

Описание У8А
Сталь У8А – материал, используемый для производства:
- различных инструментов, предназначенных для эксплуатации в условиях, не вызывающих разогрева кромки;
- инструментов, при помощи которых выполняется обработка дерева (фрез, цековок, зенковок, стамесок, топоров, долот, пил);
- плит и стержней, накатных роликов для форм литья;
- калибров пониженных классов точности и простой формы;
- термообработанной ленты от 2,5 до 0,02 мм, используемой для производства витых и плоских пружин, а также других деталей сложной конфигурации;
- холоднокатаной термообработанной ленты 0,05 – 1,3 мм;
- плющеной термообработанной ленты 0,15-2 мм;
- измерительных лент.
Виды обработки стали: отжиг
Отжиг – это один из способов высокотемпературной обработки стали, с которым отлично справится установка ТВЧ. В основе его принципа лежит нагрев металла до заданной температуры, выдержка, а затем медленное охлаждение. Производится отжиг стали для того, чтобы выровнять структуру металла, улучшить пластичность, а также уменьшить напряжение металла, если перед отжигом производились какие-либо другие процессы термической обработки. Отжиг, как и другие виды термообработки стали, подразделяется на подтипы:
- Отжиг первого рода. Во время произведения данного вида термической обработки не происходит перекристаллизация, называемая фазовыми превращениями. Если данные превращения и произведутся, то на итоговые результаты вовсе не скажутся. Производиться отжиг первого рода может при температуре, которая будет ниже или выше температуры фазовых превращений.
- Диффузионный отжиг. По-другому называется гомогенизацией. Во время проведения данного вида отжига происходит длительная выдержка изделия в среде, имеющей температуру выше 950 градусов. Диффузионный отжиг позволяет устранить или уменьшить химическую неоднородность стали, которая негативно сказывается на металле, снижая его пластичность и повышая хрупкость. Время выдержки изделия при произведении гомогенизации определятся исходя из параметров и марки стали, однако колеблется в пределах 50-100 часов.
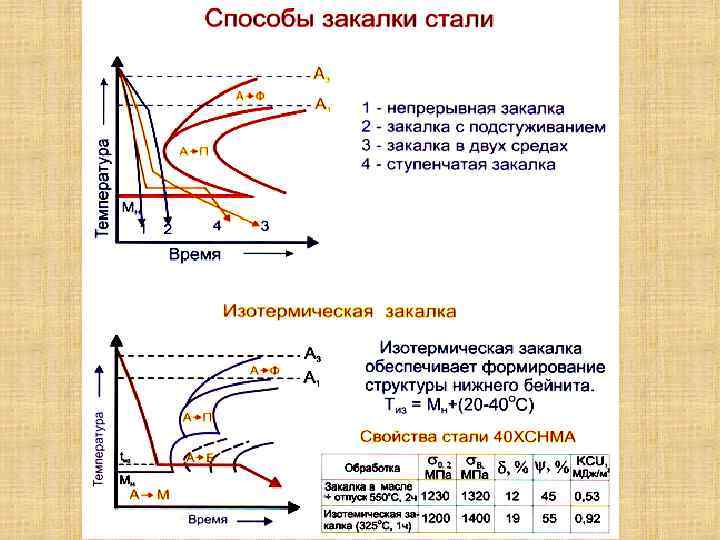
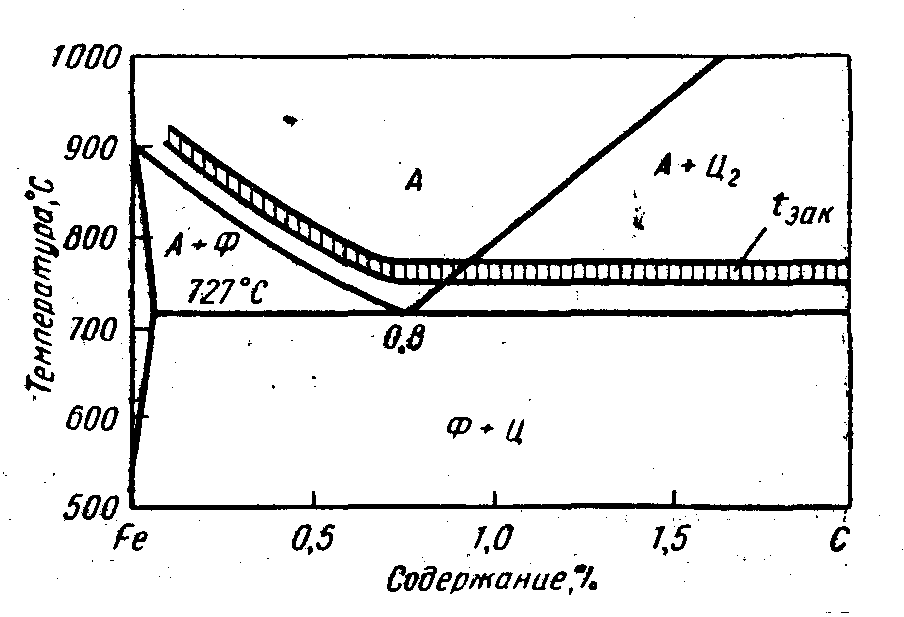
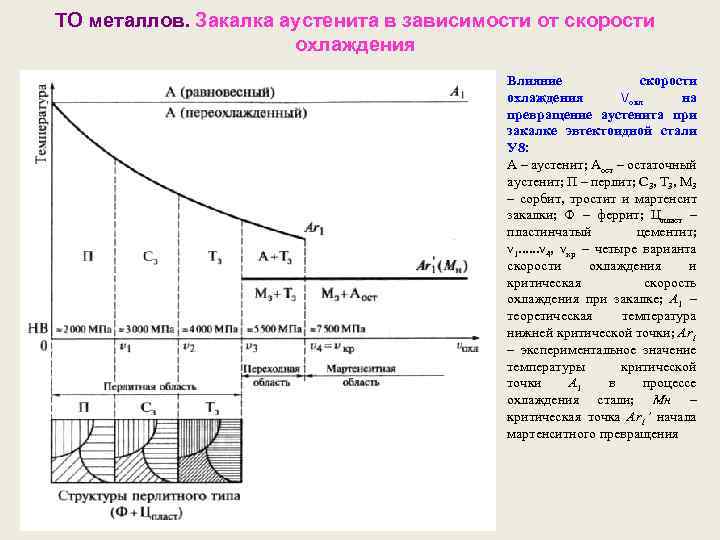
- Отжиг второго рода. Во время проведения отжига второго рода сталь нагревается до температуры, которая будет выше точек АС1 или АС3 (смотрите изображение 1), затем происходит выдержка и медленное охлаждение. В результате медленного охлаждения фазовые превращения внутри металла приводят к получению почти равновесного состояния структуры металла.
- Полный отжиг. Еще данный тип отжига называют высоким. Производится он при нагреве металла под температурой, которая будет на 30-50 градусов ниже, чем верхняя критическая точка АС3, также изделие выдерживается при этой температуре, а затем медленно охлаждается вместе с установкой. Полный отжиг позволяет произвести полную перекристаллизацию металла, получив перлитную структуру.
