Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
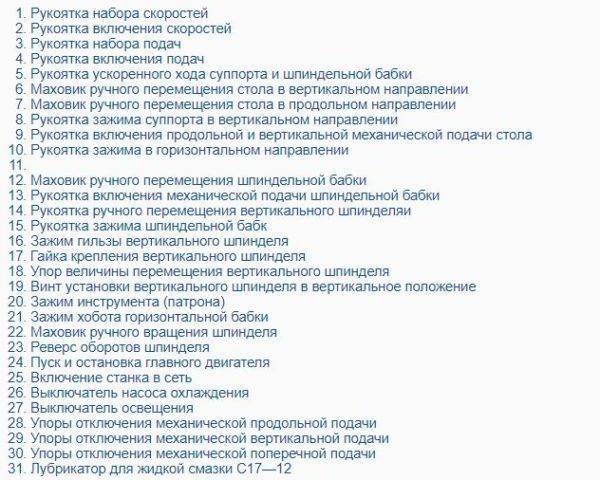
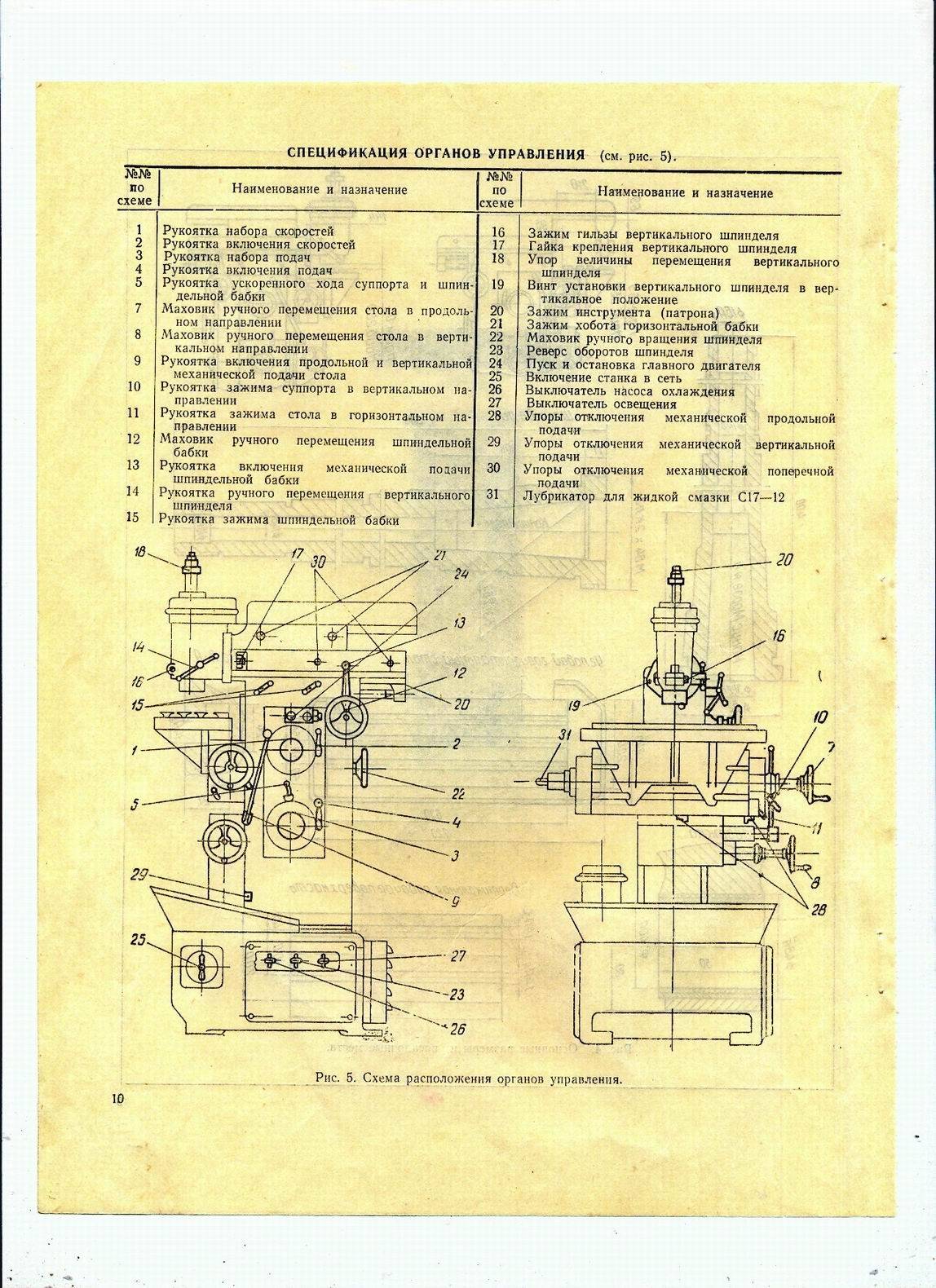
Перечень органов управления фрезерным станком 6В75
- Рукоятки для установки числа оборотов шпинделей
- Рукоятки для установки подач
- Рукоятка включения и переключения направления движения стола и суппорта
- Маховичок ручной подачи стола в горизонтальной плоскости
- Маховичок ручной подачи стола в вертикальной плоскости
- Маховичок ручной подачи бабки горизонтального шпинделя
- Маховичок ручного вращения шестерен коробки скоростей
- Квадрат для рукоятки подачи гильзы вертикального шпинделя
- Рукоятка зажима бабки
- Рукоятка зажима стола на горизонтальных направляющих суппорта
- Рукоятка зажима суппорта на вертикальных направляющих станины
- Кнопочная станция для пуска и останова станка
- Выключатель пакетный сети
- Выключатель пакетный насоса охлаждения
Читать также: Как правильно пользоваться лобзиком электрическим
Основные характеристики станка
При ознакомлении со станком выделяется ряд его пространственных характеристик, рассматриваемых далее.

