Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
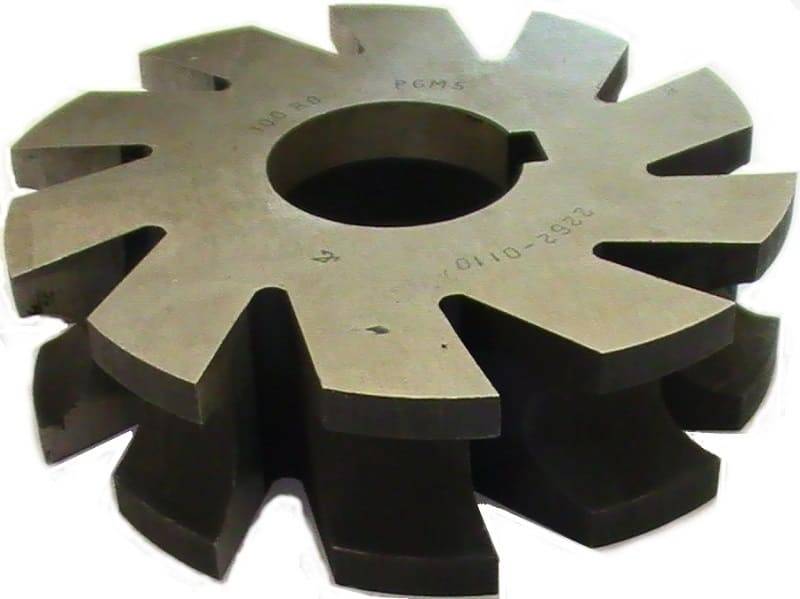
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.






Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.
Графы таблицы
Столбцы содержат такие данные:
- Когда производилась конкретная работа — указывается дата.
- Название элементов, подвергшихся соединению.
- Материал, с помощью которого производилась заводская защита этого участка.
- Место стыковки – номер определяется по схеме или чертежу рассматриваемого участка.
- Если производилась сдача и приемка работ – отметка об этом факте.
- Полное название каждого из соединяемых элементов.
- Материал, с помощью которого производились работы по антикоррозийной защите сварных соединений: цинк, алюминий, защитные грунты, лаки, стекло или полимеры.
- Условия окружающей среды, при которых наносилось покрытие: осадки, температурный режим, влажность.
- ФИО выполнившего задачу сотрудника.
- ФИО его руководителя.
- Толщина покрытия.
- Результаты осмотра произведенных работ.
- Подписи исполнителя и его начальника.
- При наличии замечания, которые появились при проверке со стороны мастера, авторского надзора, организации-заказчика и пр.
Борфрезы бывают
Из инструментальной углеродистой стали
С маркировками У – углеродистая инструментальная, цифра от 7 д 13 — процентное содержание углерода, А – высококачественная.
Например, У10А — распространенная марка стали с 10% содержанием углерода для производства борфрез.
Стойкость таких борфрез относительно невелика, ресурс ограничен, но изделия из мягких материалов без большой интенсивности работы они обрабатывают отлично. Цена очень доступна;
Из быстрорежущей стали Р6М5
Такой инструмент значительно дороже, но им можно обрабатывать углеродистые стали, среднелегированные и другие твёрдые материалы.
Он устойчивее к высоким температурам, неизбежным при работе на больших оборотах, поэтому мало деформируется, обеспечивая высокую точность работ;
Твердосплавные
Выполненные из карбида вольфрама (ВК25, ВК30) и других карбидов тугоплавких металлов, из минералокерамики, такие борфрезы легко берут высокопрочные стали, чугун.
Твердосплавные борфрезы – наиболее распространены на предприятиях, где работы борфрезами ведутся практически непрерывно;
Алмазные
Профессиональный инструмент, отличающийся особой стойкостью и максимальной ценой. Легко растачивает самые прочные материалы.
Часто используется для финишной доводки фигурных отверстий. После работы алмазными борфрезами на изделии практически не видно следов обработки, она становится предельно гладкой;
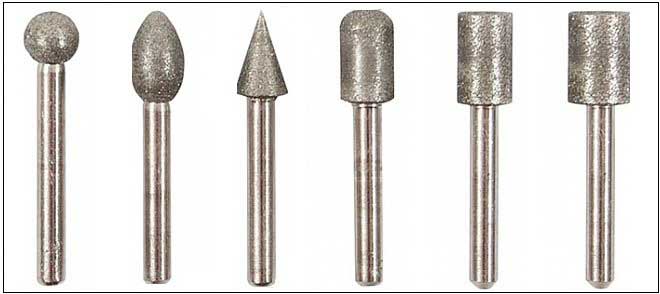
Абразивные
Делятся на два вида: с металлической рабочей головкой, на которую нанесено напыление из абразива и полностью выполненные из абразива – электрокорунда.
На предприятиях борфрезы зачастую работают в режиме нон-стоп. Чтобы увеличить тепло- и износоустойчивость и продлить инструменту жизнь, производители твердосплавных борфрез используют дополнительное покрытие.
