Слябинг 1150
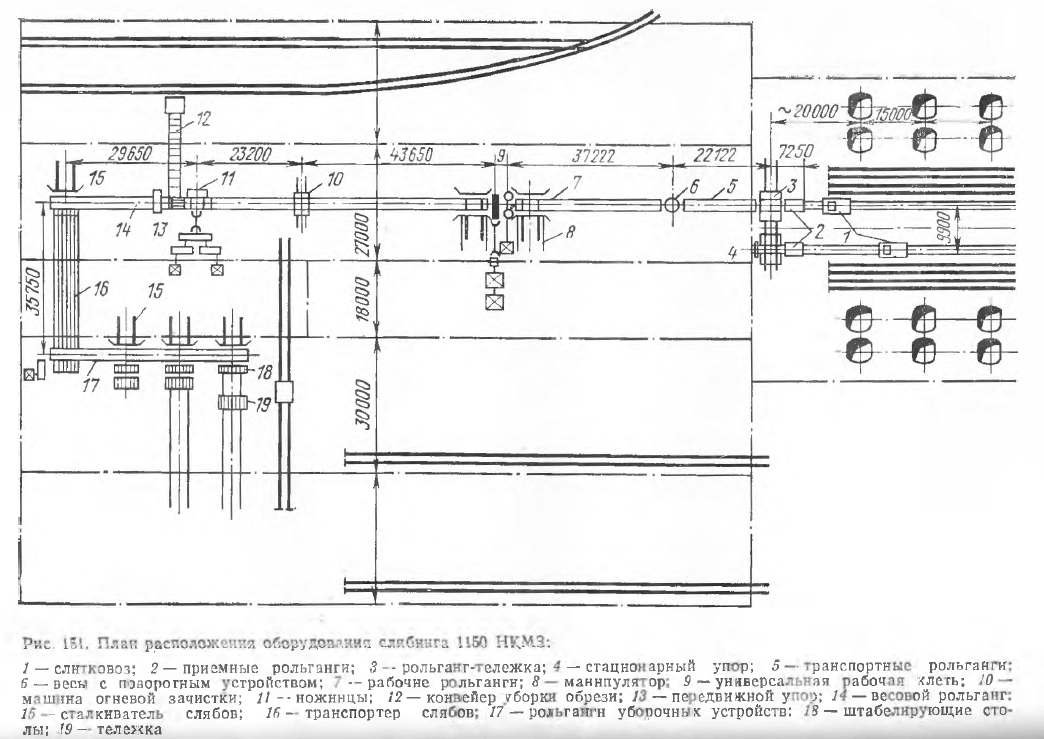
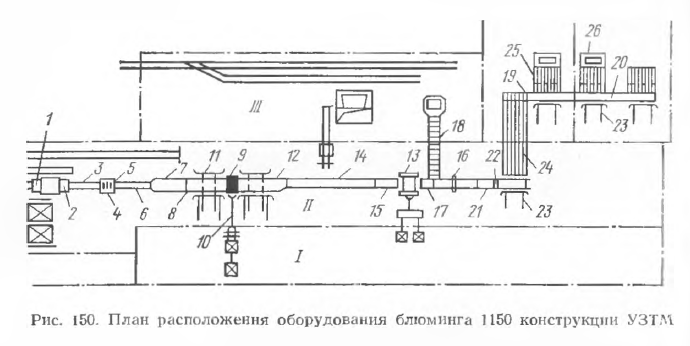
В отличие от блюминга слябинг является универсальным двухвалковым реверсивным станом, имеющим горизонтальные и вертикальные валки. Устанавливаемые в последнее время универсальные слябинги могут прокатывать слябы шириной до 2 м из слитков массой до 25—30 т (рис. 151). Для обеспечения заданной производительности слябинга необходимо иметь около 20 групп нагревательных колодцев. При расположении их в один ряд, как обычно практиковалось на блюмингах и слябингах, длина пути слитковоза в один конец достигает 320 м. При большой производительности этого стана и высоком ритме прокатки один слитковоз не успевает подавать слитки от нагревательных колодцев к приемному рольгангу. Поэтому нагревательные колодцы на многих заводах расположены в двух параллельных пролетах и обслуживаются двумя слитковозами.