Габаритные размеры рабочего пространства и присоединительные базы
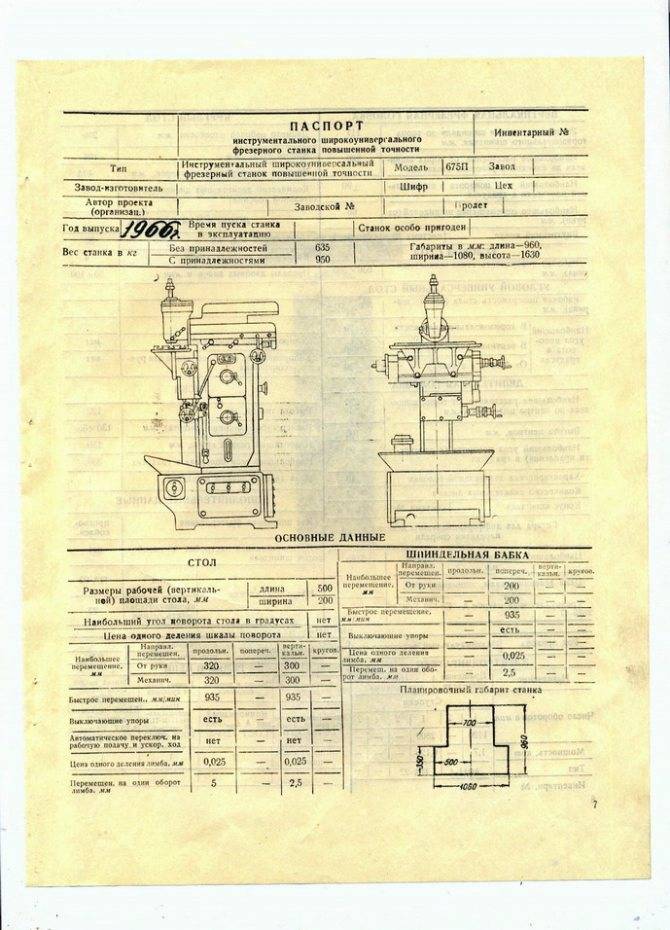
Вертикально расположенная поверхность основного рабочего стола имеет размер 200х500 мм. Остальные характерные параметры станка (включая присоединенные элементы) приведены ниже:
- Для углового стола, в исходном состоянии расположенного горизонтально, поверхностный размер имеет величину 200х630 мм.
- Удаление поверхности углового стола от оси шпинделя составляет от 55 до 355 мм.
- Тот же размер для вертикально ориентированного шпиндельного узла может варьироваться от 0 до 280 мм.
- Максимально допустимый ход стола вдоль продольной оси (X) – порядка 320 мм.
- Наибольший его ход по вертикали ( Z) – не менее 300 мм.
- Предельно допустимый ход фрезера (поперечный Y) – около 200 мм.
При таких габаритно-пространственных параметрах вес станка не превышает 635-ти кг.
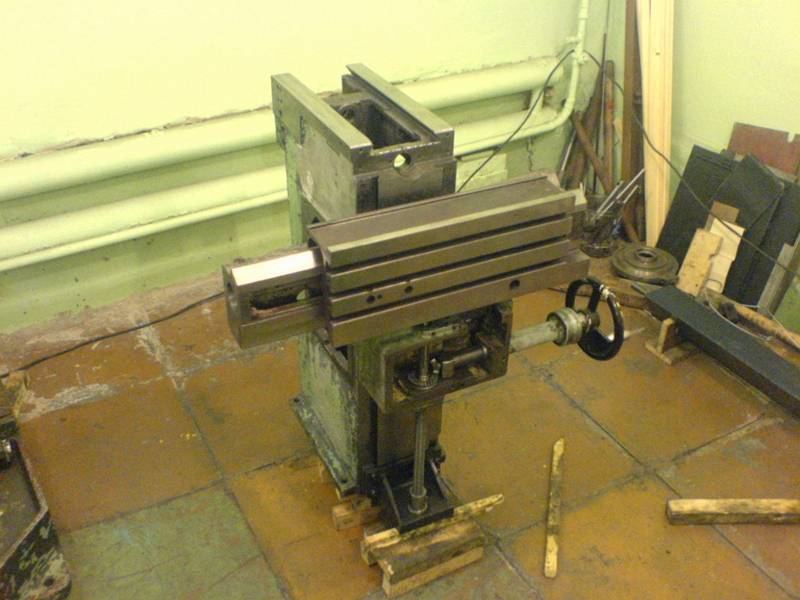
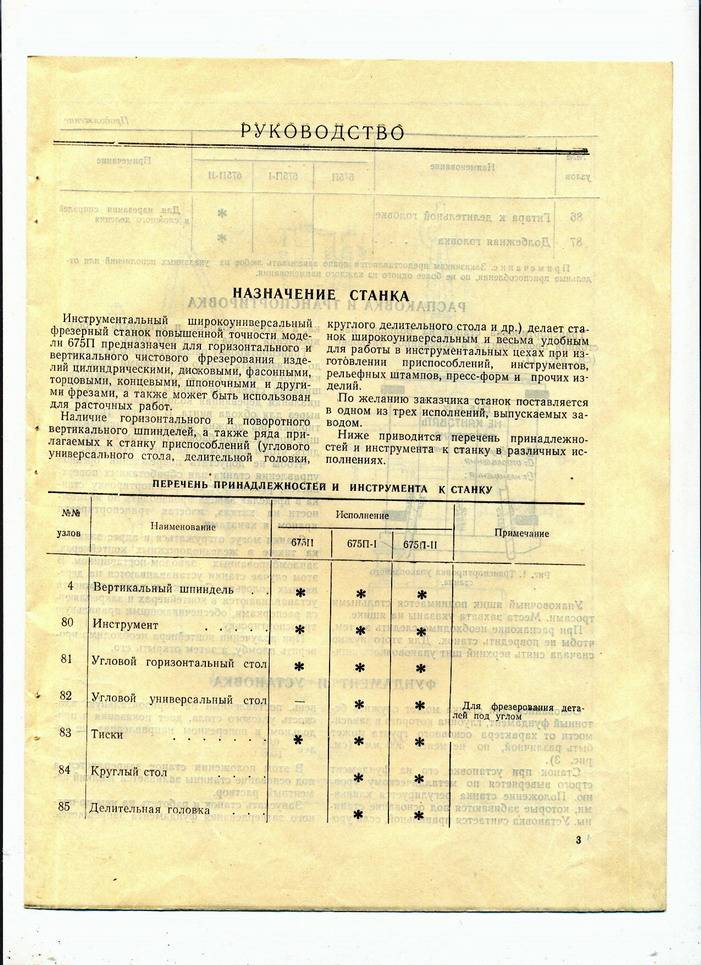
Общий вид широкоуниверсального фрезерного станка 675
Конструктивно станки модели 675 состоят из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основную горизонтальную поверхность. Благодаря функции поворота рабочей головки обработку допускается выполнять под углом.