Варианты покрытий:
- TiN, обладающий твёрдостью 2400 HV;
- TiAlN, с твёрдостью 3400 HV.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 ммГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристикиГОСТ 3882-74 (ИСО 513-75) Сплавы твердые спеченные. МаркиГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условияГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. МаркиГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условияГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранениеГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. ПриемкаГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требованияПримечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Выбор и применение борфрез
Назначение борфрез
Борфрезы предназначены для использования в машинах с электрическим приводом и в машинах с пневматическим приводом при скорости до 50000 оборотов в минуту.
Эти борфрезы представляют собой металлический штифт-хвостовик, к которому крепится твердосплавная головка. Конфигурация головки твердосплавного бора (борфрезы) может быть различной.
Она зависит от того, для чего именно будет применяться данная борфреза.
С помощью борфрез удается работать быстро и точно даже в самых труднодоступных местах.
На прямошлифовальной машине с установленной борфрезой удастся обработать металл там, куда не в состоянии подлезть мастер, вооруженный другим инструментом.
Именно поэтому, чтобы обработка любого материала была максимально легкой и качественной, выбирая борфрезу необходимо руководствоваться следующими критериями.
Виды борфрез
Борфреза с обычной заточкой установленной на ней головки работает с максимальным использованием профиля зуба. Такойметаллорежущий инструмент при обработке поверхностей производит очень длинную стружку.
Для обработки цветных металлов следует выбирать твердосплавный бор с головкой для цветных металлов. Такая борфреза позволит по-максимуму снимать материал и при этом избежать налипания.
Борфреза с головкой укрупненной заточки предназначена для работы с мягкими металлами. Она обладает увеличенным профилем зуба и позволяет очень быстро снимать материал.
Борфреза с головкой, в которой есть укрупненный зуб, хороша для работы с неупрочненной сталью и сплавами. Она дает оптимально высокую производительность.
Твердосплавный бор с головкой алмазной заточки предназначен для обработки закаленных материалов. Также такая борфреза применяется в работе с различными высокопрочными сплавами. Она обладает прекрасной устойчивостью. После обработки такой борфрезой поверхность материала становится особенно гладкой и чистой. Стружка при обработке получается подобной порошку.
Борфреза с головкой улучшенной заточки полезна при работе с такими закаленными материалами, в обработке которых важна максимальная чистота обрабатываемой поверхности. Стружка в процессе обработки получается длинная.
Борфреза с головкой конфигурации типа «стружколом» позволяет обрабатывать материалы без налипания, производя максимальное снятие.
Чтобы борфреза служила дольше
На качественные борфрезы, как правило, наносится особое многослойное покрытие. Оно повышает износоустойчивость борфрезы, продлевает срок службы инструмента на 50-70%. Особенно необходимо такое покрытие при работе с закаленной или нержавеющей сталью, металлокерамикой и другими труднообрабатываемыми материалами.
Увеличить срок эксплуатации борфрезы помогает правильное с ней обращение. При работе с любым твердосплавным бором нужно соблюдать ряд несложных правил. Во-первых, ни в коем случае нельзя слишком сильно давить на борфрезу. От этого скорость ее работы падает, инструмент перегревается. В итоге происходит преждевременный износ рабочей части борфрезы.
Кроме того, нужно всегда обеспечивать максимальный контакт рабочей части борфрезы с обрабатываемым материалом. В результате его обработка пройдет легче. Нельзя допускать прикосновения к обрабатываемой поверхности хвостовика борфрезы. Иначе инстумент может перегреться, а припой – ослабнуть или разрушиться.
Если борфреза не новая, а довольно изношенная, при обработке материалов оператор непроизвольно сильно давит на инструмент. От этого последний перегревается и повреждается.
В самом плохом случае это может привести к порче самой прямошлифовальнной машины. Поэтому лучше вовремя заменить борфрезу с большим процентом износа на новую.
Кроме того, можно воспользоваться повторно заточенным инструментом.
Чтобы головка борфрезы лучше сколзила по поверхности обрабатываемого материала, чтобы не возникало перегрузок, надо при работе применять специальную смазку. Во время обработки следует регулярно опускать в нее рабочую часть инструмента. Обычно в качестве смазки используется жидкий воск или синтетическая смазка.
Кроме того, важно помнить, что правильные параметры обработки материалов – залог долговечности борфрезы. Очень важно при обработке поверхностей соблюдать высокие скорости работы инструмента
Это позволит избежать лишних неровностей и заусениц на изделии, оптимально обработать его углы и пазы.
Поэтому лучше, если прямошлифовальная машина способна работать с борфрезами различных размеров и скоростей.
