

4 Установка заклепок на одежду
Наиболее трудный процесс установки заклепок связан с тяжелой, грубой материей, которая часто задействована в исполнении верхней одежды. Трудности сопровождают установку заклепок на джинсы. Но если работать аккуратно, задействовать хороший инструмент, соблюдать технологические шаги и не спешить, приделать заклепку непременно получится. Как ставить фурнитуру на тяжелые ткани правильно? Разберем процесс более подробно.
Лучшая заклепка для курток, пальто и ветровок – четырехчастная кнопка. Для ее установки потребуется тот же инструмент, что и для установки блочек. Ножка четырехчастной кнопки разгибается снизу и сверху, далее производится стандартный клепочный процесс, описанный выше. Установочный процесс джинсовой фурнитуры несколько отличен от всех остальных, потому что для него нужна специальная джинсовая кнопка, чаще всего речь идет об установке пуговицы для джинсов.
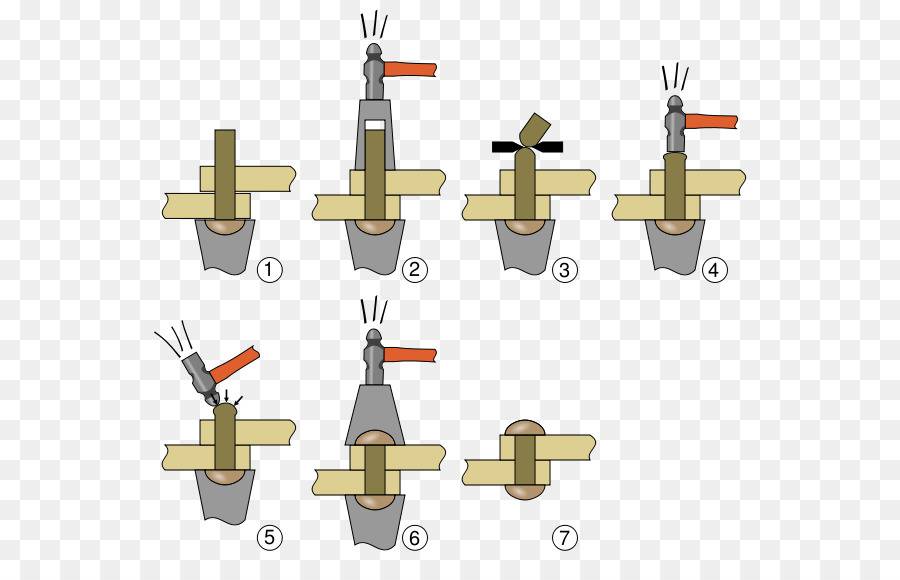
С помощью шила в нужном месте проделывается дырочка, в ней располагается кнопочная ножка. Джинсовая пуговица кладется на металлическую наковальню, далее в пуговицу вбивается ножка. Это самый простой и надежный способ установки заклепки на джинсовую материю.
Теперь о том, как снять заклепку
Снятие заклепки иногда требует столько же аккуратности и внимательности, сколько требует ее установка, здесь пригодится и внимание, и аккуратность, и терпение, особенно если использование этой заклепки планируется в дальнейшем. Без специального оборудования, в домашних условиях снять заклепку, не повредив ее саму и материю, что к ней примыкает, не получится
Если ее использование не планируется, достаточно срубить ей головку при помощи наковальни, молотка и ножа.
Правильно установить и снять заклепку – вопрос определенной сноровки и навыка, но научиться этому может каждый, обзаведясь простейшим набором швейных инструментов и хорошей фурнитурой.
Алгоритм установки
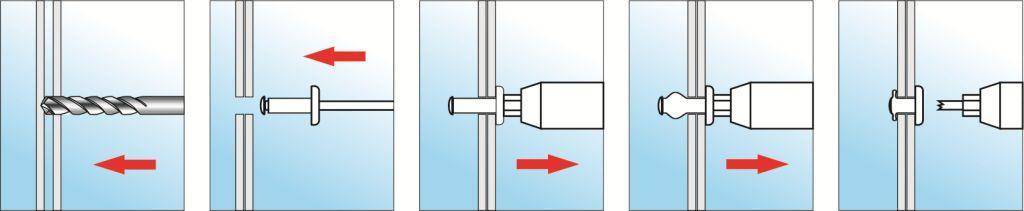
Выжимные заклепки являются специфическими изделиями, требующими соблюдения определенных методик их установки. Данный процесс можно описать несколькими последовательными шагами:
В первую очередь, нужно осуществить качественную стыковку двух деталей между собой. От этого зависит, насколько прочной будет образовавшаяся система.
После этого производится разметка расположения всех заклепок. Конкретные места их фиксации зависят от направления, где они применяются. Когда все размечено, нужно произвести сверление отверстий под заклепки
Обратите внимание, что для этого нужно подбирать соответствующий диаметр сверла. При этом диаметр отверстия не должен превышать диаметр заклепки больше чем на 2 мм (оптимальным значением является дырка на 1 мм больше)
Когда во время сверления на поверхности образовалась металлическая стружка, ее обязательно нужно удалить.
Завершающим этапом является фиксация заклепки. Для этого крепеж вставляет в подготовленное отверстие и затем с помощью специального пистолета выполняется сжатие конструкции. При этом образовывается прочное соединение, а весь процесс относительно прост, что позволяет осуществлять его одному человеку.
Когда же вы неправильно установили заклепку, тогда нужно ее высверлить и выбить с помощью специального инструмента. После этого производится ее замена на новый элемент. Твитнуть
Какие заклепки доступны на рынке
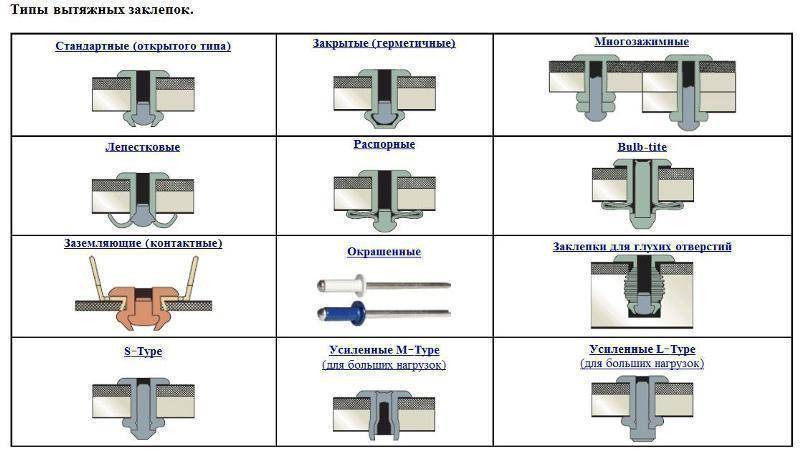
В зависимости от требуемых характеристик, которые должны присутствовать в крепежном элементе, выбирается тип крепежа. В настоящее время в продаже предлагается несколько видов метизов:
- Комбинированные. Способны обеспечивать надёжные неразъемные соединения конструкций из твердых сплавов или материалов с повышенной прочностью. Кроме этого их применяют и для крепления тонколистовых материалов. Сегодня комбинированные заклепки являются очень востребованной разновидностью крепежных элементов, поэтому их часто используют для проведения всевозможных монтажных работ. Изделие обеспечивает максимально прочное крепление, которое беспроблемно справляется даже с самыми интенсивными нагрузками.