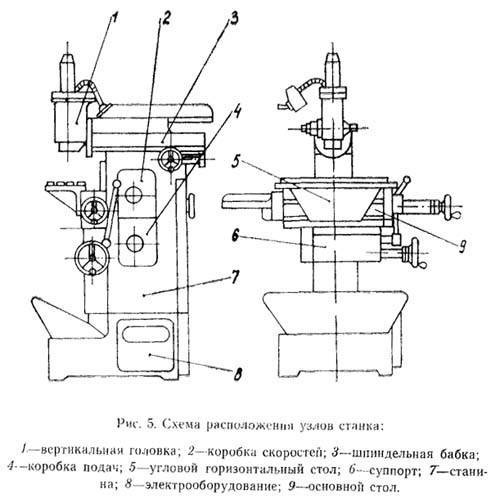
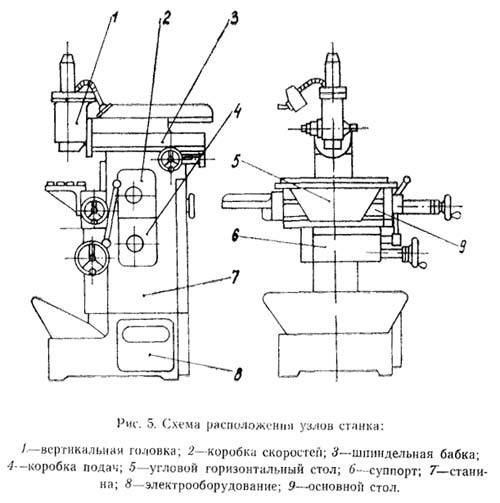
Расположение составных частей
Основные части станка располагаются согласно приведенному слева рисунку. Грамотно выбранная схема размещения органов управления и других частей оборудования обеспечивает удобство работы на нем.
Перечень составных частей
К числу узлов оборудования помимо основного стола следует отнести:
- головку, размещенную вертикально;
- шпиндельную инструментальную бабку (горизонтальную);
- коробку переключения и регулировки рабочих скоростей и подач (КС);
- стол, способный располагаться под углом к основной плоскости;
- суппорт, а также станину.
К конструкции фрезерного агрегата также принято относить и комплект его электрооборудования.
Важно! Для увеличения функциональности при его приобретении можно заказать дополнительные узлы. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта
К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта.
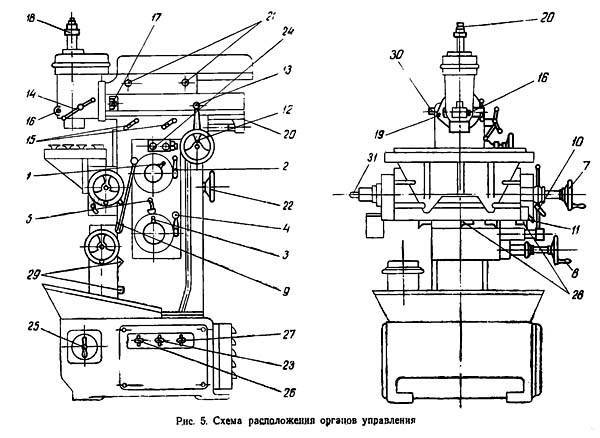
Расположение органов управления фрезерным станком 675
Расположение органов управления представлено на размещенном справа рисунке. Каждая из позиций обозначена своим номером, расшифровка которых дается в следующем разделе.