- Неполный отжиг. До термической обработки сталь имеет слишком высокую твердость и тяжело поддается обработке. Внутри структуры имеется напряжение металла. Неполный отжиг применяется для устранения этого недостатка в виде уменьшения твердости металла. При неполном отжиге сталь нагревают, придерживаясь интервала температур между точкам АС1 и АС3. После проведения неполного отжига металл полностью избавляется от внутреннего напряжения, а сталь становится более податливой.
- Сфероидизирующий отжиг. Высокоуглеродистая заэвтектоидная сталь, обладающая структурой пластинчатого перлита очень плохо поддается обработке при помощи режущих инструментов, поэтому должен быть проведен сфероидизирующий отжиг для изменения структуры на зернистый перлит. Для это металл нагревают ниже точки АС1, выдерживают при этой температуре несколько часов, а затем остужают. На изображении 2 вы можете заметить схему отжига на зернистый перлит.
- Изометрический отжиг. Проводится для получения ферритно-перлитовой смеси из аустенита при постоянной температуре. Изометрический отжиг предусматривает нагрев стали на 30-50 градусов выше точек АС3 или АСm, выдержку при соблюдении этой температуры и дальнейшее охлаждение до температуры перлитного превращения, которая как правило равняется 620-680 градусов, а затем снова выдерживают до конечного превращения аустенита в перлит.
- Рекристализационный отжиг. По-другому называется разупрочняющим отжигом. Рекристализационный отжиг производится в отношении изделий, которые были подвержены наклепу металла, и кристаллическая решетка которых исказилась. Разупрочняющий отжиг производится при температуре ниже точки АС1, то есть 630-650 градусов.
- Светлый отжиг. Производится для того, чтобы сохранить блестящую и чистую поверхность стальных листов, лент, прутков и т.п.
Как видите, существует немало видов отжига, позволяющих добиться нужных изменений в структуре металла. Установка ТВЧ способна с высокой точностью и с хорошим качеством проводить отжиг стали, приводя ее структуру в нужное состояние.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Для каких ножей лучше использовать
Сталь У8 благодаря своим преимуществам универсальна в применении. Поэтому из неё делают различные режущие инструменты: от столовых приборов до топоров, пил и зубил. В случае с ножами оптимально использование для изготовления двух видов.
Хозяйственные
