

Устройство передней бабки токарно-винторезного станка
Передняя бабка или шпиндельная бабка токарно-винторезного станка представляет собой литую чугунную коробку, внутри которой размещается коробка скоростей — механизм переключения скоростей шпинделя.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
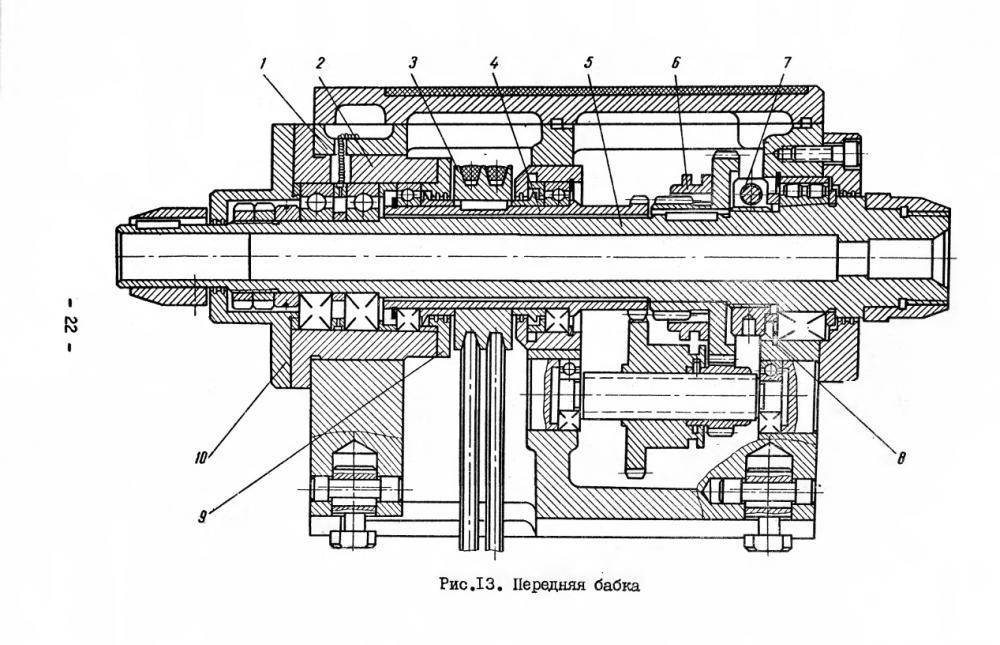
Шпиндель — основной узел передней бабки (шпиндельной бабки). Передний конец шпинделя имеет внутреннюю коническую расточку с конусом Морзе № 5, в которую вставляется передний центр и различные приспособления для закрепления заготовок. На переднем конце шпинделя имеется посадочный конус, по которому устанавливаются патроны для закрепления заготовок.
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Токарно-винторезные станки имеют практически однотипную компоновку. Передняя шпиндельная бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Движение передается от шкива клиноременной передачи. Взаимодействие зубчатых колес объяснено при описании кинематической схемы. Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики. В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца. Валы коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами. Так как валы — длинные, у них предусмотрена средняя опора.