Перечень органов управления
Среди управляющих частей станочного оборудования выделяется комплект рукояток следующего назначения для:
- набора и выключения скоростей и зажима шпинделя.
- включения подач различных рабочих узлов.
- ускоренного перемещения самого суппорта, а также оперативного включения бабки при изменении режима работы.
Кроме того, здесь имеются маховики, применяемые для ручного перемещения стола во всех направлениях, а также для управления положением бабки и вращением самого шпинделя.
Добавим к этому несколько специальных рукоятей, используемых для следующих целей:
- зажима суппорта и гильзы вертикально ориентированного шпинделя;
- включения подач основного стола;
- зажима по горизонтали (для хобота бабки), включая инструментальную оправку, позволяющую фиксировать патрон.
К управляющим органам также относятся винты фиксации и переключатель реверса вращения.
⤇ Станки ТУТ ⤆
675П, станок фрезерный инструментальный широкоуниверсальный повышенной точности Паспорт, Руководство, Акт приемки, Упаковочный лист, Чертежи ремонтных деталей. ЦБТИ, Саратов 1964 г.





Здесь Вы можете скачать документацию на фрезерный широкоуниверсальный станок 675П. Паспорт и руководство по эксплуатации станка отсканированы с заводских документов, переведены в формат Djvu и закачаны в файлообменник Tasi-ix.
Мы занимаемся скупкой и продажей станков в Ташкенте и Ташкентской области. В подавляющем своем большинстве широкоуниверсальные станки б/у в Ташкенте идут без документации. Именно поэтому мы решили создать полноценный архив паспортов, где Вы бы смогли скачать руководство для станков фрезерных широкоуниверсальных (инструкция, технические характеристики, принципиальная и монтажная электрические схемы и т.д.).
Купив широкоуниверсальный фрезеровочный станок б/у в Узбекистане, обязательно скачайте руководство по эксплуатации – это позволит сделать ремонт станка быстрее и продуктивнее.
На нашем сайте Вы можете бесплатно скачать руководство фрезерного широкоуниверсального станка в Ташкенте. Если Вы не смогли найти нужный документ, тогда мы предлагаем заказать паспорт фрезерных станков в Ташкенте.
stankitut.uz
6720В станок фрезерный широкоуниверсальный высокой точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 6720В выпускался Одесским заводом фрезерных станков c 1982 года прошлого века и заменил устаревшую модель .
Станок предназначен для выполнения разнообразных фрезерных работ в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Наличие горизонтального и вертикального шпинделей и большого количества принадлежностей позволяет производить следующие операции: сверление, долбление, шлифование, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых поверхностей.
Фрезерный станок модели 6720В предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Станок 6720В применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Широкие технологические возможности станка позволяют наиболее эффективно применять его в инструментальном производстве.
Принцип работы и особенности конструкции станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6720В прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
На станке механизированы зажимы инструмента и рабочих органов, что позволяет увеличить производительность работы.
Система смазки — централизованная. Категория качества станка — высшая.
Шероховатость обрабатываемых поверхностей Ra 2,5 мкм.
Класс точности станка В по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не должен превышать 88 дБА (без головки вертикальной).
Год принятия станка к серийному производству — 1982.
Проектная организация — Одесский завод фрезерных станков им. С. М. Кирова.
Основные характеристики фрезерного широкоуниверсального станка 6720В
Производитель: Одесский завод фрезерных станков им. С.М.Кирова.
- Размеры рабочей поверхности вертикального стола (основного) – 200 х 500 мм
- Размеры рабочей поверхности углового горизонтального стола – 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола – 80..450 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола – 22..392 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший вертикальный ход стола (Z) – 320 мм
- Наибольший поперечный ход шпиндельной бабки (Y) – 200 мм
- Конец шпинделя – конус Морзе 4
- Пределы частот вращения горизонтального шпинделя – 40..2240 об/мин
- Пределы частот вращения вертикального шпинделя – 40..2240 об/мин
- Электродвигатель привода шпинделя – 1,5 кВт; 1500 об/мин
- Вес станка – 1,4 т.
