

Введение

Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
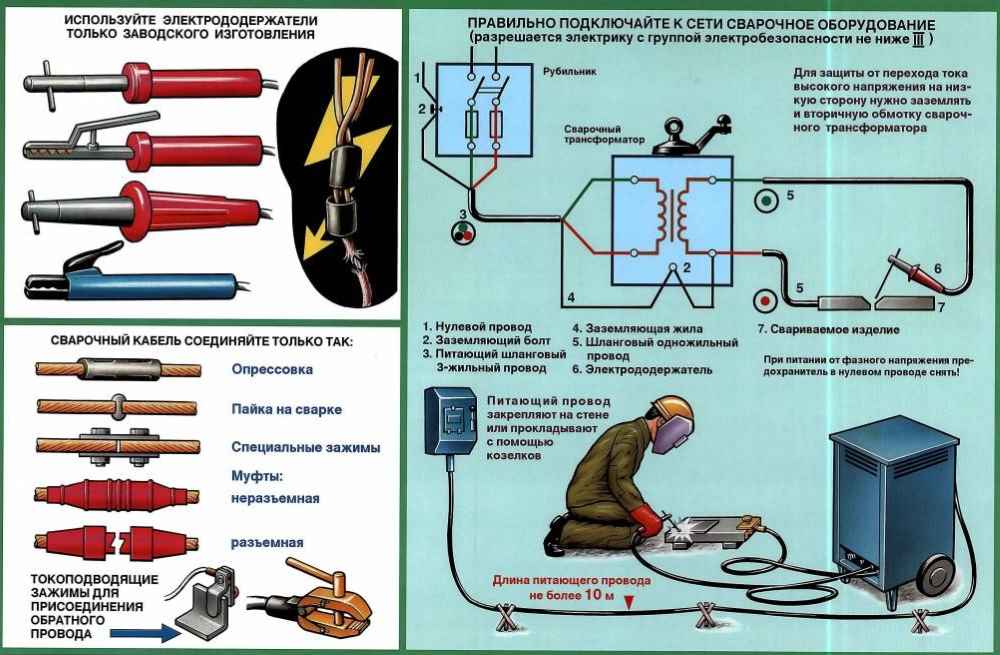
Защитные приспособления и одежда
Безопасность сварщика и окружающих его вещей особенно важна, если речь идет о работе в условиях домашней мастерской или небольшого частного предприятия. Обязательными элементами защиты рабочего считаются:
сварочный шлем, маска или очки. Маска – оптимальный вариант, поскольку защищает не только глаза от слепящего света электрической дуги, но и кожу лица (и частично шеи) от ожогов брызгами расплавленного металла и искрами. Также в определенной мере маска предохраняет дыхательные пути. Прозрачные очки рекомендуется использовать в том числе при резке металла и обработке кромок. Темный щиток маски предохраняет кожу от избыточного и специфического «сварочного загара», который может вызвать рак кожи;
