

Влияние формы конечного изделия
Успешное выполнение гибки связывается также с конечным углом гиба α и минимально допустимым радиусом гиба r. Предельно возможные значения отмеченных параметров зависят от:

- Вида гибки, которая может быть свободной (без опоры средней части заготовки на матрицу), либо с калибрующим ударом, всегда выполняемым в конце рабочего хода штамповочного оборудования;
- Материала заготовки и наличия/отсутствия предшествующей термической обработки, в частности, отжига (применяется для сталей, поставка которых производится в соответствии с требованиями ГОСТ 1050 и ГОСТ 27772);
- Размеров, допусков и конфигурации заготовки в ее поперечном сечении;
- Температуры деформирования.
При свободной гибке вдоль линии изгиба прутка поперечной деформации практически не происходит. Ввиду этого при окончании деформации металл получает возможность распружиниться, уменьшив тем самым требуемый угол гиба. Пружинные свойства металла численно выражаются коэффициентом пружинения, который всегда возрастает при увеличении содержания легирующих добавок и процентного содержания углерода. На практике пользуются экспериментальными зависимостями угла пружинения от соотношения r/R, где r — угол гиба, а R — радиус исходной заготовки. Для прутков, имеющих форму квадрата, вместо значения R в расчёт принимают так называемый эквивалентный радиус Rэ = 1,13√А, где А — сторона квадрата.
При определении фактического угла пружинения можно пользоваться следующей таблицей:
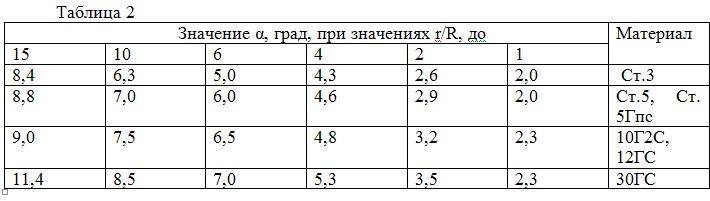
Для того, чтобы при гибке не происходило трещинообразования во внутренних углах заготовки, следует придерживаться определенных значений радиусов гибки rmin. Для сталей, деформирование которых происходит в состоянии поставки (т.е., без предварительного отжига проката), значения rmin принимают по следующей таблице
Приведенные данные справедливы применительно к гибке арматурных стержней в холодном состоянии.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
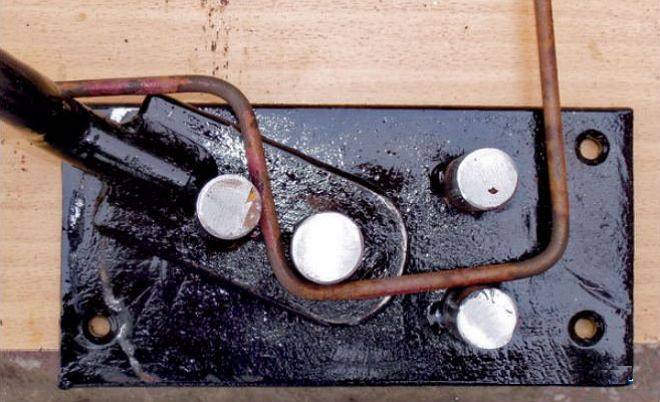
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)

Чертеж подвижной части

Чертеж неподвижной части
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
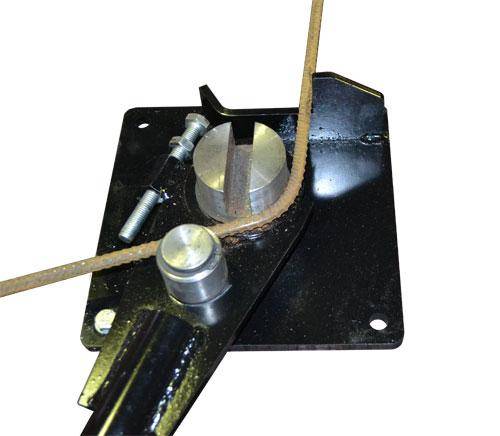
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

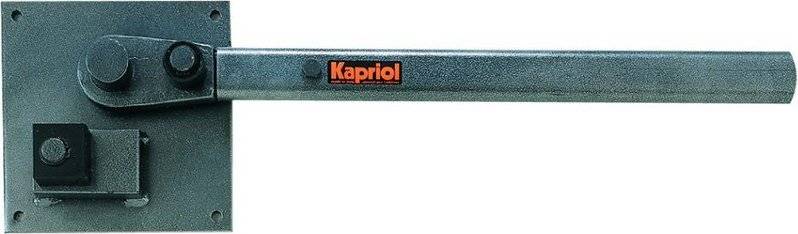
Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.
Гибка арматуры без специального устройства
Когда нельзя использовать станок для сгибания арматуры, некоторые стараются выполнить процедуру, используя подручные средства. Однако тут нужно помнить, что подобная самодеятельность может стать причинной получения серьезных травм: арматура может отпружинить и нанести увечья.