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
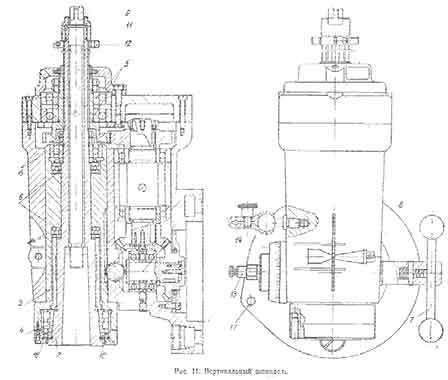
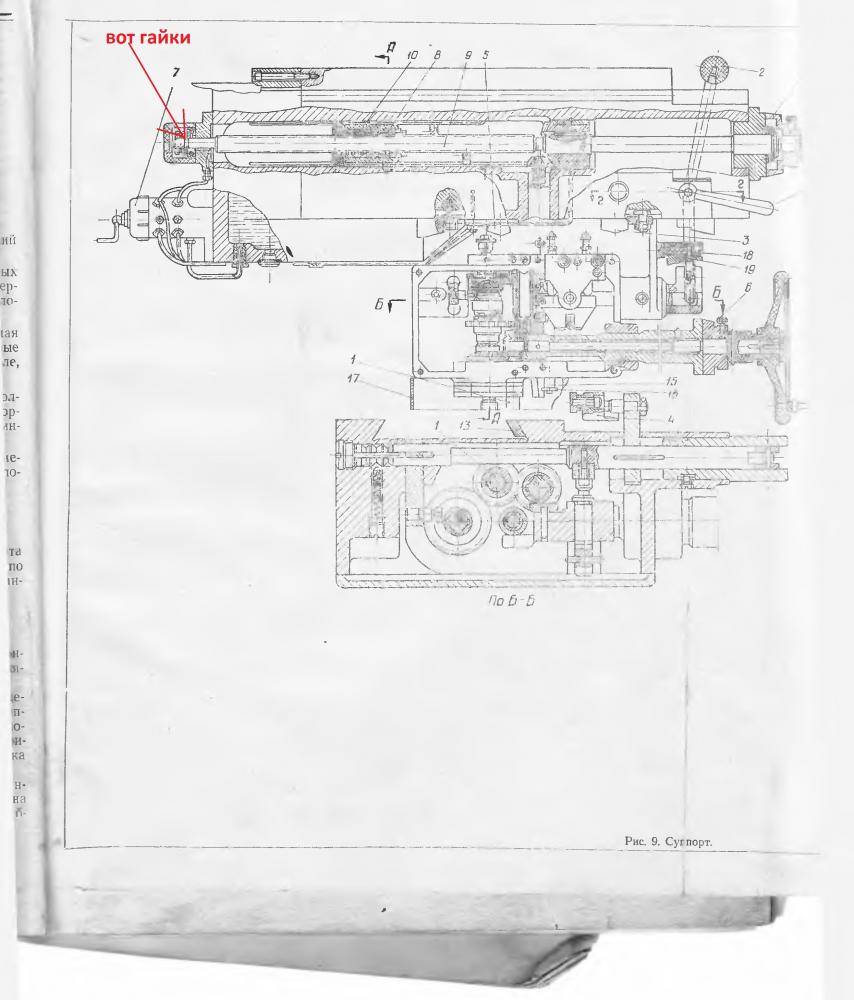
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
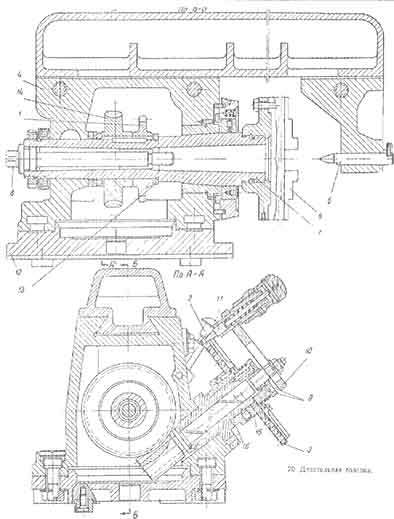
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
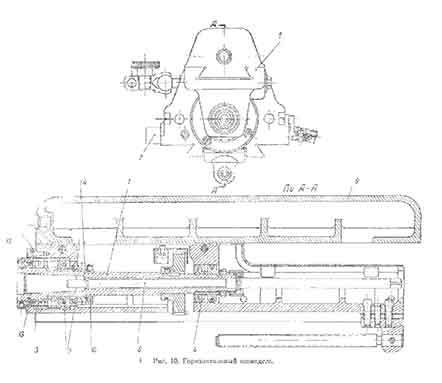
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.


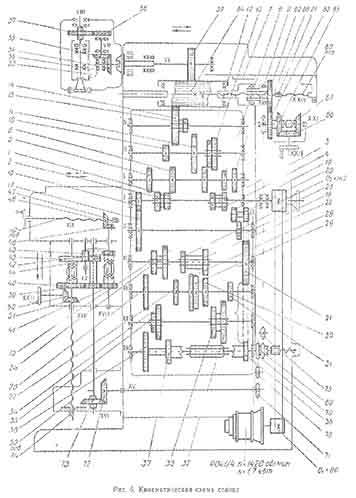
Устройство и работа фрезерного станка 679
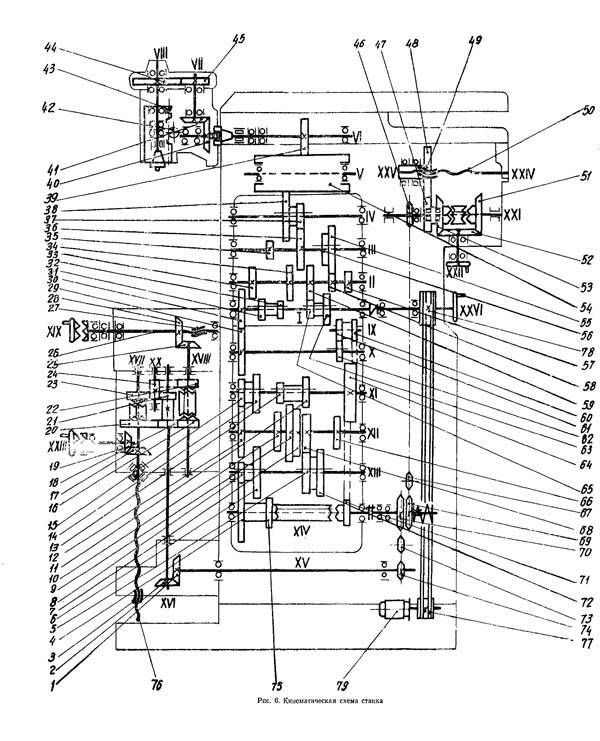
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
2 Основные узлы агрегата и его кинематическая схема
Инструкция на фрезерный станок 675П (паспорт) дает информацию о его присоединительных и посадочных базах, а также составных частях, к коим относятся:
- два шпинделя;
- вертикальный стол (он называется основным);
- коробка подач и скоростей;
- съемный стол (горизонтальный);
- шпиндельная бабка;
- электрическое оборудование;
- станина;
- суппорт;
- вертикальная головка.