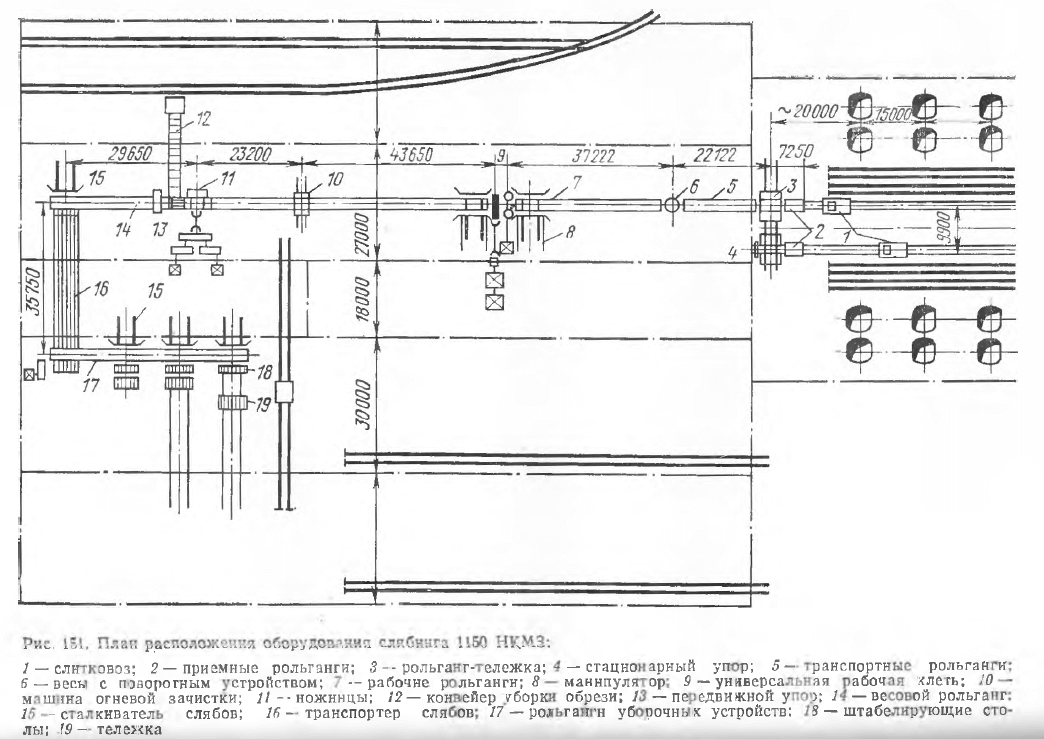
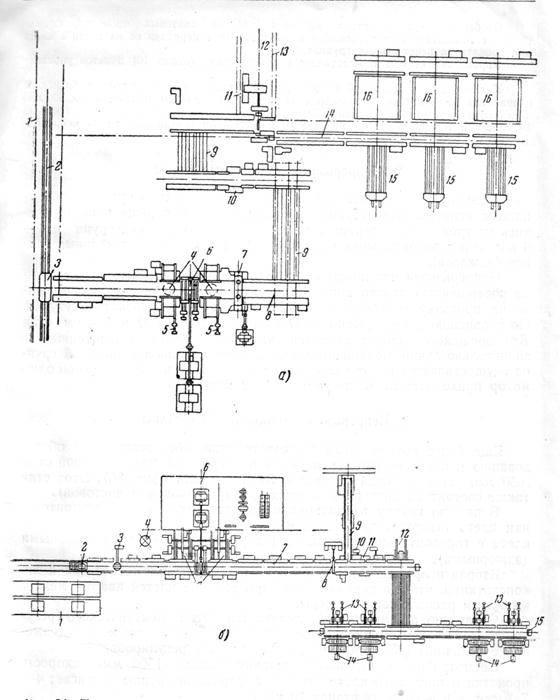
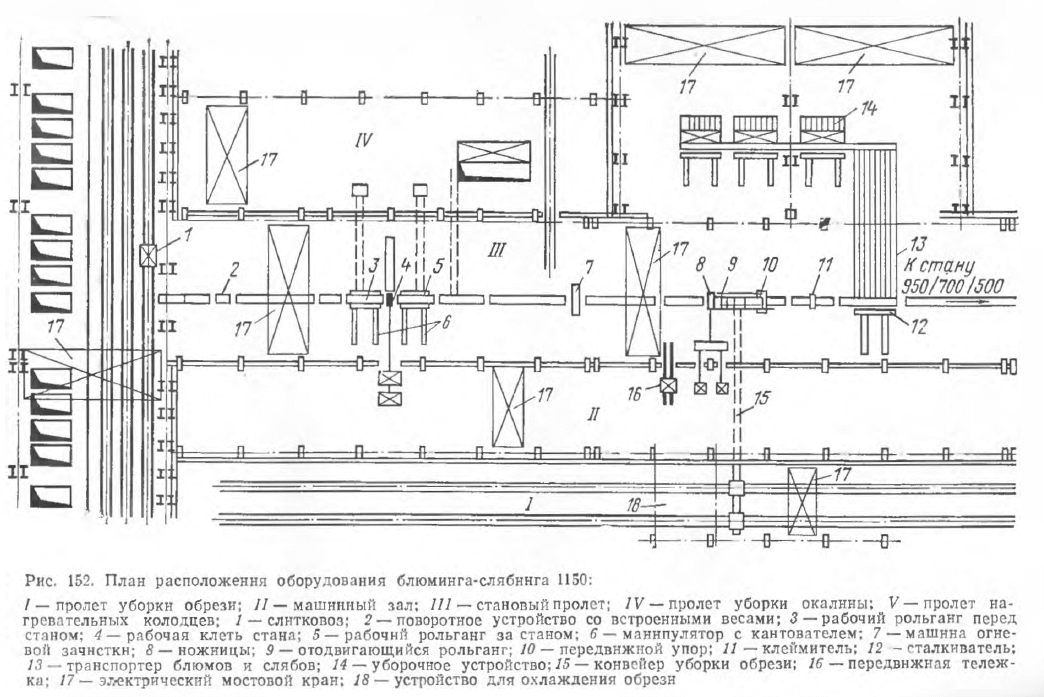
Все оборудование слябинга можно разделить на пять участков:
- приемный участок стана, состоящий из двух приемных рольгангов, рольганга-тележки, стационарного упора, транспортных рольгангов и поворотного устройства с весами;
- главную линию стана с примыкающими к ней рабочими рольгангами и манипулятором с кантователем;
- машину огневой зачистки горячего металла в потоке в обслуживающими ее рольгангами;
- ножницы с прилегающими к ним рольгангами, сталкивателсм обрези, конвейером для уборки обрезков и передвижным упором;
- хвостовой участок стана, состоящий из механизмов для клеймения, взвешивания и уборки слябов.
