

Как производится заточка
Заточка ленты происходит поэтапно:
- установка ленты в станок, настройка положения толкателя;
- установка соответствующего кулачка для получения нужной формы зубьев;
- запуск обработки, контроль за процессом;
- остановка и снятие подготовленной к работе ленты.
Вся сложность процедуры состоит в настройке, установке нужных параметров перемещения и глубины опускания режущего диска. Когда настройка выполнена должным образом, от мастера больше ничего не требуется и не зависит — только наблюдение и остановка процесса в нужное время.
Режимы работы
Во время заточки лент используют два основных режима:
- Формирование зубьев. Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
- Заточка зубьев без изменения формы. Это достаточно быстрая процедура, во время которой обновляется лишь режущая кромка (острие) зуба. Опытные мастера называют этот процесс «заточка на две искры», так как режущий диск касается только самого кончика зуба, действительно высекая лишь пару искр.
Выбор режима производится исходя из необходимости, исходного состояния зубьев. Как правило, заточка происходит в легком, щадящем режиме. Смену ленты необходимо производить через каждые несколько часов работы, поэтому слишком глубокой обработки, как правило, не требуется.
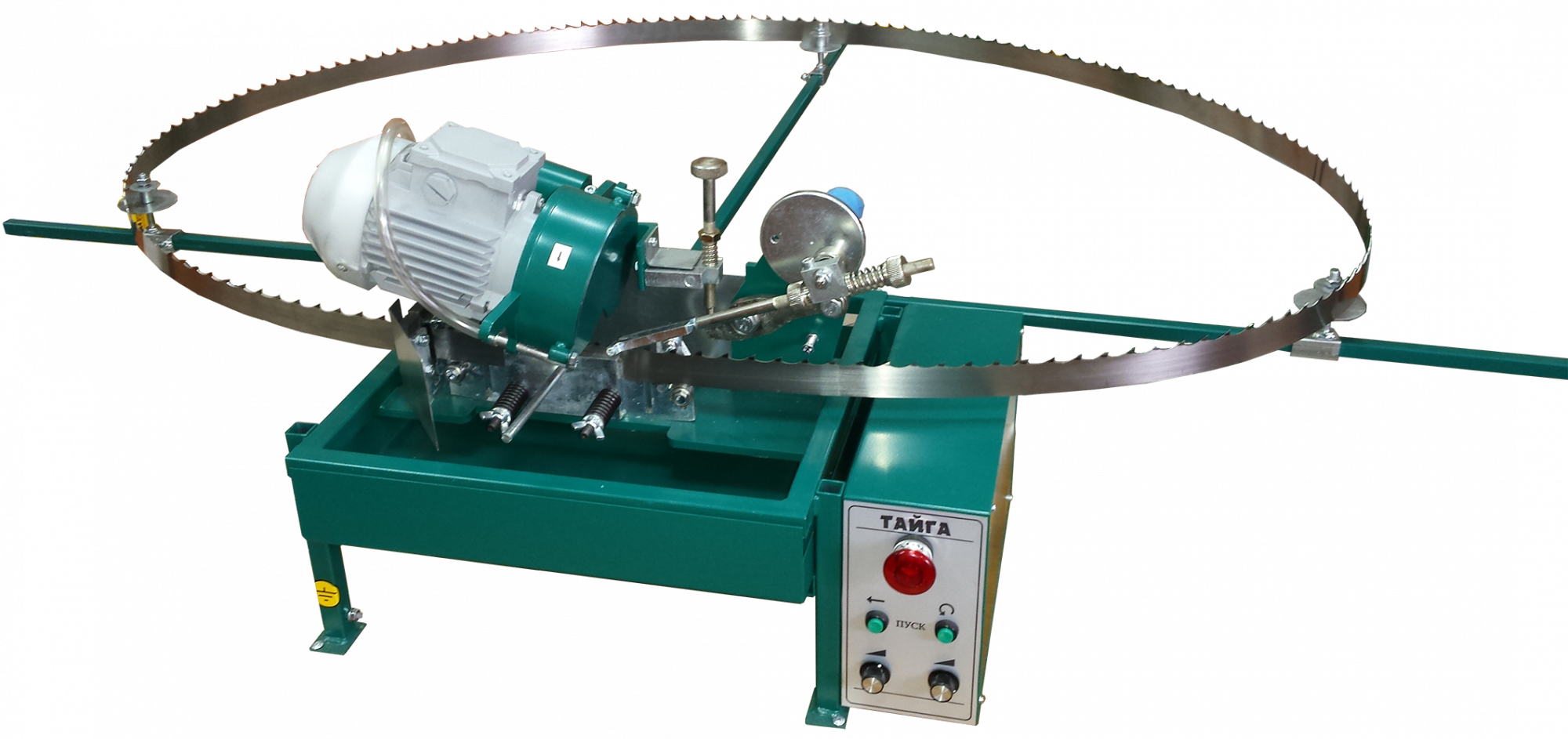
Конструкция и эксплуатация ленточной пилорамы «Тайга»
Горизонтальная ленточная пилорама Тайга устанавливается на бетонную площадку или на брусья, параллельно расположенные на земле. Основанием пилорамы является жесткозакрепленные высокопрочные рельсовые пути с фиксирующей системой крепления бревен. При установке дополнительных секций рельсовых путей можно производить распиловку бревен длиной более 8 м.
Пильная рама пилорамы Тайга с механическим или электроприводом подъема/опускания (в зависимости от модели) на опорных роликах в ручном режиме перемещается вдоль направляющих рельсового пути, производя распиловку пиломатериала. Снятие опила с рельсового пути осуществляется очищающими скребками, расположенными в основаниях вертикальных стоек пильной рамы. Позиционирование пильного механизма в вертикальной плоскости осуществляется цепной двухрядной передачей с редуктором привода подъема/опускания