При хорошей физической форме гибка арматуры может быть произведена без станка, если диаметр прутка не больше 8 мм. Но есть большая вероятность того, что сгиб будет чрезмерно большим, и гнутый пруток не будет отвечать предъявленным к нему требованиям.
Заметно улучшить результат позволит самодельное устройство из двух стальных труб, при помощи которых в домашних условиях может быть выполнено даже сгибание прутков большого диаметра. Увеличить диаметр арматуры позволит использование очень длинных труб.
Схема работы самодельного гибщика арматуры довольно проста: один конец арматуры фиксируется в одной трубе, а вторая труба надевается на свободный конец прута. Чтобы согнуть прут, наступают на одну из труб, вторую же вместе с концом арматуры, находящейся в ней, поднимают вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, врыть в землю или даже забетонировать.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов
Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.










Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Пошаговая инструкция по сборке
Станок из домкрата
При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.









Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия.
- Радиус загиба арматуры имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

Требования к минимальному радиусу загиба стержней периодического и гладкого профиля.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Как построить угол 60 градусов с помощью циркуля и линейки или линейки
На этой странице показано, как построить (нарисовать) угол 60 градусов с помощью циркуля и линейки или линейки. Эта конструкция работает путем создания равносторонний треугольник. Напомним, что в равностороннем треугольнике все три внутренние углы 60 °. Мы используем один из этих углов, чтобы получить желаемый результат в 60 градусов. См. Доказательство ниже для более подробной информации.
Пошаговые инструкции для печати
Вышеупомянутая анимация доступна как распечатываемый лист с пошаговыми инструкциями, который можно использовать для изготовления раздаточных материалов или когда компьютер недоступен.
Проба
Эта конструкция работает путем создания равносторонний треугольник. Напомним, что у равностороннего треугольника все три внутренних угла составляют 60 °. Изображение ниже — это последний рисунок выше с добавленными красными элементами.
равностороннего треугольника.
| Аргумент | Причина | |
| 1 | Отрезки AB, PB, PA конгруэнтный | Все нарисованы с одинаковой шириной циркуля. |
| 2 | Triangle APB — это равносторонний треугольник | Равносторонние треугольники — это треугольники, все три стороны которых имеют одинаковую длину. |
| 3 | Угол APB имеет размер 60 ° | Все три внутренних угла равностороннего треугольника имеют меру 60 °. См. Определение |
— Q.E.D