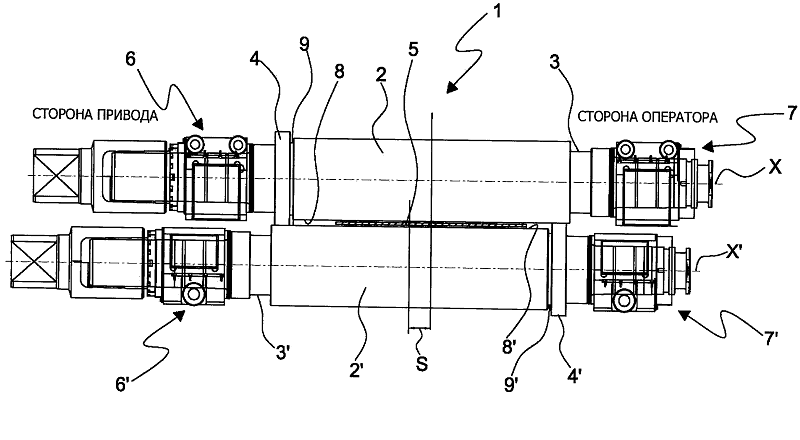
Главная линия стана состоит из двухвалковой рабочей клети с горизонтальными валками и расположенной перед ней двухвалковой клети с вертикальными валками. Рабочая клеть с горизонтальными валками имеет валки диаметром 1150 мм с длиной бочки 2100 мм. Валки имеют гладкую бочку и установлены в подушках на подшипниках с текстолитовыми вкладышами. Рабочие валки имеют индивидуальный привод от двух электродвигателей мощностью пс 4600 кВт. Механизм для установки верхнего валка обеспечивает подъем его на 1750 мм со скоростью 75—150 мм/с. Рабочая клеть с вертикальными валками имеет валки диаметром 900 мм с длиной бочки 2100 мм. Для использования всей бочки валков они выполнены так, что их можно переворачивать при перевалке, благодаря чему значительно увеличивается срок службы валков. Привод вертикальных валков осуществляется от одного электродвигателя постоянного тока мощностью 2200 кВт. Механизм установки вертикальных валков обеспечивает зазор между валками в пределах 600—2150 мм. Скорость установки валков регулируется в пределах 40—80 мм/с.
После деформации раскат поступает на машину огневой зачистки, где поверхностные дефекты зачищаются кислородно-ацетиленовыми горелками.
Ножницы для резки горячих слябов имеют максимальное усилие резания 25 МН и ширину ножей 2100 мм.
За ножницами на рольганге с вмонтированными в него автоматическими весами слябы взвешиваются и затем могут двигаться по трем направлениям: непосредственно на листовые станы для дальнейшей прокатки без промежуточного нагрева; к методическим печам для подогрева и затем на листовые стали для дальнейшей прокатки; к уборочным устройствам, расположенным на складе слябов.
Цепной транспортер, служащий для передачи слябов на склад, рассчитан на транспортировку слябов длиной 1,5—5,5 м и массой до 17 т при скорости транспортировки 0,5 м/с. С транспортера слябы направляются на рольганг уборочных устройств. Для подачи слябов с транспортного рольганга на транспортер и для передачи слябов с рольганга уборочных устройств на штабелирование установлены четыре сталкива- теля, один из которых расположен у транспортного рольганга, а три других у рольганга уборочных устройств.
Сталкиватели слябов уборочных устройств, кроме того, служат для продвижения стопы слябов со штабелирующих устройств на стационарные стеллажи или на тележку для горячих слябов.
Штабелирующее устройство предназначено для укладки слябов в стопы. Наибольшая высота стопы равна 800 мм, а масса достигает 30 т. Штабелирующее устройство представляет собой подъемный стол, перемещаемый двумя вертикальными винтами. Для передачи слябов во второй пролет склада имеется специальная тележка грузоподъемностью 50 т.