перчатки или рукавицы с крагами (защитными элементами на запястья и выше). Материал перчаток должен быть максимально плотным, не плавящимся (обязательное условие, поскольку нагрев может быть значительным), и при этом достаточно мягким для удобства работы. Плотная фиксация на кистях нежелательна, перчатки должны свободно облегать руку;
куртка или передник из плотного, не склонного к возгоранию материала. Также может использовать комбинезон или полукомбинезон;
плотная, легко выдерживающая температурные воздействия обувь
Важно, чтобы в обуви не было открытой шнуровки, гвоздей в подошве и других металлических элементов;
при работе в неудобных местах, с вынужденным укладыванием на пол или стоянием на коленях применяют наколенники, специальные подставки и коврики.
Согласно нормативам, сварщики также должны применять респираторы. Однако чаще всего домашние мастера отказываются от него, мотивируя это неудобством работы и коротким ее периодом.
Важно: люди, имеющие проблемы с дыхательными путями (частые случаи бронхита или ангин, недавно перенесенная пневмония, наличие астмы или аллергии) в обязательном порядке должны использовать респиратор во время сварки!
Материал перчаток (рукавиц, краг) и одежды, предназначенных специально для сварщиков, маркируется «ТР», то же касается обуви. Рекомендовано изготовление спецодежды для сварщиков из натуральных материалов (брезента, хлопка, натуральной кожи) с дополнительной пропиткой огнезащитными веществами. В бытовых условиях подойдет плотная джинсовая или брезентовая одежда, длинные передник и нарукавники (за неимением краг) из брезента или кожи, кожаные перчатки. Но рукавицы или перчатки лучше все же приобрести специализированные.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
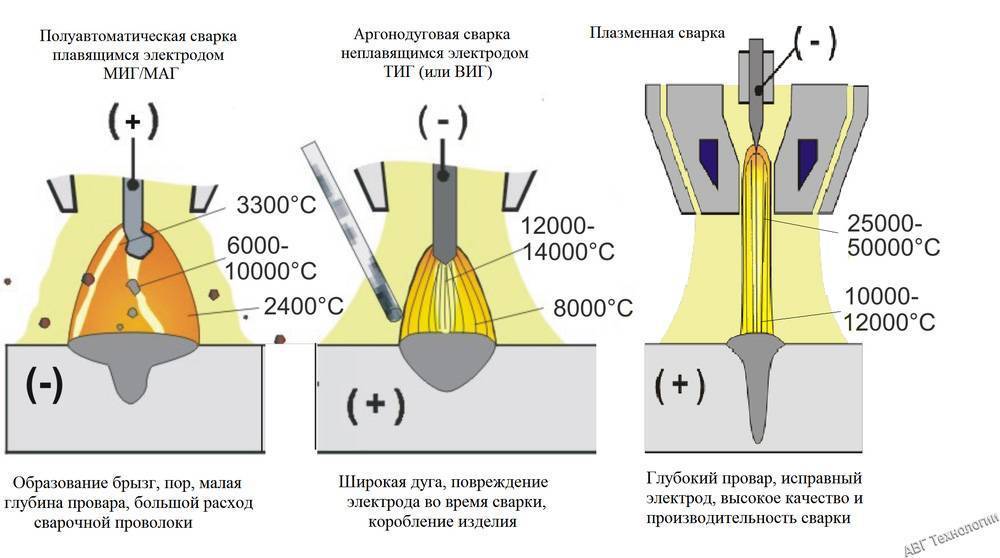
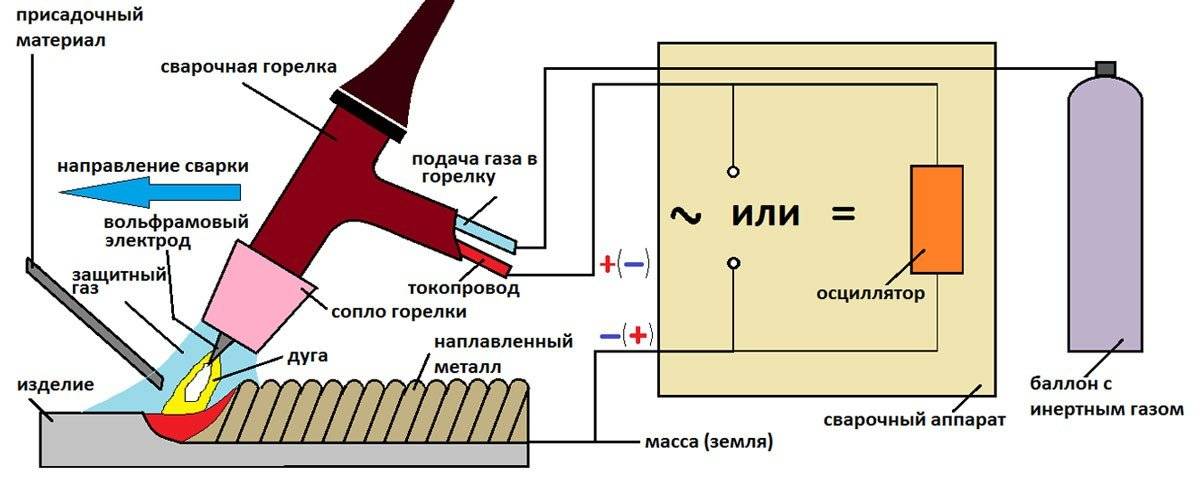
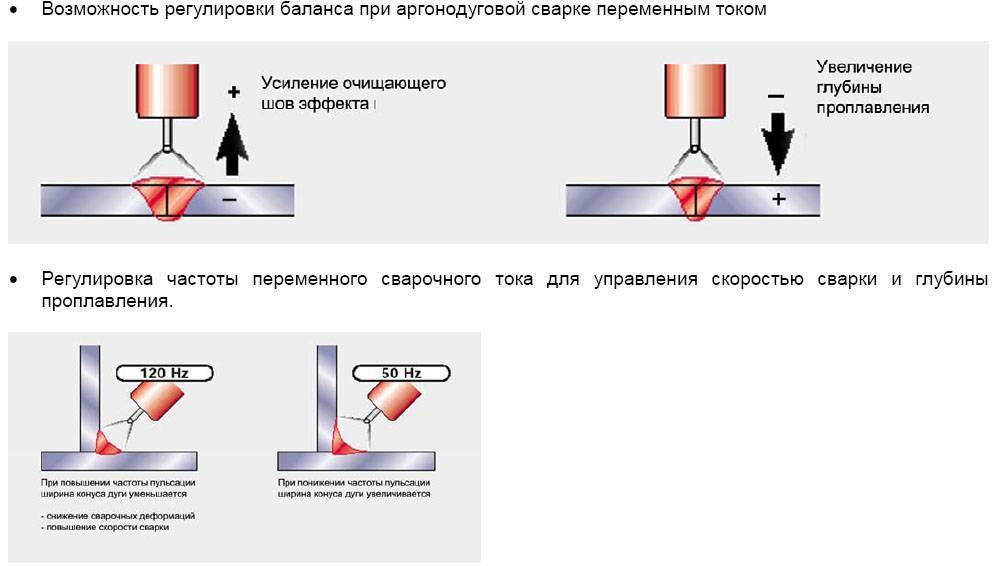
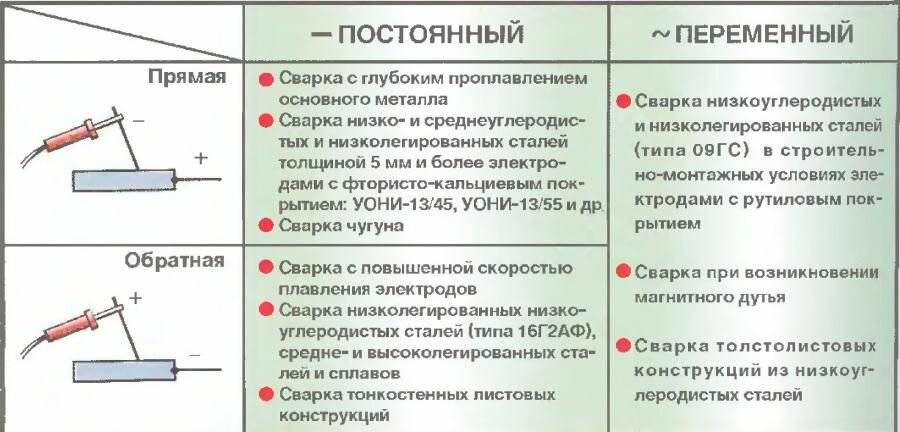
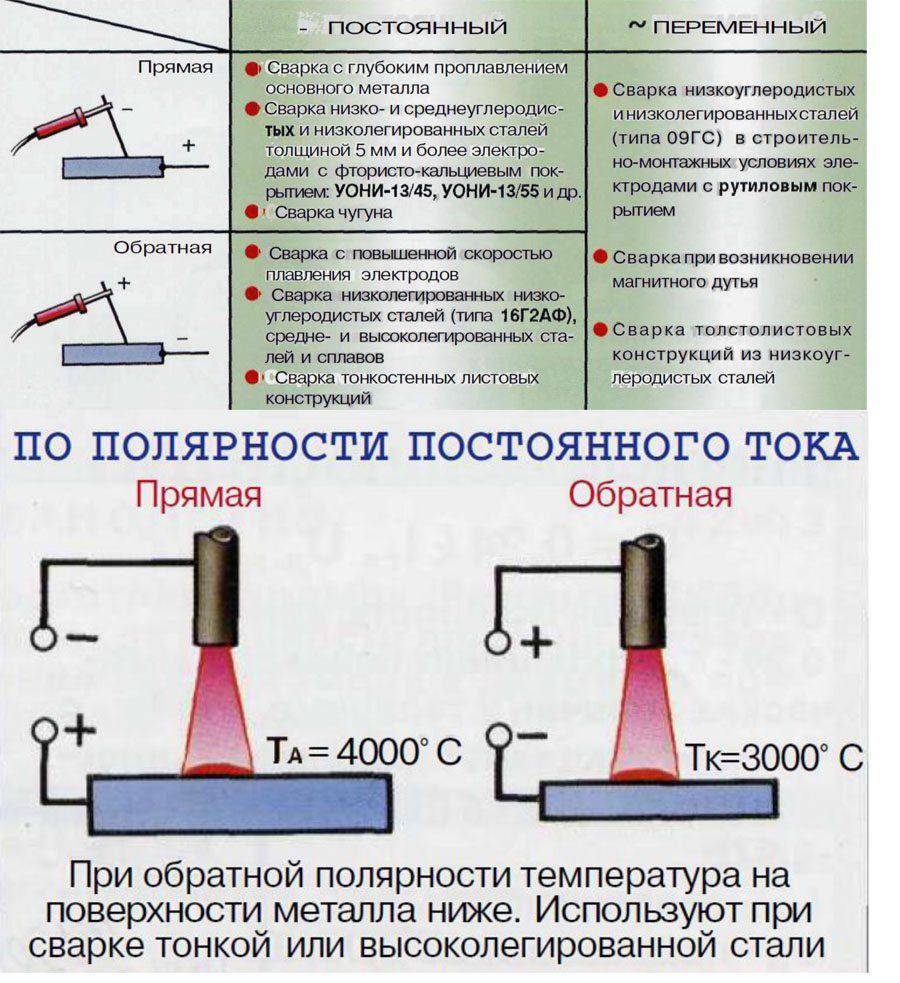
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
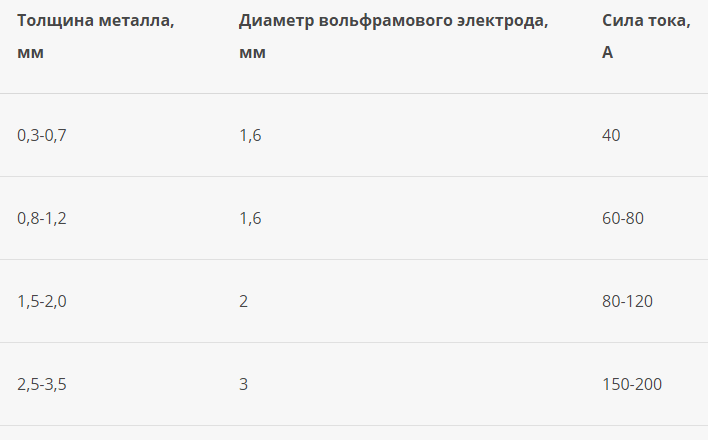
