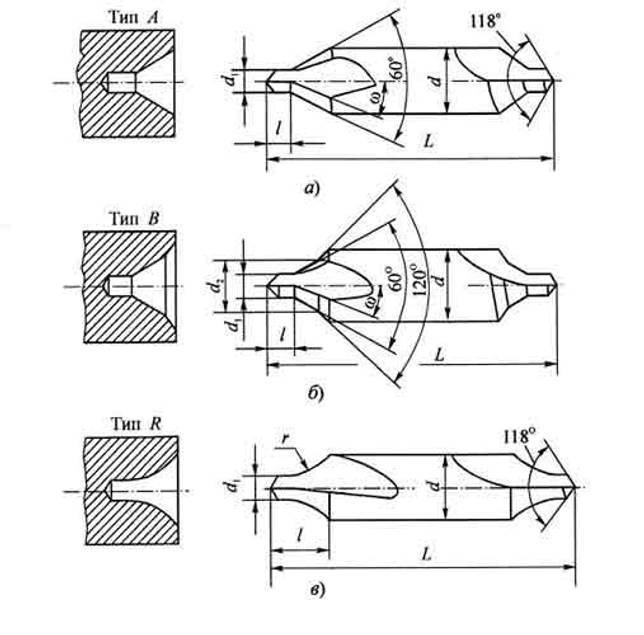
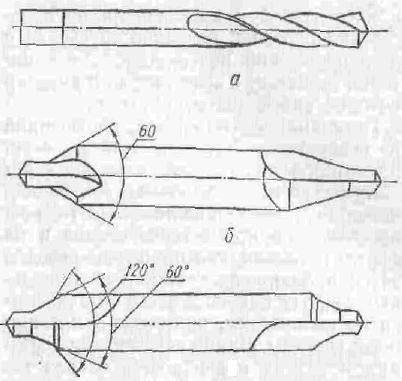
Комбинированное сверло центровочное изготавливают 4 типов. Это определяет область их применения. Типы А и В используют для получения центровых отверстий под углом 60°, причем в первом случае отсутствует предохранительный конус, а во втором он есть, и его величина составляет 120°. Сверлами типа С высверливают центровые отверстия под углом 75° без предохранительного конуса, а типом R – отверстия с образующей дугообразного типа. Режущий инструмент сверлит строго перпендикулярно поверхности с высочайшей точностью, при этом при выполнении операции скольжение по поверхности исключается.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.







Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.
Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Центровочное сверло
Производители
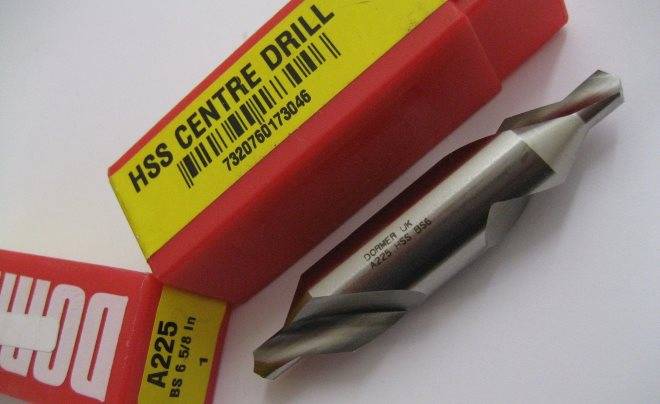
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Технические требования
Твердосплавные сверлильные инструменты изготавливаются по требованиям государственного стандарта, который регламентирует ГОСТ 14952-75. Применяя это устройство, можно выполнить точное по диаметру отверстие, которое расположено в направлении под прямым углом относительно рабочей поверхности. Любые другие приспособления значительно уступают центровочному сверлу в надежности и точности выполнения отверстий.
Согласно нормативам ГОСТа диаметр центровочного приспособления может быть в диапазоне 0,5-10 мм. Различают 4 разновидности такого инструмента для сверления.
- Тип A – необходим при выполнении точных отверстий, центровка конуса которых равна 60°. У инструмента подобного типа отсутствуют режущие края, формирующие предохранительный конус в процессе выполнения сверления.
- Тип B – применяется для высверливания отверстия с наличием предохранительного конуса, размер которого составляет 120°.
- Тип C – используют для отверстий с точной центровкой, но без задействования конусовидного предохранителя. При этом разворот сторон отверстия составит 75°.
- Тип R – применяется для сверления точного по диаметру отверстия, разворот сторон у которого имеет срез в виде дуги.