Слябинг
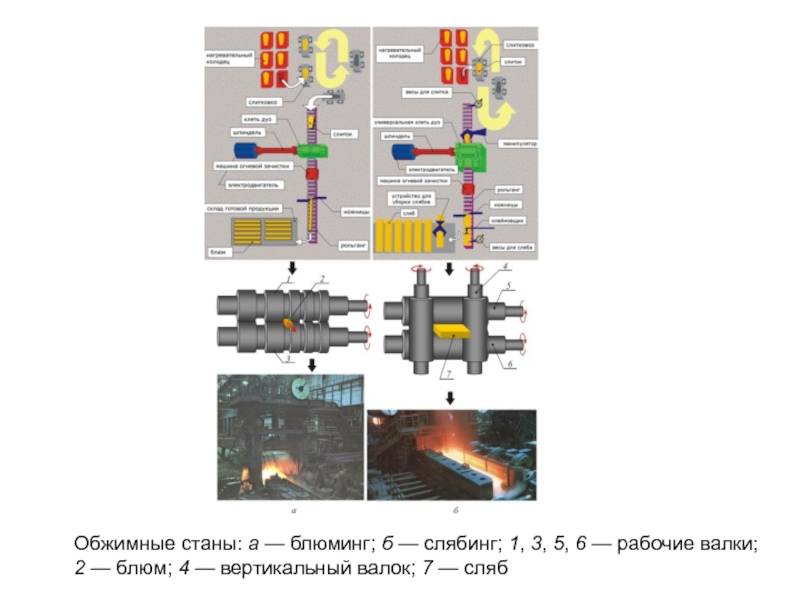
Слябинг – реверсивный стан горячего проката, имеющий в отличие от блюминга кроме основных рабочих и наиболее нагруженных горизонтальных валков еще и вертикальные валки, которые обжимают металл не только в вертикальном, но и в горизонтальном направлении.
Слябинги, кроме горизонтальных валков, имеют вертикальные валки для обжа-гия боковых кромок сляба.
Слябинг является универсальным реверсивным обжимным станом. При каждом проходе через клеть слиток деформируется одновременно горизонтальными и вертикальными валками. За обжим-ньш станом установлены ножницы, на которых обрезают толовную и заднюю части раската и разрезают раскат а слябы необходимой длины.
Слябинг требует применения сложного электрохозяйства и большого количества электрооборуд-ова н и я. В непосредственной близости к отдельным рабочим участкам слябинга размещаются посты управления для оперативного персонала участвующего в управлении процессом прокатного производства.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 m применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 т применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинг – обжимной прокатный стан для переработки крупных стальных слитков в слябы, отличающийся от блюминга наличием, кроме горизонтальных, еще и вертикальных валков для обжатия боковых кромок слитка. Сляб – полупродукт металлургического производства, предназначенный для производства листового проката и представляющий собой плоскую стальную заготовку прямоугольного сечения, Получаемую на установках непрерывной разливки стали или обжатием слитка на слябинге.
Слябинг № 2 характерен тем, что на нем в значительной мере упрощена кинематика наиболее ответственных механизмов за счет использования результатов достижений наших электромашиностроительных заводов.
Слябинг и цех горячей прокатки жестко связаны технологическим процессом ( и в связи с этим генеральным планом) и требуют сооружения отдельной ГПП.
Слябинги отличаются от блюмингов еще и тем, что в них имеются обычно с одной стороны рабочей клети ( реже – с обеих) вертикальные гладкие валки – так называемые эджеры.
Слябинги и блюминги выполняются обычно в виде одно-клетьевых дуо-реверсивных станов. Мощность электродвигателя в современных мощных обжимных станах достигает 7000 л. с. Для прокатки листов толщиной до 60 мм очень часто применяют одноклетьевые станы трио с качающимися или подъемными столами.
Слябингом называют реверсивный стан для прокатки слитков в слябы. Для обжатия боковых кромок слябинги, кроме горизонтальных, имеют еще и вертикальные валки. На слябингах прокатывают плоские слитки массой до 15 – 25 м и более в слябьг толщиной от 50 до 300 мм и шириной от 500 до 180.0 мм и более.
Слябингом называют обжимной стан, предназначенный для прокатки плоских слитков массой до 30 т в слябы толщиной до 250 мм и шириной до 1900 мм. Валки слябинга имеют гладкую бочку. Для обжатия слябов по кромкам с передней или задней стороны рабочей клети на расстоянии около 2 5 м от нее устанавливают клеть с вертикальными валками. Диаметр вертикальных валков 900 – 1000 мм, длина бочки около 2400 мм. Валки приводятся во вращение от реверсивного электродвигателя мощностью 2950 кет или от двух электродвигателей мощностью по 1450 кет каждый, с числом оборотов 0 – 60 – 150 в минуту.
Производительность слябинга – до 350 – 400 т за фактический час работы, или 2 0 – 2 3 млн. т в год слитков.
Производительность слябинга при благоприятном соотношении количества слябов различных размеров может доходить до 350 т, а при прокатке крупных слябов – до 500 т в час.
блюминг – это… Что такое блюминг?