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности
Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
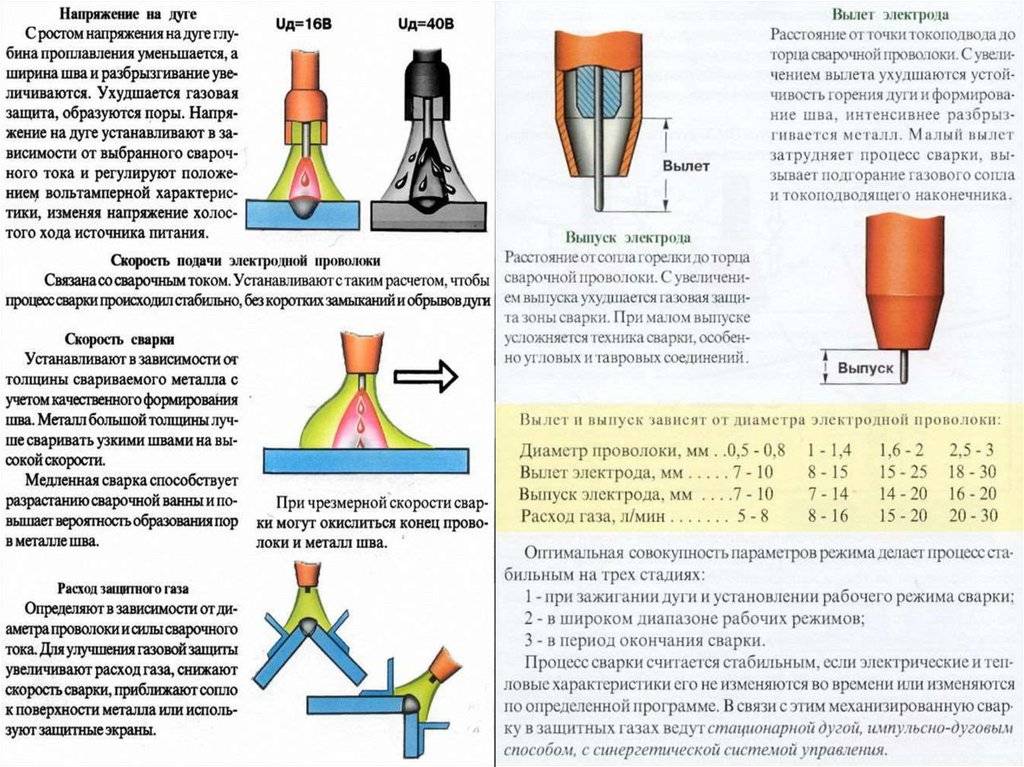
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление
Особенно это важно при TIG сварке дорогостоящих металов, таких как титан, алюминий и медь
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам
При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
На каком оборудовании осуществляется аргонная сварка
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Для обработки листов металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это даёт качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
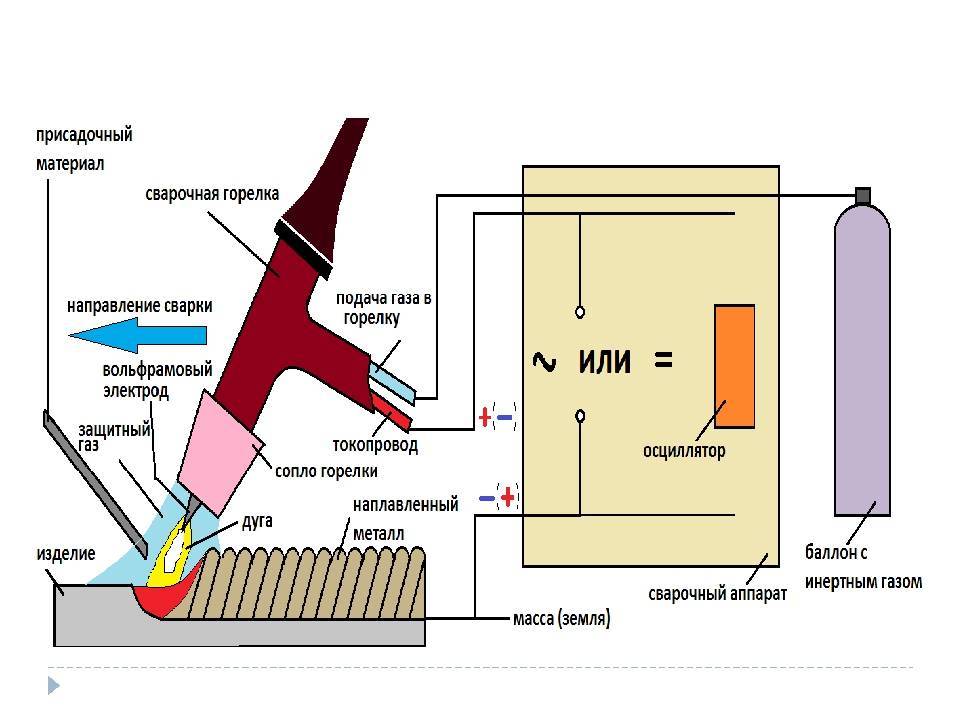
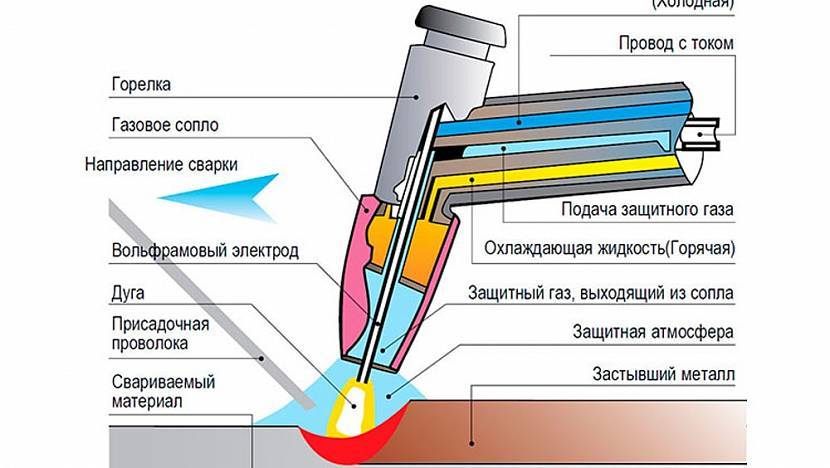
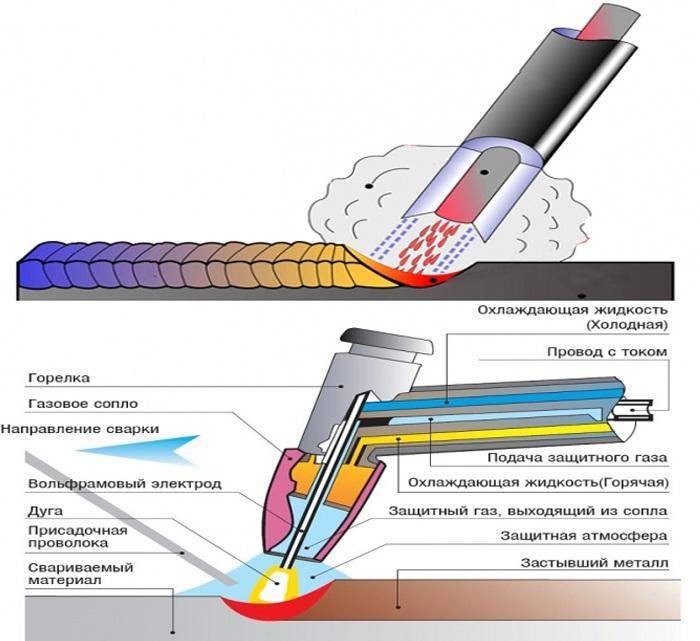
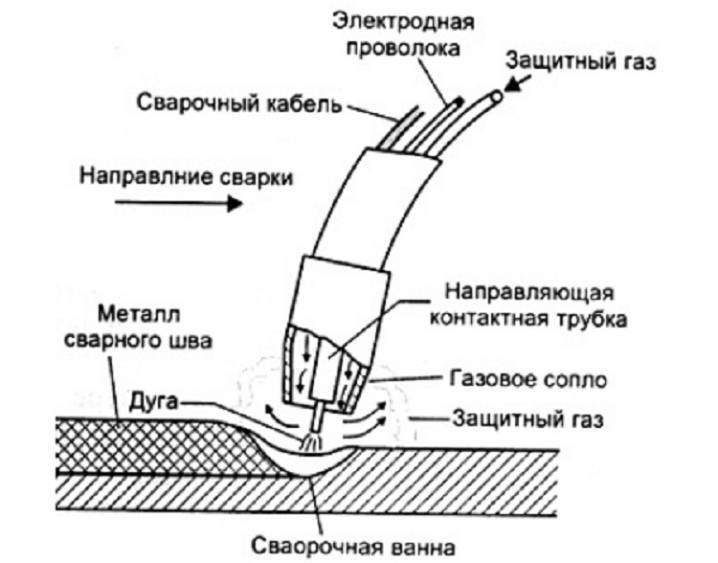
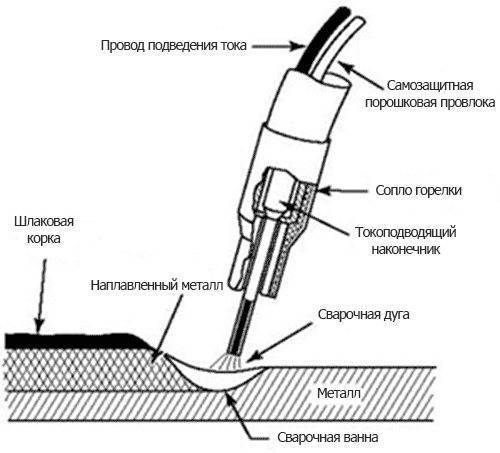
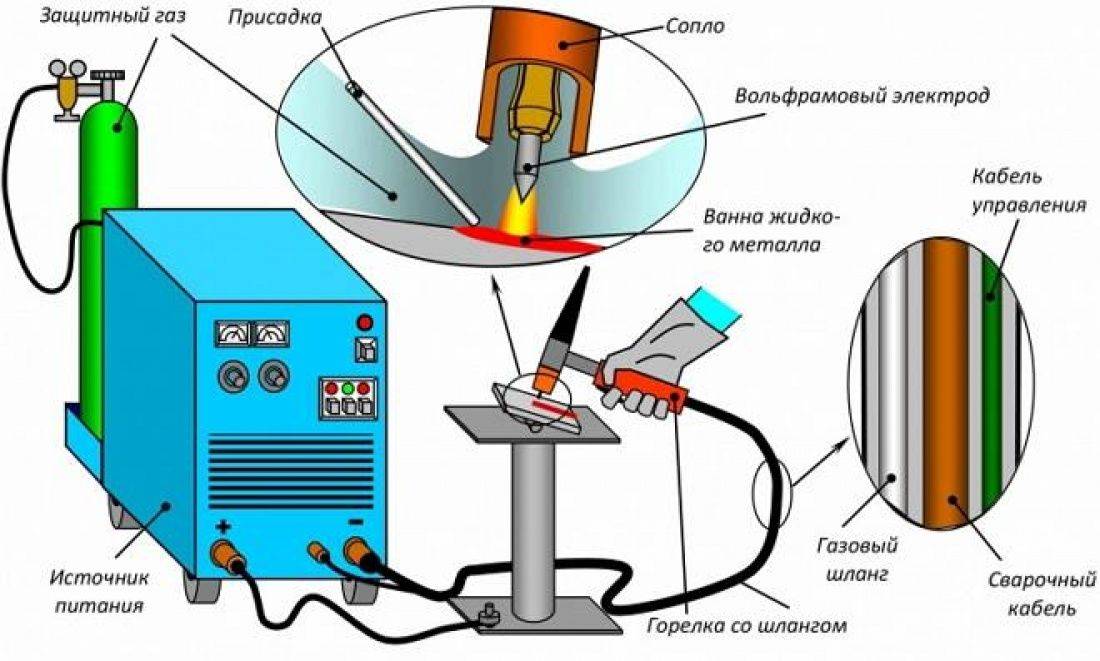
Горелка необходима для подачи электроэнергии и формирования газовой защиты.