Центровочные сверла перечисленных типов изготавливаются в 2-х вариациях:
- диаметр режущей части достигает не более 0,8 мм;
- диаметр режущей части превышает 0,8 мм.
При применении сверлильного инструмента, диаметр режущей части которого составляет менее 0,8 мм, гладкость стенок у отверстия намного выше, чем у аналогов. С режущей поверхность более 0,8 мм эта особенность является решающей при выборе типа сверла, применение которого дает разную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, делают из твердых сплавов стали, обладающих быстрорежущими характеристиками.








В соответствии с нормативами ГОСТа твердость изделия по Роквеллу в зависимости от диаметра выглядит следующим образом:
- диаметр до 3,15 мм – обладает твердостью 62-65 HRC;
- диаметр более 3,15 мм – обладает твердостью 63-66 HRC.


При изготовлении центровочного сверла допустимы небольшие отклонения в его диаметре. Эти показатели также регламентированы государственным стандартом:
- диаметры до 0,8 мм могут иметь погрешность в большую сторону на 0,05 мм;
- диаметры от 0,8 до 2,5 мм могут иметь погрешность до 0,1 мм;
- диаметры от 2,5 до 5 мм могут иметь погрешность до 0,12 мм;
- диаметры более 5 мм могут иметь погрешность на 0,15 мм.
Стандартами ГОСТа регламентируется также и внешний вид сверлильного приспособления. На поверхности инструмента не должно быть трещин и сколов, следов чернения или оксидов. Цвета оксидов могут проявлять себя в области канавок сверла, не выходя за пределы точильной окружности.


Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
Конструктивные и технологические требования
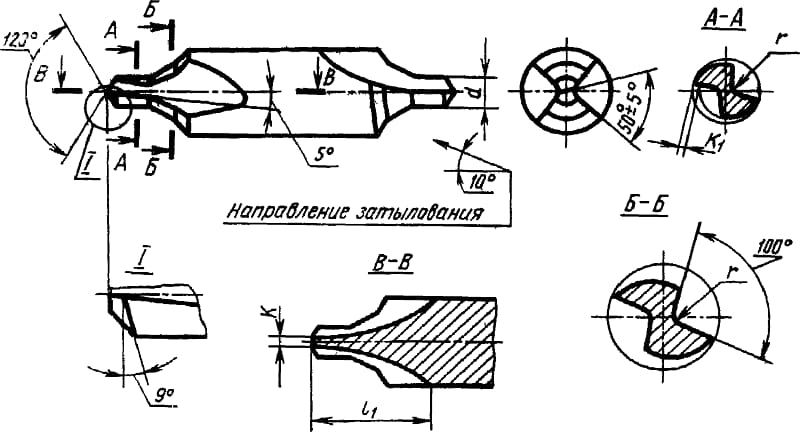
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
https://youtube.com/watch?v=t2ACeqBOV7I%3F
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.
Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).

ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.







2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм |
| » » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм |
| » » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм |
| » » » св. 6,0 мм до 10,0 мм | 0,13 мм |
| » » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм |
| » » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм |
| » » » св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.







Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Популярные производители
В торговой сети представлены центровочные сверла лучших отечественных и зарубежных производителей. Среди российских компаний качественные изделия выпускают Сестрорецкий инструментальный . Ассортиментный ряд выпускается в строгом соответствии с действующими отечественными ГОСТами. Их срок службы зависит от условий эксплуатации и составляет не менее 130 операций без перезаточки. Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
1 Спиральные сверла – конструкция и основные характеристики
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.
Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.







Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).