по метрической шкале, обеспечивая надежную фиксацию пильного механизма в заданном положении и его точную настройку по высоте. Ленточная пилорама Тайга серии Т-1 с ручным механическим приводом: перемещение механизма пиления производится в ручном режиме посредством вращения ручки редуктора. На моделях Т-2, Т-2М, Т-3, Т-4 перемещение пильного механизма осуществляется в автоматическом режиме переключателем подъема/опускания. При необходимости доводку пильного механизма можно осуществить ручным доводчиком.
Ленточная пила надевается на сбалансированные пильные колеса (ведущее и ведомое) пильного механизма пилорамы Тайга. Крутящий момент от шкива электродвигателя на ведущее колесо передается через ременную передачу. Ведомое колесо, закрепленное через механизм натяжения, приводиться во вращение ленточной пилой. Применение больших стальных недеформируемых шкивов диаметром 520-600 мм позволяет увеличить скорость движения пилы, улучшить качество поверхности обрабатываемого пиломатериала и срок службы ленточного полотна. Натяжения пильной ленты осуществляется динамометрическим ключом и контролируется визуально по шкале динамометрического датчика на ключе. Успокоительные ролики пильного механизма обеспечивают постоянное натяжение ленточного полотна и предотвращают от колебаний ленточной пилы.
Пильный механизм ленточной пилорамы Тайга защищен кожухом, обеспечивая безопасность обслуживающему персоналу.
Для предотвращения зажима пильной ленты в пропиле, вызванного за счет налипания смолы на режущие кромки режущего полотна, ленточная пилорама Тайга оборудована системой смазки пилы с регулятором расхода смазочно-охлаждающей жидкости.
Пилорама Тайга управляется с кнопочной панели, установленной на пильной каретке.
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу. Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Ленточная пилорама Тайга T-2



Назначение
Ленточна пилорама «Тайга Т-2» служит для раскроя бревен диаметром до 800 мм на обрезную и не обрезную доску, а также брус различного сечения. Станок оснащен эектродвигателем мощностью 7,5 кВт и ручной регулировкой пильной каретки. Станок широко применяется в частном хозяйстве, на производствах с небольшим объемом распиловки.