В эту группу попадают различные режущие инструменты, которые можно использовать при ремонте, в лесу, гараже, мастерской. Они неприхотливы, прочны, долго сохраняют заточку. Поэтому востребованы среди путешественников, любителей охоты, рыбалки, активного отдыха.
Их клинки хорошо сбалансированы, удобно лежат в руке. При этом они справляются с разными задачами: способны перерезать канат, толстую верёвку, ветку, заточить колья, отрезать проволоку, могут выступать клином для щелей. При работе не приходится волноваться о том, чтобы не повредить клинок: прочность металла настолько высока, что на поверхности стали даже не образуются царапины.
Бытовые
Такие изделия есть на кухне каждой хозяйки. В зависимости от размера, формы и толщины клинка они могут быть предназначены для нарезки мяса и рыбы, овощей и стейка, сыра. Также выделяют филейные, обвалочные, устричные. Все эти изделия могут изготавливаться из стали У8.
В таком случае они будут обладать привлекательным внешним видом, прочностью и износостойкостью. Помимо профессиональных поварских ножей в группу бытовых также попадают столовые. Для их изготовления применяют сталь пониженной твёрдости (HRC 45-50). Большим спросом пользуются карманные и складные ножи. Их отличает функциональность, удобство и долгий срок службы.

Бытовой нож из стали У8.
Сталь У8 подходит для изготовления как бытовых, так и хозяйственных ножей различных типов. Простота обработки позволяет придать изделию любую форму и толщину, сохранив при этом прочность и твёрдость. Этим и объясняется ассортимент режущих инструментов, выполненных из такого сплава.
Закалка стали 45
В целом, отжиг стали или же ее нормализация являются подготовкой сплава к последующим процессам термообработки. Вторым по счету процессом обработки идет закалка стали 45
. С виду может показаться, что этот этап полностью дублирует отжиг и нормализацию:Закалка стали 45 также состоит из двух основных технологических операций: нагрева и охлаждения. Однако у него имеются свои довольно важные отличительные характеристики.
Если быть точнее, то этой важной отличительной чертой будет скорость охлаждения стали. В случае с закалкой стали 45 заготовка сперва нагревается до температуры, которая превышает критическую
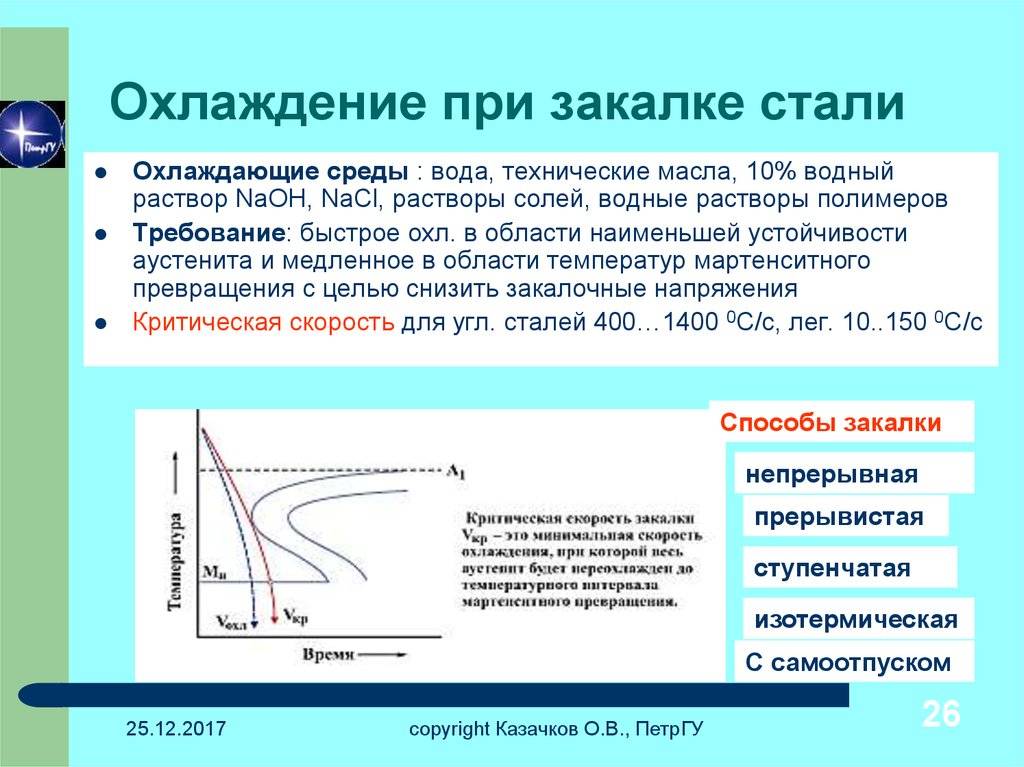
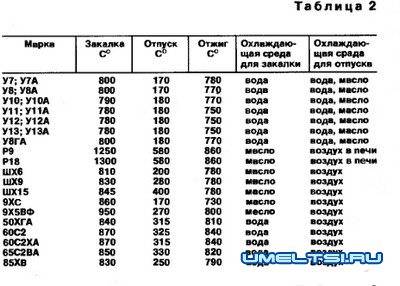
После этого сталь будет сразу же охлаждена в специальной жидкости. В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
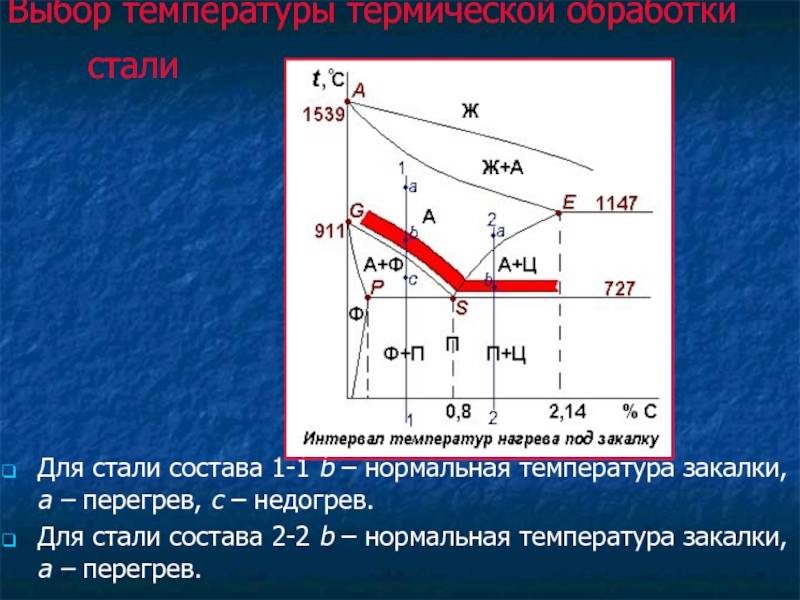
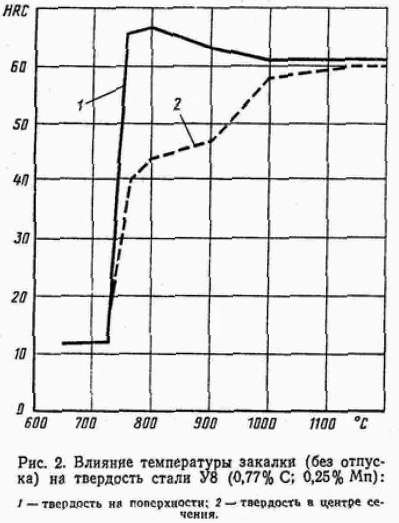