Кинематика данного широкоуниверсального агрегата, предназначенного для выполнения любых фрезерных работ, обеспечивается двумя цепями – подач и главного движения. Первая передает движение:
- в продольном направлении – салазкам;
- по вертикали – суппорту;
- в поперечном направлении – шпиндельной бабке.
Как правило, любые доступные перемещения производятся механически, но допускается выполнение операций вручную. Устройство подач функционирует от того же электрического привода, который приводит в действие устройство главного движения. Механические передвижения рабочих узлов станка имеют широкий диапазон, что обеспечивает выполнение:
- 16 подач с разной скоростью (в пределах 12,5 – 400 мм/мин);
- ускоренных (на уровне 935 мм/мин) ходов, которые передаются по цепи рабочим механизмам, затем салазкам и суппорту (посредством цепной передачи), либо шпиндельной бабке.
Если электродвигатель включить в режим реверса, вращение вала будет происходить вхолостую в обратном направлении.

Цепь главного движения имеет следующий принцип работы:
- движение от 1,5-киловаттного двигателя подается клиноременной передачей на главный вал станка;
- через коробку скоростей вал передает вращение шестерне (она называется барабанной);
- шпиндель (вертикальный) вращение воспринимает через цилиндрическую и коническую пару от горизонтального шпинделя;
- шестерни, расположенные в коробке скоростей, дают возможность шпинделям функционировать в 16 разных скоростях.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
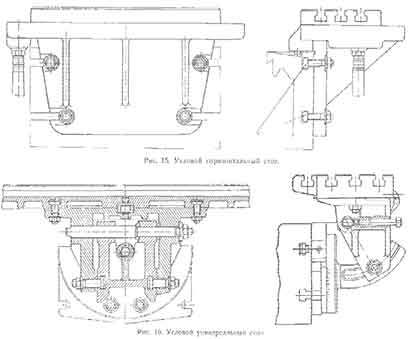
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Справка! Угловой стол позволяет обрабатывать боковые плоскости детали обоими шпинделями. Делать сверление и расточку, шпоночные пазы, фрезеровать многогранники по периметру.
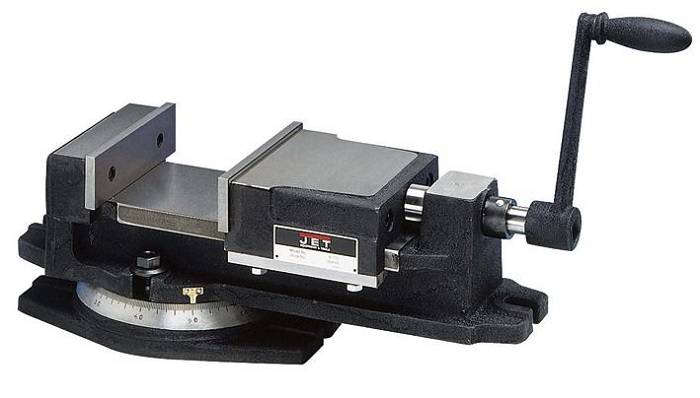
Тиски
Тиски устанавливаются на рабочий и поворотный стол, наклонно-поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.

