

Основные способы ведения горелки и присадочного материала
 Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Достоинства и ограничения конструкций ацетиленовых генераторов
Конструкция ацетиленового генератора «Малыш» считается самой лучшей. Этот аппарат компактный и обеспечивает точный расход горючих средств. Он стабильно держит необходимое давление без отклонений. Нужное давление задается вручную. По назначению он относится к передвижным генераторам сухого типа.

Передвижной генератор БАКС-1
Аппараты же комбинированного типа отличаются сильной зашлакованностью. При всех отличных характеристиках, которые они показывают, если вовремя не обнаружить шлаки, сместиться перегородка к вытеснителю. А это приведет к потерям давления ацетилена на выходе.
Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.
Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Что делать, если возник пожар
Неправильное применение ацетилена может привести к печальным последствиям. Этот газ взрывается и приносит сильное разрушение. Что же делать, если возник пожар?
- При возникновении пожара следует незамедлительно убрать из опасной зоны все емкости, наполненные ацетиленом. Те баллоны, которые остались, следует постоянно охлаждать обычной водой или же специальным составом. Емкости должны полностью остыть.
- Если воспламенился газ, который выходит из баллона, то следует незамедлительно закрыть емкость. Для этого следует использовать неискрящийся ключ. После этого емкость необходимо остудить.
- При сильном возгорании тушение огня следует осуществлять только с безопасного расстояния. В такой ситуации стоит использовать огнетушители, наполненные составом, содержащим флегматизирующую концентрацию азота 70 % по объему, также диоксид углерода 75 % по объему, песок, струи воды, сжатый азот, полотно асбестовое и так далее.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.







У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
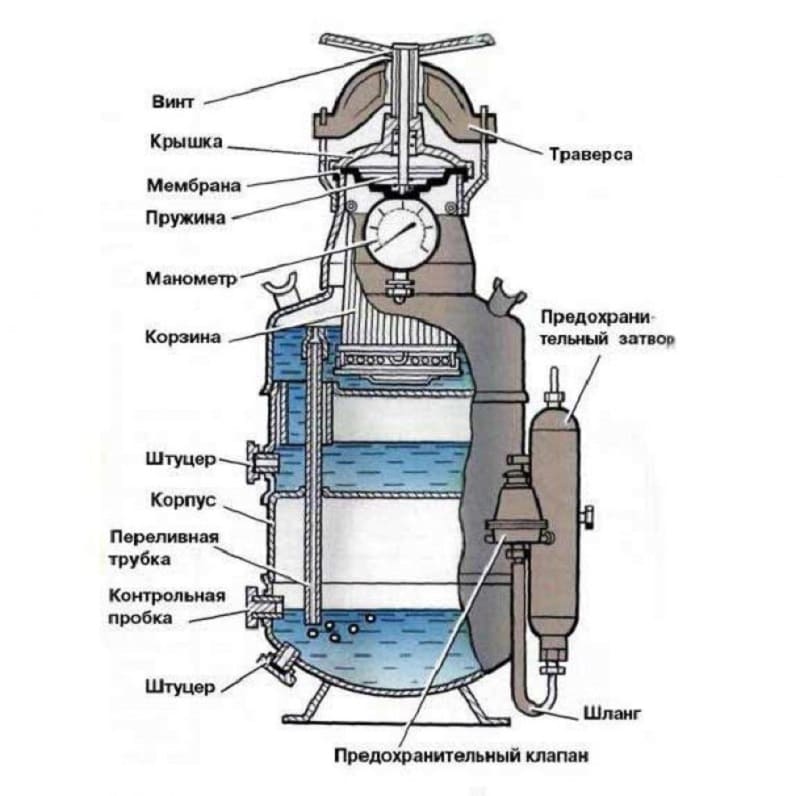
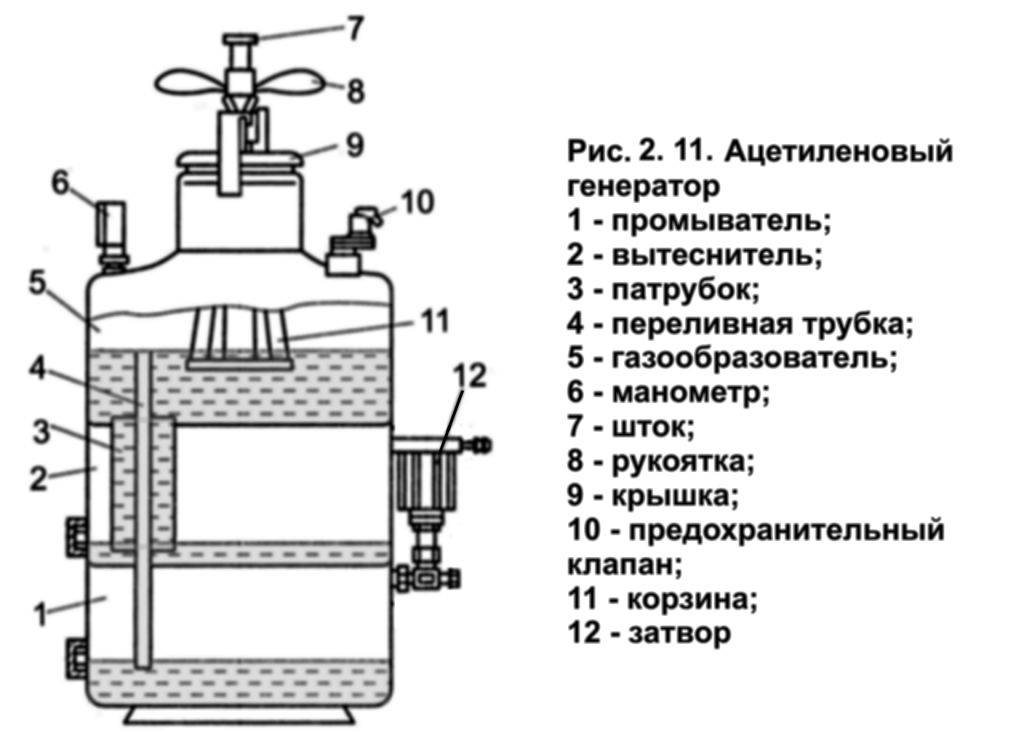
Это интересно: Ацетиленовый генератор — устройство, работа, требования, изготовление своими руками
Газовая сварка ацетиленом и кислородом. Технологический процесс газовой сварки.
Технология газовой сварки.
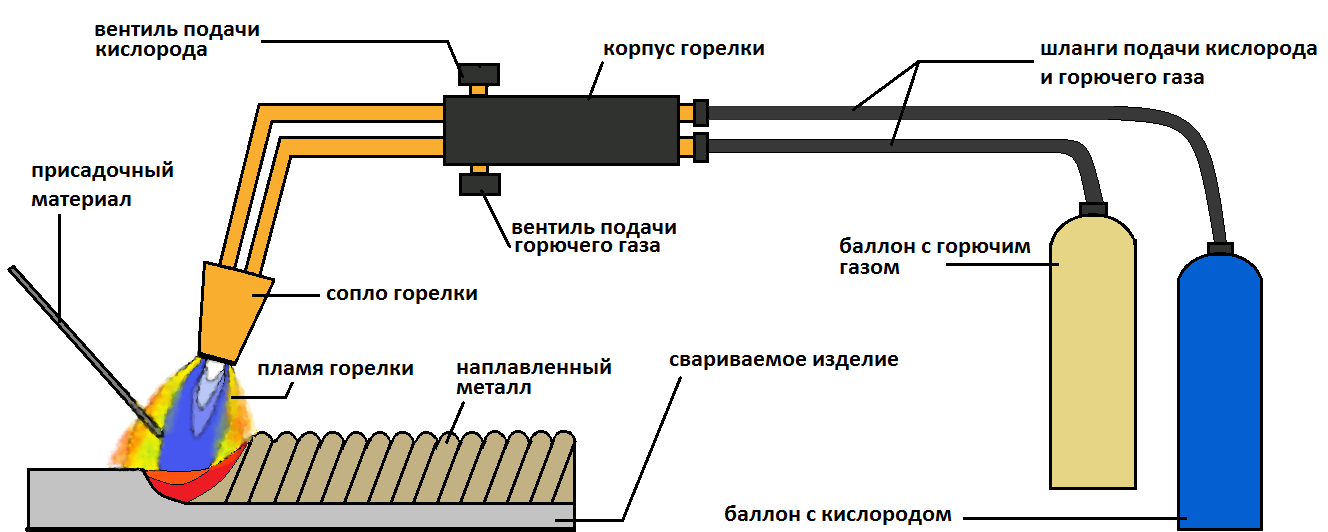
Газовая сварка осуществляется путем нагрева газовой горелкой соединяемых поверхностей до перехода металла в жидкое состояние. При газовой сварке горючий газ сжигается в струе кислорода, и пламя направляется на свариваемое место металла. Горючий газ и кислород по гибким шлангам подводятся в сварочную горелку и смешиваются в ней. По выходе из горелки смесь воспламеняется и дает высокую температуру.