Преимущества
прочная, долговечная конструкция станка;
отсутствие волны при пилении;
малые габариты станка упрощают процесс транспортировки (в транспортировочном виде станок входит даже в микроавтобус);
лучшее сочетание цены и качества;
высокое качество основных узлов;
срок окупаемости станка составляет не более трех месяцев;
выход готового пиломатериала составляет до 70%.
Возможные комплектации пилорамы «Тайга Т-2»:
«Тайга Т-2Л» — в комплектации с электронной линейкой «Тайга Т-2 У» — усилинная конструкция рельсовых направляющих.
Дополнительные опции для Бензиновой пилорамы «Тайга Т-2»:
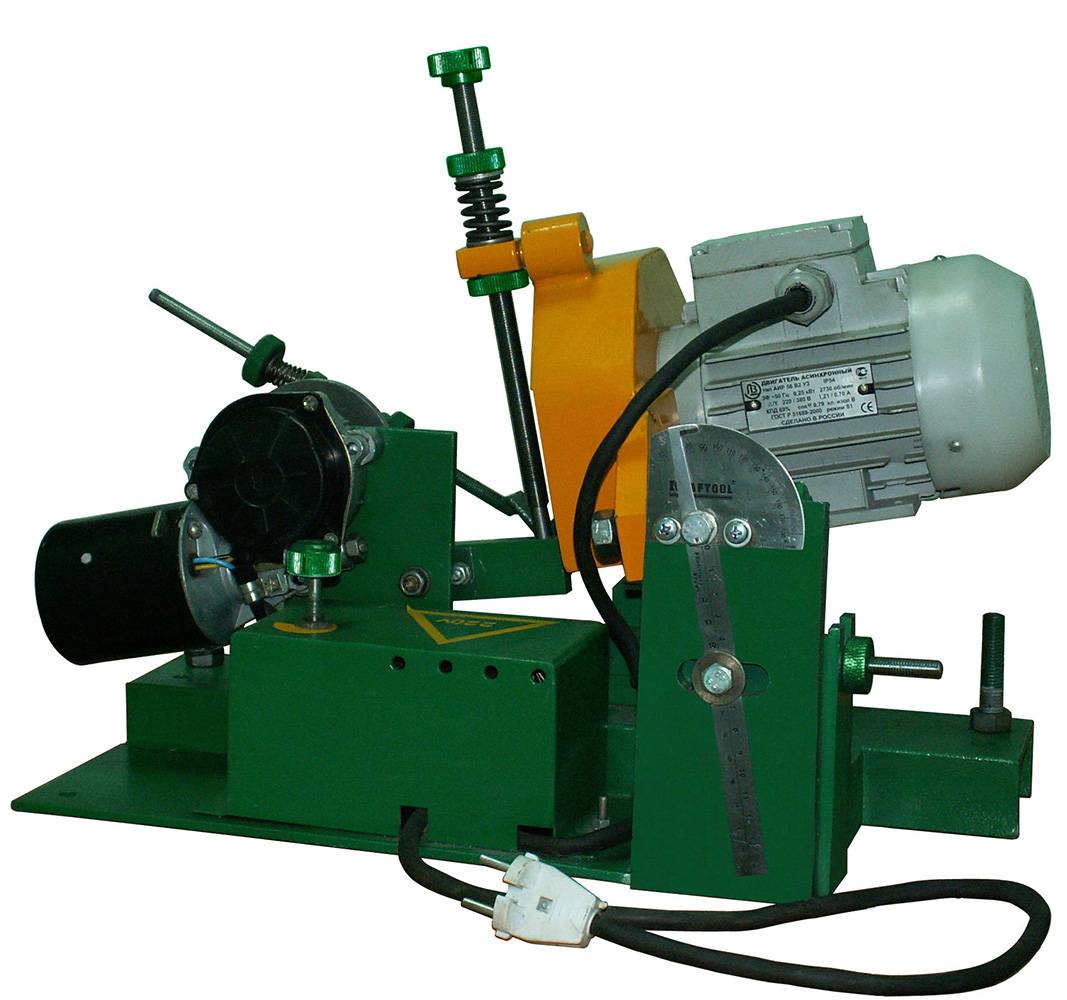
Заточной станок «Тайга 220 V» или «Тайга — 12 V» – служит для высокоточной заточки ленточных пил;
Заточной круг, алмазный карандаш (профилирования заточного круга);
Приспособление для разводки ленточных пил «Тайга»;
Ленточные пилы, желательно именть не менее 10 шт;
Регулируемые по высоте опоры, предназначены для выставления по уровню рельсовых направляющих по которым перемещается пильная каретка (компл. 24 шт.);
Багры – служат для кантования бревен.