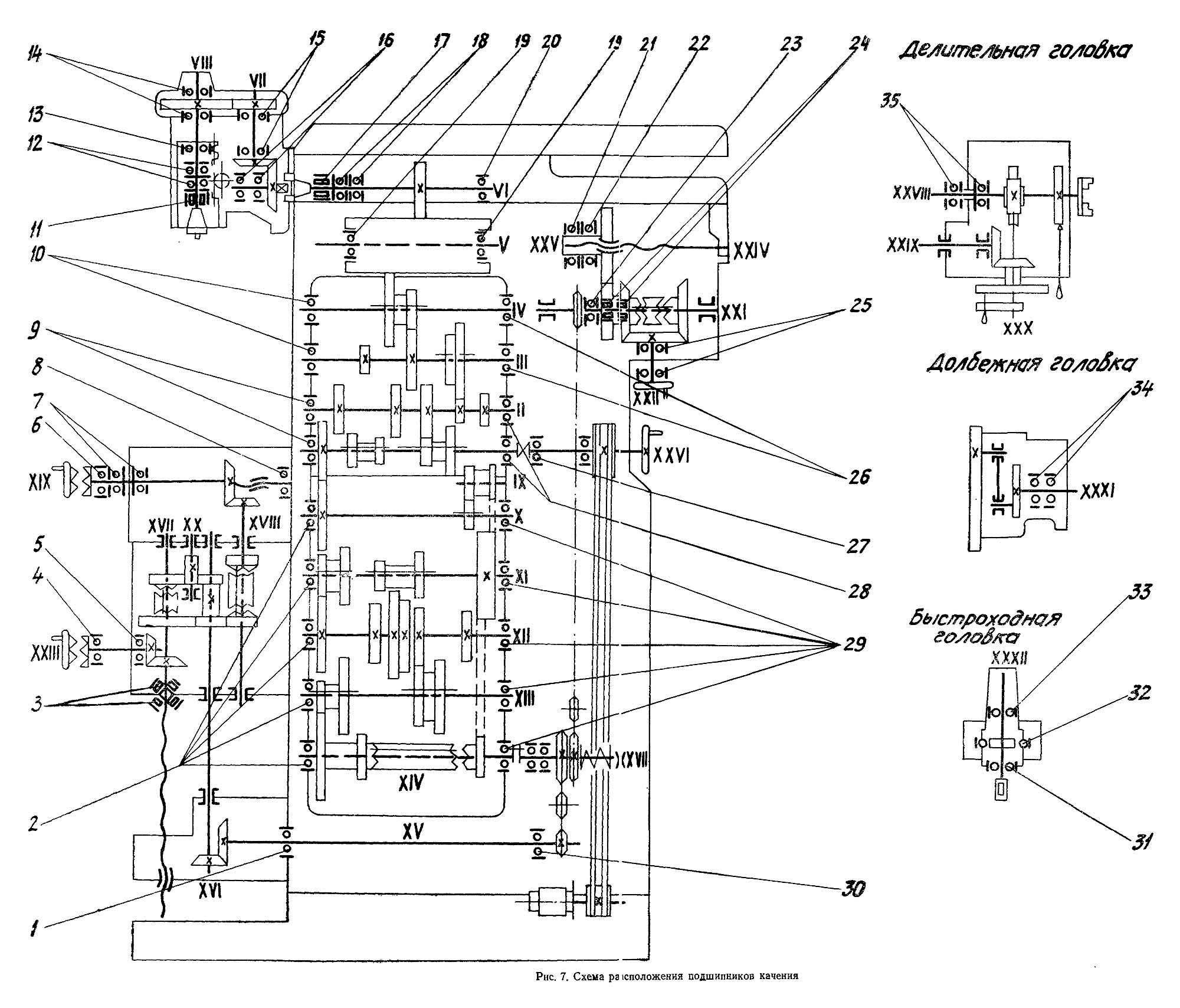
Кинематическая схема
Для понимания особенностей взаимодействия отдельных составляющих станка желательно изучить его кинематическую схему.
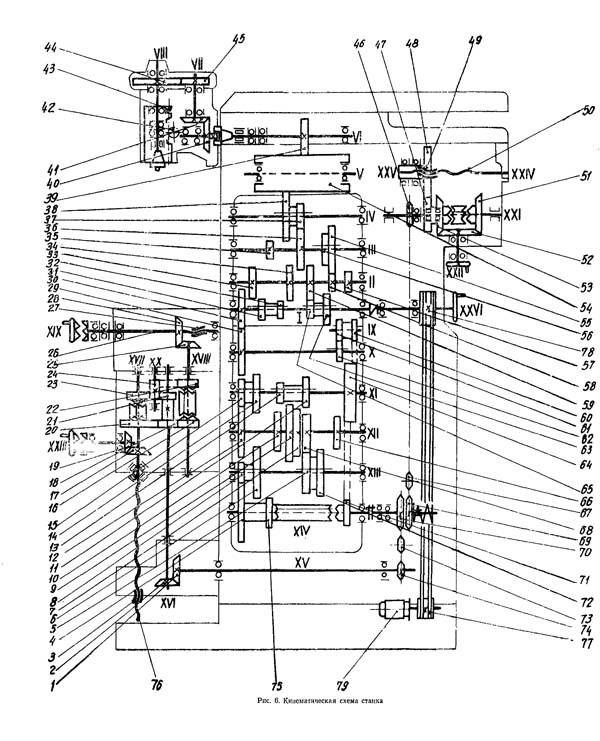
Описание схемы
Указанный документ обычно приводится в паспорте станка и сопровождается расшифровкой обозначений отдельных узлов и деталей (фото слева).
Только после ознакомления с ней можно приступать непосредственно к освоению основных приемов работе на станке.
Цепь главного движения
От двигателя заявленной мощностью 1,5 кВт вращающий момент передается ремнем на вал 1. От него через КС он дальше поступает на шестерню 54, а затем через другую передачу 39 – на шпиндель VI.
В свою очередь шпиндель VIII получает приводной импульс от своего горизонтального аналога посредством конической пары шестерен 40, 41 и цилиндрической – 45, 44.
Различные позиции блочных шестерен КС обеспечивают широкий выбор скоростей для обоих шпинделей.
Цепь подач
Цепь подач приводит в движение вертикальный суппорт, а также имеющиеся на станине продольные салазки и размещенную тут же бабку (в последнем случае движение будет в поперечном направлении). Диапазон скоростей при 16-ти градациях подач — от 12,5 до 400 мм/минуту.
Механизм подач объединен с главной передачей электропривода и получает вращение от КС через зубчатые элементы 30, 29. При перемещениях с ускорением расположенная на валу муфта XIV приходит в зацеплении с колесом позиция 71.

Фрезерный станок 675: технические характеристики, паспорт, схемы, особенности
Среди другого оборудования фрезерный станок модели 675 выделяется рядом привлекательных сторон, основная из которых – его универсальность. Этот представитель станочных агрегатов отличается расширенной функциональностью и большим комплектом инструментальной оснастки. Всем, кто заинтересован в приобретении такого станка, сначала нужно ознакомиться с его производителем и рабочими характеристиками.