В качестве горючих газов наибольшее применение получил ацетилен. Ацетилен для сварки образуется в особых аппаратах-генераторах, в которых карбид кальция под действием воды разлагается на ацетилен и гашеную известь. Генераторы устанавливаются недалеко от места работы, и ацетилен из них поступает по гибким шлангам к сварочной горелке под давлением от 100 до 150 мм ртутного столба.
Давление газа при газовой сварке.
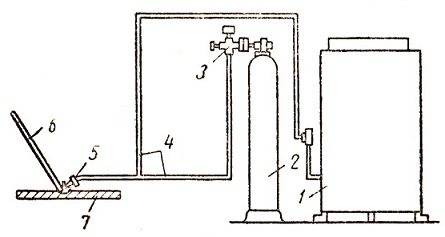
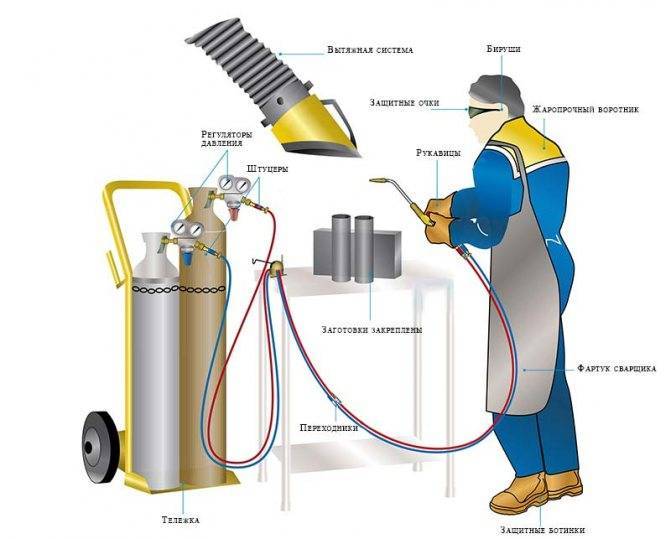
Рис. 1. Установка газовой сварки:
1 — генератор; 2 — баллон с кислородом; 3 — редуктор; 4 — шланг; 5 — горелка; 6 — пруток (присадочный); 7 — изделие.
На рис. 1 представлена принципиальная схема установки для газовой сварки металла. Кислород доставляется к месту работы в стальных баллонах, в которых он находится под давлением до 150 ат. Баллоны окрашиваются в голубой цвет. Кислород из баллона через редуктор, который снижает давление газа до 3 ÷ 10 ат, по второму шлангу подводится в газовую горелку. При отсутствии генератора ацетилен может быть получен с ацетиленовых заводов в баллонах. Ацетиленовые баллоны окрашиваются в белый цвет.