В левой части фрикционной муфты, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами. Ступица колеса на валу является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик). Маховиками и рукоятками переключают блоки колес.
В некоторых станках коробка скоростей размещена в тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Клин задней бабки на 1К62 (процесс разборки пиноли, проблема решена) — Токарные 1К62, 16К20 и модификации
таки сделал заднюю бабку … крутится как в видео уроках — махнул и оно поехало ….
выкрутил ручку фиксации пиноли и ей же выбил нижнюю часть клина, парой витков конечно плохо и лучше запастись шпилькой на 16
верхнюю выбить дело техники …
дальше забил пиноль назад (я ее пытался выбивать вперед) и штурвалом вытянул скока смог, потом штурвал снял … и тут хинт
если запастись 3мя шпильками М10 (у меня 3 у кого то проскакивало 4) с гайками то можно пробовать вытягивать ее больше
проблема вся в том что у штурвала нету износа и пиноль там будет идти мяхко сказать ТУГО
сильно много там не надо … только чтобы оголилась шпонка
вытащить пиноль вперед не получится !!!! паз шпонки фрезерован не на всю длинну !!!
после чего вынул шпонку и штурвалом выгнал пиноль наружу и выбил через деревяшку
в этот момент неплохо бы под пиноль подогнать суппорт с деревяшкой чтобы она на него упала и придерживать рукой чтобы не укатилась
сама пиноль афигически тяжолая !!!!