Борфрезы твердосплавные
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
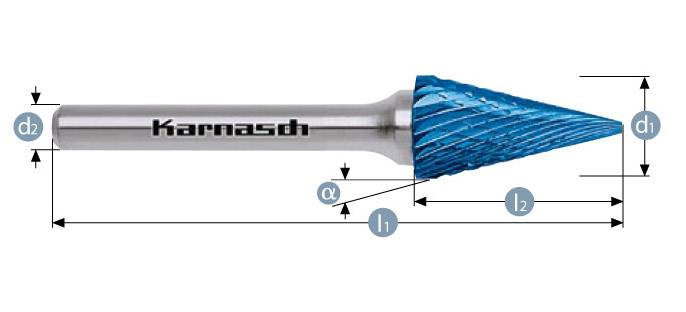
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
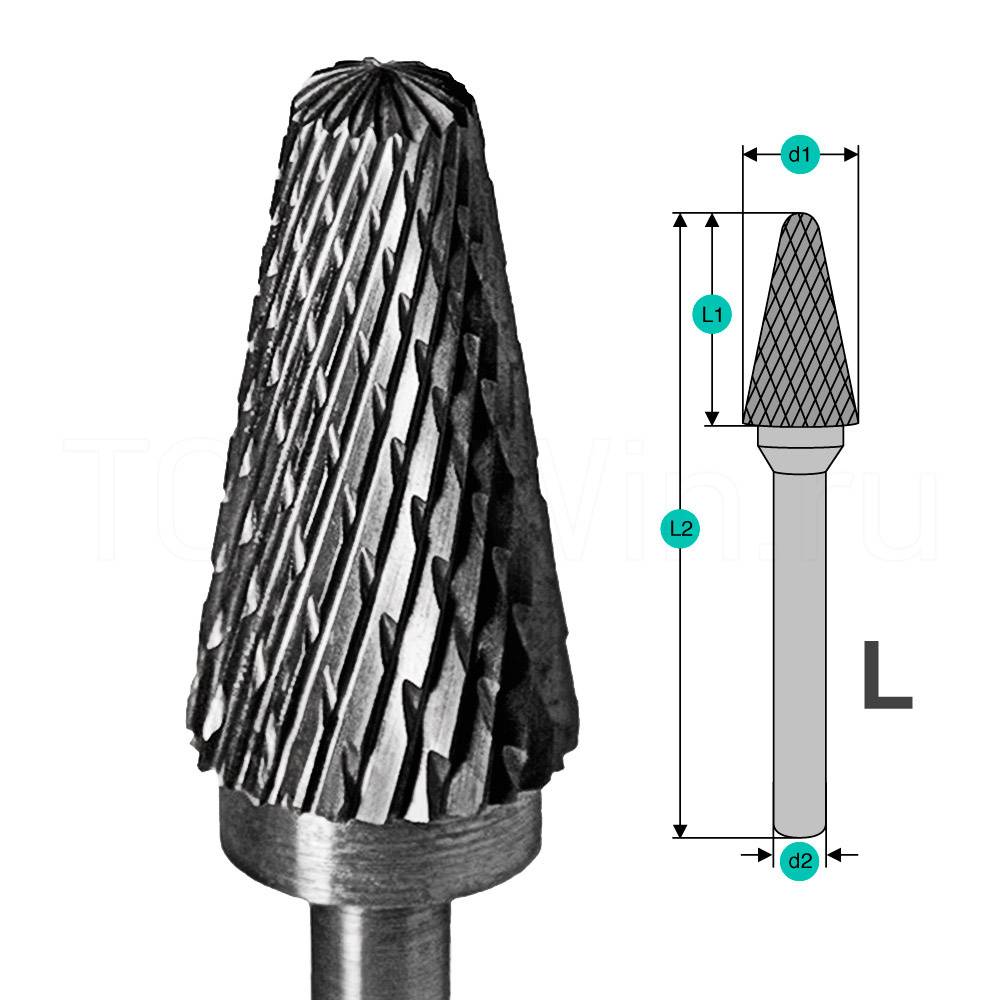
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
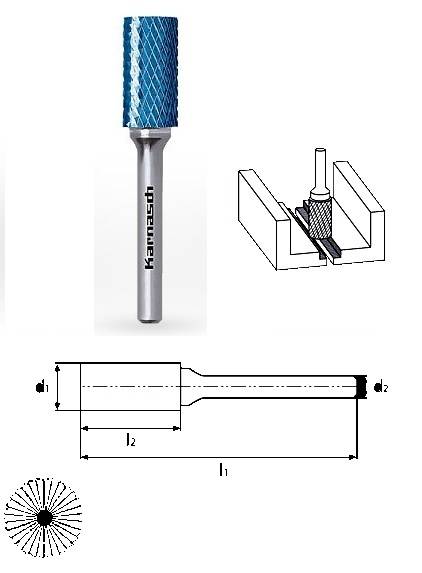
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
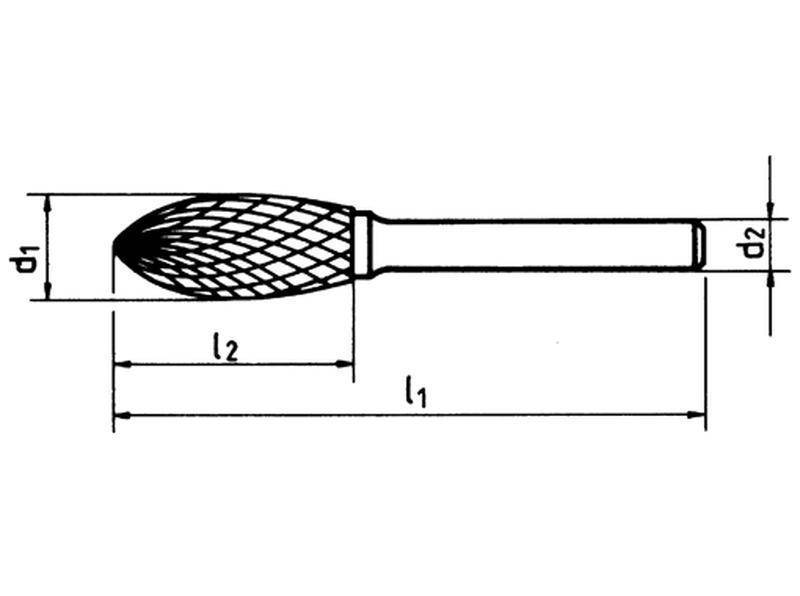
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже. При подборе и использовании твердосплавных борфрез рекомендуется:
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
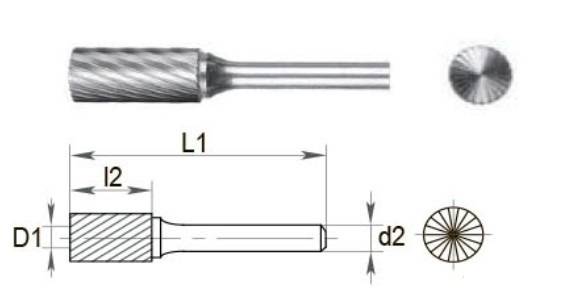
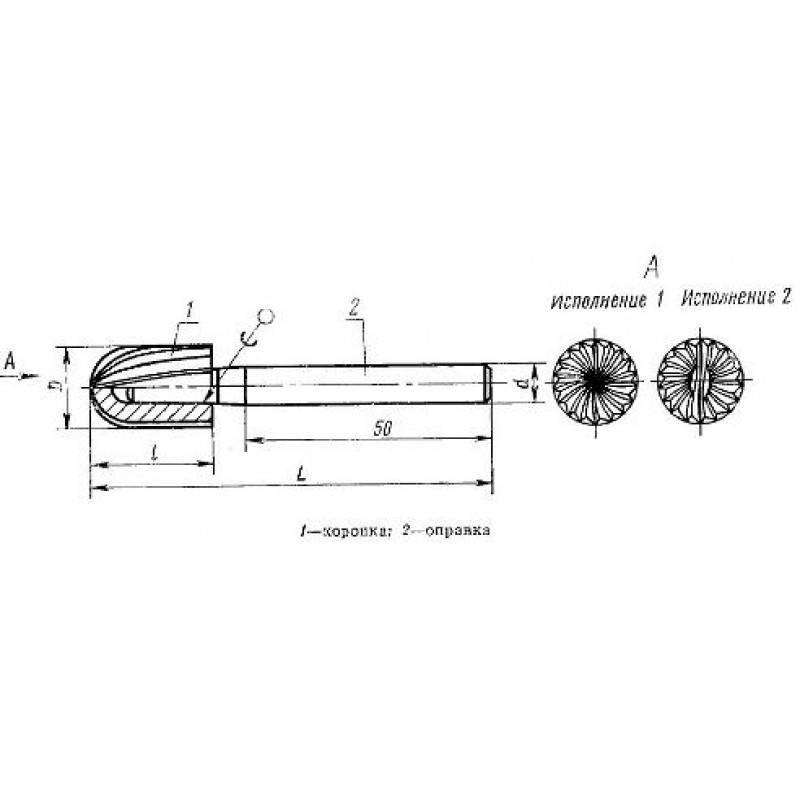
