

Разновидности

Смотреть галерею
Основная классификация предусматривает разделение алмазных элементов по форме. Как уже упоминалось, наибольшее распространение получили чашеобразные и плоские дисковые точила, которые применяются специально для твердотельных режущих и пильных деталей. Есть и пограничная разновидность, представленная кругами в виде тарелки. Можно сказать, это универсальный алмазный круг, который подходит для широкого спектра заточных операций. Если же планируется целенаправленная обработка с определенными параметрами, то следует выбирать абразив не только по форме, но и по техническим характеристикам.
Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
Преимущества использования алмазного инструмента
Внедрение абразивной продукции с алмазами улучшает условия труда, повышает качество изделий и снижает себестоимость продукции. В перечне достоинств — оптимальный баланс прочности, хрупкости и цены.
К преимуществам внедрения алмазного инструмента относят:
- точность соблюдения размеров и шероховатости поверхности;
- повышение износостойкости оснастки;
- удешевление производства;
- существенное ускорение (на 50%) при обработке хрупких и твердых материалов.
Недостатки зависят от состава алмазосодержащего слоя и технологии производства. В перечне недостатков продукции на металлической связке — засаливание, для изделий на основе каучуков — низкая теплостойкость. Если инструмент изготовлен методом пайки, характерный дефект — выпадение алмазов из рабочего слоя.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
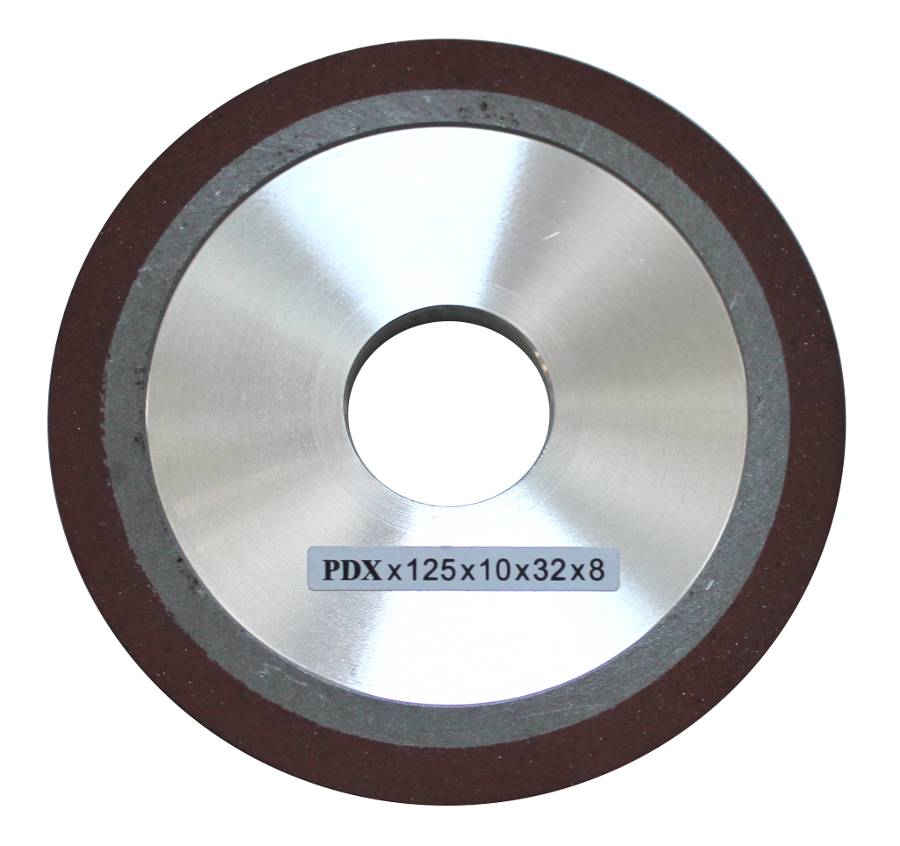
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
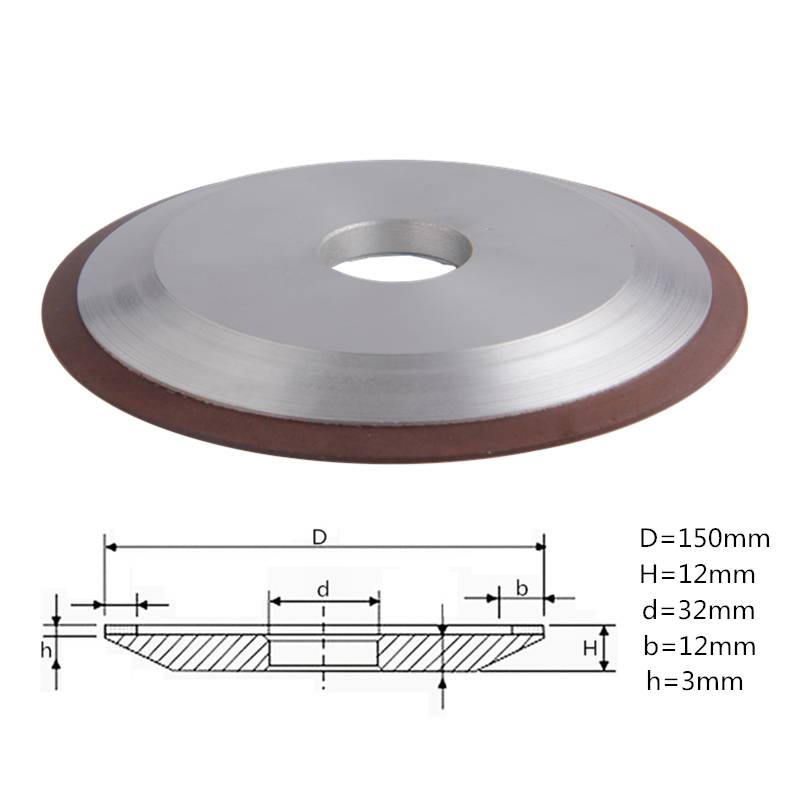
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.