сборка тоже самое — задвигаем(ориентируем шпонку), затягиваем (у меня от руки зашла), чутка выдвигаем со стороны штурвала, кладем шпонку и загоняем ее назад …
к сожалению только к этому моменту догадался применить болты м10 … стока сил можно было сэкономить ….
низ бабки собирал двигая ее туда сюда по станине и выдвигая пиноль для балансировки…. повесить ченить на пиноль правда не догадался
осталось решить вопрос: с пластинками как быть
конусы точить не планирую …. думаю сложить фольгу в несколько слоев и подсунуть
Изменено 20 октября 2014 пользователем Guliwer
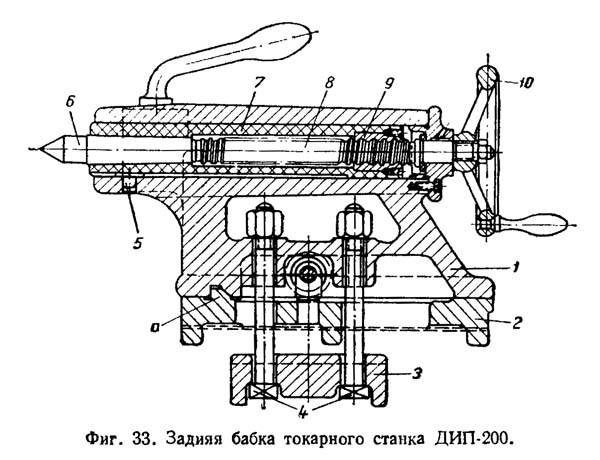
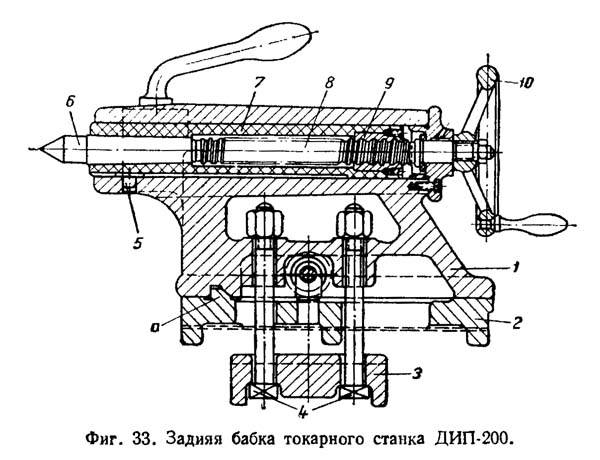
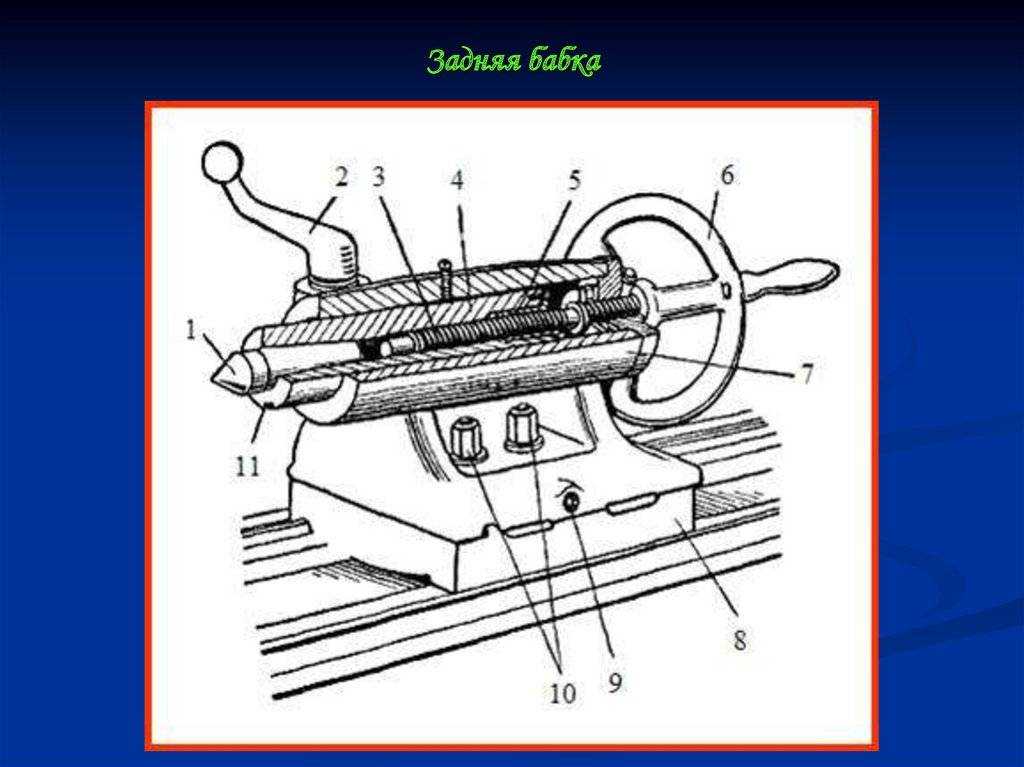
Устройство задней бабки токарно-винторезного станка
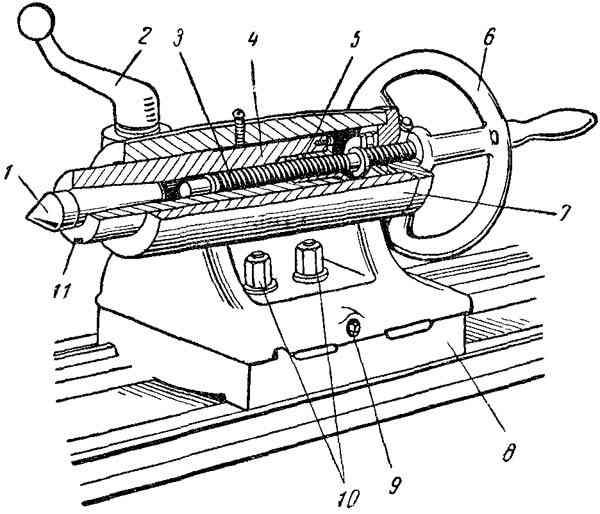
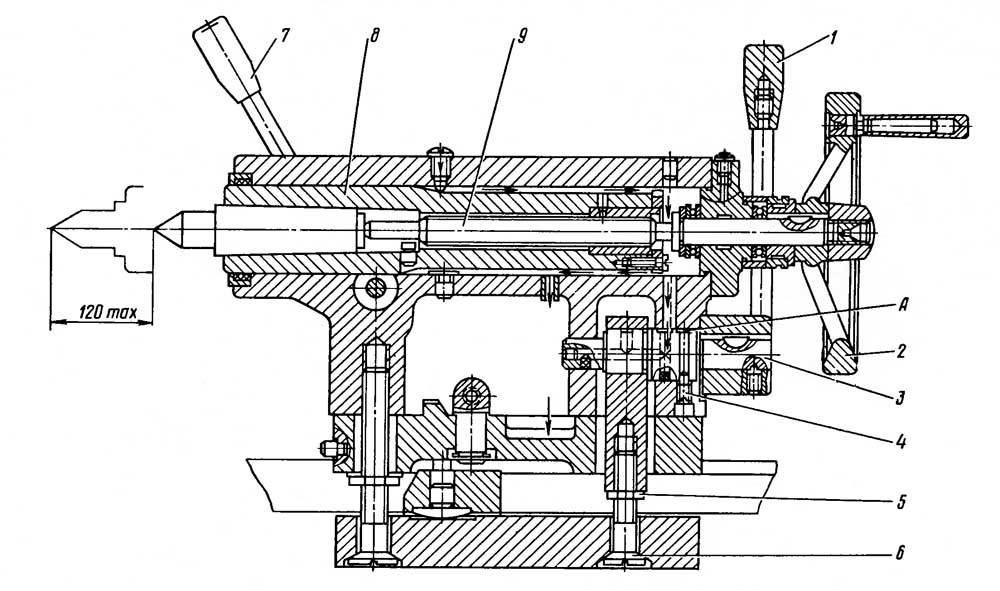
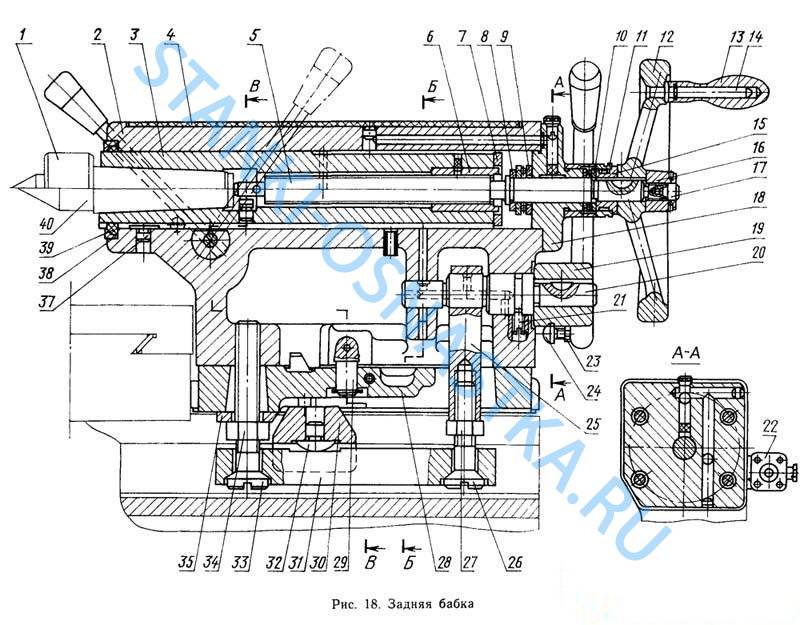
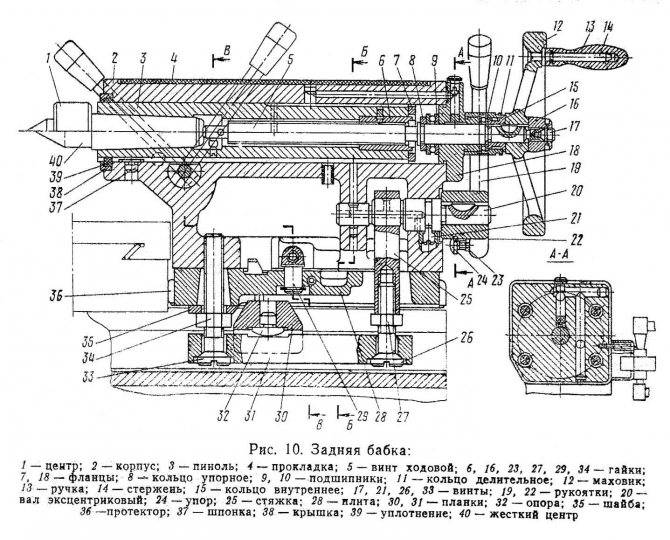
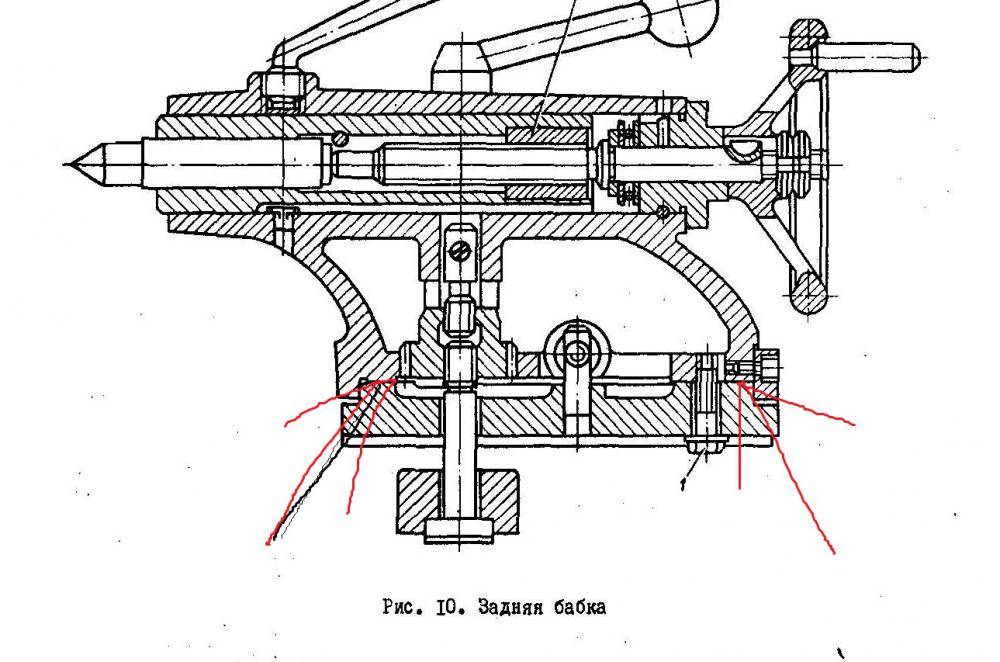
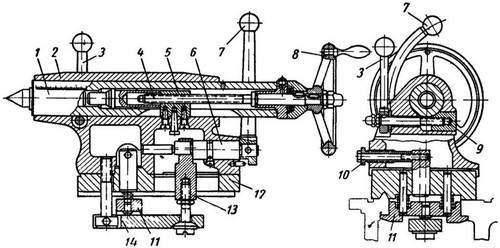
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
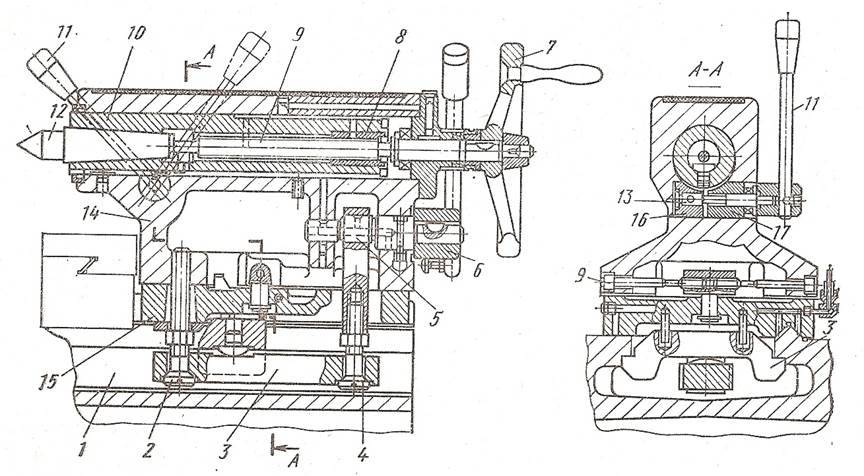
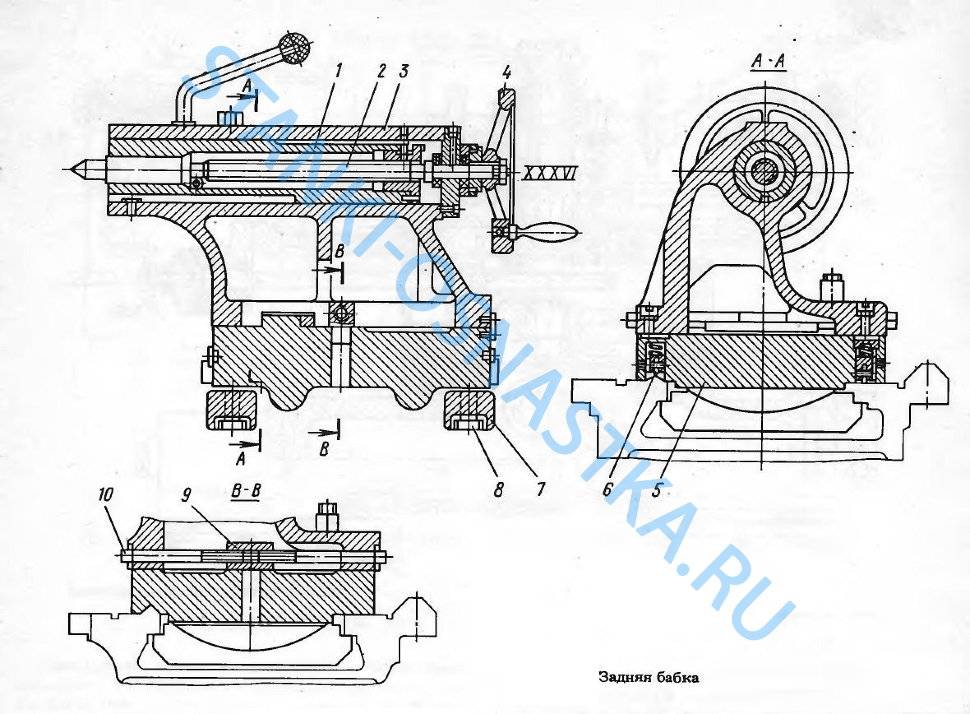
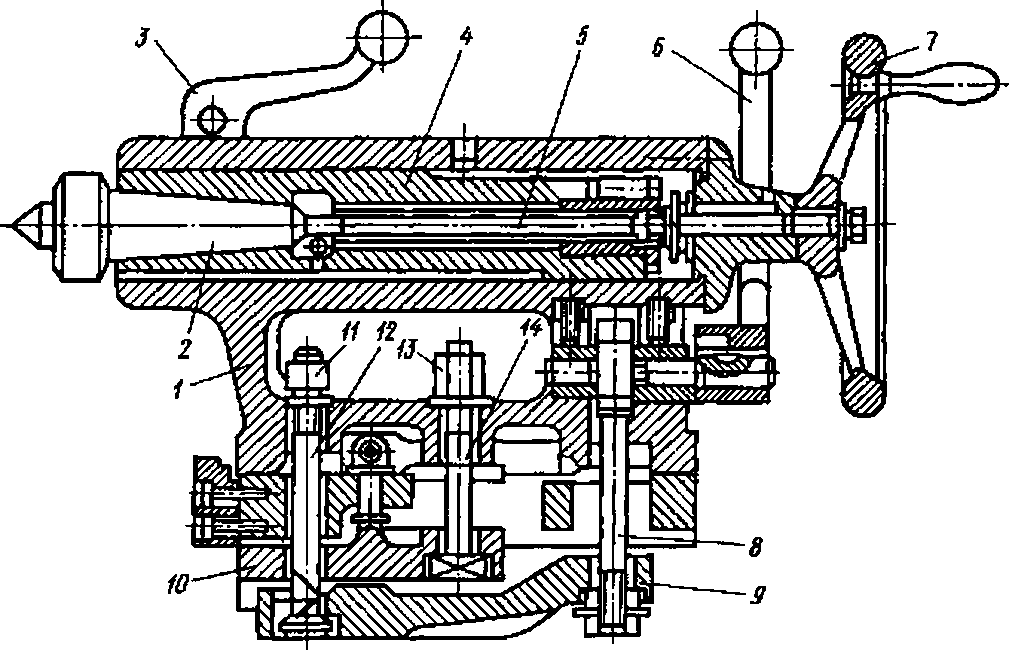
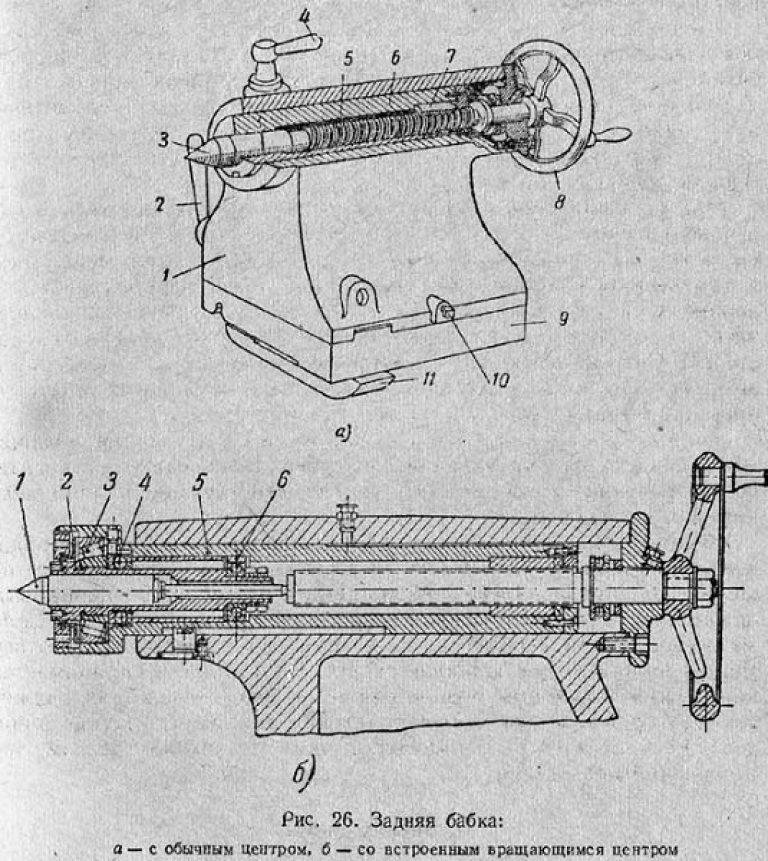
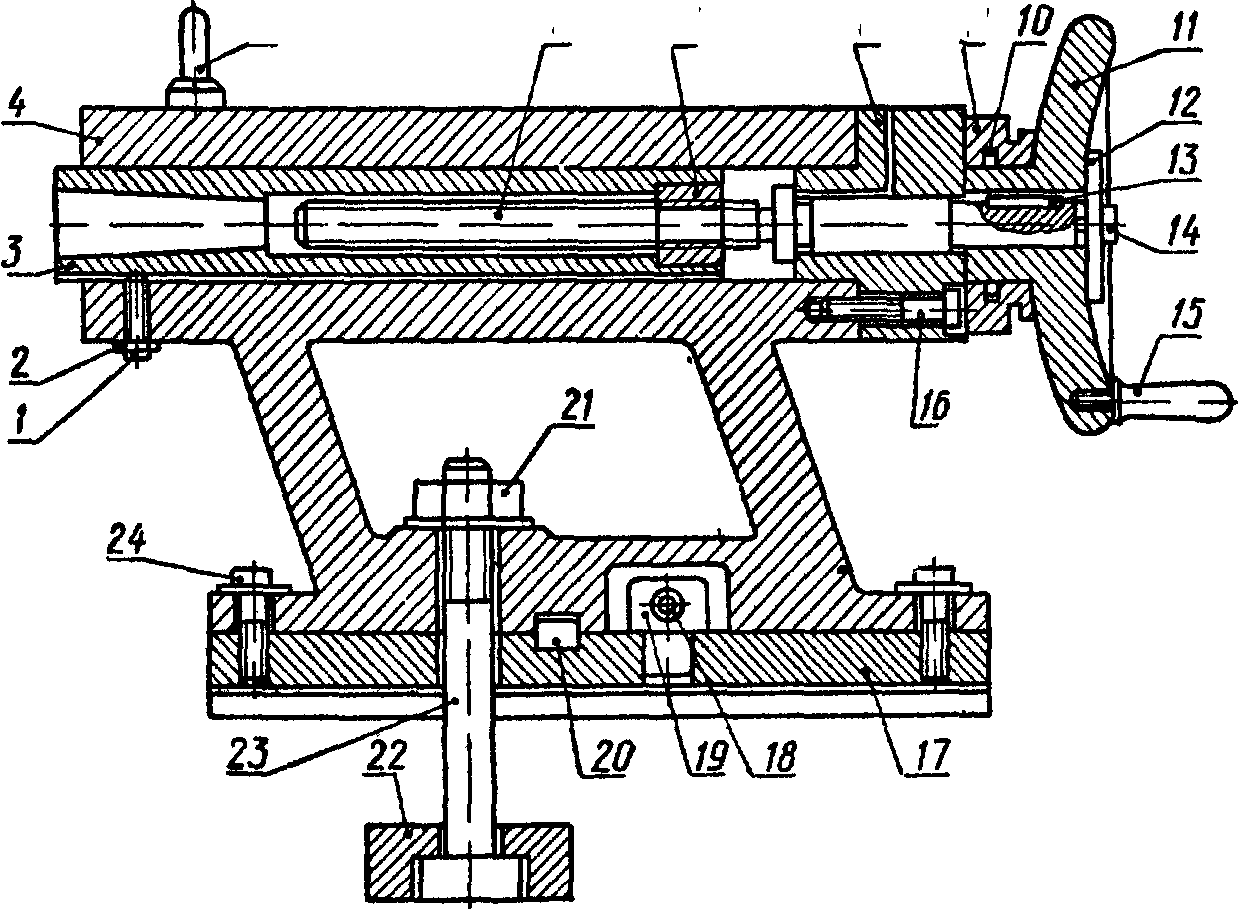
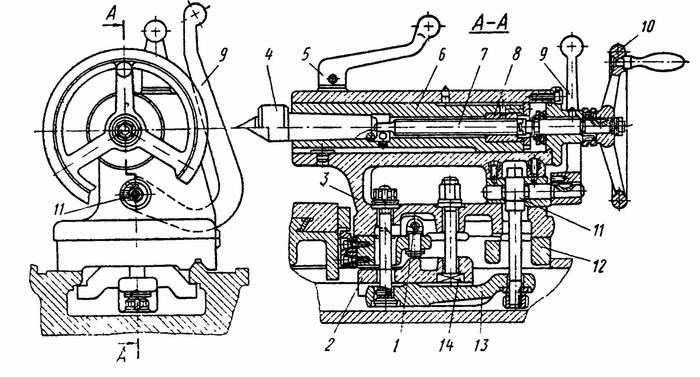
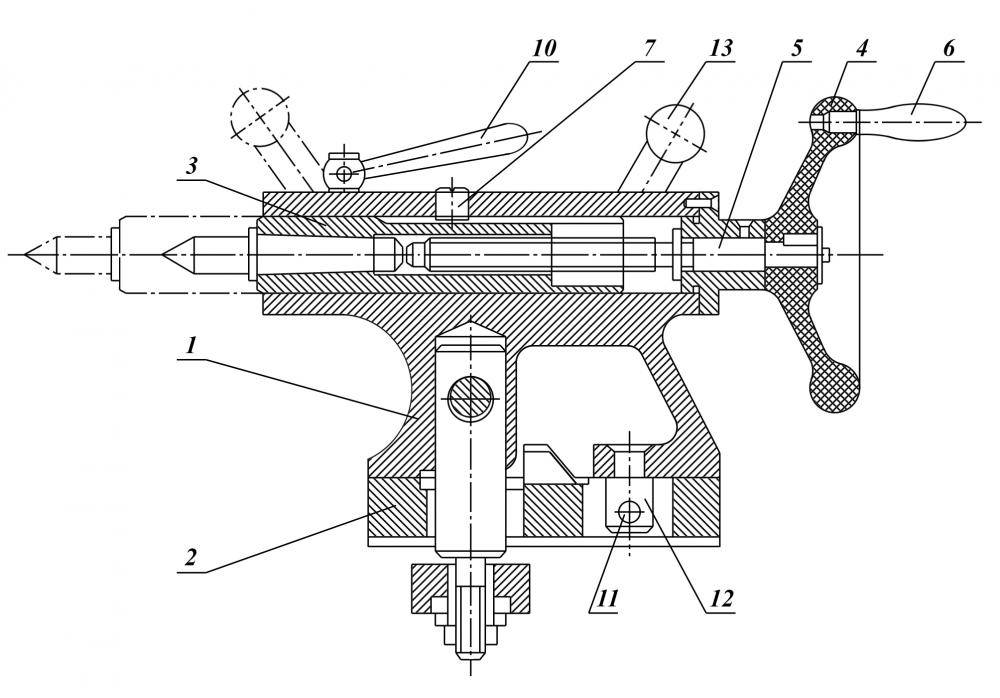
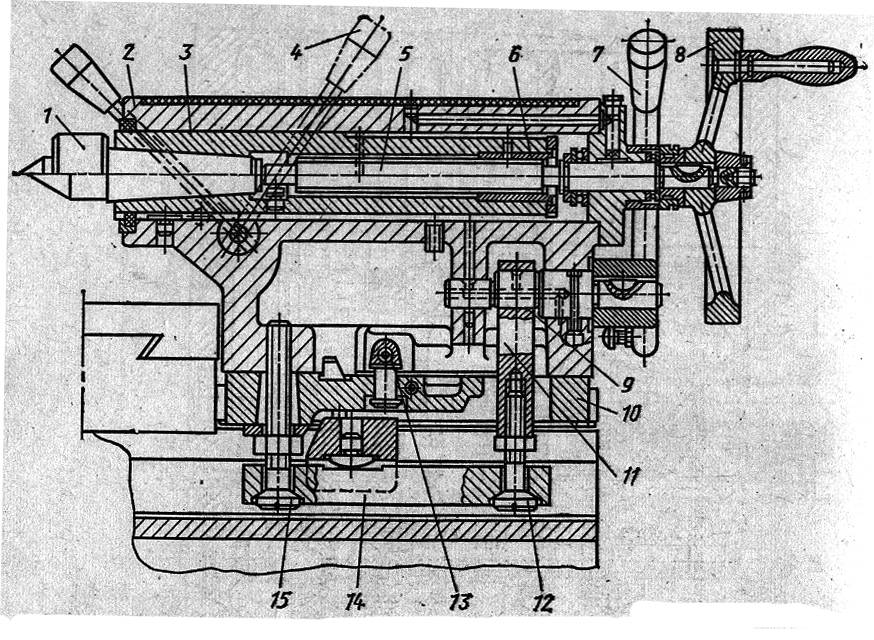
