

Причины затупления зубьев цепи инструмента
Существует множество причин, почему происходит притупление режущих элементов бензиновых и электрических пил. Главная из них заключается в естественном процессе. Пиление древесины, которая имеет более мягкую структуру, чем металл, все равно приводит к постепенному притуплению режущих кромок зубьев. Избежать этого попросту невозможно, но скорость снижения уровня заточки можно снизить, если использовать качественные цепи, выпущенные добросовестными производителями.
К другим причинам ускоренного притупления бензопильных цепей принадлежат следующие факторы:
неправильно выставленное натяжение цепи;
использование низкокачественного масла, которое не попадает в соединения между звеньями, и тем самым не осуществляет качественную смазку
Особенно категорически противопоказано использовать отработку в качестве смазки;
важно учитывать тип распиливаемой древесины, иначе цепь может очень быстро затупиться. Специально для работы с древесиной высокой твердости следует использовать цепи с победитовыми напайками на зубьях;
попадание под режущие части посторонних материалов, например, металл, камень, пластик, песок, стекло, земля
Незначительное попадание земли или песка на цепь инструмента ускоряет притупление кромок в 10 раз;
длительная эксплуатация инструмента без перерыва. В ходе пиления режущие части подвергаются такому негативному влиянию, как нагрев. Чем выше температура металла, тем быстрее происходит притупление зубьев, поэтому специалисты рекомендуют делать перерывы в работе инструментом (примерно через каждые 2 часа перерыв на 10-20 минут);
неправильный выбор цепи под технические параметры инструмента
Этому моменту также следует уделить особое внимание, иначе это приведет не только к быстрому притуплению звеньев инструмента, но и снижению ресурса двигателя.
Еще один немаловажный момент, которому неопытные пильщики не уделяют должного внимания: заточку цепи бензопилы следует выполнять только и исключительно после ее остывания.
Это интересно! Совет для начинающих пильщиков: перед тем, как работать бензопилой, рекомендуется дополнительно смазать цепь моторным маслом. Вы наверняка замечали, что новые изделия имеют некую смазку. В процессе смазка цепи осуществляется через специальный канал маслонасоса, но не будет лишним, если перед работой, вы дополнительно нанесете смазывающее вещество прямо из бутылки или со шприца.
Выбор диска для продольной резки дерева
диск для продольной распиловки с твердосплавными зубцами
Исчерпывающую информацию о дисках можно получить только в специализированном магазине. Здесь, в отличие от рынков и мелких торговых точек, товар снабжается каталогами с детальным описанием.
Внимательное прочтение информации, изложенной на самом диске, также поможет разобраться. В виде символов указан материал, по которому может работать полотно, направление резки обозначают стрелкой (вдоль или поперек). Всегда определяют наибольшую скорость пиления в оборотах и во многих случаях угол наклона зубцов. Отрицательный угол обозначается как «neg», положительный — «pos». Впереди цифра — показатель в градусах. Чтобы назначение диска было понятно сразу — рисуют торцовочную или циркулярную пилу.
Качество диска можно оценить даже визуально, изучив его поверхность. Если затупившиеся зубцы можно подправить, то слабый корпус — это неисправимый дефект. Тщательно изучите качество шлифовки.
Дешевые круги не подвергаются индивидуальной доработке. Шлифуется в лучшем случае целый лист. Понятно, что первый экземпляр лучше сбалансирован, напряжение металла во время пиления будет распределяться равномерно. На грубо отшлифованный, шероховатый диск сильно пристает смола и стружка, серьезно мешая работе.