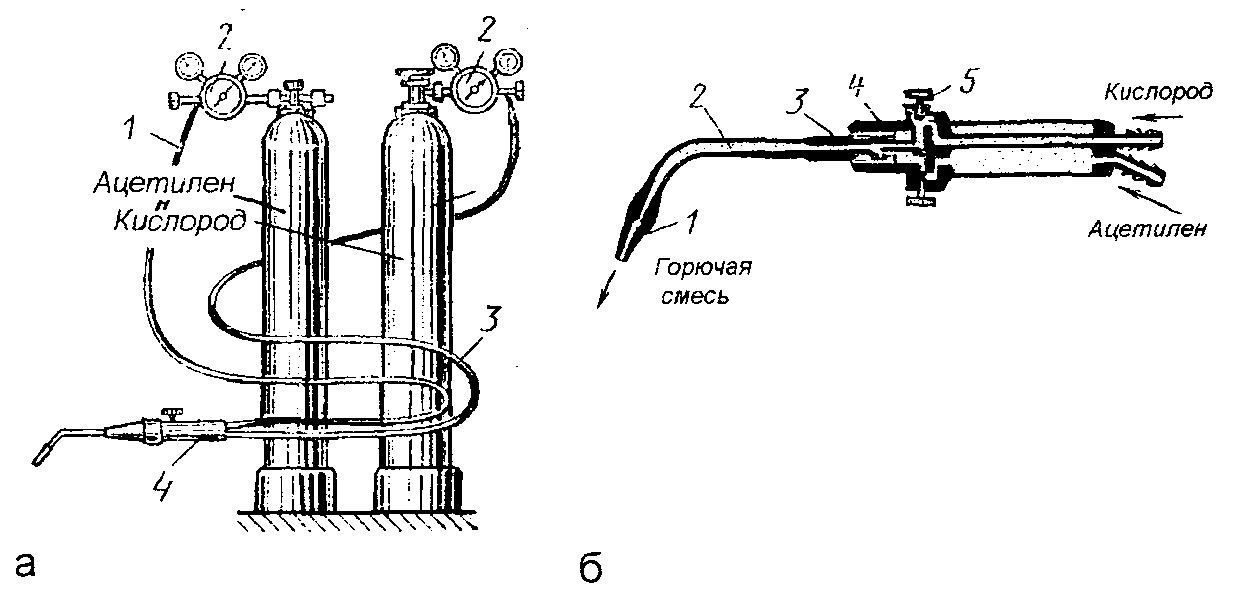
Оборудование для газовой сварки.
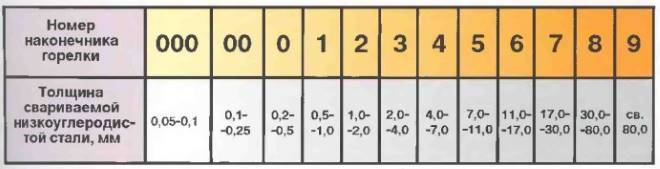
Сварочная горелка (рис. 2) имеет два штуцера 1 и 2 для надевания шлангов, подающих в горелку кислород и ацетилен, запорные краны 3 и 4 для пуска обоих газов и сменный наконечник 5. Размер наконечника зависит от расхода газа в единицу времени и обозначается номерами от 1 до 6. Чем толще свариваемое изделие, тем больше расход ацетилена и тем больший размер должен иметь наконечник.

Рис. 2. Газовая горелка для сварки:
1, 2 — штуцеры; 3, 4 — краны; 5 — горелка.
Газовая сварка пламя.
Пламя горелки регулируется во время работы. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление сварочного шва, а избыток ацетилена — его науглероживание. И то и другое вредно отражается на качестве шва.
Металл для заполнения сварочного шва получается от расплавления присадочного прутка.
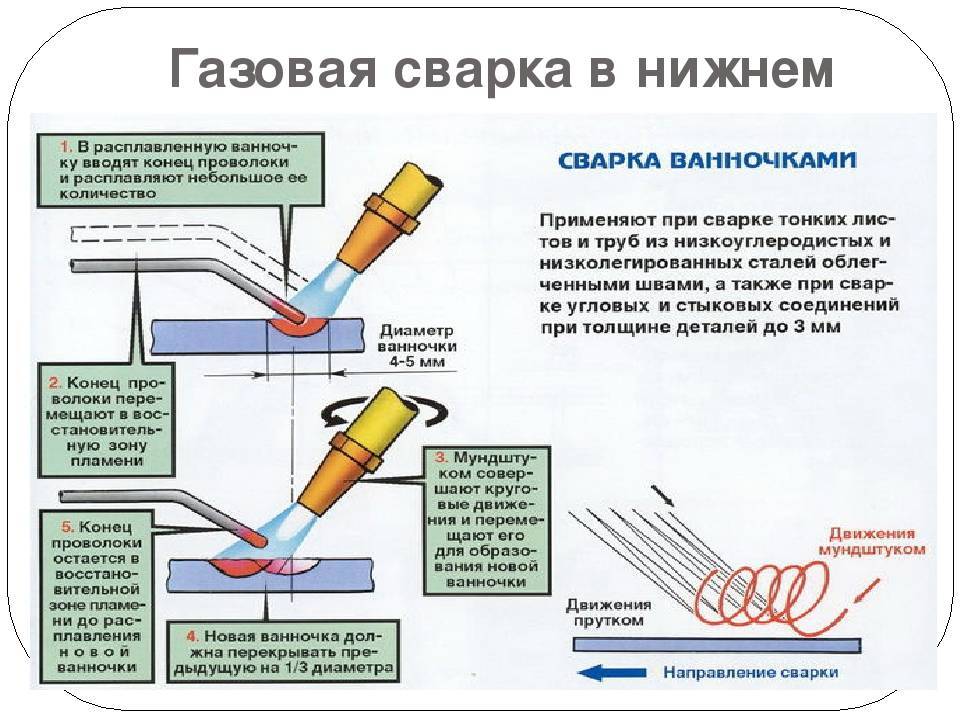
При сварке горелке сообщают небольшое поступательно-колебательное движение вдоль шва. Этим достигается лучшее соединение свариваемых деталей.