Для автоматической установки толщин выпиливаемых пиломатериалов имеется возможность установки электронной линейки Micron-4, что значительно упрощает работу оператора и увеличивает производительность станка.
голоса
Рейтинг статьи
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
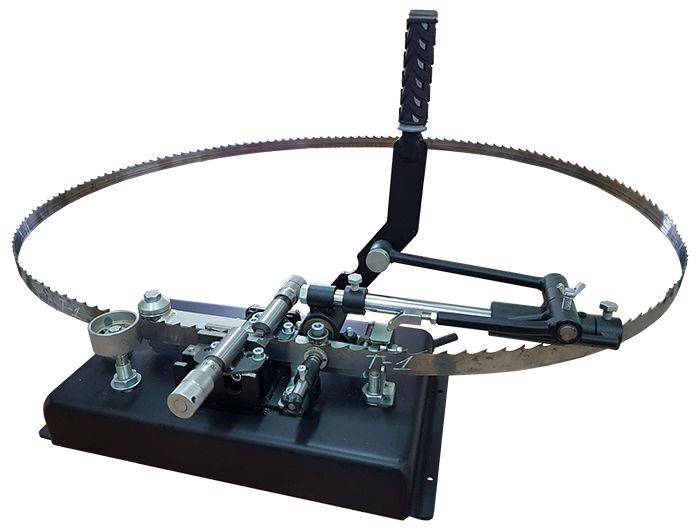
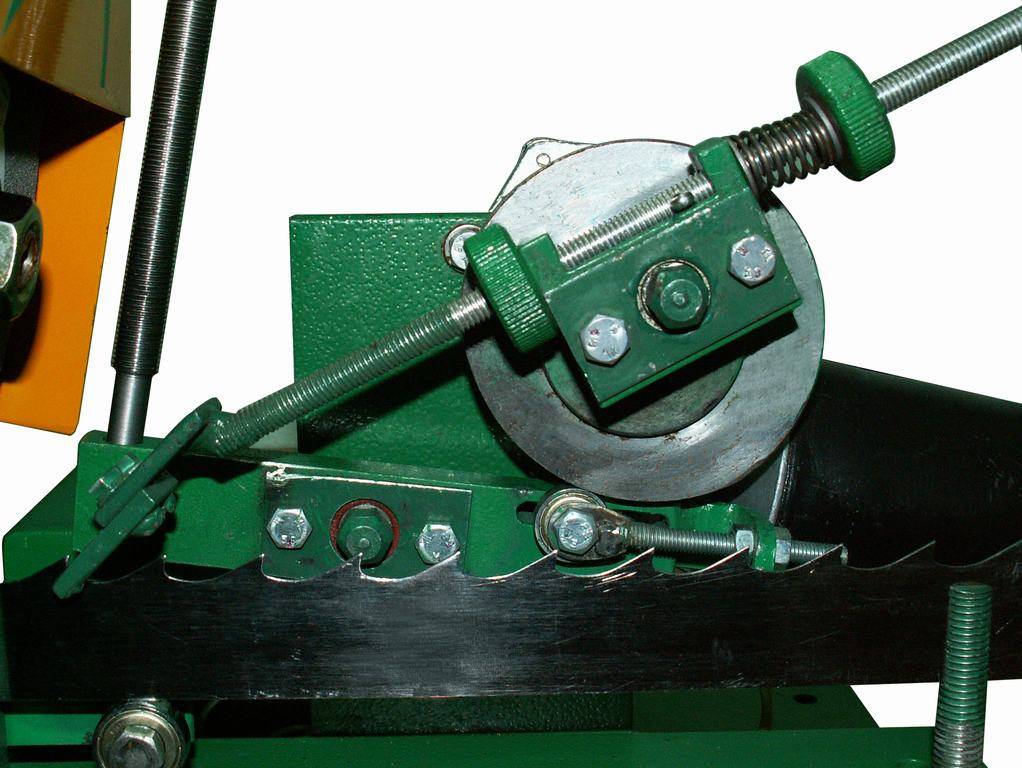