- Герметичные заклепки. Подобное решение представляет собой узкоспециализированный вариант крепежа, который по-особому востребованный для судостроительной отрасли. Конструктивная особенность подобного крепежа представлена запаянным концом со стержнем. Чаще всего подобные метизы изготовляют из меди, правда, для обустройства гражданских судов и лодок можно обойтись и алюминиевыми заклепками. Что касается креплений на промпроизводствах, то там актуальными остаются модели из нержавеющей стали.
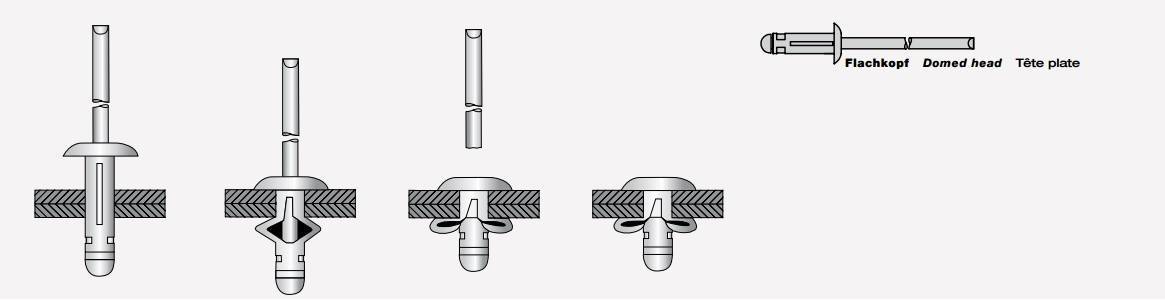
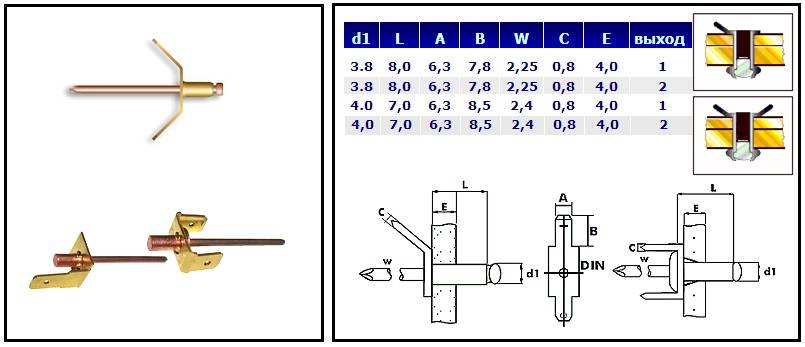
- Многозажимные. Такие изделия отличаются от всех предыдущих, наличием нескольких расклепочных участков. Они могут использоваться для крепления трёх и больше элементов конструкции для подвижного соединения. Между каждыми двумя элементами находится расклепанный участок. Их монтируют с помощью специального прибора (в большинстве случаев с помощью пистолета для вытяжных заклепок).
- Кроме этого в продаже есть и усиленные модели метизов. По сути, это та же вытяжная заклепка, правда её цилиндр изготовлен из более толстого материала. В его качестве принято использовать прочный алюминий.
Сегодня есть и множество других разновидностей крепежа, которые могут отличаться и длиной, и формой стержня, однако останавливаться на них нету смысла, так как вышеперечисленные решения вполне универсальные, и вполне подходят для большинства целей.
Стержень — важный конструктивный узел
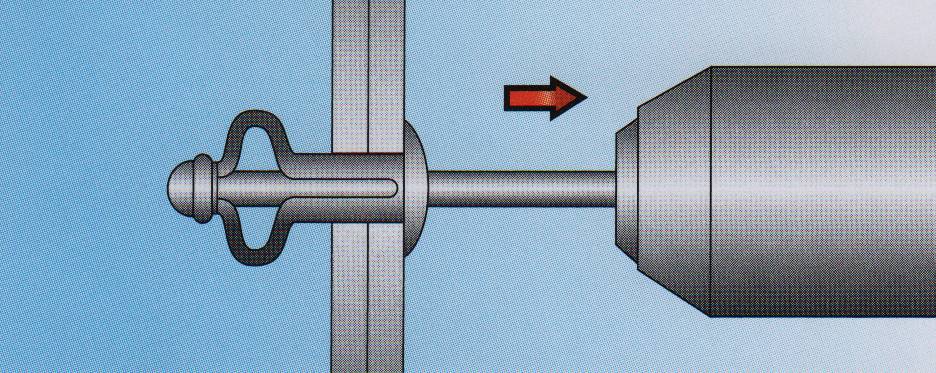
Следующий, очень важный конструктивный элемент вытяжной заклепки — это стержень. Он выполняет роль расклепки и может быть изготовлен из прочной стали, которая гораздо прочнее тела. Конец стержня обладает специальной головкой, выполняющей роль расклепки вставляемого конца. При выполнении монтажных работ стержень вытягивают с помощью специального пневмозаклепочника, а если креплений слишком много, можно обойтись и обычными пассатижами. Правда последний случай подразумевает применение определенной физической силы.



Основное преимущество конструкции вытяжных заклепок представлено возможностью одностороннего монтажа, когда достаточно доступа к креплению только с одной стороны.
Более прочное решение (резьбовое) имеет характерную резьбу внутри цилиндра. В классической вытяжной заклепке такая резьба отсутствует.
Цилиндр с резьбой также располагает вкрученным стержнем, который не вытаскивается с силой, а аккуратно выкручивается. Чтобы усилить соединение, внутрь помещается надёжный винт или болт. В результате удаётся создать своеобразную «закрытую» крепежную деталь, которую нередко называют глухой.
После определения подходящих размеров и материалов, а также выбора подходящей разновидности бортика, можно приступать к поиску конкретного типа самой заклепки.
Применение
В принципе, заклепки с резьбовым элементом можно использовать при создании практически любых соединений. Однако наиболее актуальны они в случаях, когда после сборки будет отсутствовать полноценный доступ к обратной стороне сочленяемых деталей конструкции. Их, как и другие типы заклепок, чаще всего используют при соединении элементов, выполненных из листовых материалов. Такие метизные изделия отличаются максимальной простотой установки, не требующей большого арсенала специального оборудования.