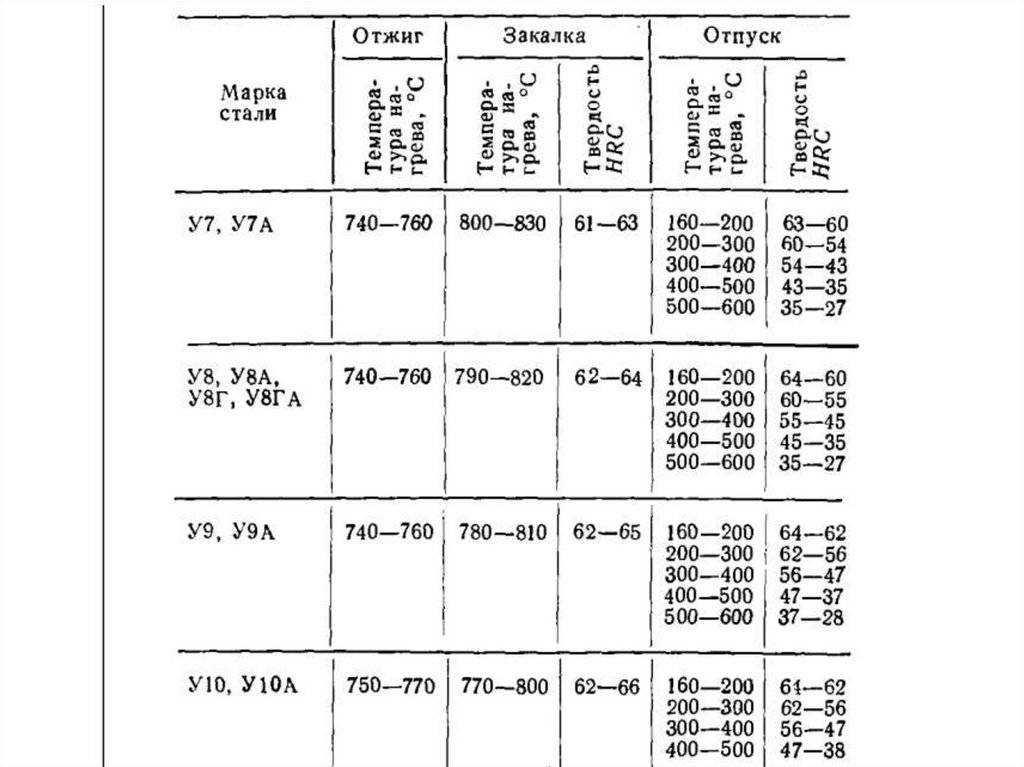
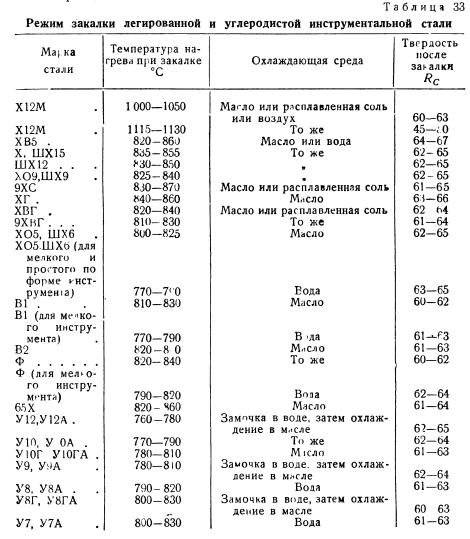
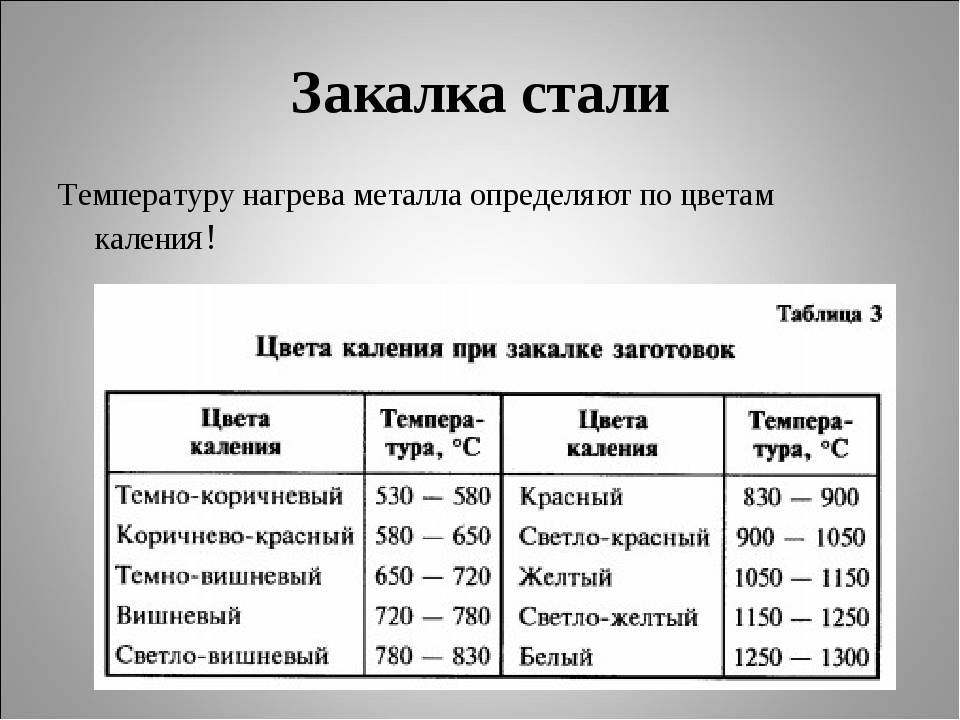
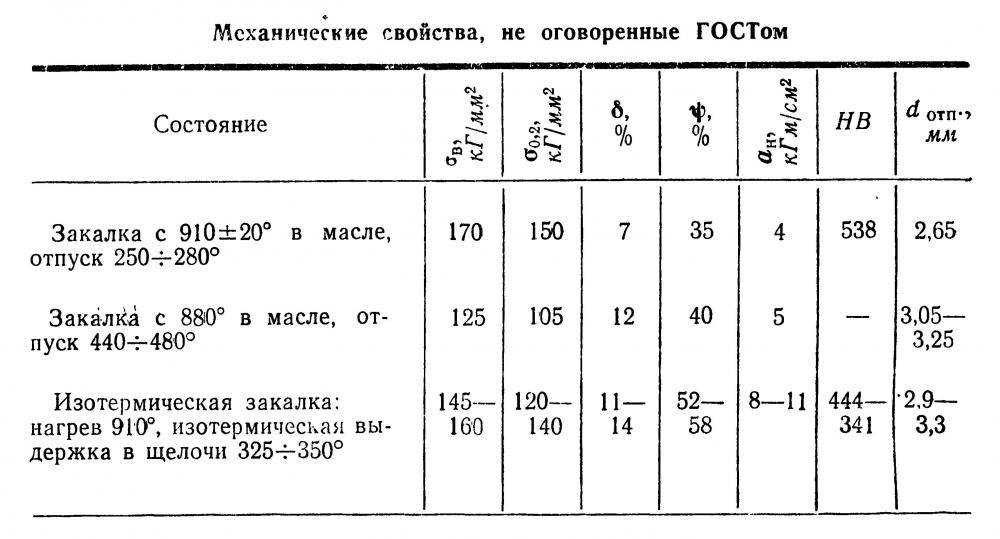
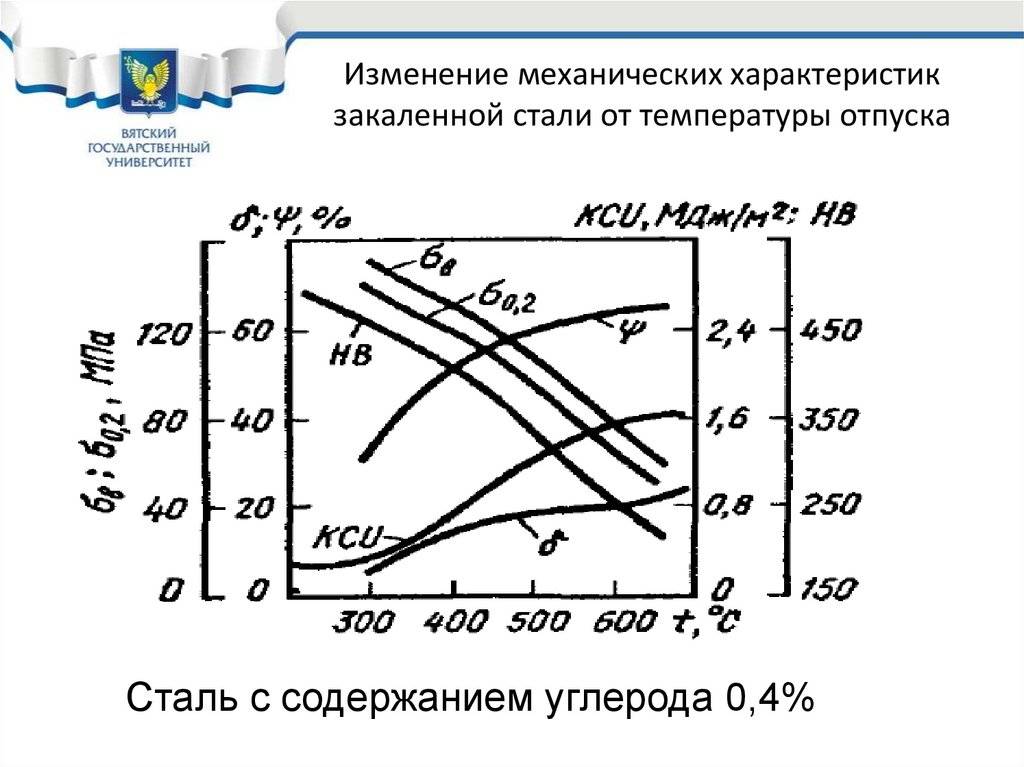

Рисунок 1
Закалка стали 45
в воде производится при температуре жидкости от +20°С до +30°С. Если в качестве закалочной среды используют раствор каустической соды, то его температура будет составлять от +50°С до +60°С.Температура закалки стали 45 , при которой этот материал помещают в охлаждающую жидкость, составляет от + 820 °С до + 860°С. Визуально подобные температуры соответствует диапазону от светло-красного до темно-оранжевого цвета.
Н агрев стали до этих значений обычно выполняется в специальных печах. Но в некоторых случаях также применяется закалка стали 45
токами высокой частоты (ТВЧ). Между этими двумя методами существует разница в о времени выдержк и заготовки. Это обусловлено тем, что данные установки имеют раз лич ные режимы нагрева. При этом с помощью ТВЧ сталь 45 будет нагрета за более быстрый промежуток времени в сравнении с обычной печью.
Устройство для нагрева стали
Температура нагрева стали
От +820°С до +860°С
От +880°С до +920°С
Несмотря на то, что при использовании ТВЧ нагрев стали 45 нужно выполнять до чуть более высоких температур, как такового перегрева материала не происходит. Размер и структура у зерна остается прежним, так как для нагрева через ТВЧ требуется намного меньше времени. Кстати говоря, с помощью проведения закалки токами высокой частоты, твердость стали 45
возрастает по шкале Роквелла (HRC) возрастает приблизительно на 2-3 единицы.
При нагреве стали 45 до температуры, превышающей критическое значение на отметку в +30°С — +50°С, материал достигнет своего аустенитного состояния. Иначе говоря, атомная решетка железа (Fe) изменит объемно-центрированн ой вид на решетку гранецентрированной формы. У глерод (С), содержащийся в перлит е как кристалл ы соединения Fe 3 C (цементита) примет вид твердого раствора — атомы внедрятся в гранецентрированную решетку.
После помещения раскаленного материала в охлаждающую ванну для закалки, температура стали 45
очень быстро понижается до значения комнатной от +20°С до +25°С. Само собой, в связи с этим в структуре сразу происходит процесс обратной перестройки атомной решетки металла — из гранецентрированной она возвращается в исходную объемно-центрированную. Именно это и придает итоговому материалу высокую твердость и прочность.