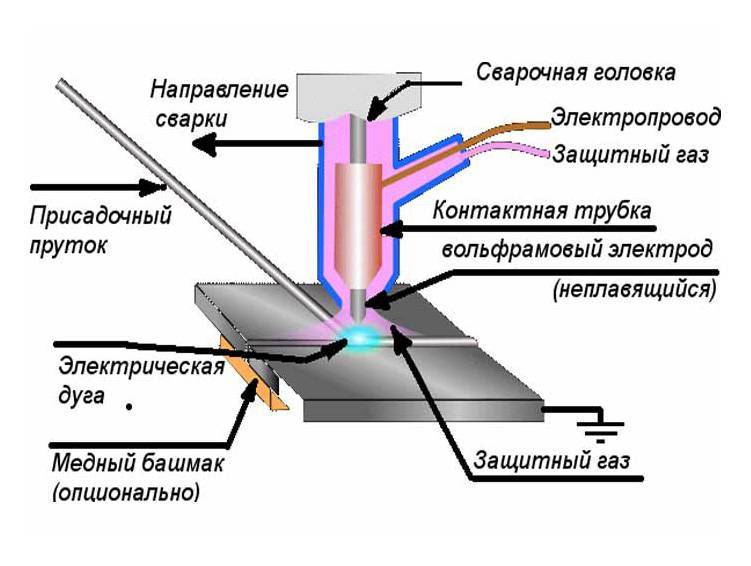
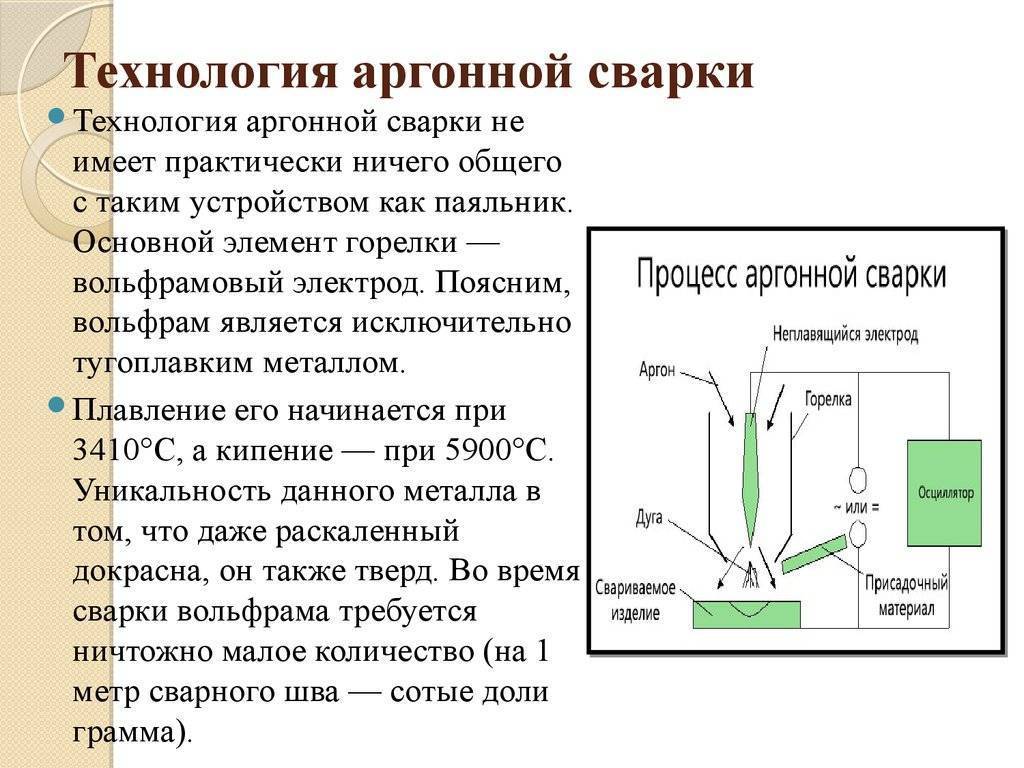
Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки
Технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
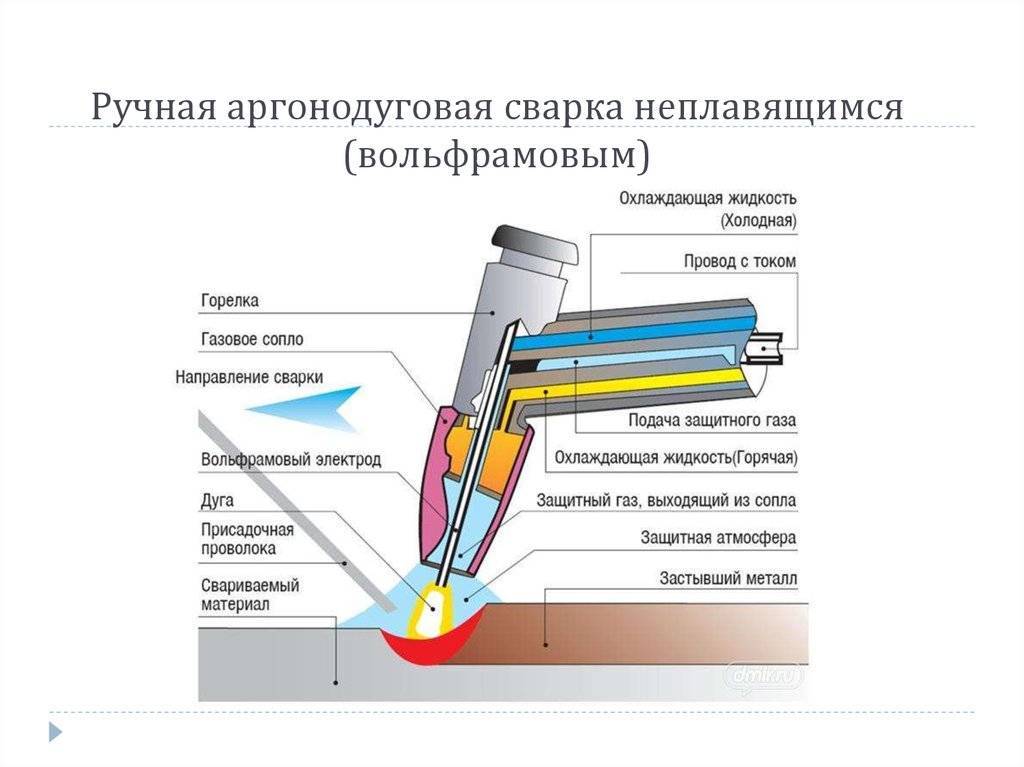
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.