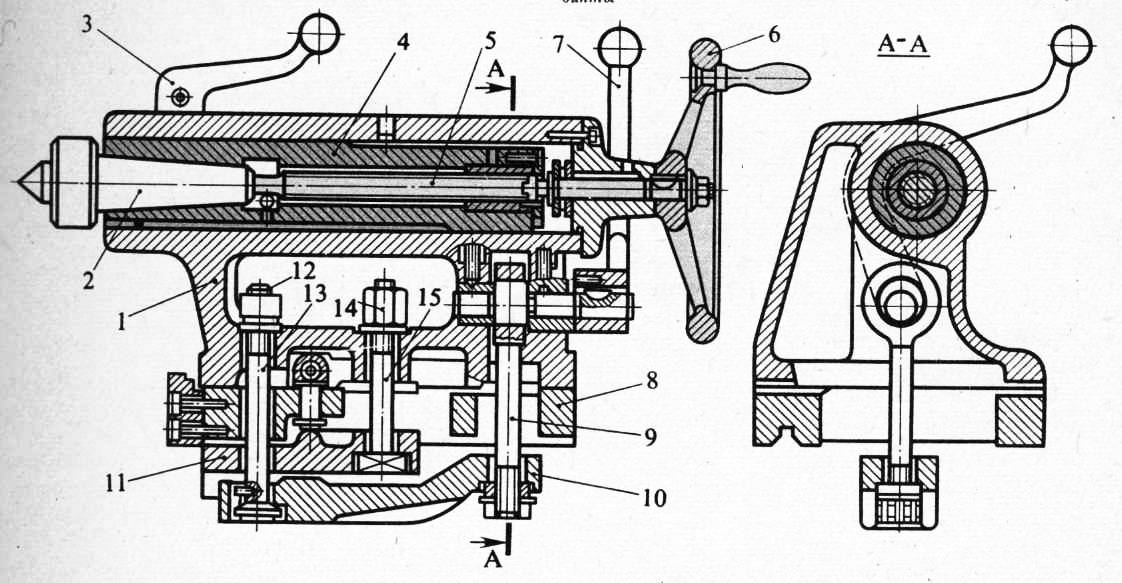
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
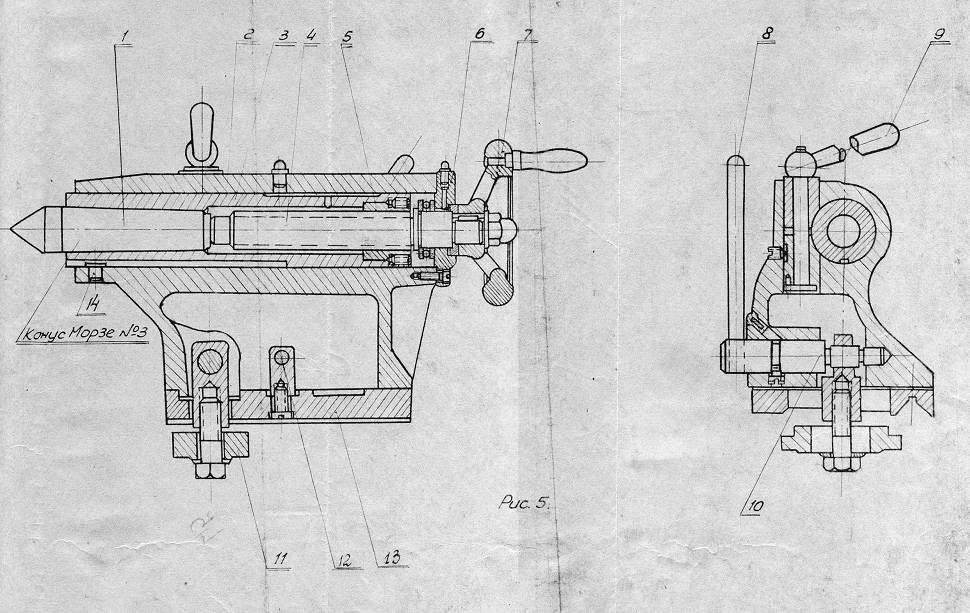
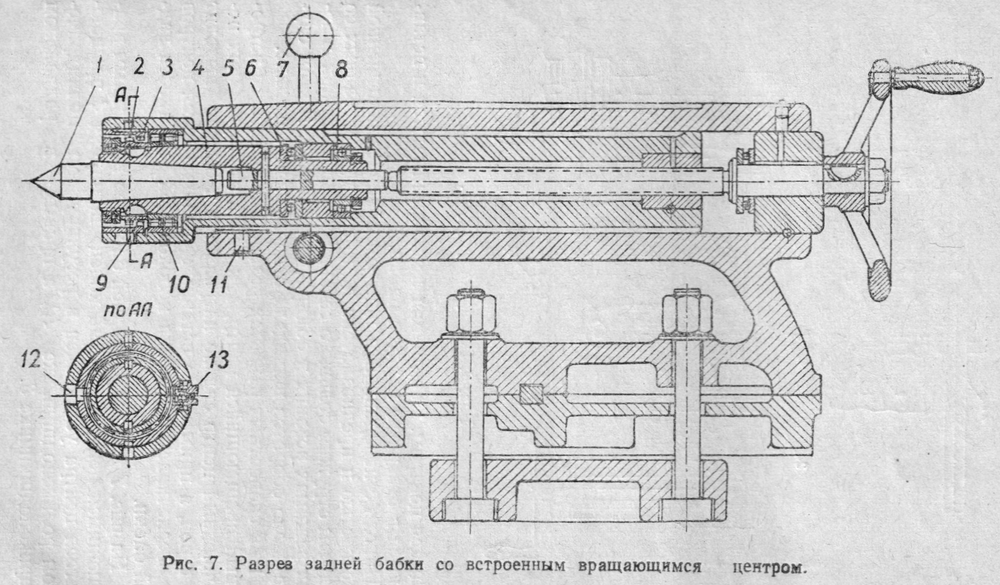
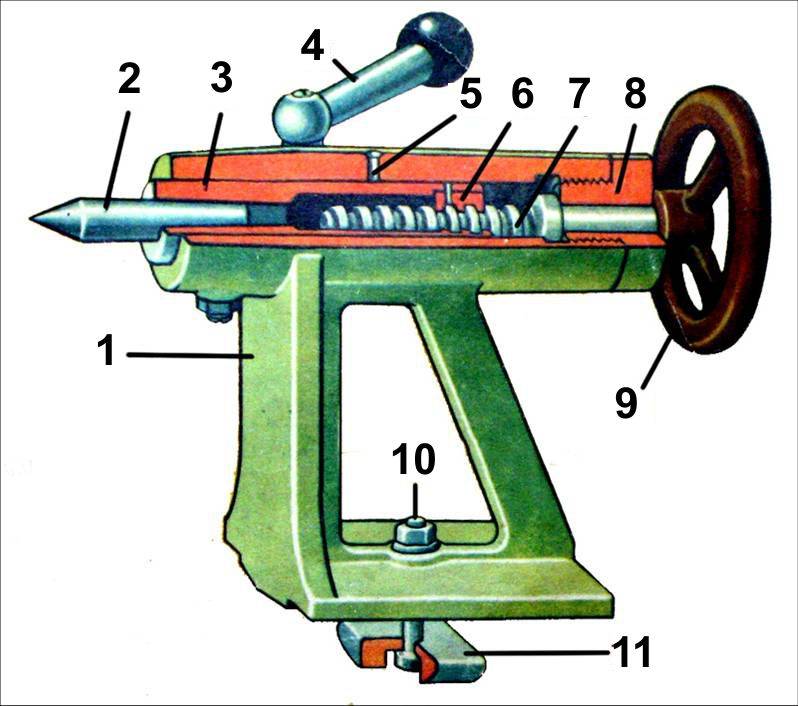
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
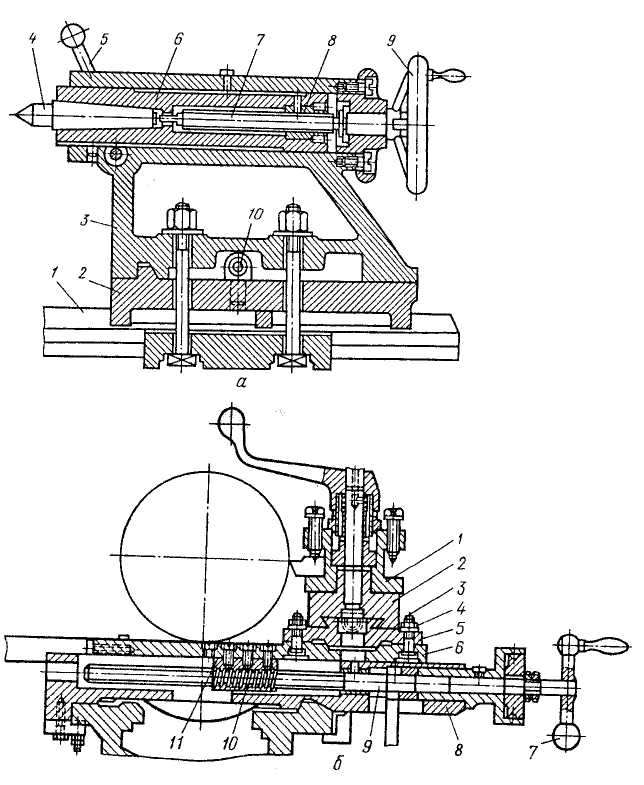
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
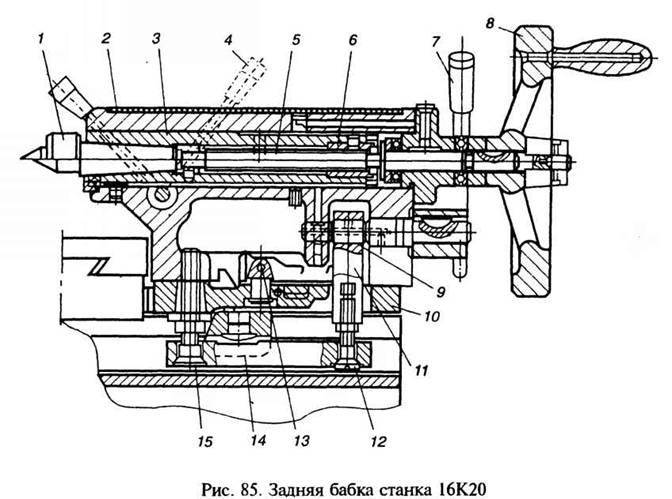
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов
Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать
Задняя бабка токарного станка
Данный элемент токарного станка имеет такие основные конструктивные детали:
- Основание устройства или плита;
- Корпус задней бабки
- Пиноль;
- Маховик (колесо перемещения пиноли);
- Рукоятка маховика (фиксация задней бабки);
- Винт для поперечного перемещения задней бабки.
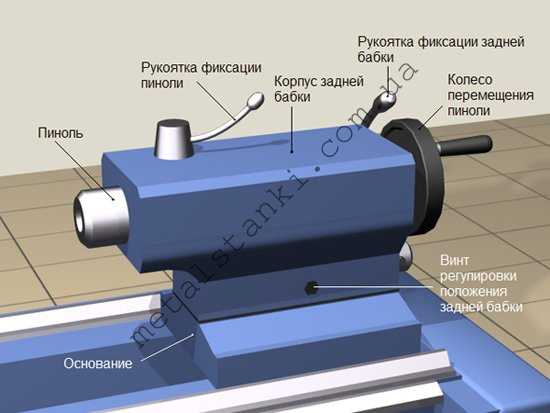
фото:устройство задней бабки токарного станка
Как правило, плита во всех моделях делается плоской. Во время работы следует обеспечивать максимально надежное крепление. Выступ поперечины необходимо располагать в щели, образуемой направляющими станка.
Задняя бабка токарного станка имеет отверстие в пиноли, куда вставляются инструменты для обработки. Во время работы она передвигается по станине, чтобы подобрать подходящее расстояние, соответствующее