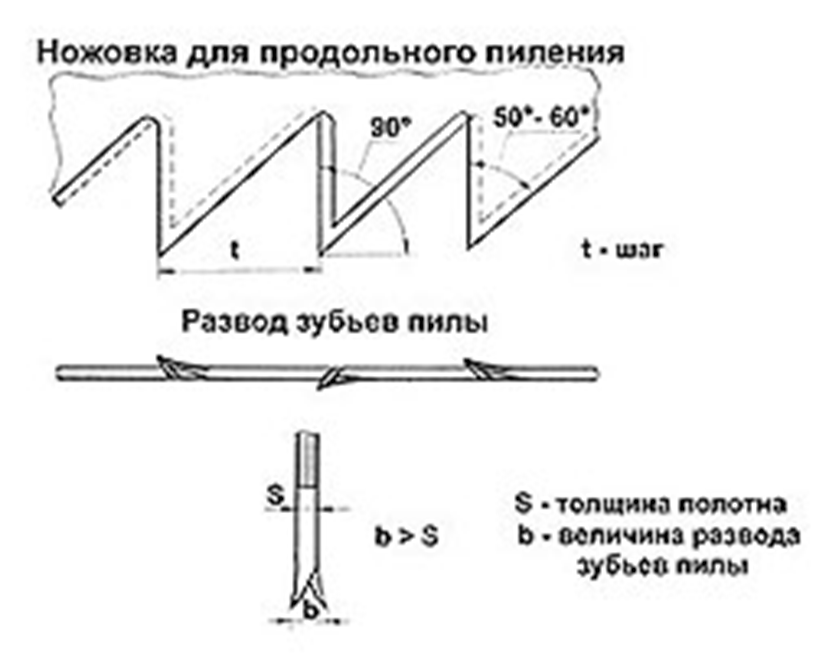
Пильные цепи для продольного пиления бензопилой
Современная цепь для продольного пиления представлена достаточно сложной конструкцией, которая изготавливается при применении высококачественной стали, характеризующейся повышенной износоустойчивостью и коррозионной стойкостью. Среди особенностей можно отметить следующее:
- Конструкция представлена отдельными звеньями, которые соединены между собой особым способом. За счет этого обеспечивается высокий уровень гибкости, цепь для продольного пиления может повторять сложную форму шины.
- Есть несколько различных пластин по предназначению: режущие, направляющие и соединительные. Режущие проводят непосредственное снятие материала.
Именно поэтому все обладатели подобного инструмента должны уделить внимание тому, каким именно образом проводится заточка
Механизированная заточка на машине
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.
При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Кроме этого, рекомендуется уделять популярности бренда, так как от этого зависит срок службы и многие другие моменты.
В заключение отметим, что допущенные ошибки на момент заточки могут стать причиной повышенного износа цепи. Именно поэтому при частом использовании инструмента и отсутствии требующей машины для заточки рекомендуется доверить работу профессионалам, которые предоставляют соответствующие услуги.

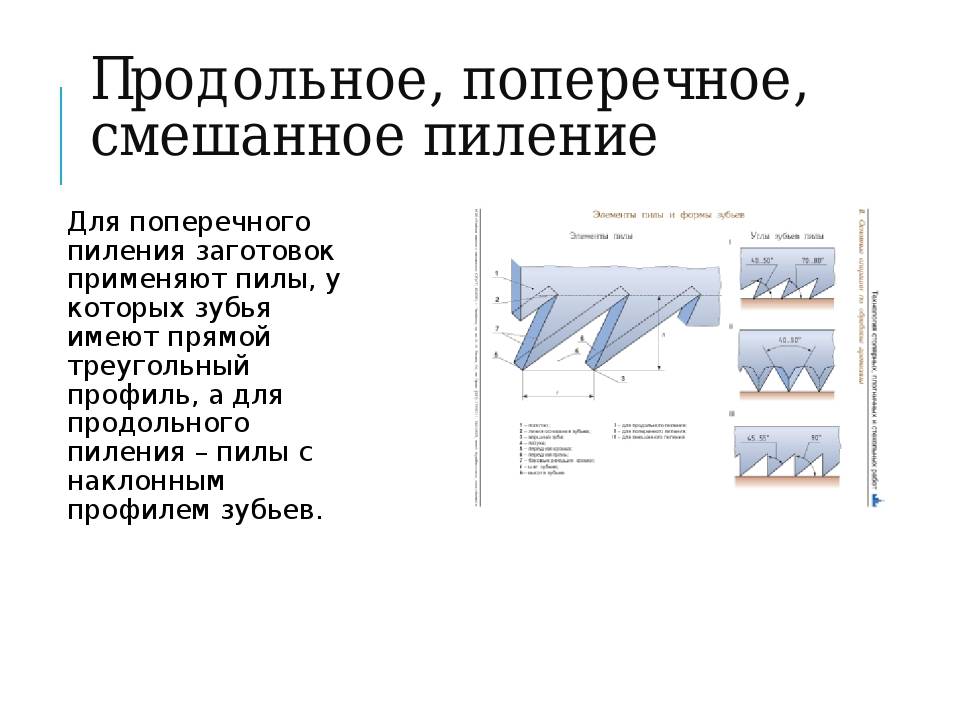
![§ 8. пиление [1978 бобиков п.д. - изготовление художественной мебели]](https://benzo-electro-instrument.ru/wp-content/uploads/c/2/a/c2a9fb39972e0e6bd5fb5957894a44e0.jpeg)
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Угол цепи цепной пилы. Как правильно выбрать?