Блюминг — (стан) стан для прокатки заготовок квадратного сечения для дальнейшей прокатки фасонных профилей. Блюминг (или блуминг) (от англ. bloom цветок, цвести) эффект растекания избыточного заряда от пересвеченных областей матрицы… … Википедия
БЛЮМИНГ — (англ. blooming) (блуминг) прокатный стан для обжатия стальных слитков в блюмы. Иногда используются для прокатки слябов и фасонных заготовок. Характеризуется диаметром прокатных валков в мм, который обычно проставляется рядом со словом блюминг… … Большой Энциклопедический словарь
блюминг — стан, блуминг Словарь русских синонимов. блюминг сущ., кол во синонимов: 2 • блуминг (2) • стан … Словарь синонимов
БЛЮМИНГ — (блуминг) высокопроизводительный прокатный обжимной стан, предназначенный для проката крупных стальных слитков в квадратного сечения заготовки (блюмы) между горизонтально расположенными рабочими валками, диаметр которых в мм является… … Большая политехническая энциклопедия
БЛЮМИНГ — (английское blooming) (блуминг), стан для прокатки из слитков заготовок квадратного сечения со стороной свыше 140 мм для последующей прокатки фасонных профилей. Первые блюминги были трехвалковыми, нереверсивными, металл обжимался попеременно… … Современная энциклопедия
БЛЮМИНГ — и БЛУМИНГ, блюминга, муж. (англ. blooming от bloom чугунная чушка) (тех.). Прокатный стан особой системы, громадных размеров. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
БЛЮМИНГ — БЛЮМИНГ, а, муж. Высокопроизводительный прокатный обжимный стан. | прил. блюминговый, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
блюминг — и устарелое блуминг … Словарь трудностей произношения и ударения в современном русском языке
блюминг — Обжимной прокатный стан для прокатки слитков большого попереч. сечения на заготовки квадратного сечения (блюмы) для дальнейшей обработки давлением; иногда б. используют для получения слябов и фасонных заготовок для крупных двутавровых балок,… … Справочник технического переводчика
Блюминг — (английское blooming) (блуминг), стан для прокатки из слитков заготовок квадратного сечения со стороной свыше 140 мм для последующей прокатки фасонных профилей. Первые блюминги были трехвалковыми, нереверсивными, металл обжимался попеременно… … Иллюстрированный энциклопедический словарь
Блюминг Д. — Йон Блюминг (родился 6 февраля 1933 года, Амстердам) живая легенда будо искусств. Все, что связано с этим именем, может вызывать самые разноречивые оценки от высочайших похвал до суровой критики. Но никак не удаётся уйти того факта, что каратэ в… … Википедия
Общие сведения
На сегодняшний день металл — это наиболее распространенный материал, из которого изготавливается огромное количество разнообразных вещей, начиная с небольших бытовых деталей и заканчивая большими промышленными объектами. Однако есть очень важный пункт, о котором знают не все. Просто выплавить металл, а после превратить его в слиток недостаточно. После формирование слитка любой металл передается в прокатный цех. Единственное оборудование, которое имеется в таких цехах, — это прокатные станки. Именно эти устройства и придают нужную форму, которая подойдет для последующего применения металла. Стоит отметить, что это оборудование является одним из самых старых на сегодняшний день. Однако за года его применения станок зарекомендовал себя с настолько хорошей стороны, обладает настолько хорошими характеристиками и показателем продуктивности, что его используют и по сей день.



Тиснение на коже
По технологии, которая будет представлена ниже, можно украсить практически любое кожаное изделие: сумку, сапоги, кошелек, блокнот, ремень и т. д. Для выполнения рисунка в данном случае понадобится клише – специальный штамп с узором. Можно взять, к примеру, какую-нибудь большую металлическую пуговицу. Порядок тиснения фольгой в этом случае таков:
- Кожа укладывается на жесткую поверхность.
- От фольги отрезается небольшой прямоугольник (по размеру будущего рисунка). Его нужно наложить на кожу.
- Далее следует нагреть утюг и придавить им фольгу. Держать горячую подошву на материале нужно около минуты.
- После того как тонкий металл хорошо прогреется, утюг снимают.
- Не дожидаясь, пока заготовка остынет, к ней нужно приложить пуговицу и хорошенько придавить. Держать «клише» на коже следует не менее 30 сек.

Тиснение фольгой в домашних условиях на коже – процедура несложная, но в любом случае предварительно потренироваться на ненужном куске материала все же стоит. Если вы недодержите утюг или штамп, рисунок получится неаккуратным. Убрать же фольгу с сумки или кошелька будет довольно-таки проблематично.
Горячее тиснение фольгой
Качество используемых материалов определяют качество оттиска. Качество фольги характеризуется множеством факторов: лак, слой и качество производства. На цвет влияет мелкодисперсный слой, либо используемый пигмент. Фольга для горячего тиснения может быть разных цветов, по классике — золотых и серебряных, голографическая или перламутровая, с особыми текстурами.
Выделяют также матовую или глянцую. Но при выборе учитывается не только это, также светоустойчивость и стойкость к подобранному материалу. В каждом отдельном случае, в зависимости от рисунка и желаемых материалов, подбирается фольга в индивидуальном порядке в зависимости от указанных характеристик.