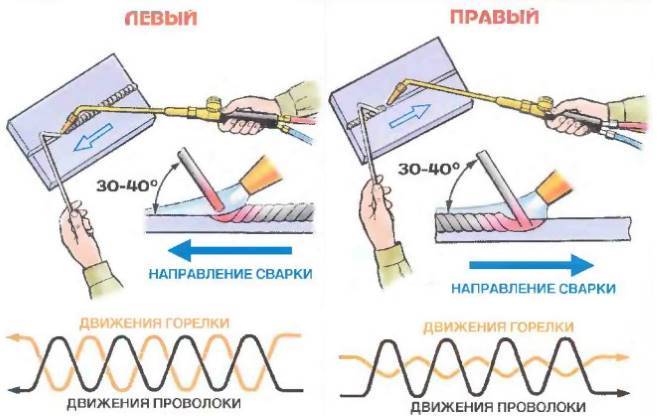
Левый способ газовой сварки. Правый способ газовой сварки.
Сварка разделяется на левую и правую. При левой сварке пламя горелки движется справа налево, позади сварочного прутка. При правой сварке пламя горелки движется впереди сварочного прутка Правая сварка экономичнее левой и дает более качественный шов
Дефекты сварочного шва.
Наиболее часто встречающиеся дефекты сварочного шва — непровар, шлаковые включения, а также перегрев шва металла.
Газовая сварка чаще всего применяется при сварке низкоуглеродистых и специальных сталей небольших толщин, при сварке труб и изделий из цветных металлов, при пайке твердым припоем.
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Сварочная ванна
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Режимы газовой сварки
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
Регулировка данного параметра осуществляется подбором номера наконечника горелки:
Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
- Мощность пламени и ее характер;
- Диаметр присадочной проволоки;
- Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.
Левый способ
При таком методе сварки деталей, сварщик перемещает горелку справа налево, присадка должна располагаться впереди горелки. Пламя направляется от шва. Это обеспечивает сварщику хороший обзор шва и как результат он может обеспечить равномерность ширины и высоты валика. Такой метод сварки применяют при работе с деталями до 5 мм.






Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.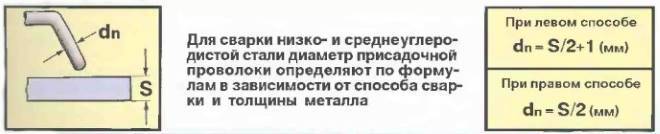
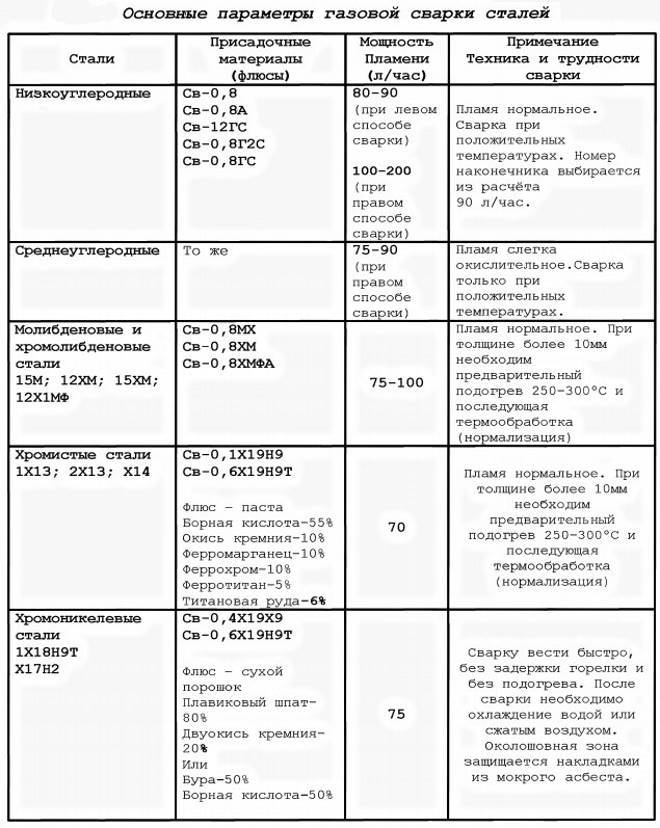
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.