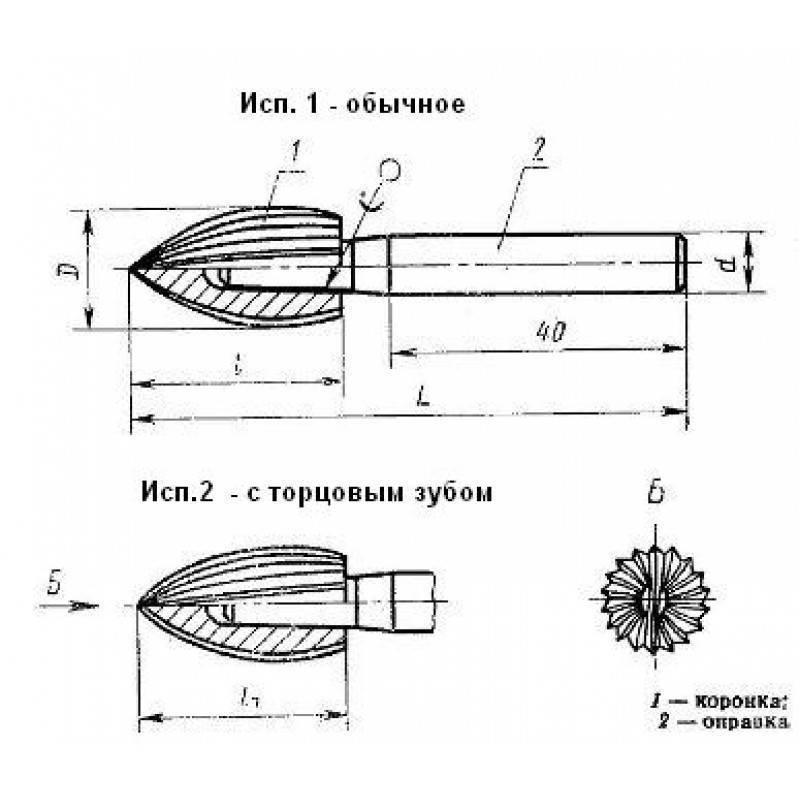
Материал и конструкция
Борфреза представляет собой составной инструмент: к цилиндрическому хвостовику, изготавливаемому из среднеуглеродистых легированных сталей типа 30ХГСА, пайкой присоединяется рабочая часть. Она может быть:
- Из инструментальной углеродистой стали (У10А, У12А), часто предназначенные для дрели. Стойкость такого инструмента невелика, поэтому его используют при обработке относительно мягких материалов. Например, такой борфрезой на гравере можно оформлять рисунки кафельной плитки, либо керамической чашки. Второй вариант – редкость подобных работ в домашнем хозяйстве, из-за чего приобретать дорогую шарошку нецелесообразно.