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
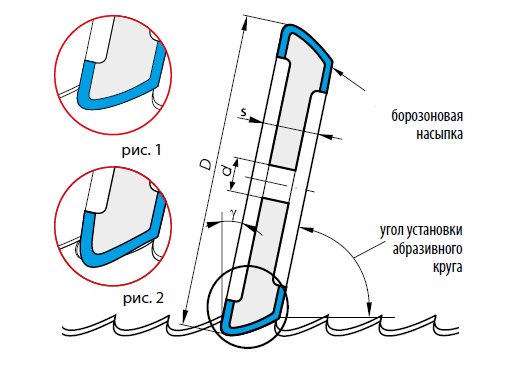
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
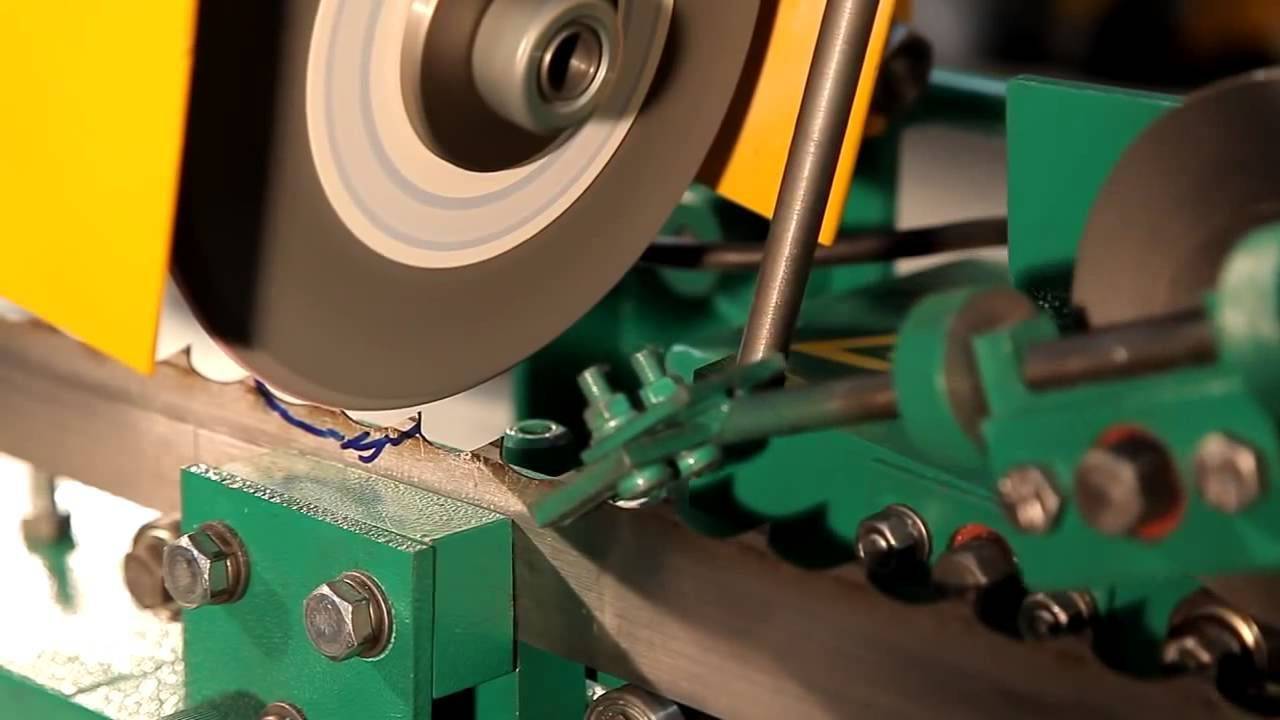
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной








Как обслуживать оборудование. Нюансы
Обслуживание включает в себя ежедневное ТО и плановое – не менее 1 раза в месяц.