Очень часто поставить такую заклепку будет намного проще, чем нарезать резьбу или применить сварку
Также важно учитывать, что отдельные модели обеспечивают возможность дополнительного, максимально прочного соединения с использованием болтов или же винтов соответствующего диаметра. Сфера применения описываемых приспособлений определяется, в первую очередь, их типом и материалом изготовления. Так, установка гаечных заклепок целесообразна в условиях ограниченного пространства
В то же время предотвратить риск проворота во время монтажа поможет применение шестигранных моделей. Помимо этого, производители предлагают заклепки для сборки конструкций, рассчитанных на специфические эксплуатационные условия
Так, установка гаечных заклепок целесообразна в условиях ограниченного пространства. В то же время предотвратить риск проворота во время монтажа поможет применение шестигранных моделей. Помимо этого, производители предлагают заклепки для сборки конструкций, рассчитанных на специфические эксплуатационные условия.
С учетом принципа установки резьбовые заклепки можно назвать во многом идентичными их вытяжным аналогам. При этом алгоритм действий во время выполнения работ включает в себя несколько основных этапов. Речь идет о подготовке соединяемых поверхностей, сверлении отверстий соответствующего диаметра и непосредственно самой установке крепежа
Важно помнить, что качество образуемого шва определяется, помимо всего прочего, еще и рядностью. С учетом предъявляемых требований может применяться многорядная схема с цепным или же шахматным расположением элементов. Для максимального упрощения процесса сборки и сокращения временных затрат используют специальные приспособления – заклепочники
Этот инструмент может оснащаться ручным, пневматическим, а также гидравлическим приводом
Для максимального упрощения процесса сборки и сокращения временных затрат используют специальные приспособления – заклепочники. Этот инструмент может оснащаться ручным, пневматическим, а также гидравлическим приводом.

Анализируя возможность применения заклепок с резьбой, следует учесть, что долговечность подобных соединений определяется внешним диаметром устанавливаемых метизных изделий. И речь в данном случае идет о прямопропорциональной зависимости. Другими словами, чем больше размер заклепки, тем прочнее шов и выше его устойчивость к различным нагрузкам. Помимо этого, в перечень факторов, влияющих на качество соединений в той или иной ситуации, входят отсутствие рифления и толщина стенок. Однако данные характеристики параллельно отражаются на удобстве выполнения всех предусмотренных технологией работ.


О резьбовых заклепках смотрите в видео ниже.
ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Заклепочные соединения применяют в конструкциях, воспринимающих большие вибрационные и повторные нагрузки, при небольших толщинах соединяемых деталей, а также для соединения деталей из несвариваемых материалов и не допускающих сварку из-за коробления или отпуска термообразных деталей.
Данный способ соединения наиболее эффективен применительно к листовому и профильному прокату. Причем в ряде случаев этот вид соединения является единственно возможным.
В современной промышленности неразъемные соединения деталей обычно выполняются сваркой, пайкой, клепкой, склеиванием. Каждый из этих процессов обладает своими достоинствами и недостатками. Наиболее широко распространена сварка. Однако сваркой не всегда можно соединять разнородные металлы и металлы с покрытием, при сварки происходит коробление соединяемых деталей, сварочные швы чувствительны к переменным нагрузкам, а термическое влияние сварного шва ослабляет прочность деталей. Эти недостатки сварки успешно преодолеваются новейшим способом скрепления материалов — односторонней клепкой.
ПРЕИМУЩЕСТВА ОДНОСТОРОННЕЙ КЛЕПКИ
- Низкая трудоёмкость.
- Простота в использовании и монтаже.
- Высокое качество соединения.
- Несложное техническое обслуживание.
- Возможность установки подготовленных (окрашенных или с покрытием) деталей и сборок.
- Возможность установки при доступе только с одной стороны.
- Высокая степень автоматизации.
ОБЛАСТИ ПРИМЕНЕНИЯ
- Автомобилестроение и автосервис.
- Транспортное строительство.
- Авиастроение.
- Климатическая техника и вентиляция.
- Мебельная промышленность.
- Строительство и монтаж различных сооружений и конструкций.
- Электротехническая промышленность и электроника.
- Пищевая промышленность.
- Машиностроение.
- Производство потребительских товаров и т.д.
Related Posts via Categories
- Класс прочности болтов – насколько хорошо метизы противостоят разрушению?
- Анкерный болт с гайкой – испытанный вариант крепежа
- Дюбель-гвоздь – какие крепежные изделия самые качественные?
- Анкерные болты – особый вид крепежа для сложных конструкций
- Обозначение болтов по ГОСТ – ориентируемся в мире метизов
- Как заклепать заклепку – автоматические и ручные методы для разных материалов
- Изготовление болтов – понятный технологический процесс
- Игольчатый пружинный шплинт – ушастый крепеж для сферы машиностроения
- Высокопрочные болты – полная информация о крепежных изделиях
- Размеры вытяжных заклепок – над чем следует подумать при расчете?
Типы заклепок и заклепочных швов
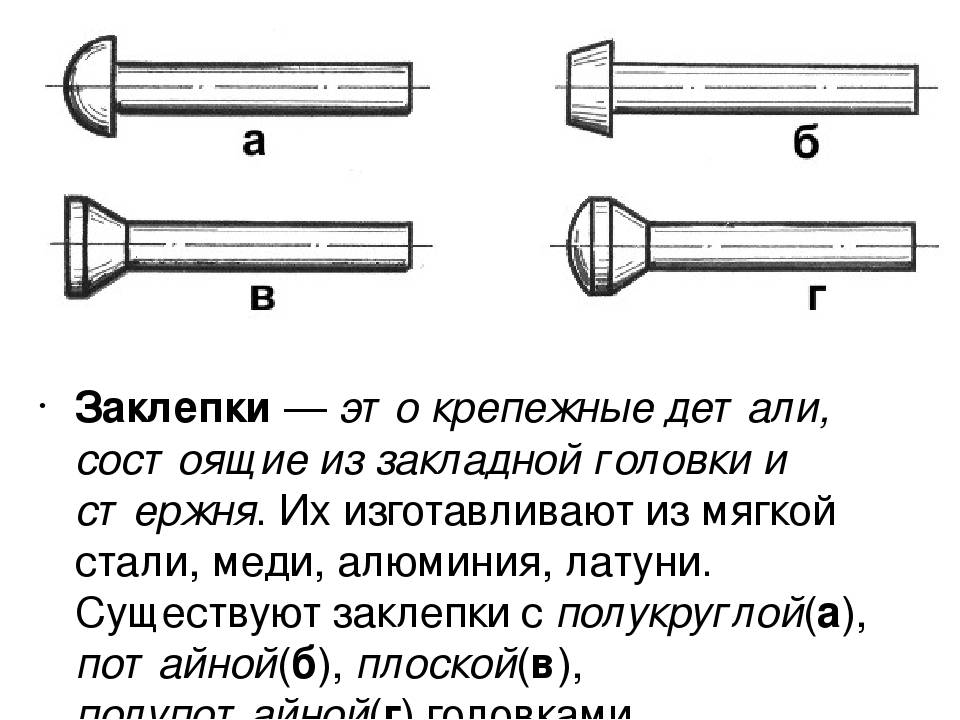
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.
Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.




Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Заклепки «под молоток»
Производство заклепок «под молоток» регламентируют положения двух нормативных документов: ГОСТов 10299-80 и 10300-80. Рассмотрим их более подробно.
Исполнение и технические характеристики по нормам ГОСТ 10299-80
Государственным стандартом №10299, принятым в 1980 году установлено одно исполнение крепежных деталей данного типа. Их особенность – головка полусферической конфигурации.
Точность изготовления заклепок должна соответствовать требованиям класса В и С – это нормальная и грубая точность, соответственно.
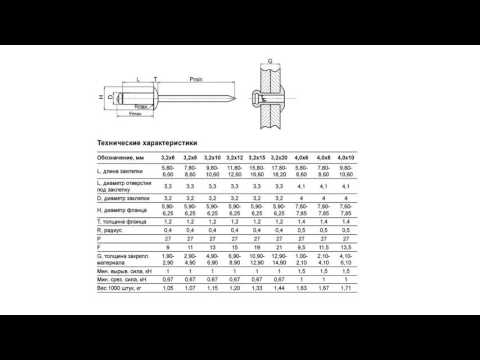
Численные значения технических характеристик представлены в таблице. Обозначение параметров такое же, как и на чертеже.
| Диаметр стержня (параметр d) | Расстояние от опорной поверхности шляпки до точки измерения диаметра (обозначение l) | Радиус сферы головки (параметр R) | Радиус перехода головки в стержень (обозначение r), не больше | Высота головки (параметр Н) | Диаметр головки (обозначение D) | Длина (L) |
| 36,0 | 10,0 | 27,8 | 1,6 | 24,0 | 55,0 | 55-180 |
| 30,0 | 22,7 | 1,2 | 20,0 | 45,0 | ||
| 24,0 | 8,0 | 18,7 | 16,0 | 37,0 | 40-180 | |
| 22,0 | 18,3 | 1,0 | 13,0 | 35,0 | 38-170 | |
| 20,0 | 15,4 | 12,0 | 30,0 | 34-160 | ||
| 18,0 | 13,8 | 11,0 | 27,0 | 28-140 | ||
| 16,0 | 6,0 | 13,0 | 9,5 | 25,0 | 20-140 | |
| 14,0 | 1,4 | 0,8 | 8,4 | 22,0 | ||
| 12,0 | 9,8 | 7,2 | 19,0 | 18-110 | ||
| 10,0 | 8,3 | 0,6 | 6,0 | 16,0 | 14-100 | |
| 8,0 | 4,0 | 7,5 | 0,5 | 4,8 | 14,0 | 9-70 |
| 6,0 | 6,0 | 3,6 | 11,0 | 7-60 | ||
| 5,0 | 4,7 | 0,4 | 3,0 | 8,8 | ||
| 4,0 | 3,0 | 3,8 | 2,4 | 7,1 | 5-50 | |
| 3,5 | 3,4 | 2,1 | 6,3 | 5-40 | ||
| 3,0 | 2,9 | 0,2 | 1,8 | 5,3 | 4-40 | |
| 2,5 | 2,4 | 1,5 | 4,4 | 3-20 | ||
| 2,0 | 1,5 | 1,9 | 1,2 | 3,5 | 3-16 | |
| 1,6 | 1,6 | 1,0 | 2,9 | 3-12 | ||
| 1,4 | 1,4 | 0,8 | 2,5 | |||
| 1,2 | 1,2 | 0.7 | 2,1 | 2-10 | ||
| 1,0 | 1,0 | 0,6 | 1,8 | 2-8 |
Как выглядят заклепки, изготовленные по нормам ГОСТа 10299-80, можно узнать, изучив рисунок.
Исполнение и технические характеристики по нормам ГОСТ 10300-80
Металлургическая промышленность выпускает заклепки «под молоток» также и с потайной головкой. Государственным стандартом №10300 от 1980 года установлено одно исполнение этих крепежных деталей.



Технические характеристики заклепок «под молоток» с потайной шляпкой, указаны в таблице. Для обозначения рабочих параметров взяты литеры, отображенные на чертеже. Единица измерения – миллиметры.
| Диаметр стержня (параметр d) | Расстояние от опорной поверхности головки до точки измерения диаметра (обозначение l) | Радиус перехода основания головки в стержень (параметр r) не больше | Угол α, градусы | Высота головки (обозначение Н) | Длина (L) | Диаметр головки (параметр D) |
| 36,0 | 10,0 | 0,8 | 45 | 16,0 | 60-180 | 49,0 |
| 30,0 | 0,6 | 14,0 | 52-180 | 41,0 | ||
| 24,0 | 8,0 | 60 | 11,0 | 40-180 | 36,0 | |
| 20,0 | 0,5 | 9,0 | 38-150 | 30,0 | ||
| 16,0 | 6,0 | 7,2 | 24-100 | 24,0 | ||
| 14,0 | 0,4 | 75 | 6,8 | 22-100 | ||
| 12,0 | 5,6 | 18-85 | 20,0 | |||
| 10,0 | 0,3 | 4,8 | 16-75 | 17,0 | ||
| 8,0 | 4,0 | 0,25 | 90 | 3,2 | 9-60 | 13,9 |
| 6,0 | 2,4 | 8-60 | 10,3 | |||
| 5,0 | 0,2 | 2,0 | 8,8 | |||
| 4,0 | 3,0 | 1,6 | 5-50 | 7,0 | ||
| 3,0 | 0,1 | 1,2 | 4-40 | 5,2 | ||
| 2,5 | 1,1 | 4-20 | 4,5 | |||
| 2,0 | 1,5 | 1,0 | 3-16 | 3,9 | ||
| 1,6 | 0,7 | 3-12 | 2,9 | |||
| 1,4 | 2,7 | |||||
| 1,2 | 0,6 | 3-10 | 2,3 | |||
| 1,0 | 0,5 | 2-8 | 1,9 |
Ниже представлено изображение заклепки, выполненной по нормам ГОСТа 10300-80.
Современные заклепки – вытяжная и резьбовая
Процесс заклепывания стал быстрее не столько благодаря появлению инструментов, сколько благодаря кардинальному изменению самой конструкции заклепки. Для закрепления современного крепежа достаточно иметь доступ лишь к одной стороне материала, да и процесс заклепывания происходит за считанные секунды.