- Из быстрорежущей стали типа Р6М5. Инструмент обойдётся дороже, зато и возможности его применения существенно расширяются. Высокая красностойкость быстрорежущих сталей позволяет эффективно обрабатывать практически все марки углеродистых и среднелегированных сталей. При этом тепловая деформация рабочей части незначительна, что позитивно сказывается на точности работ.
- Твердосплавные борфрезы, рабочая часть которых выполнена из металлокерамики типа ВК25 или ВК30 (встречаются также из безвольфрамовых твёрдых сплавов или минералокерамики). Таким инструментом можно шлифовать высокопрочные жаростойкие и нержавеющие стали, а также чугун.
- Особостойкие борфрезы с алмазным напылением рабочих кромок. Представляют собой профессиональный инструмент, и используются при массовом выполнении подобного рода операций. Отличаются максимальной стоимостью.

Рассматриваемую оснастку можно применять на любом оборудовании, которое оснащено вращающейся рабочей головкой, а патрон способен надёжно закрепить хвостовик борфрезы (диаметр хвостовой части чаще всего стандартный: 6 или 8 мм, хотя гравировальные шарошки отличаются более миниатюрными размерами). Среди такого оборудования – высокооборотистая электродрель, а также скоростной шлифовальный или сверлильный станок.








Единственное условие заключается в том, что борфреза является не силовым, а динамическим инструментом, и адаптирована под применение со скоростью вращения шпинделя не ниже 60000…65000 мин-1.

Фрезы по металлу, закаленной и нержавеющей стали, алюминию, чугуну
Каждая насечка фрезы имеет свою цифровую маркировку: 2, 3, 6, 10, 11. Фрезы с хвостовиком подходят как для бормашинок, прямых шлифовальных машин. Фрезы цилиндрической формы заменяют шарошки по металлу на керамической связке.
Форма насечки борфрез твердосплавных фирмы Klingspor
- Насечка тип 2 — стандартные зубья с хорошими характеристиками для общего применения, в.ч. по металлу, титану.
- Насечка тип 3 по алюминию — высокая эффективность и редуцированное забивание фрезы во время обработки мягких материалов, которые дают длинную стружку. Например: алюминий, латунь, медь, цинк, пластмасса.
- Насечка тип 6 основная (крестообразные зубья для общего применения) — по высоколегированной, углеродистой стали, металлу, серому и белому чугуну — твердосплавные борфрезы с крестообразными (разнонаправленными) зубьями обеспечивают высокую производительность резания, низкую вибрацию и высокую стойкость.
- Насечка тип 10 — для обработки стали со значительно более высокой производительность резания по сравнению со стандартным зубьями.
- Насечка тип 11 — оптимизированная насечка для обработки аустенитных, нержавеющих и кислотостойких нержавеющих сталей; значительно высокая производительность резания по сравнению с стандартной зубчатой насечкой.
Выберите подходящую форму, тип насечки, размер и направьте в наш адрес Абразивкомплект. Бесплатная доставка до терминала транспортной компании в Москве, Санкт-Петербурге, Екатеринбурге с дальнейшей отправкой в города России.
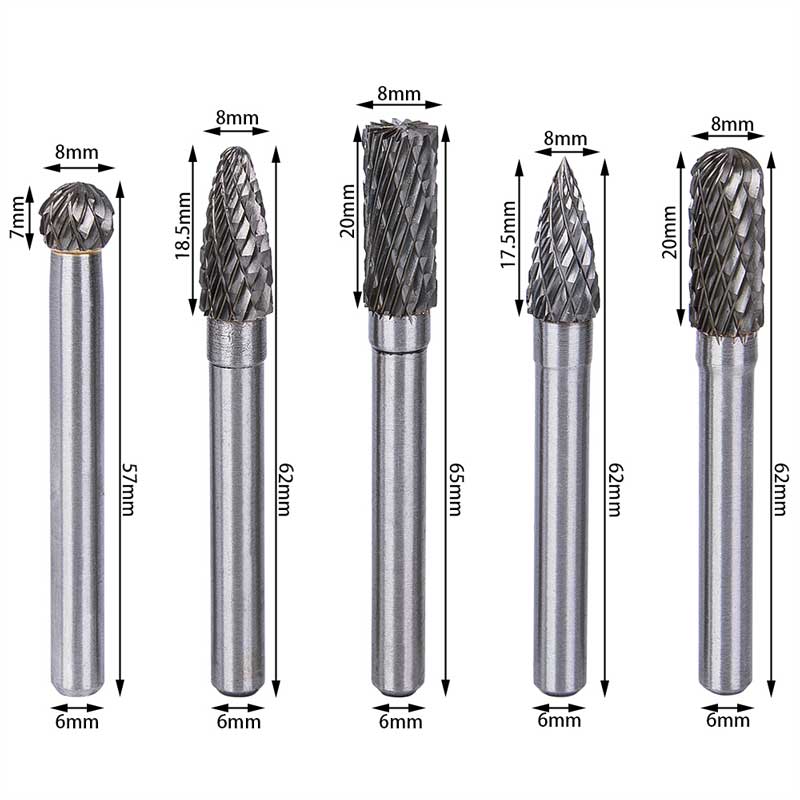
Борфрезы твердосплавные серии HF в наборе
40 борфрез в пластиковом боксе с прозрачным стеклом. По два экземпляра популярных форм (B, C, F, G, L) в разных размерах с универсальными зубьями № 6.