Даже популярный Стих не вечен: когда-то зубы бензопилы изнашиваются, что легко определить по характеру сформированных стружек. С тупой режущей кромкой стружка мелкая, потому что рабочая кромка не режется, но дерево мажет. Естественно, что усилия, затрачиваемые оператором, резко возрастают. Пришло время затачивать пилу. Как это сделать правильно. выберите оптимальную технологию, определите, какой угол заточки зуба должен быть и как его проверить?
Углы шлифования и конфигурация зубьев пилы
Как ранее было отмечено, рассматриваемое изделие характеризуется довольно сложной конфигурацией. Среди особенностей современных вариантов исполнения можно отметить следующие моменты:
Выбор цепи для продольного пиления проводится для конкретной модели бензопилы, так как конфигурация во многом зависит от мощности и некоторых других моментов.
Для продольного распиливания шаг расположения режущих пластин составляет 0,325 дюйма. За счет этого обеспечивается высокая стабильность на момент работы.
Режущая кромка может иметь толщину 1,3 мм. В продаже встречаются также варианты исполнения, которые имеют толщину около 1,1 мм, но их сложно заточить в домашних условиях
Кроме этого, небольшая толщина позволяет проводить резание не толстых веток.
Уделяется внимание и высоте профиля, которая варьирует в диапазоне от 0,625 до 0,762 мм. Для бытовых вариантов исполнения подходит вариант исполнения с низким профилем
Этот показатель определяет вероятность появления вибрации на момент пиления.
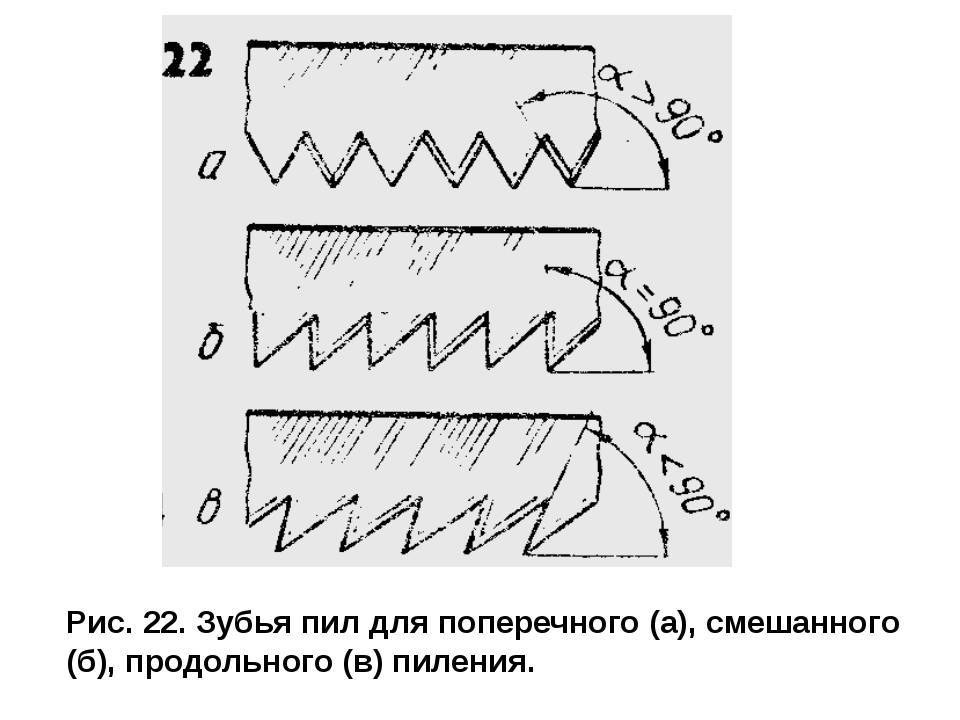
Угол заточки цепи бензопилы во многом зависит от цели инструмента, так как некоторые подходят для поперечной резки, другие для распиловки. Продольная стойкость древесины к пилению весьма высокая, поэтому края должны быть весьма острыми. Рекомендуемый угол заточки составляет 6-12°. Разница углов распила выбирается в зависимости от поставленной задачи, а также некоторых других моментов.
При выполнении работы не стоит забывать о том, что слишком малый показатель заточки становится причиной быстрого измельчения кромки. Этот момент наиболее важный в случае, когда изделие изготавливается при применении легированных сталей, к примеру, марки 40ХГС.