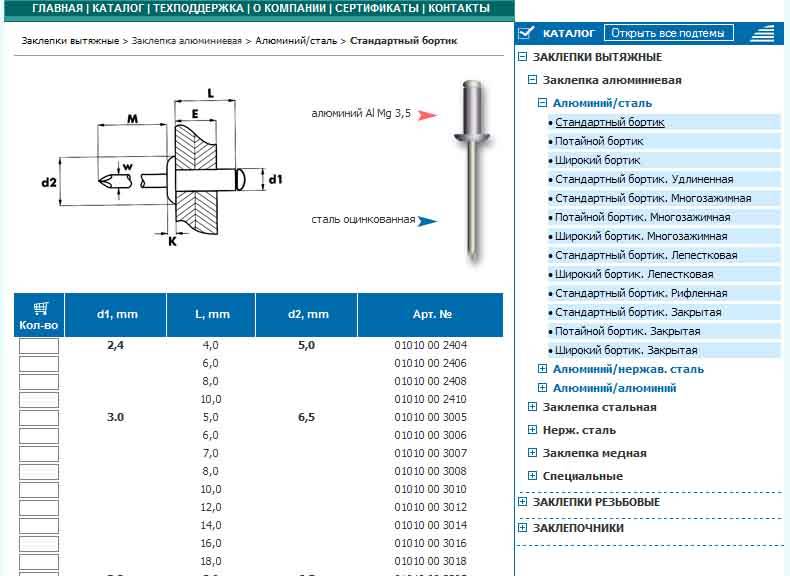
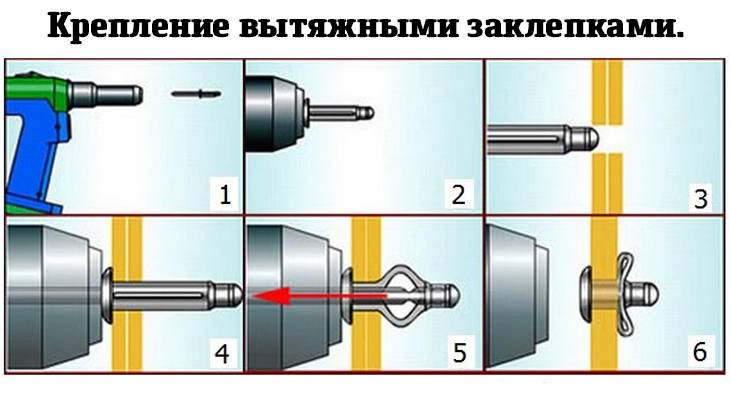
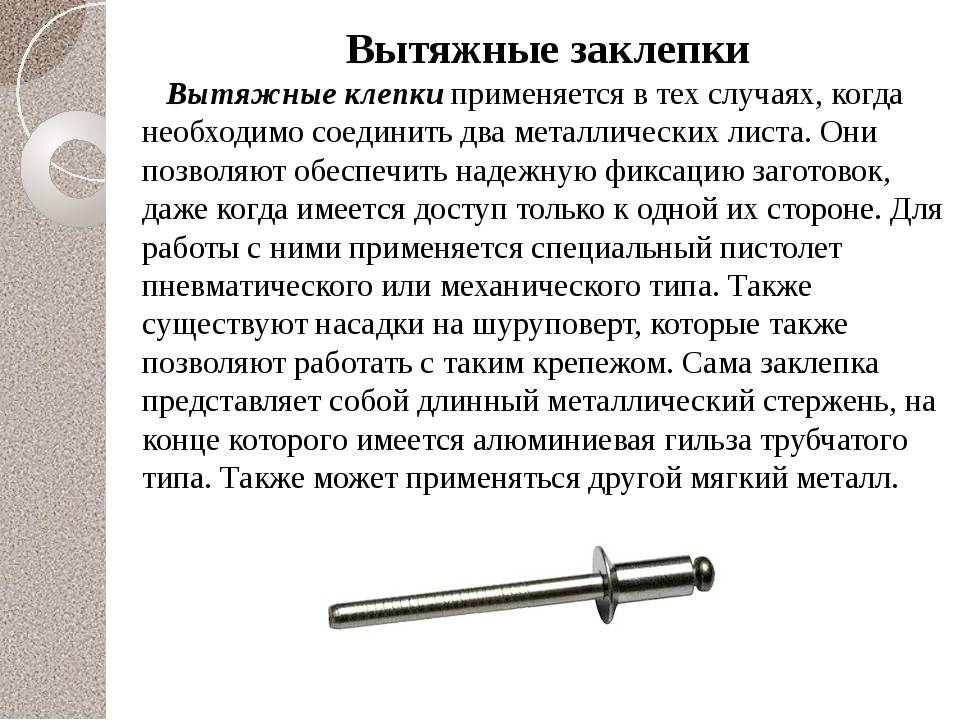
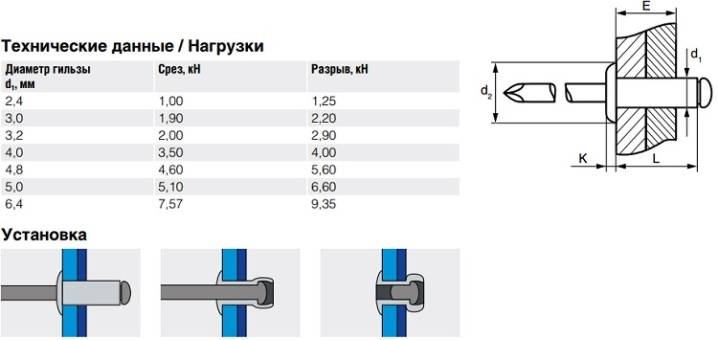
Заклепка вытяжная (тяговая, отрывная) – широко известный вид крепежа, который применяется практически во всех отраслях, связанных со строительством, машиностроением, электротехникой. Само изделие состоит из гильзы и стержня – достаточно вставить крепеж в подготовленное отверстие и вытянуть стержень с помощью специального инструмента, чтобы получить прочное соединение.