Дело в том, что при комнатной температуре рабочей среды атомы будут иметь крайне малую степень подвижности. Поэтому при резком охлаждении они попросту не успевают выйти из состояния раствора и образовать цементит. Получается, что сам углерод силой удерживается в решетке железа, тем самым образовывая перенасыщенный твердый раствор. В решетке при этом создается избыточное внутреннее напряжение от атомов углерода.
Закалка
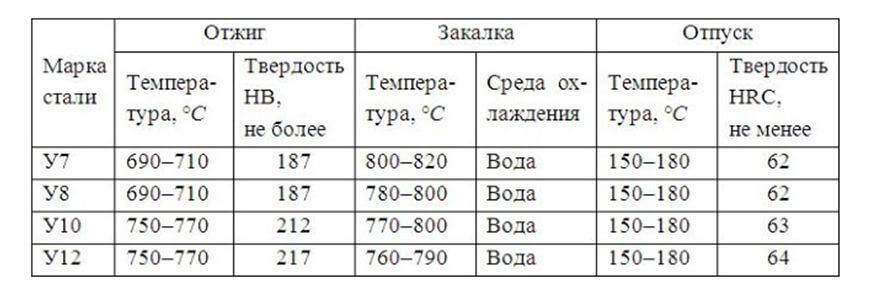
Если технология закалки соблюдена, то конечная твёрдость изделий после термообработки должна находиться в пределах 59…62 HRC. Для выполнения такого условия, и сохранения необходимой структуры (мартенсит+аустенит) необходимо придерживаться следующих рекомендаций:
Закалочные процессы протекают в полном объёме, если они начинаются при 800…820 °С.
Соотношение времени предварительного и окончательного подогрева инструмента под закалку должно быть одинаковым, и находиться в температурном диапазоне значений 400…500 °С.
Точное время нагрева обычно рассчитывается в зависимости от площади поверхности инструмента и его объёма
Особенно это важно при нагреве заготовок в расплавах солей: для расплавов это должно быть 8…14 мин, для водных растворов – 15…30 мин (увеличенные нормативы применяются для инструмента с резко отличающимися продольными и поперечными размерами).
Охлаждение инструмента после закалки проводят в воде, температура которой (независимо от времени года и температуры в термическом отделении) должна находиться в пределах 18…25 °С. При более низких температурах возрастает риск растрескивания изделий, а при более высоких твёрдость инструмента получается неравномерной
Тот же дефект возможен в том случае, когда закалочная среда загрязнена минеральными и органическими остатками.
Закалка стали У8 на воздухе невозможна.
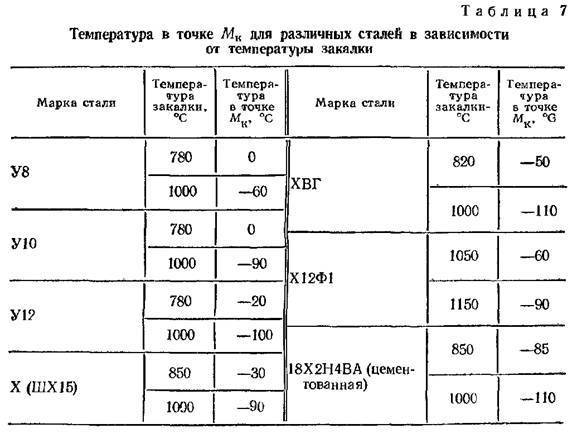
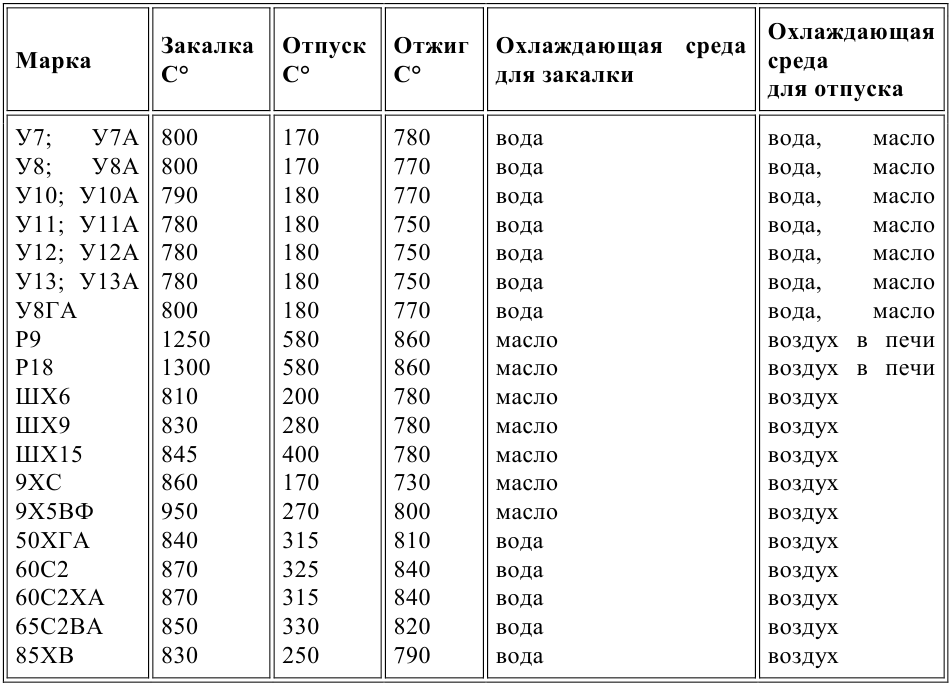
После закалки производится отпуск изделий. При этом мартенситное превращение происходит в полной мере, внутренне напряжения снижаются, а вязкость сердцевины возрастает. Температура отпуска стали У8 после закалки составляет 140…200 °С: именно после таких температур конечная продукция сохранит достаточную твёрдость, и будет обладать достаточно вязкой сердцевиной. Время выдержки принимают в пределах 120…200 с, для измерительного инструмента температура может быть дополнительно снижена на 20…50 °С.
Иногда после заточки и шлифования инструмента из стали У8 (в основном, мерительного) проводят дополнительный отпуск. При этом температура составляет 300…350 °С, а время выдержки — 1,5…2 часа, с последующим охлаждением детали на воздухе.
Механические свойства стали У8А в зависимости от температуры испытания
| Температура испытаний, °С | Предел текучести условный (МПа) | Предел прочности при растяжении (МПа) | Относительное удлинение после разрыва (%) | Относительное сужение, % | Твердость по Бринеллю |
| Отжиг или нормализация | |||||
| 100 | — | 710 | 17 | 24 | 195 |
| 200 | — | 640 | 15 | 15 | 205 |
| 300 | — | — | 17 | 16 | 205 |
| 400 | — | — | 19 | 23 | 190 |
| 500 | — | 500 | 23 | 29 | 170 |
| 600 | — | 370 | 28 | 39 | 150 |
| 700 | — | 225 | 33 | 50 | 120 |
| Закалка 780 °С, масло. Отпуск 400 °С (образцы гладкие диаметром 6,3 мм) | |||||
| 20 | 1230 | 1420 | 10 | 37 | — |
| -40 | 1270 | 1450 | 11 | 36 | — |
| -70 | 1300 | 1470 | 12 | 35 | — |
| Закалка 780 °С, масло. Отпуск 400 °С (образцы гладкие диаметром 6,3 мм) | |||||
| 700 | — | 105 | 58 | 91 | — |
| 800 | — | 91 | 58 | 100 | — |
| 900 | — | 55 | 62 | 100 | — |
| 1000 | — | 33 | 62 | 100 | — |
| 1100 | — | 21 | 80 | 100 | — |
| 1200 | — | 15 | 679 | 100 | — |
Термообработка инструментальных сплавов
Практически для всех металлов справедливо утверждение: с повышением температуры отпуска снижается прочность и увеличивается пластичность. Исключение составляют только быстрорежущие стали, применяющиеся в производстве инструментов. Для обеспечения лучших характеристик теплостойкости и износостойкости их легируют карбидообразующими элементами: молибденом, кобальтом, вольфрамом и ванадием. А для закалки используют нагрев до температур свыше 1200 °C, что позволяет наиболее полно растворить образовавшиеся карбиды.