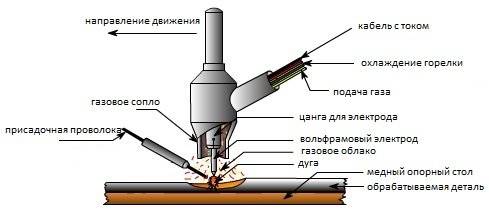
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
Горелка с неплавящимся электродом
Это единственный способ для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
При механизированной аргонной сварке горелка состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Благодаря отсутствию брызг металла вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для образования равномерного потока газа. Эта сварка популярна в непромышленных масштабах.
Горелка с плавящимся электродом
Используют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
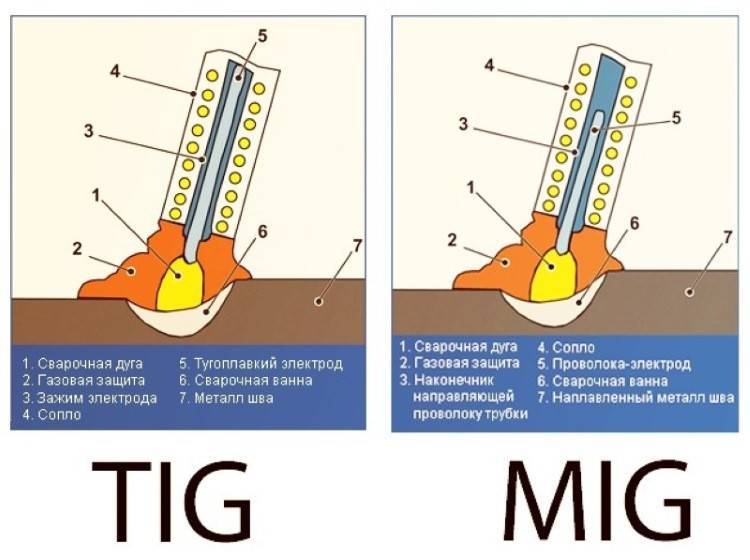
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
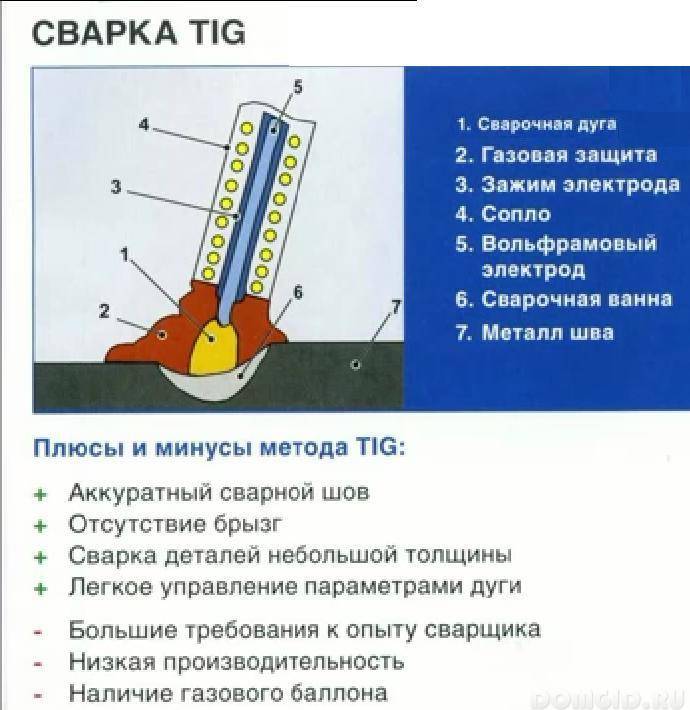
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа. 
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG. 
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.
ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Методы сваривания нержавейки
Для соединения листовой стали или сложных конструкций применяют несколько способов, помогающих получить шов высокого качества.
Неплавящийся электрод из вольфрама
Сварку с вольфрамовыми стержнями выполняют при соединении труб. Главное преимущество — эстетичный вид швов.
Аргонодуговую технологию используют и при формировании резервуаров для хранения жидких и газообразных веществ, эксплуатирующихся под большим давлением. Сварка ведется как с постоянным, так и с переменным током прямой полярности. Для прогрева обрабатываемой области используют горелку с неплавким электродом, через которую поступает газ. Шов формируется за счет плавления присадки.
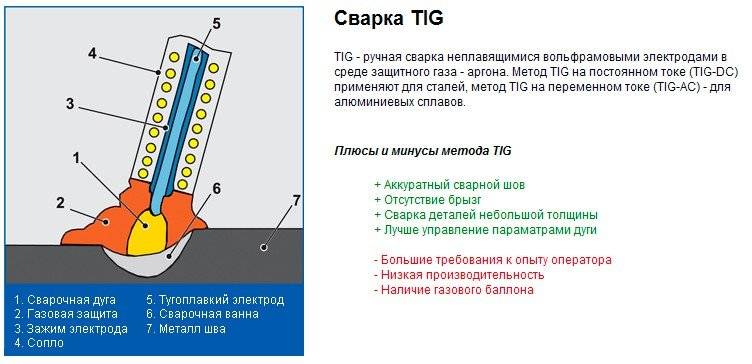
TIG-сварка имеет следующие особенности:
- При проникновении частиц вольфрама в сварочную ванну прочность соединения снижается. Для возбуждения электрической дуги применяют угольную пластину, которая затем переносится на рабочую поверхность.