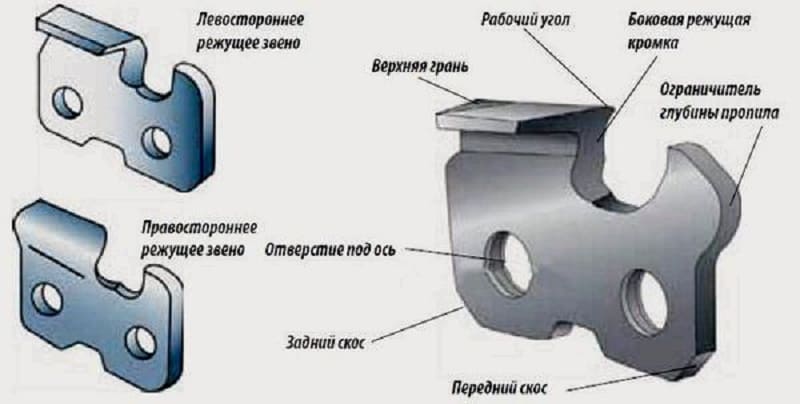
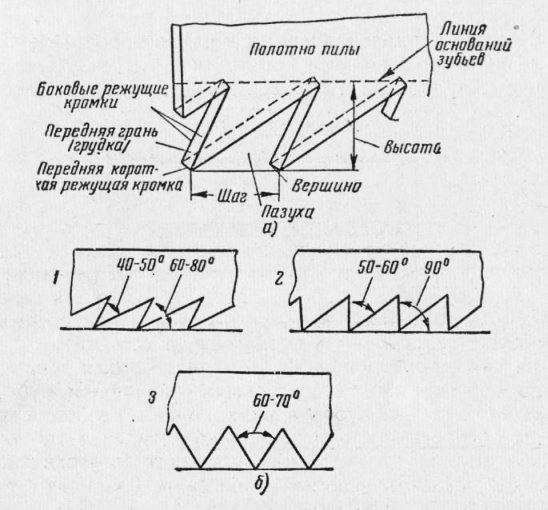
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
Читать также: Aisi 430 химический состав
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Особенности строения цепи
Чтобы эффективно уметь точить цепь бензопилы, необходимо знать строение ее зубьев. Не обойтись и без знания угла заточки. Каждый зуб отличается сложным строением. Его геометрия представлена следующими составляющими:
- основанием;
- лопаткой;
- ограничителем глубины.
При этом лопатка состоит из двух лезвий: торцевого и верхнего. Причем между ними должен быть правильный угол заточки цепи бензопилы, чтобы обеспечить ей необходимую производительность.


Как можно теперь догадаться — не цепь пилит дерево, поскольку служит основой для закрепления режущих звеньев, передвигает их с высокой скоростью. Сами звенья имеют острые лезвия, при помощи которых и спиливается древесина.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
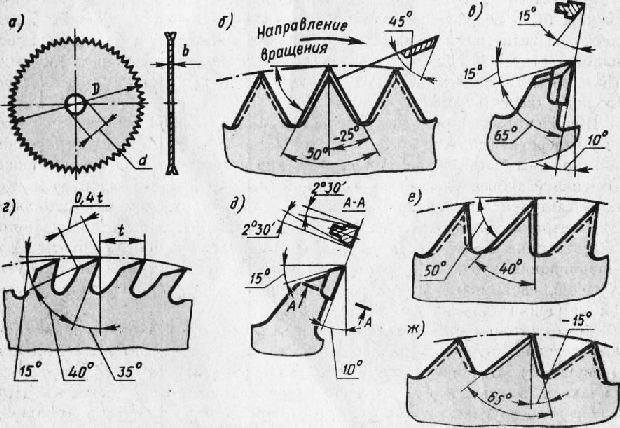
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
https://youtube.com/watch?v=Z4pivLmhAkY
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
- Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.
- Скошенная форма. Этими зубьями легко нарезать композитные материалы. Распил двустороннего ламинированного ДСП выполняется без сколов. Твёрдые заготовки легко режутся зубьями, у которых задняя поверхность имеет скошенный вид. Однако они слишком быстро тупятся. Чтобы этого не происходило, чередуется наклон зубьев.
- Трапециевидный. Основным преимуществом этого метода считается медленное затупление. Он работает в комплексе с прямыми зубьями. Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке.