Теплопроводности самого железа и легирующих его элементов значительно различаются, поэтому для предотвращения деформации и растрескивания при нагреве следует выполнять температурные паузы. Это происходит при достижении 800 °C и 1050 °C, а для больших предметов первый интервал назначают при температуре 600 °C. Длительность остановки лежит в пределах от 5 до 20 минут, что позволяет обеспечить наилучшие условия для растворения карбидов. Охлаждение чаще всего проводят в масле.
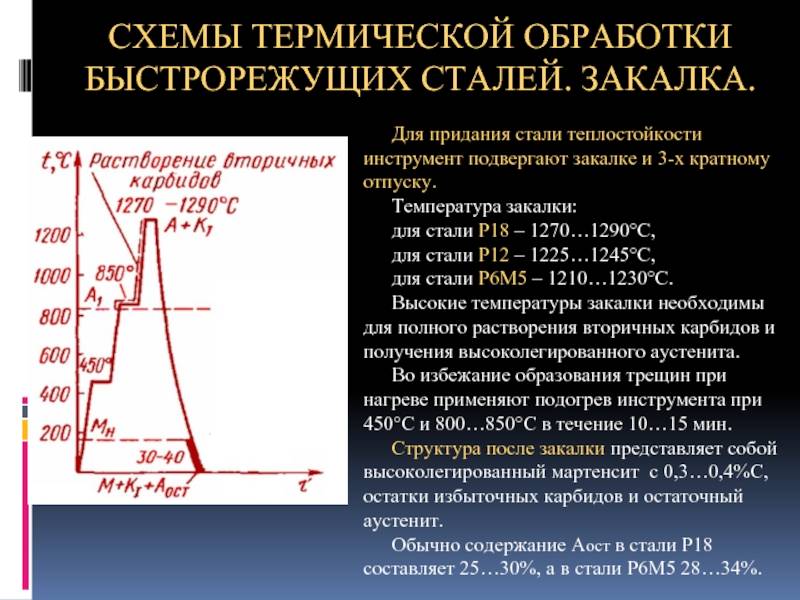
Существенно уменьшить деформацию позволяет ступенчатая термообработка стали в расплавах солей, где закалка выполняется при температуре около 500 °C. Для увеличения твёрдости изделий далее следует двукратный отпуск при 570 °C. Длительность процесса составляет 1 час, а на его режим влияют химические свойства легирующих элементов и температура, определяющая скорость выделения карбидов.
Возможен ли отпуск стали в условиях домашней мастерской
Домашнее использование данной технологии становится возможным, когда необходимо снять внутреннее напряжение металла. В данном случае марка стали не играет роли — нагрев необходимо производить до 200°С (не выше), и выдерживать в таких условиях до 1 часа
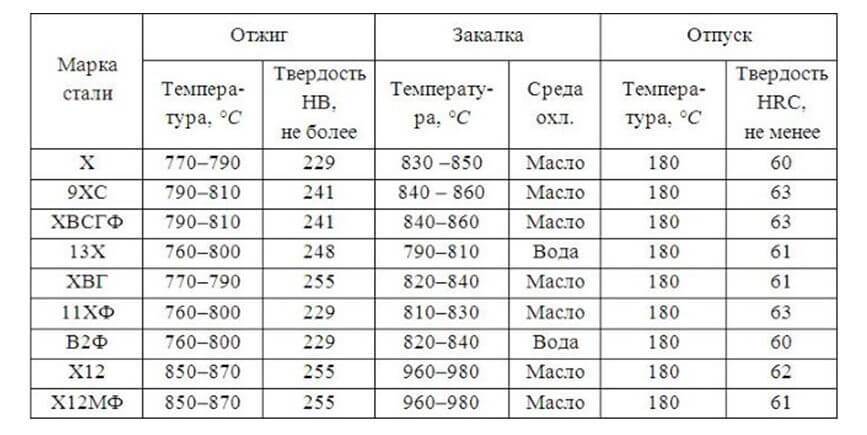
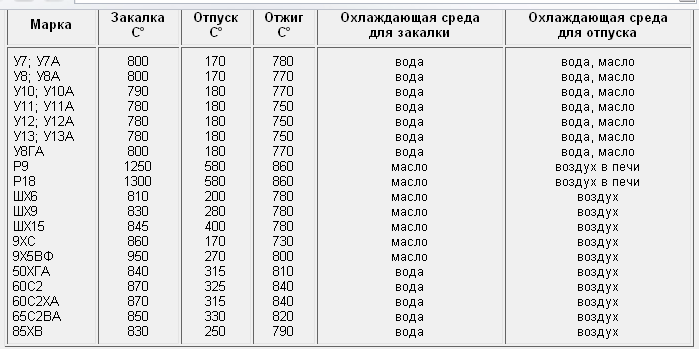
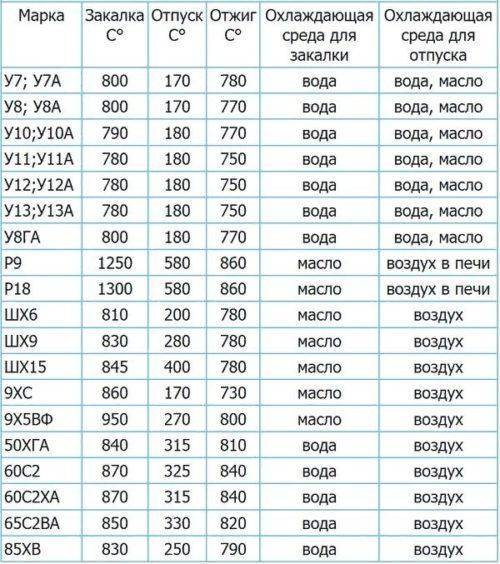
Если нужно снизить твердость и повысить вязкость, тогда важно знать марку стали (чтобы определить температурные режимы отпуска). Информацию подобного рода можно отыскать в интернете или в учебниках по термообработке, где представлены таблицы с марками стали, изделиями и температурными режимами закалки и отпуска стали
В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка. При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой.