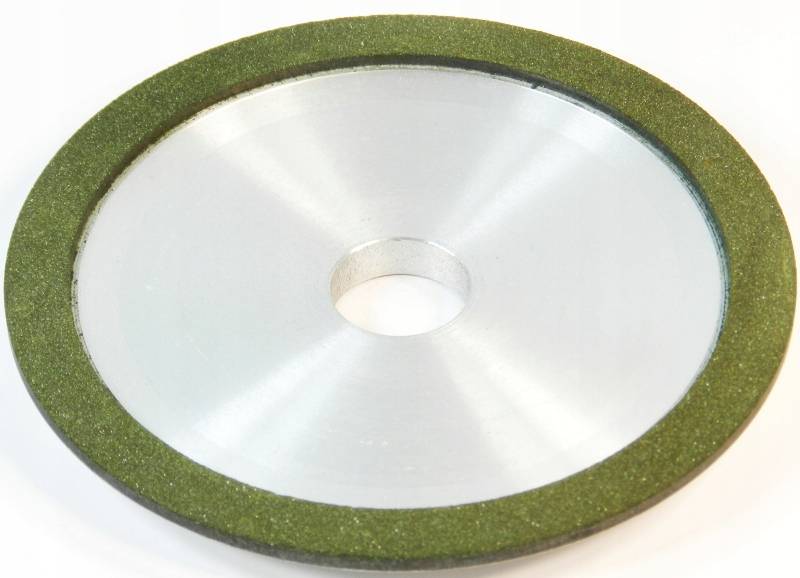







Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Варианты изготовления станка для работы по дереву
На сегодняшний день существует большое количество способов изготовления стационарной циркулярной пилы. В качестве привода для них используют угловые шлифмашинки, ручные дрели, шуруповерты, а также множество других инструментов.
Наиболее распространенными вариантами привода являются:
- привод от ручной дисковой пилы;
- станок с мотором от стиральной машинки.
Как сделать стационарный распиловочный станок — пошаговое руководство
При изготовлении понадобится небольшое количество материала и ручного инструмента, которое, как правило, есть в обиходе каждого хозяина. К нему относится:
- деревянные бруски;
- лист OSB или фанеры;
- крепежные метизы;
- дрель с набором сверл;
- ручная дисковая пила.
В качестве рабочего стола будет использоваться лист фанеры или OSB толщиной не менее 20 мм и размерами 1100 х 880 мм. Для изготовления стационарного станка для распила древесины необходимо выполнить следующие действия:
- Установить ручную дисковую пилу на место предполагаемой установки и обвести контур. После этого сделать углубление около 12 мм.
- По контуру углубления просверлить отверстия для крепежных болтов М8 и с их помощью зафиксировать ручную циркулярную пилу на обратном основании стола.
- Рядом с пилой установить розетку и подключив к ней пилу, сделать проточку, в которой будет находиться пильный диск.
- Из деревянного бруска сделать обрешетку периметра стола и ножки необходимой длины. В месте крепления пилы установить откидной короб, соорудив его из тонкой фанеры. В торце стола установить клавишу включения, предварительно соединив ее с розеткой.
- В одном из углов короба сделать отверстие для подключения пылесоса. Для фиксации шланга можно использовать пластиковый фитинг диаметром 50 мм.
- Короб фиксируется со столом при помощи металлических уголков и шурупов.
- Затем, поперек стола необходимо вырезать 2 продольных желоба для установки швеллера 150х100х10 мм. Так как рабочий стол будет покрыт листами ПВХ толщиной 4 мм, глубина проточек под швеллер должна равняться 6 мм.
- После этого можно приступать к изготовлению толкателей. В качестве направляющих, используются рейки из твердых пород древесины. Каркас толкателя можно выполнить из ламинированной ДСП толщиной 16 мм.
Посмотрев видео можно ознакомиться с детальной пошаговой инструкцией по изготовлению стационарной циркулярки из ручной дисковой пилы.
Самодельный отрезной станок с приводом от стиральной машинки
Еще одним распространенным вариантом является использование асинхронного двигателя от стиральной машины, в качестве привода пильного диска. Для бытового использования подойдет электромотор небольшой мощности, например двигатель от старой стиралки Малютка или любой современной машины — автомат.
Распиловочный станок из дрели в домашних условиях
Еще получается хорошая циркулярка с использованием ручной дрели. Затраты на материалы минимальные, а дрель есть почти у каждого в доме. Более подробно о всех нюансах и пошаговый алгоритм изготовления своими руками вы найдете в нашей статье о том, как сделать циркулярка из дрели.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.








Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Видео: Как Определить Угол Заточки Дисковой Пилы
В будущем он может быть использован для самозатачивания машиной или в качестве модели для компаний, предоставляющих аналогичные услуги.
Также рекомендуется сравнить полученные данные со справочными данными. На пилах для продольной резки передний угол обычно составляет 15-25 °. Для кросс-моделей этот показатель колеблется от 5 ° до 10 °. В универсальных моделях передний угол составляет 15 °.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для резки пластиковых листов и цветных металлов
Методы заточки дисковых пил
Любая шлифовальная машина может быть использована для формирования новой режущей кромки
Важно сначала выбрать правильный наждачный диск и использовать его для заточки края. Для этого используйте корундовые или алмазные модели
Наилучшим вариантом является использование специального оборудования, предназначенного для выполнения этой работы. Но из-за высокой стоимости во многих случаях покупка нецелесообразна. Альтернативным способом является использование шлифовальной машины с возможностью изменения угла наклона корундового диска.
Ни в коем случае вы не можете оттачивать себя вручную. Во-первых, это займет очень много времени. Во-вторых, результат не будет соответствовать стандартам. Если вы не можете заточить лезвие пилы по дереву, рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка дисковых пил «Сделай сам» выполняется по следующим правилам:
- Большая деформация возникает на верхнем краю зуба. Округление граней от 0,1 до 0,3 мм. Именно с этого места должна начинаться обработка;
- Заточка производится по переднему и заднему краю. Это позволит вам повторить процедуру до 25 раз;
- Величина удаления не должна превышать значение 0,05-0,15 мм;
- Уровень обработки передней и задней граней должен быть одинаковым.
После заточки дисков на дереве. Рекомендуется брать его с мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специальной машины.
Специалисты советуют использовать специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Это облегчит процедуру.
Способы увеличения длины пилы
Процесс формирования нового переднего края занимает много времени и времени. Поэтому рекомендуется выполнить ряд условий, чтобы продлить срок службы диска.
Прежде всего, вы должны прочитать рекомендации производителя. Они указывают количество оборотов (максимальное и минимальное) для различных типов обрабатываемого материала. Для металла этот параметр должен быть меньше, чем для дерева.
Жесткие продавцы имеют длительный срок службы. Однако они часто отрываются и отламываются. Альтернативные мягкие почти не влияют на такие дефекты. Но ее жизнь короче, чем у солидного.
Шероховатость на режущей поверхности не допускается. В будущем они могут привести к образованию сколов и трещин.
На видео показан пример домашнего точильного станка:
Чертежи и геометрия зубов
Заточка дисковых пил должна осуществляться четко с соблюдением норм и требований к геометрии зубьев каждого отдельного диска. Чтобы правильно заточить циркулярную пилу своими руками, нужно знать форму зуба и его геометрию.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.





Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Преимущества использования алмазного инструмента
Внедрение абразивной продукции с алмазами улучшает условия труда, повышает качество изделий и снижает себестоимость продукции. В перечне достоинств — оптимальный баланс прочности, хрупкости и цены.
К преимуществам внедрения алмазного инструмента относят:
- точность соблюдения размеров и шероховатости поверхности;
- повышение износостойкости оснастки;
- удешевление производства;
- существенное ускорение (на 50%) при обработке хрупких и твердых материалов.
Недостатки зависят от состава алмазосодержащего слоя и технологии производства. В перечне недостатков продукции на металлической связке — засаливание, для изделий на основе каучуков — низкая теплостойкость. Если инструмент изготовлен методом пайки, характерный дефект — выпадение алмазов из рабочего слоя.