- Подача аргона продолжается до остывания стержня и шва. Это снижает скорость окисления сварного соединения и электрода.
Использование полуавтомата
Научиться варить таким методом должен каждый начинающий мастер. Полуавтоматический способ отличается высокой производительностью. Надежность получаемого шва не уступает таковой при аргонодуговой сварке, однако эстетические его качества ниже. Полуавтомат позволяет работать с деталями разной толщины. Повышенные требования предъявляют к расходному материалу. В состав должен входить никель, иначе проволока не будет соответствовать стандартам.
Сварку ведут в следующих режимах:
- Короткой дугой. Температура нагрева рабочей области определяется длиной разряда. Небольшое расстояние между горелкой и поверхностью подходит для соединения тонких деталей.
- Импульсный. Проволока подается в сварочную ванну небольшими порциями, что препятствует разбрызгиванию расплава и перегреву деталей.
- Струйный. Перевод аппарата в этот режим помогает заварить заготовки толщиной более 1 см.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки. Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.


Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
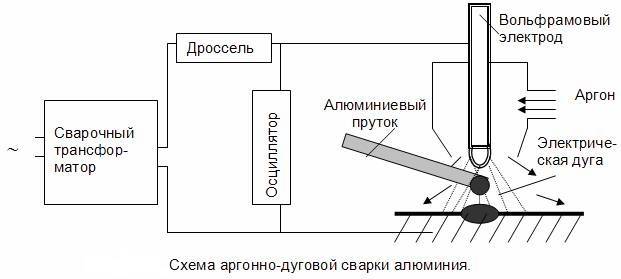
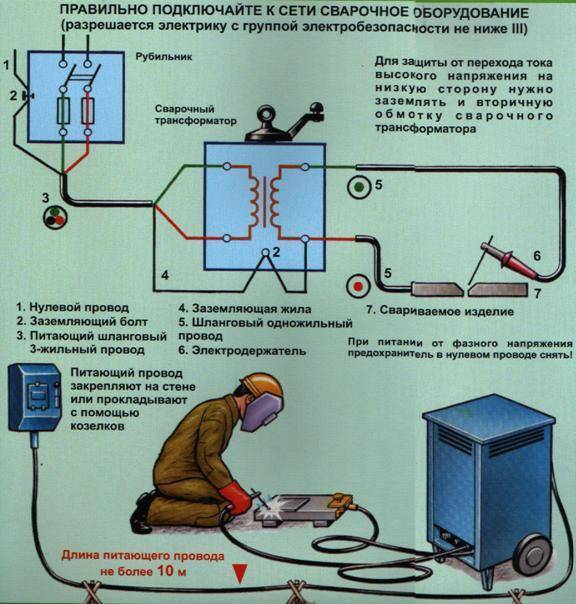
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
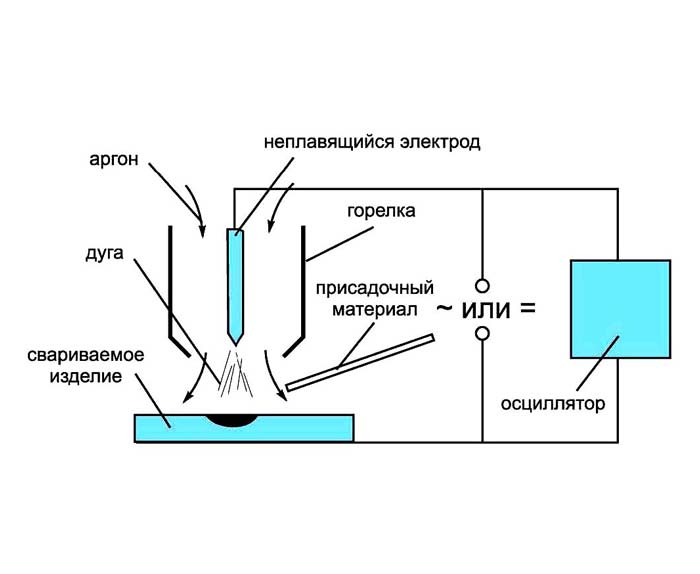
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
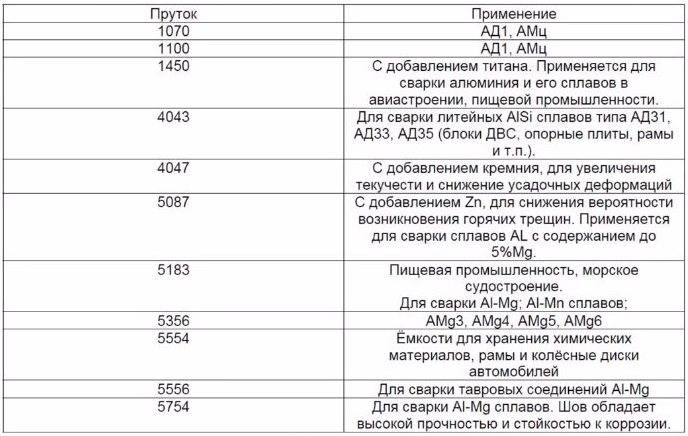
Виды прутков для сварки. Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Зачем проходить обучение сварщику-аргонщику
Современные технологии постоянно меняются. Оборудование для сварки становится сложнее, а материалы и сами элементы, подлежащие соединению, требуют все более тонких и точных манипуляций со стороны сварщика.
Получение удостоверения сварщика-аргонщика дает возможность перейти на новый профессиональный уровень, найти подходящее во всех отношениях место работы и обеспечить себе достойную зарплату.
Законодательство предусматривает необходимость повторного обучения для сварщиков-аргонщиков. Его проходят ежегодно. Регулярное посещение курсов дает возможность:
- освежить уже полученные знания;
- узнать об изменении нормативов и правил, в том числе касающихся техники безопасности и противопожарной защиты;
- научиться работать с новым оборудованием.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Виды аргонной сварки по технологии выполнения
В зависимости от способа выполнения, существует несколько видов сварки аргоном.
Ручная
При таком методе сварщик использует только неплавящиеся вольфрамовые стержни, самостоятельно подает горелку и присадку.

При ручном методе сварщик самостоятельно подает горелку.
Механизированная
Этот вид еще называют полуавтоматическим, т.к. здесь исполнитель работ вручную ведет только горелку, а присадочная проволока подается механизированным способом. Такой принцип часто используют при выполнении аргоновой сварки деталей из нержавеющей стали полуавтоматом.