размерам обрабатываемой заготовки. В зависимости от типа работ, в заднюю бабку помещают как вращающиеся детали, так и неподвижные. Все перемещения осуществляются во время подготовительных процессов, тогда как во время работы этот узел остается неподвижным.
Задняя бабка токарного станка перемещается в тех случаях, когда происходит зацепление выступа планок. Тогда же может включиться автоматическое перемещение суппорта.
Перемещение задней бабки вдоль станины происходит при помощи специальной рукоятки. Это может применяться для установки заготовки в центре устройства, для подведения резца к детали, а также для поворота револьверной головки. Если станок имеет средние размеры, то перемещение происходит благодаря повороту небольшой шестерни, которая располагается в кронштейне. Она зацепляется с рейкой станка. Если же размер станка является большим, то эта процедура осуществляется при помощи электрического привода.
Перемещение пиноли осуществляется в осевом направлении. Движение подачи здесь также происходит при помощи осевого перемещения. Здесь нет разницы, закрепляется в пиноли режущий инструмент или обрабатываемая заготовка, так как вращательные движения определятся операциями, которые производятся на станке.
Перед тем как вставить деталь в заднюю бабку, следует ее отрегулировать. В первую очередь нужно определить соосность. Для этого задняя бабка токарного станка 1К62 подводится к вершине противоположного узла, чтобы расстояние между ними было не более 0,5 мм. После этого нужно закрепить пиноль и проверить, можно и на глаз, насколько совпадают вершины по горизонтальной плоскости. Если они не совпадают, то регулировка соосности осуществляется путем перемещения задней баки.
Еще один способ регулировки предполагает зажатие заготовки в кулачках с последующим ее протачиванием по диаметру, которые должен совпадать с диаметром пиноли задней бабки. Измерения здесь осуществляются микрометром. На самой пиноли и на проточке индикатор выставляется в нулевом положении. Чтобы избежать люфтов во время регулировки, все должно быть надежно зажато. Поджатие детали в центрах также должно быть с одинаковым усилием. Такое пробное протачивание позволяет отрегулировать заднюю бабку для серийной работы с партией деталей и добиться точности до нескольких сотых миллиметров погрешности.
Ремонт задней бабки 16К20 зачастую предполагает восстановление точности сопряжения поверхности корпуса, станины и мостика, а также выставление правильных центров и восстановление точности отверстий в корпусе. Восстановление отверстий, которые предназначаются под пиноль, является одной из самых трудоемких операций. Их ремонтируют при помощи притира, а также расточек, что требует последующей доводки акриловыми пластами. Для мало изношенных отверстий подходят обыкновенные притиры, а восстановление центров происходит при помощи компенсационных накладок.
Когда ремонтируют пиноли задней бабки, то здесь применяются операции по шлифовке поверхности наружного диаметра. Для восстановления конусного отверстия используют компенсационную втулку. Это изделие имеет снаружи цилиндрическую форму, а внутри конусную. Зачастую ее производят из легированной стали, а после этого закаливают. Наружный диаметр втулки должен изготавливаться по расточному отверстию и при этом иметь небольшой зазор, примерно в 0,05 мм.
На корпусе зачастую приходится ремонтировать отверстия под подшипники. Ремонт осуществляется путем замены корпусов изношенного узла. После этого требуется подогнать внутренний диаметр по имеющимся подшипникам, а также выверить радиальное биение.
Как сделать токарный станок своими руками
Изготовление своими руками небольшого токарного станка значительно упростится, если в вашей мастерской есть верстак с ровной и прочной рабочей поверхностью. В таком случае вам не придется тратить время и силы на поиск . Электрическая дрель, которая одновременно будет выполнять роль передней бабки и привода вращения, закрепляется на такой поверхности при помощи струбцины и хомута, фиксируемого на шейке инструмента.