Горячий метод применим для очень большого разнообразия материалов, он имеет свой ряд преимуществ перед “холодным” методом. Самое главное преимущество – подходит и для неровных поверхностей. То есть, его можно использовать на выпуклых поверхностях и других покрытиях, которые не обладают исключительной гладкостью. Единственное требование – выдержка к горячей температуре.
Одной из самых явных особенностей являются методы производства клише. Первый метод – травление, называемое также фрезерованием, и механический способ, называемый также гравированием. Перед непосредственно проведением процедуры тиснения, делается пробная версия, при которой используется выбранная фольга, и материал.
Еще одна особенность – использование штампов при нанесении, которые припрессовывают изображение. На выбор материала также влияет и тираж. Тиражи в 50-100 тысяч экземпляров чаще выполняются с использованием клише из меди. Медь хорошо использовать и при плоском рельефе.
Для более мелких тиражей, например, в 5 тысяч экземпляров, изготавливают клише из цинка. Существуют и различия по типу пресса. Стопцилиндровый используют для печатного пресса, ротационные позволяют делать высочайшую производительность, а тигельные используют при сложном рисунке с множеством линий.

Сортовой прокат.
Наиболее разнообразной является группа сортового проката, который подразделяется на простые и фасонные профили. К простым профилям относятся профили простой геометрической формы (круг, квадрат, полосы плоского сечения). Прокат сложного поперечного сечения относится к фасонным профилям. В зависимости от назначения фасонные профили подразделяются на профили общего или массового потребления (угловой профиль, швеллеры, двутавровые балки, шестигранные профили и др.) и профили специального назначения (железнодорожные рельсы широкой и узкой колеи, трамвайные рельсы, профили сельскохозяйственного машиностроения, электропромышленности, нефтяной промышленности и др.). В прокатных цехах производят более 1600 размеров простых профилей, более 1100 фасонных профилей общего потребления и примерно 1350 размеров профилей специального назначения.
Весь сортовой прокат подразделяется на четыре группы: сталь крупносортная, среднесортная, мелкосортная и катанка диаметром от 5,5 до 9 мм. 38
Цветные металлы преимущественно прокатывают на простые профили. Профили специального вида проката предназначены для отдельных специализированных отраслей промышленности (колёса для железнодорожных составов, шестерёнки для автотракторной промышленности). 39
Технология сортовой прокатки состоит из последовательного превращения слитка в обжатую заготовку (блюм) и далее в сортовую или профильную сталь (слиток-блюм-профиль). Затем блюмы поступают на заготовочные станы, производящие заготовку – квадрат со скругленными углами, который, попадая на сортовые станы, превращается в сортовой горячекатаный прокат. Станы, участвующие в прокатке сорта имеют вырезные валки, образующие калибры открытого или закрытого типа и выполняют продольную прокатку. 40
Как это будет выглядеть:
СЛЯБИНГ м. Крупный прокатный стан, предназначенный для изготовления слябов.
О толковом словаре
Толковый словарь русского языка – единственный в Интернете бесплатный словарь русского языка с поддержкой полнотекстового поиска и морфологии слов.
Толковый словарь является некоммерческим онлайн проектом и поддерживается специалистами по русскому языку, культуре речи и филологии. Важную роль в развитии проекта играют наши уважаемые пользователи, которые помогают выявлять ошибки, а также делятся своими замечаниями и предложениями. Если Вы являетесь автором блога или администратором веб-сайта, Вы тоже можете поддержать проект, разместив у себя баннер или ссылку на словарь.
Ссылки на словарь русского языка допускаются без каких-либо ограничений.
Размер сортового проката
Размер профиля сортового проката может быть:
- крупным — диаметр круглой стали до 250 мм, сторона сечения стали квадратной формы до 200 мм, арматурные профили № 70–80, сталь шестигранного сечения до № 100, сталь угловая с шириной полок до 250 мм и пр.;
- средним — диаметр круглой стали до 75 мм, сторона сечения стали квадратной формы до 65 мм, арматурные профили № 32–60, сталь шестигранного сечения до № 70, сталь угловая с шириной полок до 120 мм, швеллеры высотой до 300 мм и пр.;
- мелким — диаметр круглой стали до 30 мм, сторона сечения стали квадратной формы до 10 мм, арматурные профили № 6–28, сталь шестигранного сечения до № 30, сталь угловая с шириной полок до 50 мм и пр.
Основная информация
ID
226641957
Можно редактировать:нет
Можно скрыть настройками приватности:нет
Уникальный идентификатор пользователя, определяется при регистрации ВКонтакте.
Домен
slyam2013
Можно редактировать: да
Обязательно к заполнению:нет
Можно скрыть настройками приватности:нет
Домен служит для установки красивой запоминающейся ссылки на страницу пользователя ВКонтакте.