В течение смены оператору нужно:
- осмотреть станок перед работой;
- проверить степень натяжения полотна;
- удостовериться в наличии охлаждающей жидкости;
- в конце дня следует удалить стружку и очистить раму от грязи.
Чтобы оборудование работало долго и без поломок рекомендуется хотя бы раз в месяц проводить полную его проверку. В перечень работ включают регулировку и техобслуживание ленточной пилорамы:
- проверку механизма натяжения (роликов);
- продувку электромотора сжатым воздухом.
- осмотр шкивов и ремней пилорамы;
- протяжку болтов и гаек крепления элементов.
Осмотр и ТО помогают предотвратить поломки оборудования, что важно для его безотказной работы
Приспособления для развода
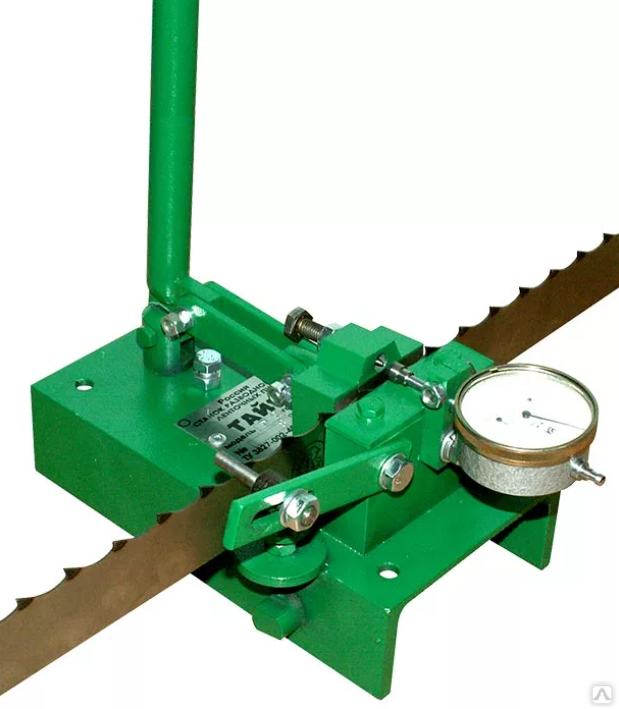
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Классификация ленточных пилорам
Главный элемент оснастки оборудования данного типа – ленточная пила. Она производится из стали специальных марок, позволяющих выдерживать нагрев до высоких температур и «держать» заточку режущих зубцов на протяжении длительного времени. Пилорамы классифицируют по следующим параметрам:
- ширина полотна – существуют узколенточные и широколенточные станки;
- производительности – зависит от мощности электромотора;
- уровню автоматизации оборудования.
На узколенточном оборудовании используют режущие полотна с шириной до 50 мм, это – малопроизводительные станки, способные распиливать до 15 кубометров за 7-8 часов. Такие станки редко автоматизируют, а управляют ими не более 2-3 человек. На широколенточных станках применяют пилы с шириной около 100-300 мм. Это оборудование оснащают системой автоматизации, которая управляет устройствами загрузки, перемещения бревен, фиксации на стане и автоматического удаления досок из рабочей зоны. Станки достаточно мощные и могут справиться с 150 кубометрами древесины за смену, управляются одним или двумя операторами.
В чём преимущества ленточных пил:
- малая толщина пропила – 2-3 мм;
- не требуется сортировка кругляка;
- индивидуальная схема раскроя;
- простота эксплуатации и обслуживания;
- высокая производительность оборудования;
- не требуются большие производственные площади;
- возможность работы даже в неотапливаемых цехах;
- не требуется высокая квалификация обслуживающего персонала.
Благодаря небольшой толщине пропила количество стружки достаточно мало, если сравнивать с использованием дисковой оснастки. Производительность и сложность станков зависят от мощности установленных электромоторов, конструкции, блоков и пультов управления.
Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
«Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
«Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
«АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
«ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
«ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.









Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Заточка пилы
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.