Обычно домашний отпуск стали применяют в отношении ножей, вилок, металлических чашек, автомобильных деталей и др. При этом можно столкнуться некоторыми достаточно распространенными проблемами:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
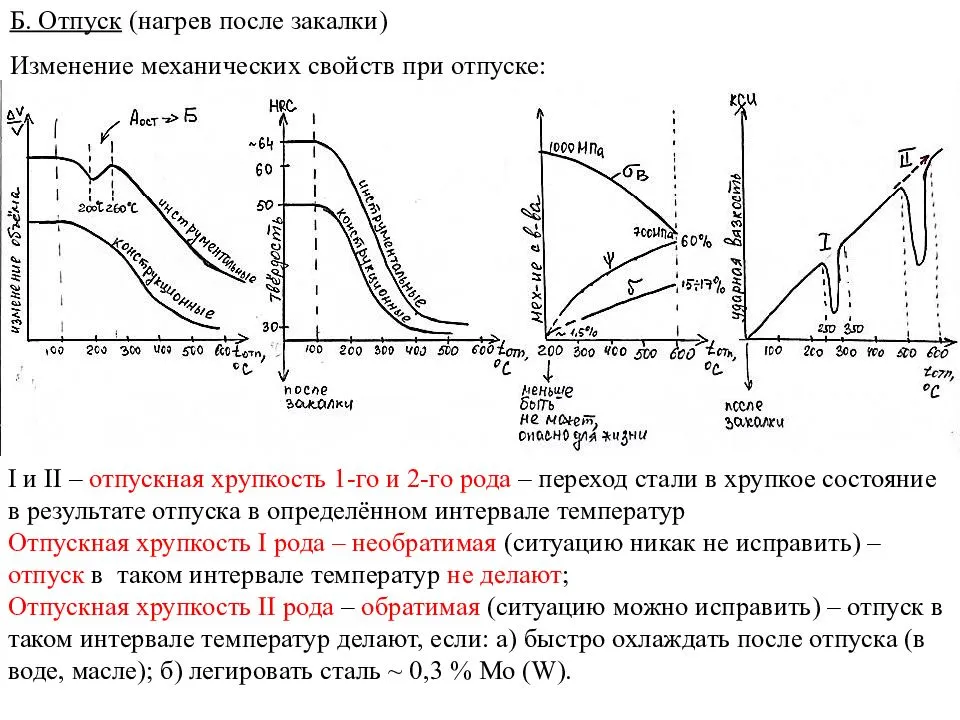
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.

Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Закалка токами высокой частоты
Что подразумевают под закалкой
Если взять обычный гвоздь, зажать в тисках и попробовать согнуть его молотком, то это легко получится – гвоздь изготовлен из пластичной стали. Но если тот же эксперимент провести со сверлом – последнее лопнет при ударе молотка. Результат говорит о том, что сверло подвергали определенной обработке по увеличению его прочности, иначе оно не смогло бы пробуривать отверстия в плотном материале. Что же такое закалка металла?
 Закалка стали
Закалка стали
Говоря научным языком, закалкой металла называют технологический процесс, при котором кристаллическая решетка закаливаемого материала приобретает определенную структуру. Это возможно при воздействии на изделие высокими температурами до состояния его накаливания и дальнейшее охлаждение в масляной или водной среде. Сам процесс подразумевает множество нюансов температурного режима, длительности обработки металла.
Важно понимать, что увеличение твердости металла при закалке (полиморфном превращении) ведет к повышению его хрупкости. Поэтому проводить механические преобразования закаленных сталей (изгибание, выкручивание) можно только после предварительного нагрева их до определенной температуры
Плюсы стали У10
Положительные свойства ножей серии У10 составляют обширный перечень.
- Острый. Отличные режущие качества. Твердость ножей из инструментальной легированной стали проверяют по ГОСТ 9012 при снятом обезуглероженном слое на расстоянии 10 см от полосы. Количество отпечатков не должно превышать трех.
- Долго сохраняет заточку. Режущая кромка изделия длительное время остается острой. Ножи из стали У10 с легкостью проходят тесты жесткими, мягкими и абразивными материалами, показывая конкурентные преимущества при нарезании материала под различными углами.
- Стойкость к истиранию. Ножи серии У10 устойчивы к выкрашиванию (загибу краев) при разделке небольших охотничьих трофеев, использовании в быту и на рыбалке. Однако, производители изделий из твердых стальных сплавов предупреждают о возможном нарушении структуры металла при реализации сложных задач: Рубки твердых заготовок — дерева, гвоздей, металлоконструкций, костей крупного скота.
- Открывания консервных банок.
- Замены молотков, отверток, подобного инструмента.
- Работы с агрессивными средами.
- Перегиба под большим углом.
Используется для создания эксклюзивного орудия. Инструментальная углеродистая сталь успешно применяется частными мастерами для изготовления режущих приспособлений (авторских клинков ножей, кинжалов, стилетов, сабель, шпаг, палашей), соответствующих высокой степени износостойкости и красностойкости.
Стоит недорого. Распространенность сырья и экономически выгодная технология производства обуславливает приемлемые цены готовых ножей.
Малотоксичный. Сталь У10 соответствует гигиеническим нормам материала.
Долговечный. Длительность эксплуатации ножей из легированной стали достигает 50 лет. На протяжении указанного срока изделия хорошо сохраняют первоначальные свойства.
Обеспечивает легкость ухода. Простота ухода и эксплуатации. После применения ножа из стали У10, достаточно удалить влагу, очистить инструмент от грязи. Затем клинок подвергается дальнейшей обработке антикоррозионной смазкой (минеральным, оружейным маслом или силиконовой смазкой). Процедура занимает минимум времени.
Возможно травление. Травление ножей из стали У10 проводят в растворе, содержащем 15 % персульфата аммония и 85 % воды. Достаточно подержать нож в растворе на протяжении 2 минут, затем промыть инструмент под струей чистой воды, протереть ватным тампоном. Для достижения желаемого эффекта, процедуру повторяют 2-3 раза. Вместо персульфата аммония также подойдет азотная кислота (5 %).
Привлекаельный внешний вид. Эстетичность и практичность продукции из стали У10 обеспечивает высокую популярность готовых ножей у коллекционеров. На заметку! Многие мастера успешно используют возможность комбинирования железа и высокоуглеродистой стали для получения материала, способного восполнить недостатки исходных заготовок. Например, чередуют слои сплавов с высоким и низким содержанием углерода. Первые при закалке обретают большую твердость, а вторые, служат амортизирующей подложкой, обеспечивая клинкам гибкость и упругость.

Закалка – критический диаметр, мм
| На воздухе | В воде | В селитре | В масле |
| не закаливается | 15–20 | 4–6 | 4–6 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7839 | 2.09 | ||||
| 100 | 7817 | 230 | 2.05 | 49 | 11.4 | 477 |
| 200 | 7786 | 305 | 1.99 | 46 | 12.2 | 511 |
| 300 | 7752 | 395 | 1.92 | 42 | 13 | 528 |
| 400 | 7714 | 491 | 1.85 | 38 | 13.7 | 548 |
| 500 | 7676 | 625 | 1.75 | 35 | 14.3 | 565 |
| 600 | 7638 | 769 | 1.66 | 33 | 14.8 | 594 |
| 700 | 7600 | 931 | 30 | 15.2 | 624 | |
| 800 | 7852 | 1129 | 24 | 14.5 | 724 | |
| 900 | 1165 |
| Австрия | Англия | Германия | Евросоюз | Италия |
| ONORM | BS | DIN, WNr | EN | UNI |
| K980 |
BW1A
| BW1B |
1.1625
| C80W1 |
| C80W2 |
CT80
C80KU
| Китай | Польша | США | Франция | Чехия | Япония |
| GB | PN | — | AFNOR | CSN | JIS |
| T8 |
N8
W1-7
C90E2U
| Y1-70 |
| Y1-80 |
| Y180 |
| Y90 |
19152
SK5
| SK6 |
| SKC3 |
Сталь марки У8 используют для изготовления инструмента, работающего без разогрева режущей кромки.