Сведения о производителе фрезерного широкоуниверсального станка 675
Станки серии 675 успешно выпускались в середине прошедшего века (точнее – в 60-х годах). Их производитель – инструментальный завод им. С.М.Кирова (г. Одесса), занимавшийся разработкой и изготовлением оборудования данного класса.
Означенные модели пришли на смену устаревшим образцам типа 678М, а затем и 679 (с 1959 года). Позднее изделие 675 было обновлено на более совершенную модель 6А75В. Завод был закрыт в 2000 году, после чего этот тип оборудования больше не выпускался.
Назначение и область применения
Основное назначение оборудования этого класса – полуавтоматическая обработка болванок из самых разнообразных материалов (чугуна, различных сортов стали и цветных металлов).
На них может устанавливаться широкий набор фрез для работы на горизонтально ориентированном шпинделе из следующего ряда:
- Цилиндрические виды оснасток;
- Дисковые инструменты.
- Фасонные фрезы и т. п.
При обработке заготовок применяется не только торцовая или концевая, но и шпоночная оснастка, фиксируемая под произвольным углом к горизонту.
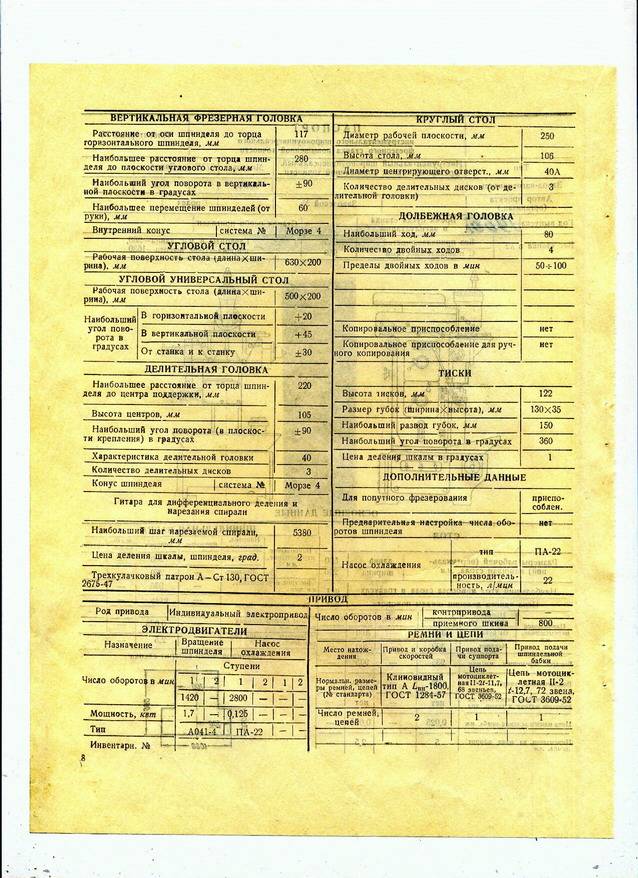
Габаритные размеры рабочего пространства и присоединительные базы
Вертикально расположенная поверхность основного рабочего стола имеет размер 200х500 мм. Остальные характерные параметры станка (включая присоединенные элементы) приведены ниже:
- Для углового стола, в исходном состоянии расположенного горизонтально, поверхностный размер имеет величину 200х630 мм.
- Удаление поверхности углового стола от оси шпинделя составляет от 55 до 355 мм.
- Тот же размер для вертикально ориентированного шпиндельного узла может варьироваться от 0 до 280 мм.
- Максимально допустимый ход стола вдоль продольной оси (X) – порядка 320 мм.
- Наибольший его ход по вертикали ( Z) – не менее 300 мм.
- Предельно допустимый ход фрезера (поперечный Y) – около 200 мм.
При таких габаритно-пространственных параметрах вес станка не превышает 635-ти кг.
Общий вид широкоуниверсального фрезерного станка 675
Конструктивно станки модели 675 состоят из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основную горизонтальную поверхность. Благодаря функции поворота рабочей головки обработку допускается выполнять под углом.
Расположение составных частей
Основные части станка располагаются согласно приведенному слева рисунку. Грамотно выбранная схема размещения органов управления и других частей оборудования обеспечивает удобство работы на нем.
Перечень составных частей
К числу узлов оборудования помимо основного стола следует отнести:
- головку, размещенную вертикально;
- шпиндельную инструментальную бабку (горизонтальную);
- коробку переключения и регулировки рабочих скоростей и подач (КС);
- стол, способный располагаться под углом к основной плоскости;
- суппорт, а также станину.
К конструкции фрезерного агрегата также принято относить и комплект его электрооборудования.
Важно! Для увеличения функциональности при его приобретении можно заказать дополнительные узлы. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта
К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта.
Расположение органов управления фрезерным станком 675
Расположение органов управления представлено на размещенном справа рисунке. Каждая из позиций обозначена своим номером, расшифровка которых дается в следующем разделе.
https://youtube.com/watch?v=8E9mFSXHSnI
Паспорт горизонтально-фрезерного станка 6Т82Г (6Р82Г)
Данное руководство по эксплуатации «Горизонтальный фрезерный станок 6Т82Г (6Р82Г)» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.

Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.