Теперь вам необходимо сделать упор, который будет выполнять роль задней бабки. Такой упор, устанавливаемый напротив закрепленного инструмента, можно изготовить из пары деревянных брусков и регулировочного винта, конец которого заточен под конус. Если вы на своем
самодельном станкеиз дрели планируете обрабатывать не очень массивные заготовки из дерева, то зафиксировать такой упор на поверхности рабочего стола можно при помощи струбцины.
В качестве подручника, к опорной поверхности которого вы будете прижимать режущий инструмент, также можно использовать деревянный брусок. Его закрепляют на поверхности верстака при помощи струбцины.
Очевидно, что, используя доступные и недорогие материалы, можно изготовить своими руками простейший токарный станок, на котором успешно выполняются различные операции по дереву. Применяя такое нехитрое приспособление, сделанное на основе дрели, можно вытачивать из дерева различные детали: ручки для дверей и инструментов, элементы конструкции лестниц, декоративные изделия.
Схема и чертеж станка на основании из швеллера
Конструкция таких станков на основе дрели и варианты их исполнения могут быть различными. Чтобы не разбираться в процессе с нуля, можно найти в интернете фото наиболее подходящего вам устройства и сделать его своими руками
Однако, по какой бы схеме вы ни делали токарное устройство из дрели, очень важно обеспечить максимально точную центровку оси вращения шпиндельного узла и конусного регулировочного винта, расположенного на задней бабке
Если вы собираетесь сделать станок, на котором можно будет выполнять токарные операции по металлу, а не только по дереву, то лучше изготовить его по всем правилам. В первую очередь, ориентируясь на конструкцию имеющейся дрели и размеры заготовок, которые будут обрабатываться на таком приспособлении, необходимо выполнить чертеж, подобрать для комплектации крепления определенной формы и типа. За основу чертежа можно взять фото подобных агрегатов, которые изготавливают для себя многие домашние мастера.
Станок в сборе Станина Крепление дрели к станине Конструкция задней бабки Фиксатор для заготовок из дерева Опорная площадка
Самодельный станок для токарных работ, выполненный по всем правилам, представляет собой жесткую конструкцию, на которой не меняется взаимная центровка передней и задней бабок. Все подвижные элементы такого устройства, устанавливаемые на надежной станине, перемещаются по ее направляющим. Если приобрести или своими руками изготовить планшайбу, которая будет закрепляться в патроне дрели, на таком агрегате можно будет обрабатывать заготовки даже большого диаметра.
На из дрели, все элементы которого фиксируются на жесткой станине, можно выполнять работы по металлу, но только по мягкому (сюда относятся сплавы на основе алюминия и меди). На таком станке обрабатывают заготовки, используя надфиль, напильник и наждачную бумагу, обернутую вокруг бруска. В этом случае будет вполне достаточно подручника, используемого для прижима инструмента. Если вы планируете работать и с токарными резцами, то без суппорта, перемещение которого в продольном и поперечном направлениях обеспечивает винтовой механизм, вам не обойтись.
Заводское токарное устройство для дрели, вроде изображенного на фото GRIZZLY H2669, обойдется примерно в 5000 рублей без доставки
Задняя бабка ТВ-16 самодельная!
Приветствую всех!
На моем станочке при покупке отсутствовала ЗБ.
Сделал себе лентяйку для быстрого сверления
Но возникла потребность точения в центрах!
Покупать заводскую ЗБ чей то ценник кусачий, убитая в районе 5т.р., а более менее рабочая аж до 15т.р. ценник доходит. Покупать новодел за 9т.р. вместе с пересылом и потом его подгонять и дорабатывать по месту посчитал не разумным. Купить новодел и потом тратить время на доработку как то не хотелось. Решил сделать самостоятельно с нуля, благо опыт по изготовлению подошвы ЗБ уже был.
По скольку железо было в наличии, то потратился только на вращающийся центр с КМ3 и переходную втулку с внутренним КМ3, все это мне обошлось в 600р. , по три сотки за позицию.
Опишу как и что делал, а уж фотки потом выложу.
Переходную втулку отрезал с учетом того что бы при полном закручивании винта пиноли выталкивался упорный центр для смены на конус с патроном.
По скольку наружная часть переходной втулки коническая то встал вопрос как компенсировать недостающую часть радиуса задней части. Отрезал кусок квадратной трубы с толщиной стенки 1.5мм и запрессовал в нее втулку, получилось отлично.
Отрезал два куска уголка и вставив внутрь втулку сварил всю конструкцию, обварив при этом втулку с уголками. Получилась пиноль с внутренним КМ3
Дальше встало дело за корпусом пиноли, сделал его таким же способом, сварив вместе два уголка.
Сваривал уголки корпуса пиноли предварительно вставив внутрь пиноль, между пинолью и уголками проложил жестянку от пивной банки для компенсации усадки при сварке. Но этого оказалось мало. Хоть и варил точками, но все равно потом пришлось шлифовать пиноль для нормального перемещения внутри корпуса.
Приварил к корпусу вертикальные стойки из двух уголков и пластины 8мм.
После сварки опять шлифовка, только уже внутренности корпуса пиноли т.к. опять чутка повело железо после сварки.
Подошла очередь подошвы, ну тут ничего особенного.
Вырезал направляющую, обточил грубо болгаркой, дальше гриндер и направляющая готова.
Приваривал направляющую к подошве через предварительно просверленные отверстия в подошве.
Поставил полуфабрикат бабки на станок и прокладками между подошвой и уголками корпуса пиноли выровнял относительно центра передней бабки
Как выставлять ЗБ есть куча инфы в сети, так что здесь не буду заострять внимание
После как выставил ЗБ, точками проварил по периметру подошву с уголками, полностью заваривать не стал, мало ли как повернется все дальше))))
Вырезал гайку из латуни в заднюю часть пиноли, в задник корпуса пиноли поставил подшипник предварительно замурованный в винипласт, нарезал резьбу в гайке М10, сделал штурвальчик и все собрал воедино.
Сделал механизм быстрого крепления ЗБ на станине и в общем то все
Бабка получилась может и неказистая внешне, но вполне работоспособная, даже с запасом прочности))))
Стоимость ее вышла 600 рублей и четыре выходных дня т.к. такое делал с нуля впервые!
Если еще зашпаклевать огрехи сварных швов и покрасить, то будет и смотреться даже не плохо.
Буду рад если кому то пригодиться мой опыт.
Заранее скажу, знаю что неказисто внешне получилась ЗБ, но для меня главное функционал, а он вполне меня устроил.
Ну и дальше фото.
Оглавление
Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
Устройство токарного станка 1и611п
- 1и611п 10.00 – станина;
- 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
22- кнопка включения помпы;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
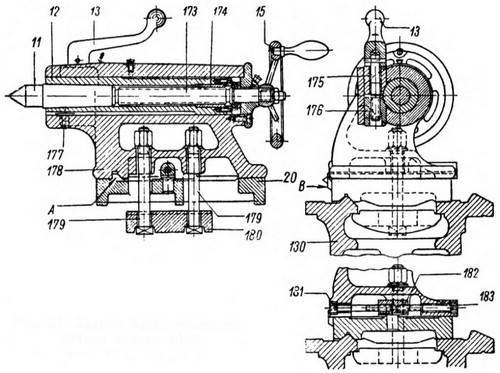
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.