- Конический. Полотна, имеющие такую форму зуба, считаются вспомогательными. Они предназначены для получения предварительных надрезов, предотвращают образование сколов. Такие диски не являются самостоятельным инструментом.
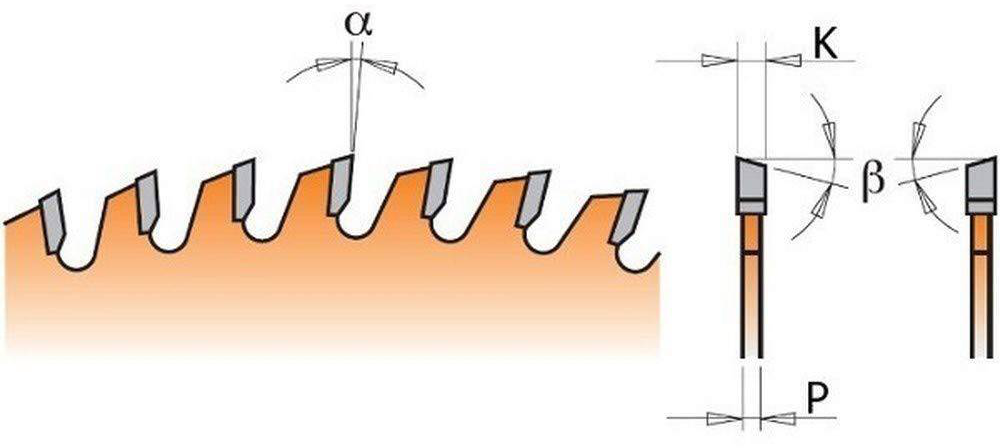
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15—25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5—10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал, тем нужно острее наточить зубья.
Как определить состояние цепи?
Когда именно необходимо проводить заточку цепи, вам никто не подскажет, так как ее износ зависит от многих факторов: интенсивности использования, твердости дерева, правильности положения пилы в момент работы и т.д. Но специалисты рекомендуют не дожидаться, когда пила перестанет пилить, а начнет крошить дерево.
Первые признаки затупления проявляются следующим образом:
- Если во время работы вам приходится применять усилие больше, чем обычно. Проверьте натяжение и фиксацию цепи.
- Удостоверьтесь, что стружка имеет однородный состав и одинаковый размер. Если цепь затупилась, то стружка становится неравномерная по размерам и с добавлением инородных примесей.
- Степень остроты зубьев влияет на ровность пиления. Если пила затупилась, то бензопилу может вести в сторону.
Правильная регулировка натяжения цепи
Правильно натянуть цепь на электропиле помогает специальное натяжное устройство, расположенное в нижней части корпуса электропилы. Чтобы правильно выполнить эту операцию, сначала нужно правильно надеть режущий элемент на шину электропилы. Существует несложная методика правильного надевания цепи.
- Ослабляют гайки крепления шины к корпусу.
- Одной рукой шину поднимают дальним концом вверх, не снимая ее с пилы.
- Второй рукой режущий элемент надевают на ведомую звездочку шины, а хвостовики направляющих зубьев вставляют в пазы («ручьи») шины.
- Нижнюю часть режущего элемента надевают на ведущую звездочку и опускают шину в горизонтальное положение.
- Не сильно прижав шину к корпусу гайками крепления, начинают натягивать режущий элемент, вращая отверткой регулировочный винт натяжного устройства.
- Как только режущий элемент достаточно натянулся, гайки крепления затягивают.
Проверка натяжения: оператор берется рукой за верхнюю тетиву и поднимает ее к верху. Нормальное натяжение – это такое натяжение, когда она поднимется так, что станут видны хвостовики трех выше всех поднятых направляющих зубьев, то есть на 0,5-0,6 см. Если цепь удовлетворяет этому требованию, то операцию завершают. При неправильном натяжении, гайки крепления ослабляют, и либо дополнительно натягивают, либо ослабляют натяжение. После регулировки гайки снова затягивают и снова проверяют натяжение. Часто считается нормальным натяжением, если тетива при отпускании издает звонкий щелчок, стукнувшись о шину.
Затачивание режущей части – несложная работа, однако и для нее нужны знания и небольшой опыт. Рассказанная методика одинакова для бензопил и электропил, так как они отличаются только типом двигателя
Основные требования при затачивании любой цепной пилы – осторожность, внимательность и аккуратность
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее

Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Это интересно: Виды насадок на бензопилу и их применение