Цена от: 84037 руб. Производитель: KlingsporАртикулы
5 твердосплавных борфрез в пластиковом боксе. В комплект входят фрезы 295610, 295753, 295859, 295925, 296010 с универсальными зубьями № 6.
Цена от: 2032 руб. Производитель: KlingsporАртикулы
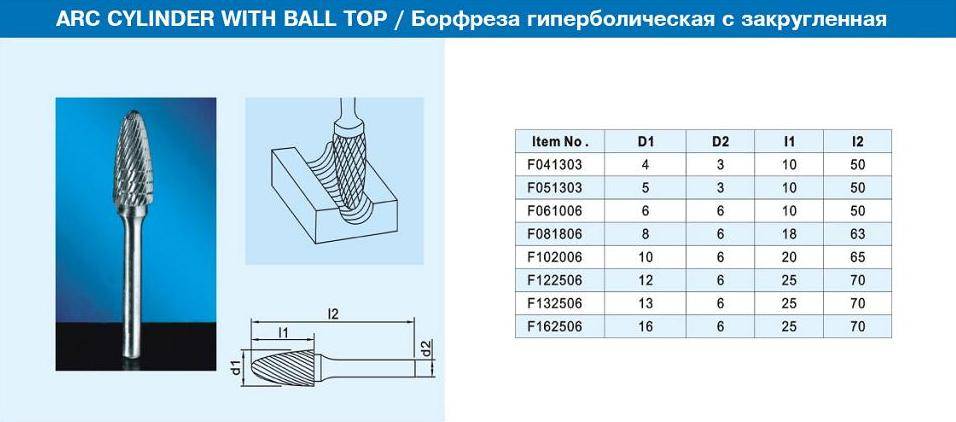
Борфрезы твердосплавные серии HF в индивидуальной упаковке
Цилиндрическая борфреза HF 100 A, торец без зубьев. Универсальное применение для обработки поверхности. Диаметр головки: 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Цилиндрическая борфреза HF 100 B, торец с зубьями, для обработки внутренних контуров. Диаметр головки 3 — 16 мм.
Цена от: 753 руб. Производитель: KlingsporАртикулы
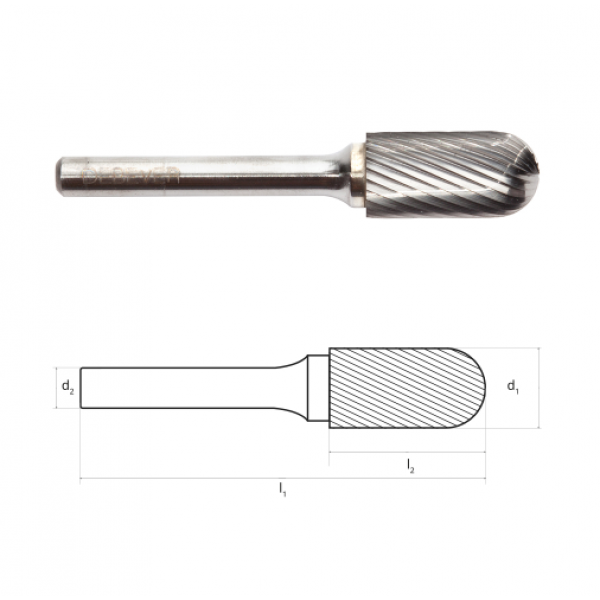
Сфероцилиндрическая борфреза HF 100 C для обработки плоскостей, контуров и радиусов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Сферическая борфреза HF 100 D для обработки контуров, а также для удаления заусенцев из внутренних стенок отверстий. Подходит для фрезерования труднодоступных мест. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Эллипсоидальная борфреза HF 100 E с перекрестными зубьями для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
Гиперболическая борфреза HF 100 F оправка с шаровым сечением для обработки узких форм предметов. Диаметр головки: 3 — 16 мм.
Гиперболическая борфреза HF 100 G с острым концом для обработки острых углов. Диаметр головки 3 — 16 мм.