Имя
Ерасыл
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Фамилия
Слям
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Отчество
не указано
Можно редактировать:нет
Обязательно к заполнению:нет
Можно скрыть настройками приватности:нет
ВКонтакте больше нельзя редактировать отчество для пользователей, у которых оно не было указано ранее.
Пол
мужской
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Дата рождения
22 августа 2003
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:да
ВКонтакте присутсвует возможность скрыть дату рождения полностью или частично (при этом будут отображены только день и месяц рождения).
Как нанести рисунок с использованием ламинатора
Для выполнения печати в этом случае понадобится кроме ламинатора и лазерный принтер. Лучше если он будет не полноцветным, а обычным. Что касается ламинатора, то стоит приобрести модель с очень большим усилием сжатия. Также нужна будет тонерочувствительная фольга. При желании можно использовать как матовую или глянцевую, так и голографическую.




Бумагу лучше всего взять простую. Фактурная или специальная декоративная для тиснения в домашних условиях подходят не слишком хорошо. При использовании такого материала рисунок получится неаккуратным и некрасивым. В углублениях бумаги этой разновидности металл просто-напросто не приклеится.

Тиснение фольгой с использованием ламинатора производится следующим образом:
- Найдите красивый векторный узор или орнамент. Можно также написать в какой-нибудь программе, к примеру в том же «Фотошопе», подходящий текст оригинальным шрифтом. Желательно только, чтобы он не был слишком тонким.
- Распечатайте рисунок на принтере.
- Положите лист с узором или надписью на стол и накройте его металлизированной фольгой любого цвета.
- Положите поверх нее еще один лист чистой бумаги.
- Прогоните получившийся «пирог» через ламинатор. Тонкая фольга обязательно пристанет к рисунку. Если узор получится неаккуратным и прерывистым, процедуру можно повторить. Прогоняйте листы через ламинатор до получения удовлетворительного результата.
Материал с листа нужно снимать аккуратно, не торопясь.
Блюминг или слябинг
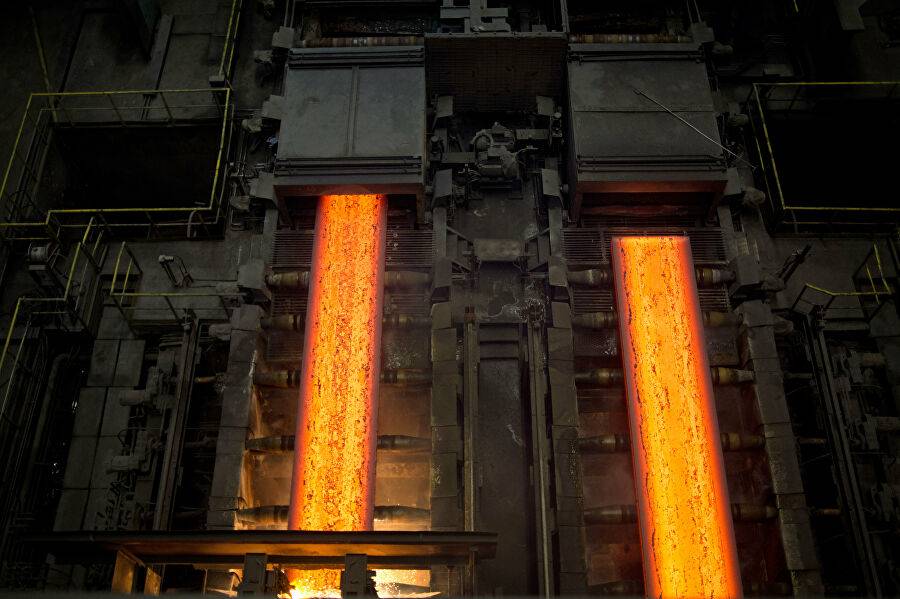
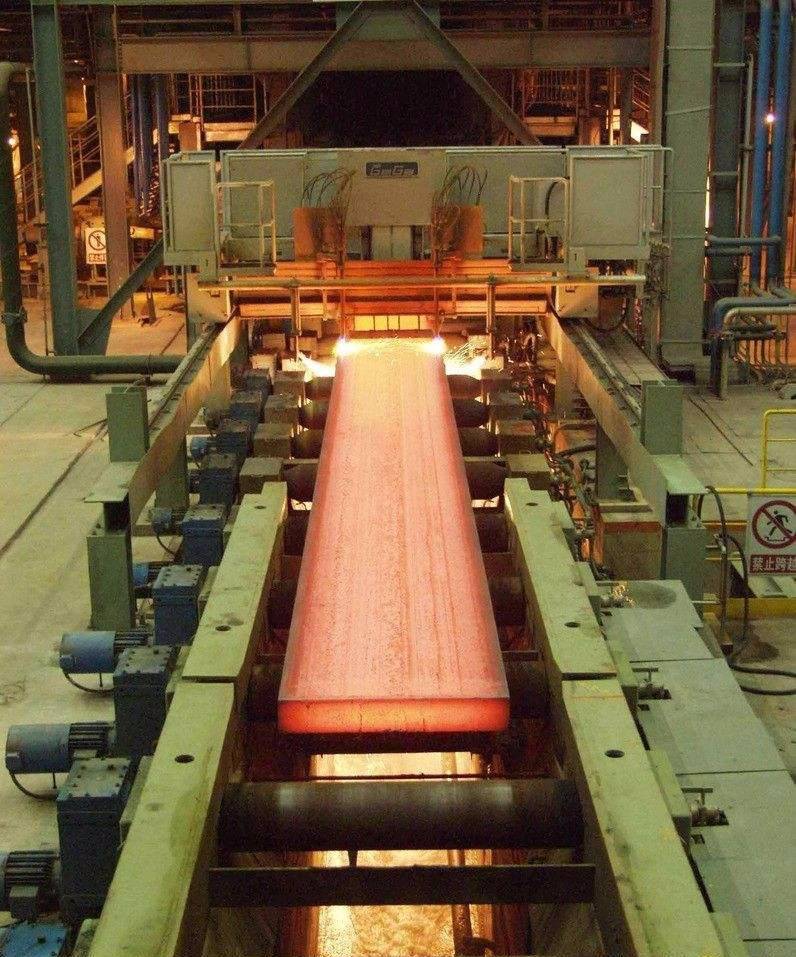
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию. После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга. Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя
Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски. В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
Блюминг (стан) – это… Что такое Блюминг (стан)?