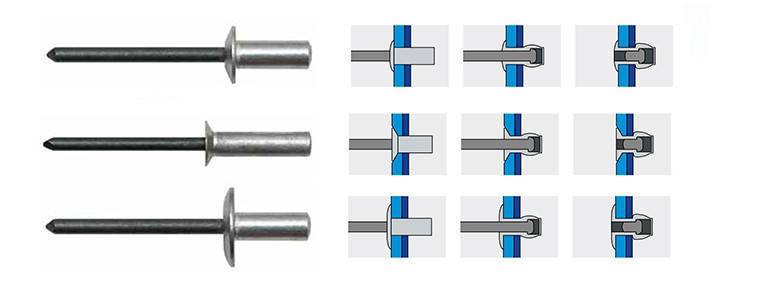
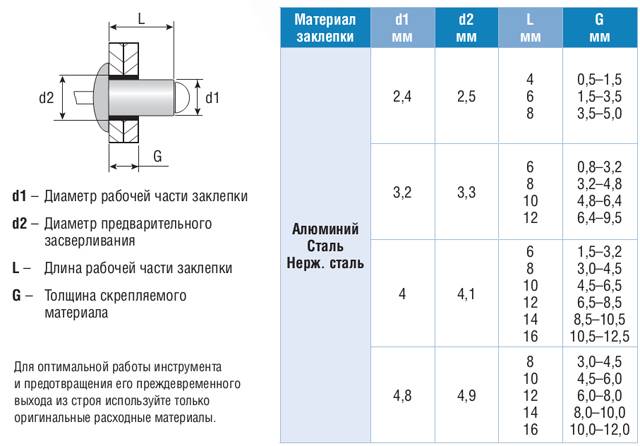
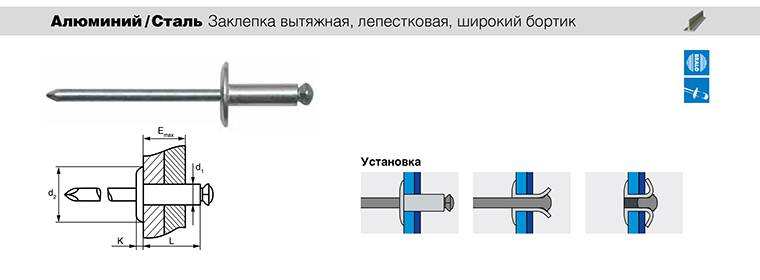
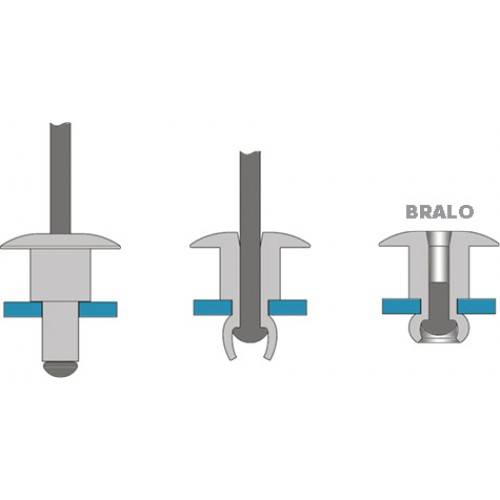
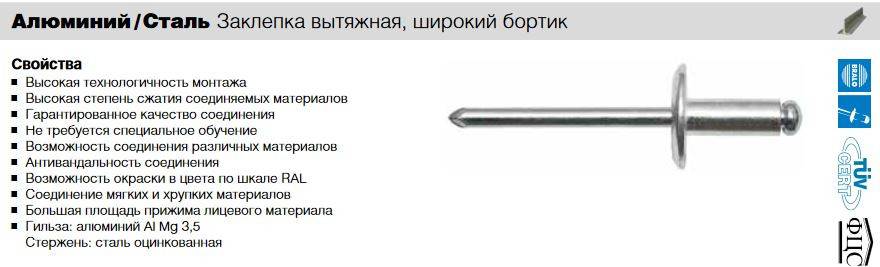
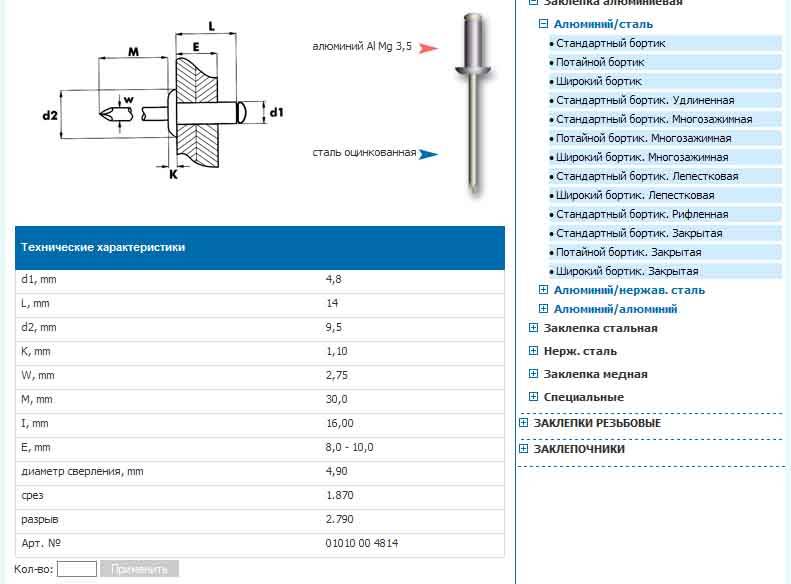
Вытяжные заклепки изготавливаются из разных материалов и делятся на разные по размерам и типу бортика группы. Стандартный бортик – это универсальная заклепка, которая применима повсеместно. Потайной бортик – крепеж, при монтаже которого поверхность получается гладкой, без выступания головки на поверхность. Широкий бортик применяется в тех случаях, когда давление под головкой необходимо распределить на большую площадь материала. Это актуально при повышенных нагрузках или же в случаях применения деликатных, хрупких материалов.
- Заклепки из меди очень долговечны, поскольку хорошо противостоят коррозии и обладают известной пластичностью. Чаще всего, их покупают для работ на кровле, при монтаже фасадных элементов и систем водостока. Конструкции, закрепленные медными крепежами, служат на открытом воздухе гораздо дольше аналогов из других металлов. Благодаря мягкости материала такие изделия податливые, поэтому с ними легко работать ручным инструментом. Медные крепежи можно найти везде, начиная от тонких электронных устройств и заканчивая джинсовой курткой.
- Алюминиевые заклепки также устойчивы к коррозии и атмосферным воздействиям. Они чрезвычайно легкие и недорогие, а из-за пластичности металла с ними возможно работать в том числе и ручным заклепочником. Благодаря своей нетоксичности, они получили широкое распространение в пищевой и химической промышленности, также из-за легкости их используют в авиастроении. По прочности они уступают стальным, поэтому использование их возможно только лишь при отсутствии больших нагрузок на элементы конструкции.
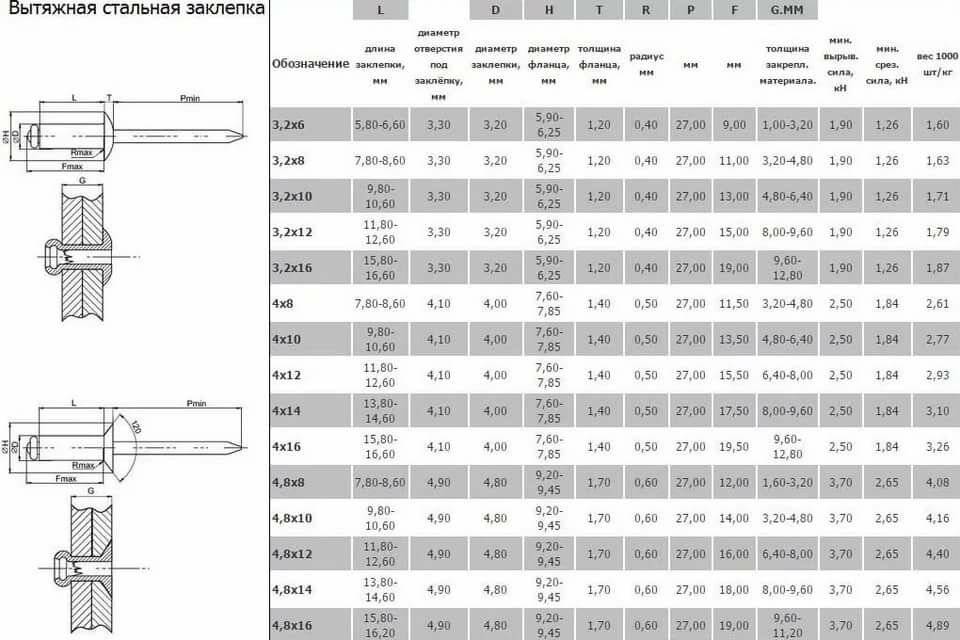
- Стальные заклепки изготавливаются из углеродистой стали, благодаря чему они получаются достаточно легкими и очень прочными. От воздействий погоды и воды такие изделия защищают с помощью оцинковки. Для создания особо долговечных крепежей используются изделия из нержавеющей стали, которые, помимо устойчивости к коррозии, еще и обладают эстетичным видом.