Область применения
Сталь У8а применяется в большинстве случаев для получения рабочей поверхности режущих инструментов. Несмотря на относительно высокую устойчивость к температуре, этот металл применяется в большинстве случаев для изготовления инструментов, которые не нагреваются на момент эксплуатации. Примером можно назвать:
- Зубила.
- Стамески.
- Пилы.
- Колуны.
- Топоры.
- Молотки.
Сегодня У8 и У8а нашли применение в сфере производства слесарно-монтажных инструментов. Как ранее было отмечено, металл предназначен не только для изготовления инструментов, но и различных износостойких деталей. Пружины, ролики, простейшие калибры могут изготавливаться при применении подобной стали.
Еще одна распространенная область применения металла — изготовление штампов для холодной высадки. Подобная инструментальная сталь подходит для изготовления штампов по причине высокой прочности и ударостойкости.

Как показывают результаты проводимых тестов, при нагреве У8 и У8а быстро начинает терять свою прочность и износостойкость. Поэтому сегодня при изготовлении резцов и фрез они практически не применяются.
Инструментальная углеродистая сталь ГОСТ 1435-99
Углеродистая сталь — сталь, не имеющая в своем составе легирующих элементов, но содержащая углерод в различной концентрации: до 0,25% — низкоуглеродистая сталь, 0,24-0,6% среднеуглеродистая сталь, более 0,6 — высокоуглеродистая сталь.
ГОСТ 1435-94 регулирует нормы изготовления прутков и полос кованых, горячекатаных, калиброванных и со специальной отделкой поверхности из инструментальной углеродистой (нелегированной) стали, а также нормы химического состава для слитков, заготовок, листов, лент, проволоки и другой металлопродукции.
Классификация углеродистых сталей
По назначению:
- быстрорежущая — Р;
- шарикоподшипниковая — Ш;
- электротехническая — Э.
По химическому составу:
- качественная;
- высококачественная — А.
По назначению в зависимости от массовой доли хрома, никеля и меди:
- 1 — для продукции всех видов, кроме патентированной проволоки и ленты;
- 2 — для патентированной проволоки и ленты;
- 3 — для продукции всех видов, изготавливающейся с многократными нагревами, усиливающими возможность проявления графитизации стали, а также для продукции, от которой требуется повышенная прокаливаемость (кроме проката для сердечников, патентированной проволоки и ленты).
По способу дальнейшей обработки:
- а — прокат горячекатаный и кованый для горячей обработки давлением (осадки, высадки), холодного волочения;
- б — для холодной механической обработки (обточки, фрезерования и т.п.).
По качеству и отделке поверхности:
- для горячекатаной и кованой стали: 2ГП — для подгруппы «а», 3ГП — для подгруппы «б»;
- для калиброванной стали — Б и В.
- для проката со специальной обработкой поверхности — В, Г, Д.
По состоянию материала:
- сталь без термической обработки;
- термически обработанная сталь — ТО;
- нагартованный прокат — НГ (для прутков калиброванных и со специальной отделкой поверхности).
Марки инструментальной углеродистой стали
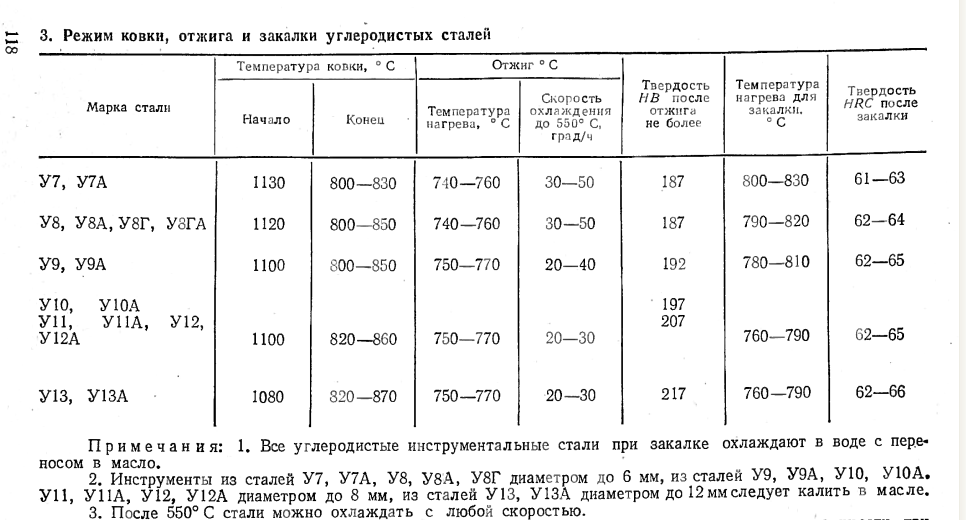
Марки инструментальной углеродистой стали: У7, У8, У8Г, У9, У10, У11, У11А, У12, У13, У13А, У7А, У8А, У8ГА, У9А, У10А, У12А.
Обозначение марки стали: У — углеродистая, следующая за ней цифра — средняя массовая дол углерода в десятых долях процента, Г — повышенная массовая доля марганца.
Применение инструментальной углеродистой стали
| Марка стали | Область применения |
| У7(А) | Инструменты для обработки дерева (топоры, стамески и т.п.); небольшие пневматические инструменты (зубила, обжимки и т.п.); кузнечные штампы; игольная проволока; слесарно-монтажные инструменты: молотки, кувалды, отвертки, плоскогубцы, кусачки и др. |
| У8(А), У8(Г, ГА), У9(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: фрезы, топоры, стамески, пилы и т.п. Накатные ролики, плиты и стержни для форм литья под давлением оловянно-свинцовистых сплавов. Для слесарно-монтажных инструментов (обжимки для заклепок, кернеры, отвертки, плоскогубцы, кусачки). Для профилей простой формы и пониженных классов точности; холоднокатаная лента толщиной 0,02-2,5мм. |
| У10А, У12А) | Сердечники. |
| У10, У10А) | Игольная проволока. |
| У10(А), У11(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: пилы ручные и машинные поперечные и столярные, сверла спиральные. Для штампов холодной штамповки (вытяжные, высадочные, обрезные, вырубные) небольших размеров; для калибров простой формы и пониженных классов точности; для накатных роликов, напильников, шаберов слесарных и т.п. Напильники, шаберы, х/к лента толщиной 0,02-2,5мм. |
| У12(А)) | Метчики ручные, напильники, шаберы слесарные; штампы для холодной штамповки (обрезные, вырубные) небольших размеров и без переходов по сечению; холодновысадочные пуансоны и штемпели мелких размеров, простой формы и пониженных классов точности. |
| У13(А)) | Инструменты с пониженной износостойкостью (без разогрева режущей кромки): напильники, бритвенные лезвия и ножи, скальпели, шаберы, гравировальные инструменты. |