Попробуйте сами
Щелкните здесь, чтобы распечатать рабочий лист, содержащий два упражнения на угол 60 °.Когда вы перейдете на страницу, используйте команду печати браузера, чтобы распечатать столько, сколько хотите. Печатная продукция не защищена авторскими правами.
Неевклидовы конструкции
(C) Открытый справочник по математике, 2011 г. Все права защищены.
Станок для гибки арматуры своими руками: чертежи, видео – Металл Профи
Простой самодельный гибочный станок для арматуры и прута, подробное описание изготовления с пошаговыми фото.
Приветствую всех любителей самоделок! Сегодня мы рассмотрим изготовление самодельного ручного станка для гибки арматуры и прутьев. С помощью такого приспособления, можно гнуть различные изделия в том числе и декоративные для изготовления ворот, калиток, решёток и прочего.
Самодельный станок сделан на базе большого подшипника, вокруг которого и крутится вся конструкция.
Использованы материалы:
- — большой подшипник;
- — профильные трубы;
- — арматура;
- — круглая труба (для обоймы под подшипник);
- — кусок прочной стали (подойдет кусок рессоры);
- — два подшипника, болт, гайка (для ролика);
- — кусок круглой трубы небольшого диаметра (под болт).
Процесс изготовления станка, показан на фото:
Начинаем с изготовления обоймы под диаметр подшипника. В качестве обоймы, автор использовал кусок трубы чуть большего диаметра, чем диаметр подшипника. Чтобы уменьшить диаметр обоймы, просто вырезаем из трубы кусок металла, а потом молотком сгибаем трубу и завариваем стык.
В центр подшипника, по задумке, должна заходить квадратная профильная труба, делается она съемной для того, чтобы можно было ставить разные насадки на станок. В итоге нам нужно сделать квадратное отверстие в центре подшипника, для решения проблемы автор использовал два куска уголка.
Просто обтачиваем уголок, чтобы он зашел в отверстие, а потом прочно привариваем уголок к внутренней части подшипника. Перед сваркой автор снял защитные пластиковые кольца, чтобы те не расплавились. В завершении смазываем подшипник солидолом и ставим кольца на место.
К обойме привариваем рычаг, а точнее кусок трубы, в который будет устанавливаться длинный рычаг. К этому куску профильной трубы также привариваем куски круглой трубы, в них будет устанавливаться упорный болт, так можно будет регулировать нужный радиус изгиба.
Изготавливаем упор, в который будет заходить конец сгибаемого прута или арматуры. Упор должен быть крепким, тут будут большие нагрузки. В качестве оси автор сварил профильные трубы, а сам упор сделан из рессоры. Выбранная рессорная сталь отлично подходит, она пружинит под большими нагрузками. Изготовленная ось в итоге будет зажиматься в тисках.
- Рычаг для станка, автор сварил из арматуры, он должен быть длинным и крепким, так понадобится минимальное количество сил для сгибания арматуры.
Что касается ролика, то для таких целей автор приспособил два небольших радиальных подшипника, а в качестве оси выступает болт с гайкой. Станок с легкостью гнет довольно толстую арматуру, согнуть которую другими методами не так просто.
С помощью гибочного станка, можно согнуть стальной прут в спираль, в качестве оси используем кусок квадратной трубы, а конец прута вставляется в отверстие трубы. В качестве упора можно использовать, уже не ролик, а кусок стальной трубы, отлично подойдет палец от поршневой системы автомобиля.
- Дополнительно, можно изготовить приспособление для холодной ковки — «улитка».
- С помощью вот такого не хитрого приспособления, можно легко гнуть арматуру, прут, и изготавливать элементы холодной ковки.
- В этом видео, можно посмотреть, гибочный станок, в работе:
Автор самоделки: Игорь Андрейчук.
Виды оборудования
Выпускаются два типа:
- Механические приспособления.
- Приборы с электрическим приводом.
Ручной гибочный станок и приводной аппарат предназначены для придания арматуре необходимой конфигурации для последующего использования в железобетонных работах.
Схема действия обоих видов устройств едина: деталь жестко фиксируется между центральным и упорным валом. Последний не дает заготовке провернуться или сдвинуться. Деформация на нужный угол производится при помощи третьего, гибочного ролика. Закругление осуществляется в любую сторону – по часовой стрелке и против нее.
Если ручной агрегат работает на угол не более 90°, реже – до 110°, то электрический гибочный станок для арматуры дает возможность регулировки в диапазоне от 5° до 180°, при этом потери прочностных показателей металла при предельных значениях изгиба не превышают 10%.
Гибкие материалы: Что такое гибкая битумная черепица
1. Простейшая конструкция. По сути это стандартный трубогиб, применяемый для арматуры небольшого диаметра – до 12 мм, реже до 20.
2. Относительно небольшой вес – в среднем около 15-25 кг.
3. Мобильность. Относится к категории переносного оборудования и устанавливается на любое ровное основание или верстак.










5. Возможность сборки самодельного станка.
Схема ручного оборудования простейшая – рычаг и несколько валов, при небольшой сноровке несложно сделать его самостоятельно. Для этого к металлическому основанию (станина, плита) нужно приварить штырь круглого сечения или уголок, который возьмет на себя роль упора. Затем изготавливается поворотная стальная платформа, которая оснащается рычагом, центральным и гибочным валом.
Агрегат, сваренный на плиту, можно отнести к переносным вариантам. Для него обязательно надо предусмотреть методы крепления. Например, это могут быть отверстия под болты для последующего прикручивания к основанию.
1. Высокая производительность. На операцию требуется не более 10 секунд.
2. Работа с прокатом любого диаметра. Выпускаются станки для легкой арматуры сечением до 20 мм, тяжелой – 22-40, сверхтяжелой – 40-80.
3. Мощность электропривода – до 5 кВт.
4. Наличие системы автоматического управления. Участие оператора минимальное и предполагает несколько ступеней защиты. Некоторые модели снабжаются смешанным управляющим блоком, поэтому агрегат может работать как в ручном, так и в авторежиме.
5. Стационарность. Гибочный станок устанавливается на ровной, сухой, жестко фиксированной платформе, строго центрируется. Частые перемещения не приветствуются.
6. Приличный вес – достигает 400 кг.

7. Высокая цена – начинается от 85000 рублей и выше. Б/у устройства можно брать в аренду с посуточной (от 1000 рублей) или помесячной оплатой (от 25000) с обязательным внесением залоговой стоимости.
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.