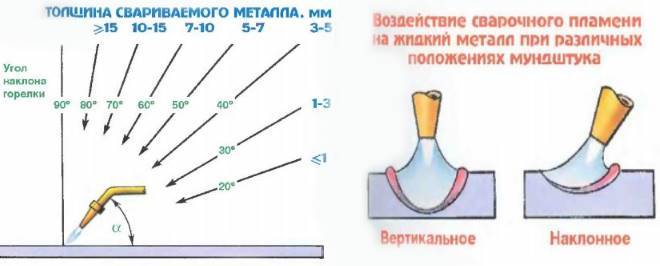
Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
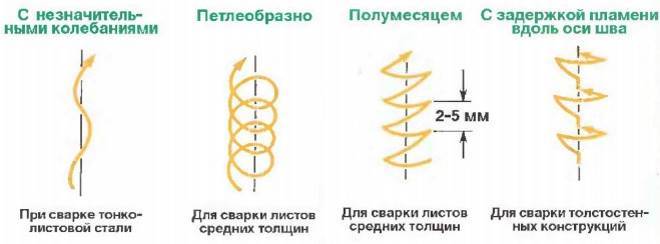
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
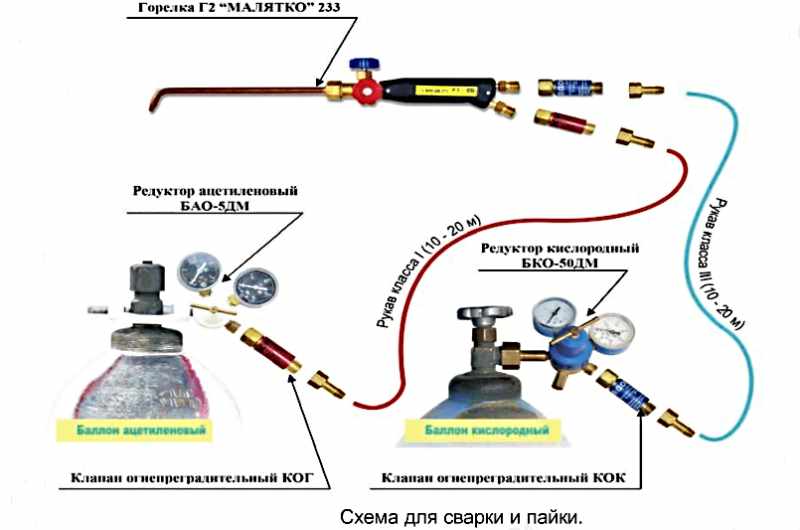
Используемое оборудование
Кислородная сварка предполагает создание шва за счет создания пламени при горении смеси двух газов ацетилена и кислорода. Поэтому необходимо обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
https://youtube.com/watch?v=g9wVooaDzvk
Для решения этих технических задач применяется следующее оборудование:
- баллон для хранения кислорода (обычно используют стандартный стальной баллон ёмкостью 40 литров);
- специальная ёмкость для хранения карбида и выработки ацетилена (такие агрегаты называются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных условиях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки определяет её величину отверстия: самый маленький имеет нулевое обозначение, самый большой пятый).
Устройство оборудования
Сварка ацетиленом и кислородом проводится в различных условиях. С этой целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. Например, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в синем цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это снижает возможность ошибки при монтаже, повышает надёжность и безопасность собранного аппарата.
Можно ли собрать такое устройство самостоятельно
Ацетиленовый генератор можно собрать в домашних условиях собственными руками. Для этого нам понадобятся следующие инструменты и материалы:
- Стальной корпус.