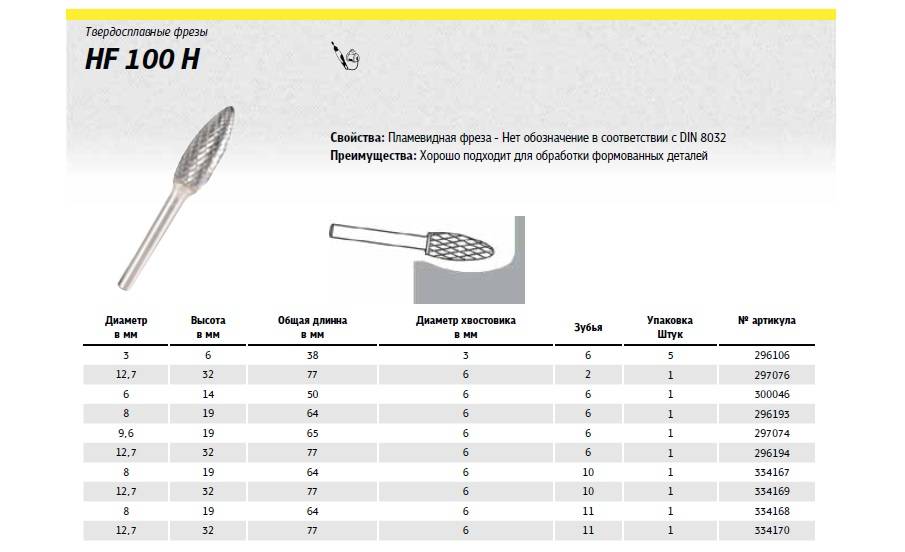
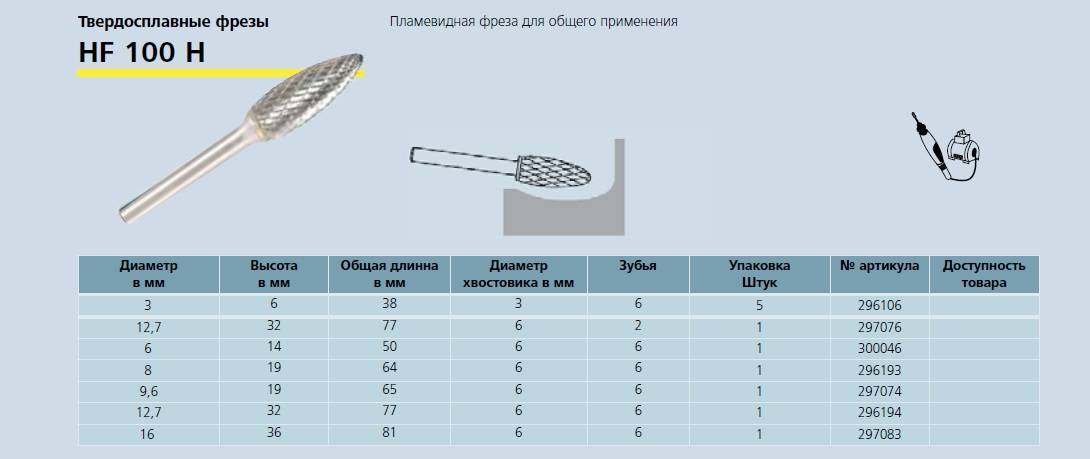
Пламевидная борфреза HF 100 H для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 J имеет угол 60° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 K имеет угол 90° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
Сфероконическая борфреза HF 100 L для обработки труднодоступных мест. Диаметр головки 3 — 6 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Остроконическая борфреза HF 100 M для обработки конструкции моделей, фрезерования изменяющихся диаметров. Размер головки 3 — 16 мм.


Цена от: 685 руб. Производитель: KlingsporАртикулы
Борфреза HF 100 N в форме хвоста ласточки для обработки конических профилей. Диаметр головки 3 — 6 мм.
Цена от: 709 руб. Производитель: KlingsporАртикулы
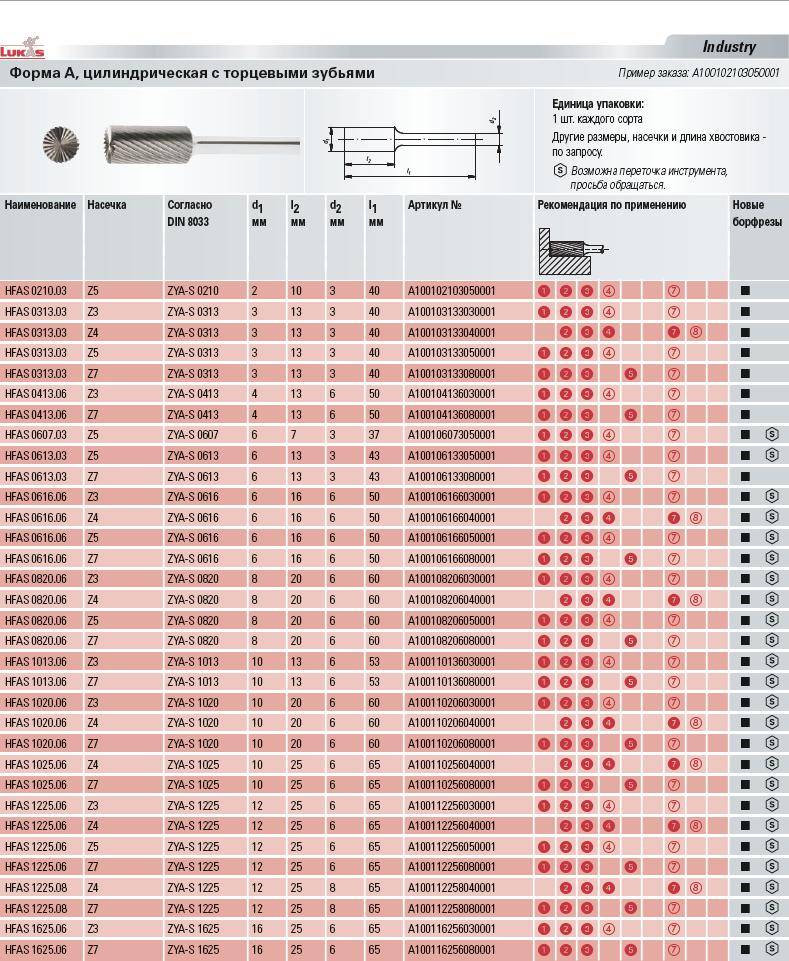