Блюминг, большой, тяжёлый обжимной стан для предварительного обжимания стальных слитков большого поперечного сечения в блюмы. Блюм, блюмс, блум (англ. bloom)- полупродукт металлургического производства, представляет собой стальную заготовку квадратного сечения, полученную из слитков прокаткой на обжимном стане, которая поступает в дальнейший передел на чистовые станы. Блюминги обычно характеризуются диаметром прокатных валков и представляют собой стан «дуо», то есть с двумя валками и реже устанавливаются «трио», то есть с тремя валками. Громадное значение блюминга заключается в следующем : современные мартеновские печи характеризуются очень большим тоннажем, следовательно отливка мелких слитков (в 1-2 т) из подобных печей не экономична и технически затруднительна;
История
Впервые трио-станы были применены для обжатия бессемеровских слитков в США А. Холлеем (1871). В последующие годы Джон и Джордж Фриц, а также А. Холлей там же построили механизированные трио-блюминги для прокатки слитков небольшой массы. В Англии Рамсботомом был сконструирован (1880) дуо-реверсивный стан с переменным направлением вращения валков для прокатки слитков до 5 т и более. Широкое распространение дуо-реверсивный стан получил благодаря электрическому реверсивному приводу, предложенному К. Ильчнером (1902). В СССР Блюминг изготовляют с 1931; первый произведенный в СССР Блюминг (по немецким чертежам) введён в эксплуатацию на Макеевском металлургическом заводе (1933). В конце 1940-х гг. советскими учеными и инженерами (А.И.Целиков, А.В.Истомин и др.) была разработа первая собственно советская конструкция Блюминга (работа была удостоена в 1951 г. Сталинской премии 2-й степени).
Современный блюминг состоит из 2 прочных стальных станин, скреплённых в жёсткую систему, в них закладываются при помощи специальных подушек 2 валка диаметром 1,0 — 1,3 м, причём верхний валок при помощи особого электрического устройства может подниматься и опускаться в зависимости от толщины прокатываемого слитка.
Технология
Технологический процесс прокатки в цехе Блюминг включает:
- доставку горячих слитков на железнодорожных платформах из сталеплавильного цеха к нагревательным колодцам;
- подогрев слитков в вертикальном положении в колодцах до 1100—1300°С (в зависимости от марки стали);
- подачу каждого слитка на слитковозе к приёмному рольгангу Блюминг;
- взвешивание слитка и подачу его по рольгангу к валкам Блюминг;
- прокатку в 11—19 проходов с обжатием 40—120 мм за проход и промежуточными кантовками на 90° (кантовка и перемещение полосы вдоль валков осуществляются манипулятором).
У полосы, поступившей к ножницам, отрезают передний и задний концы, после чего она передаётся на заготовочные станы. Часто полосу разрезают на отдельные блюмы или слябы, которые передаются рольгангами на холодильник и затем на склад. Выход блюмов и слябов составляет 85—90% массы слитков. Применение Блюминг позволяет разливать сталь в крупные слитки, повышает качество готового проката.
Где применяется сортовой прокат?
Данный вид проката используют в основном в качестве заготовок для различной продукции. К примеру, шестигранный пруток является исходным материалом для изготовления болтов и гаек. Цилиндрические детали вытачивают на токарных станках из круглого проката. Производство оконных рам, различных каркасов и стеллажей не обходится без углового проката.
Профиль с квадратным сечением широко используется для изготовления декоративных лестничных оград, ворот, заборов и других изделий из металла. Стальные полосы применяются при изготовлении всевозможных металлических конструкций. Из таких полос можно получить гнутые профили — швеллер, уголок и другие профили более сложной конфигурации.
Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее. Также обратите внимание, что это общая схема
На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее. Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.

Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).

Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.
Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля. Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.