- Перегородка.
- Водяной затвор.
- Карбид.
- Вода.
- Устройство в виде трубки внутри баллона для вывода газа.
- Резак или горелка.
Главное строго соблюсти правила изготовления баллона. Иначе пары ацетилена соединятся с воздухом и образуется сильная взрывчатая смесь.
Используется стальной баллон. С помощью перегородки, которая обязательно должна устанавливаться чуть ниже от центра баллона, разделяете его на две части. Одна часть этого баллона заливается обычной водой, а в другую – засыпается карбид кальция, из которого потом будет получен ацетиленовый газ. Вода по капельнице будет поступать в другую половину стальной емкости и капать на карбид кальция. Соединение с водой вызовет химическую реакцию. В результате образуется газ ацетилен, который по специальной трубке поступает в выходное отверстие, а шлак отсортировывается в сторону.
Вроде все просто и здорово. Но это только так кажется на первый взгляд. Необходимо учесть скачки давления. Такая реакция не постоянна. Иногда она протекает медленнее, другой раз – быстрее. Поэтому можно просто взлететь на воздух, благодаря самодельному генератору. Так как он не прошел сертификацию.
Поэтому рекомендуется не изготавливать самодельные генераторы для создания ацетилена. Тем самым вы убережете себя и тех, кто будет в это время с вами находиться.
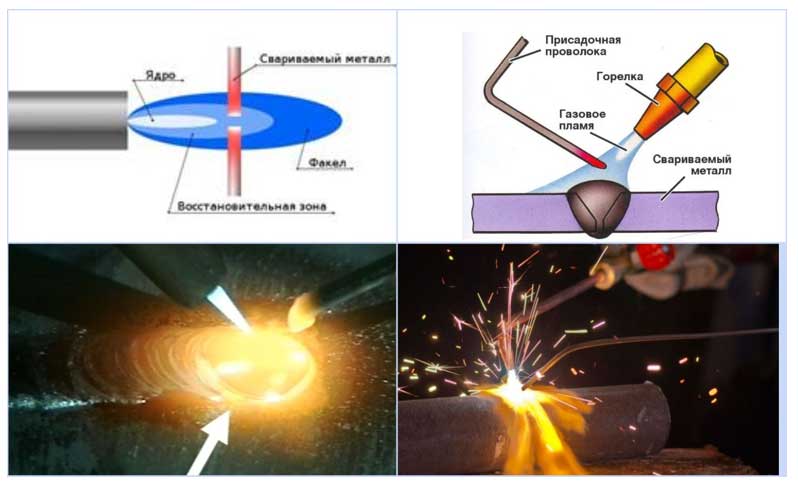
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
- окислительное;
- восстановительное;
- с повышенным содержанием горючего газа.
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени – синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.
Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Восстановительное (нормальное)
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
С повышенным содержимым горючего газа
Имеет название – науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:






- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
Технология
В первую очередь в зону сварки подают ацетилен. Делают это до момента, пока не почувствуется резкий запах, характерный для этого газа. Потом поджигается горелка и начинается постепенная подача кислорода. Горелка должна дать синее пламя.
Газовые баллоны имеют встроенные редукторы, на которых нужно установить давление в 2-4 атмосферы (для ацетилена) и не более двух атмосфер (для кислорода) — это общепринятые показатели.
Если давление ацетилена будет больше, сварочный процесс усложнится, поэтому мы не рекомендуем делать так.
Если вы будете использовать ацетилен-кислородную сварку для соединения черного металла, то лучше создать нейтральное пламя.
Оно выглядит как трёхслойный разноцветный огонёк: его внутренняя часть ярко-голубая с зелёным оттенком, средняя — бледного синего цвета, наружная — практически белая.
С использованием ацителина можно получить четыре вида пламени горелки. Но нейтральный вид считается универсальным, и потому его создают чаще всего. В этой статье мы не будем в деталях рассказывать, как получить нейтральное пламя, так как это сложно.
Вы можете найти обучающие видео уроки или отдельные материалы на эту тему. Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.
Нюансу пламени горелки стоит отвести побольше времени, потому что пламя, которое настроено неверно, может не соединить металл, а наоборот — разрушить его.
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.
Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
| Марка | Характеристики |
| Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
| ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм
Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.