Остерегайтесь подделки! При выборе интересуйтесь, из какого сплава изготовлены крепежи и какой производитель значится на упаковке. Наиболее массовые изделия поступают из стран Азии, и значась, как алюминиевые, они лишь воссоздают внешний вид качественного материала. На самом же деле они обладают очень сомнительной прочностью и небольшой стойкостью к коррозии. Помимо некачественного сплава, производители экономят и на слое оцинковки – тончайший слой исчезает под действием атмосферных осадков всего за год, после чего начинается реакция между стальным стержнем и головкой заклепки, которая приводит в итоге к разрушению головки.
Вытяжная заклепка Bralo алюминий/сталь
Алюминиевые вытяжные заклепки Bralo представляют собой крепежные изделия, предназначенные для создания неразъемных соединений. Могут использоваться для скрепления мягких материалов с мягкими, мягких с твердыми.
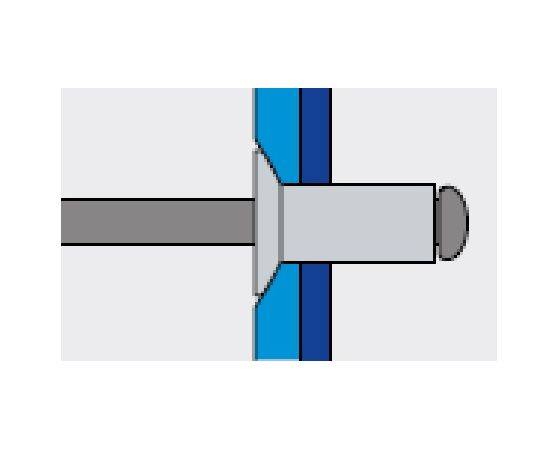
Подходят для работы с алюминиевыми, пластмассовыми, деревянными и другими элементами конструкций. Выпускаются изделия разных размеров, а также с разными вариантами бортиков (головок): стандартным, потайным и широким. Если требуется, чтобы в месте крепления поверхность материала осталась гладкой, то рекомендуется использование заклепок с потайным бортиком.
При работе с хрупкими материалами порой лучше выбирать изделия с широким бортиком — давление распределяется на большую поверхность, предотвращая ее растрескивание.