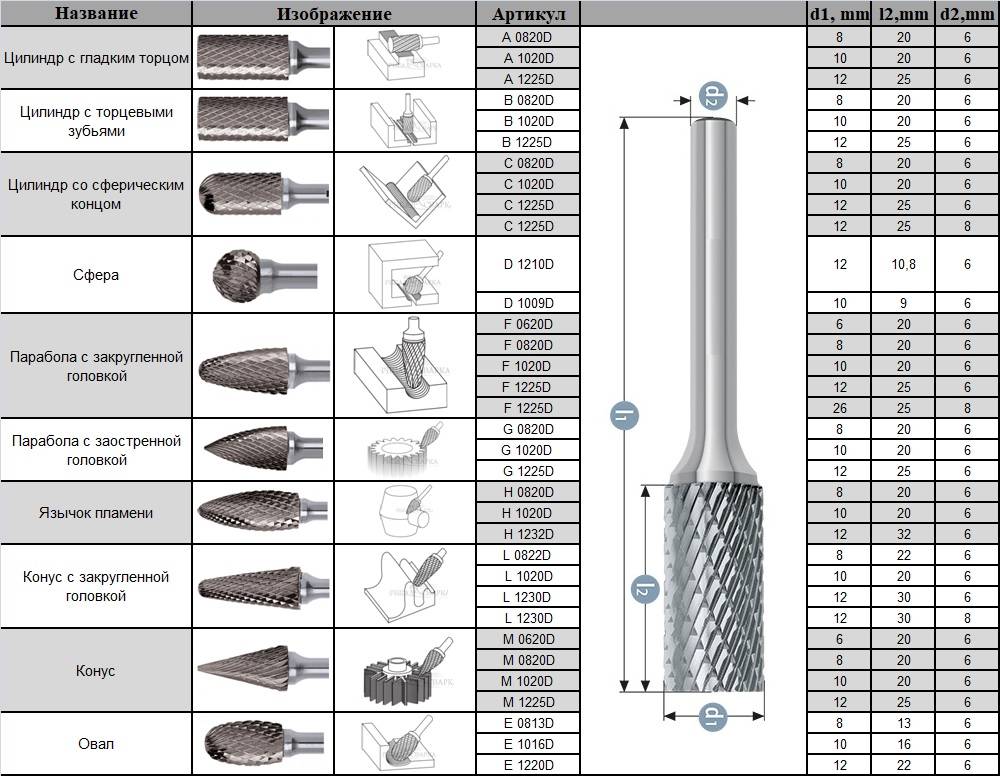
Справочная информация по фрезам
В таблице представлена справочная информация о твердосплавных борфрезах и условиях их использования.
* Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления! Указанная информация не является публичной офертой.
Похожие материалы:
Борфреза по металлу: разновидности и особенности применения
Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла. Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров.
Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.
Борфрезы для обработки металлов
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался.
Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась.
Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.
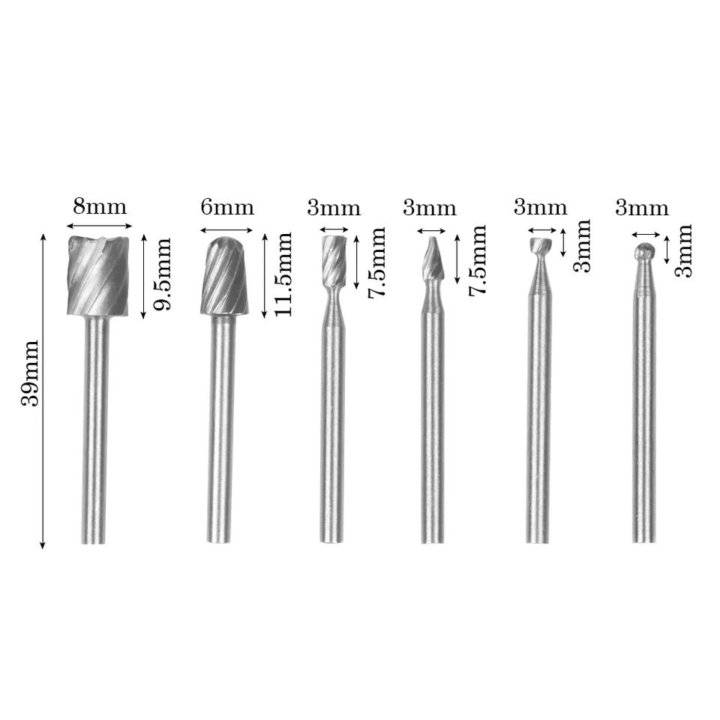
Граверные борфрезы для миниатюрных работ
Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.