Полностью автоматическая
Применение автоматического вида аргонной сварки предусматривает, что оператор дистанционно управляет подачей проволоки и горелки. Самые современные системы полностью роботизированы и работают без участия человека. Создание нержавеющих трубопроводов при таком способе проходит эффективнее. Автоматическая сварка неплавящимся электродом в среде аргона чаще всего применяется в разных отраслях промышленности, в домашних условиях использовать этот вид нерационально.

Автоматическая сварка применяется в разных отраслях промышленности.
Общие понятия
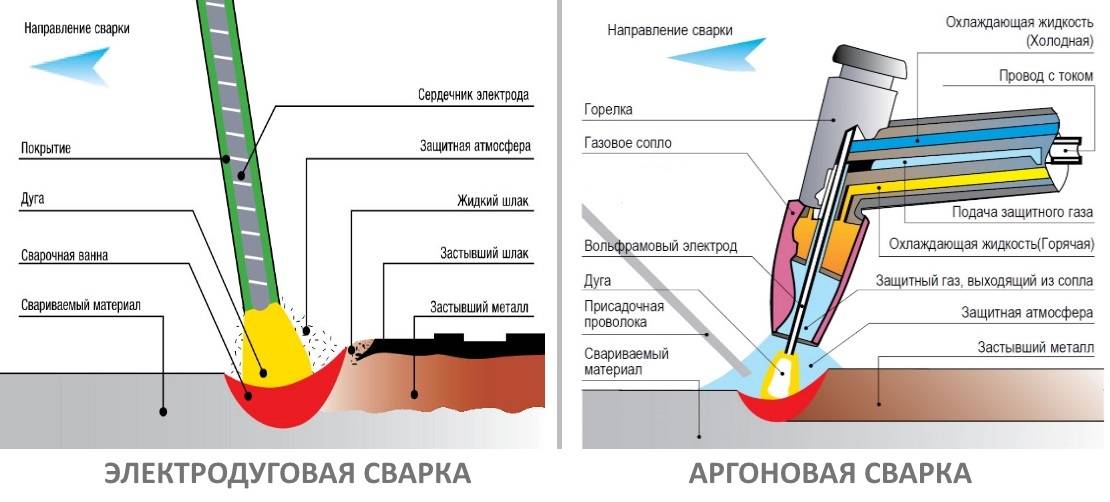
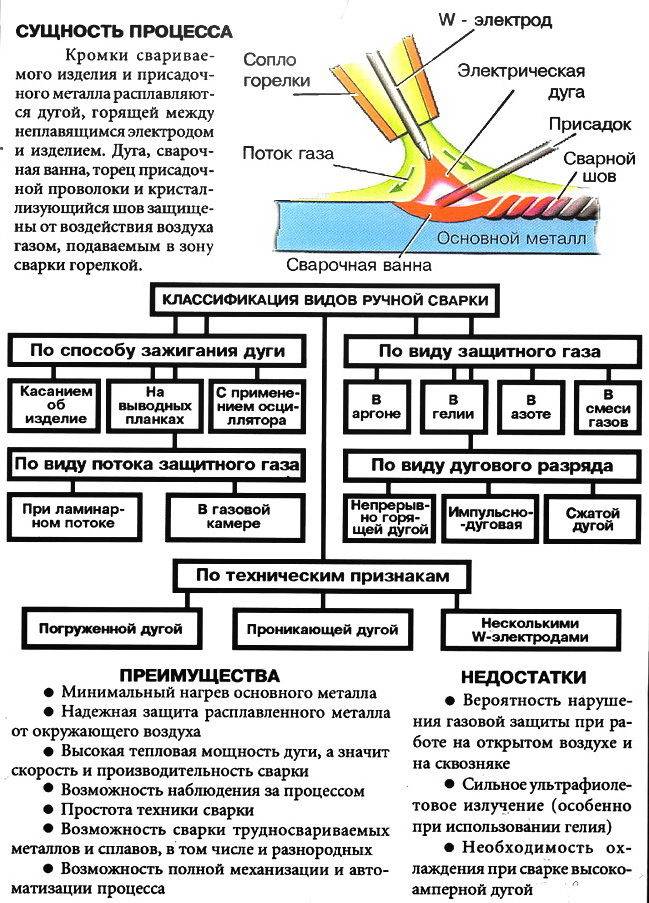
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках. Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Сваривание нержавеющей стали с помощью аргона

Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Условия обучения
Продолжительность курса: 128 ак. часов. Из них теория — 10 акад. часов. Уровень начальной подготовки обучающегося:любой. Выдаваемый документ:Свидетельство о профессии «Электрогазосварщик» с присвоением 2-3 разряда. Удостоверение «Аргонно-дуговая сварка». На экзамен выносятся теоретические вопросы и практическое задание по сварке. Разряд присваивается слушателям, успешно сдавшим экзамен и выполнившим регламент по нормо-часам, качеству и охране труда.
Матвиенко Николай Николаевич
Учредитель НОЧУ ДПО «Русская Академия Ремёсел»
Матвиенко Николай Николаевич
Учредитель НОЧУ ДПО «Русская Академия Ремесел» Член Союза Дизайнеров РФ Автор книг: «Камины, печи, барбекю: Новый Русский стиль», «Карпатские бриллианты». Автор учебника «Технология печных работ» с грифом Минобрнауки . ДПО: Повышение квалификации по теме «Применение электронного обучения и дистанционных образовательных технологий в профессиональном обучении» (16 часов очно) 2020 г. Профессиональная переподготовка по направлению «Педагогическая деятельность в профессиональном образовании» (320 часов очно-заочно) Стаж работы в печном деле более 30 лет Стаж преподавания более 10 лет. 8 (499) 343-9721
Как сварить алюминий аргоном

Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.

Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Преимущества и недостатки
Минусов аргонная сварка имеет немного и перечислить их не составит никакого труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- методом не смогут воспользоваться новички из-за технической сложности.
Преимущества на этом фоне выглядят куда внушительней:
- высококачественные швы;
- благодаря умеренному прогреву металла отсутствует деформация свариваемого шва;
- уникальная возможность работы с широким спектром металлов;
- допускается сваривание неоднородных заготовок;
- применение высокотемпературного режима позволяет значительно ускорить выполнение работы.
Из списка видно, что недостатки относятся к числу незначительных и решаемых проблем. В то время как преимущества обусловлены особенностями оборудования и технологий. Эксклюзивные возможности, которые нельзя получить с использованием любой иной технологии.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва
Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика
Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!