Конструкция вытяжных заклепок Bralo состоит из двух частей: корпусная гильза и вытяжной стержень. В производстве используется алюминий или его комбинации с другими материалами: сталь, нержавеющая сталь. Гильза выполняется из алюминия или алюминиевых сплавов AlMg 2,5/3,5/5, а вытяжная часть — из стали, нержавейки или же алюминия. Такая комбинация материалов позволяет объединить в одном крепеже достоинства двух материалов: твердость и прочность стали с легкостью, коррозионной устойчивостью алюминия.
bralo-systems.ru
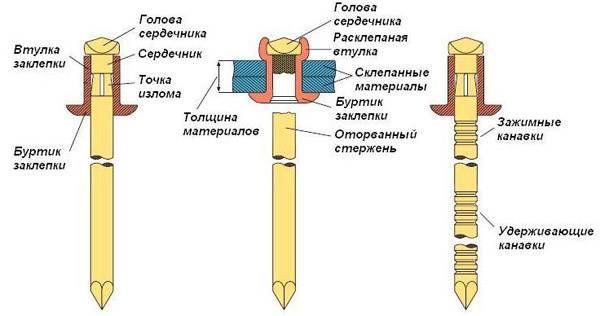
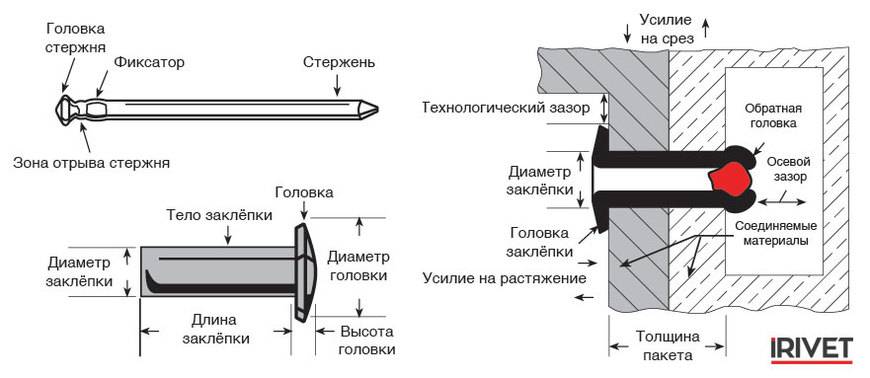
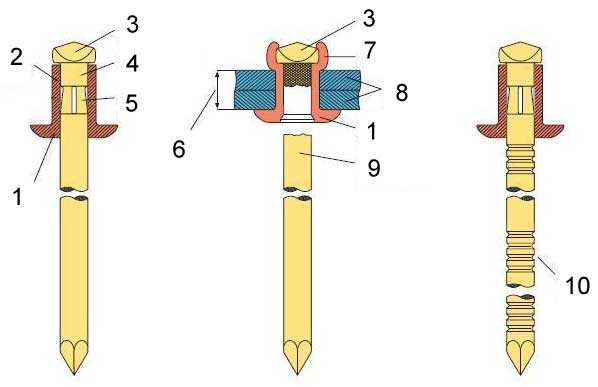
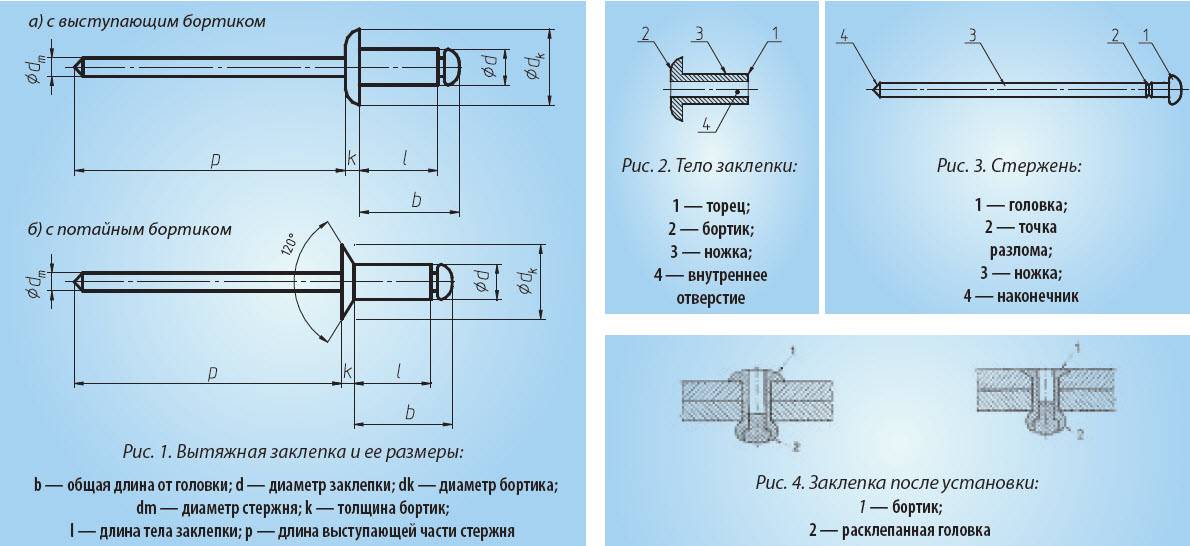
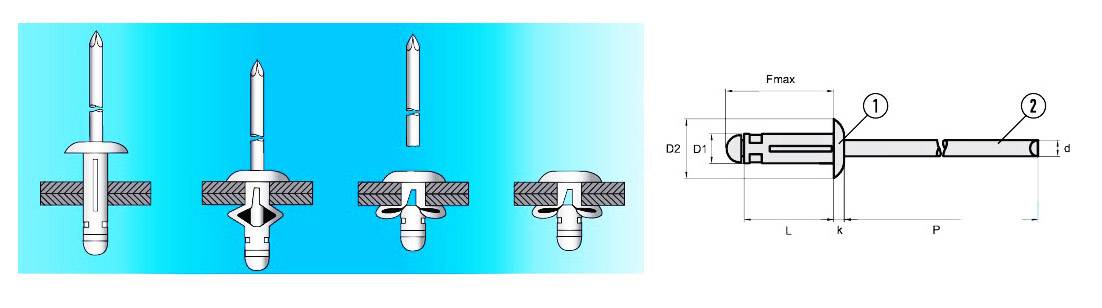
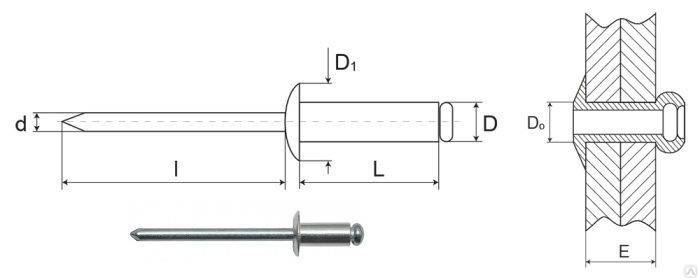
Конструкция
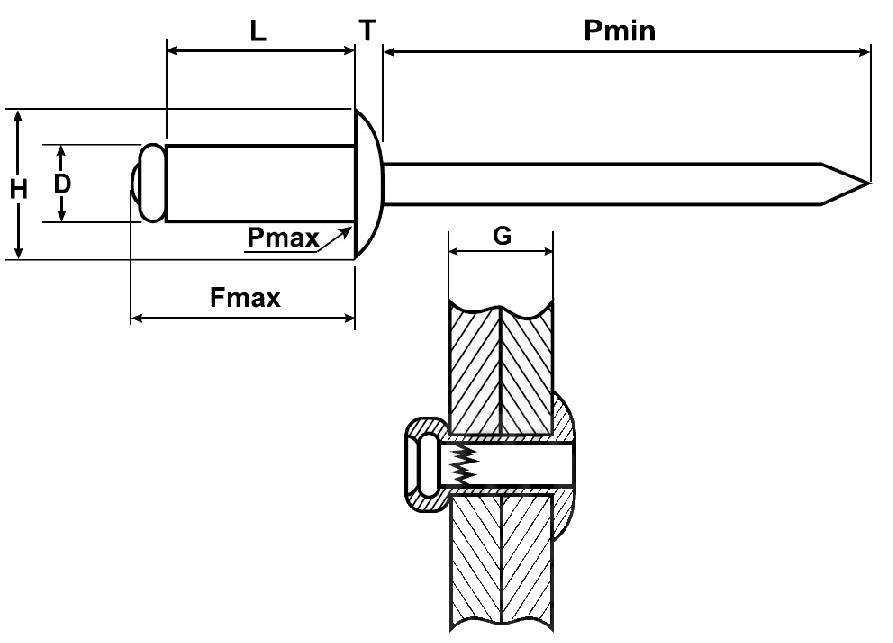
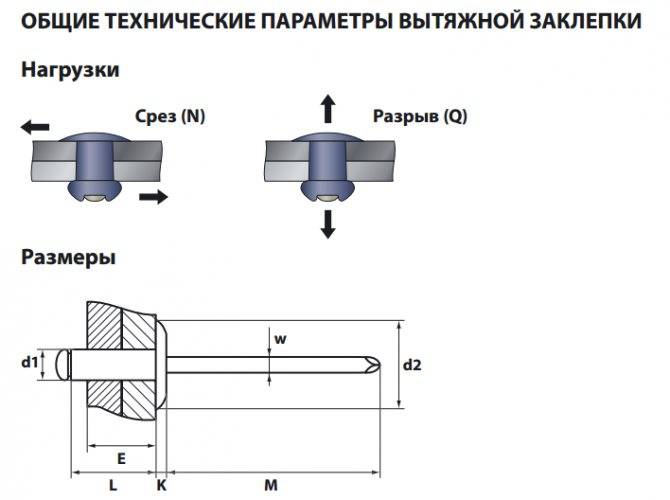
Конструктивно вытяжная заклепка состоит из двух элементов. Тело — полая гильза с головкой, сердечник — стержень с уширением. Головка гильзы может иметь плоское, потайное, полукруглое исполнение. Она ставится с лицевой стороны соединения, если таковое есть. Чаще всего, головка стержня выполнена в форме приплюснутой сферы. Учитывая особенности работы вытяжной заклепки, прочность материала стержня должна быть выше, чем у гильзы. Иначе, стержень разрушится раньше, чем спрессуется гильза. В качестве исходных материалов для изготовления заклепочного крепежа применяются углеродистые и нержавеющие стали, алюминиевые сплавы, медь, бронза, но прочность стержня всегда выше, чем у гильзы. Основными конструктивными размерами вытяжных заклепок являются диаметр и длина. Диаметр и материал определяют прочность скрепления, длина — какой может быть толщина соединяемых материалов. Все характеристики и размеры, минимальная и максимальная толщина соединяемых листов определяются соответствующими стандартами и инструкциями производителей.
Конструктивные особенности
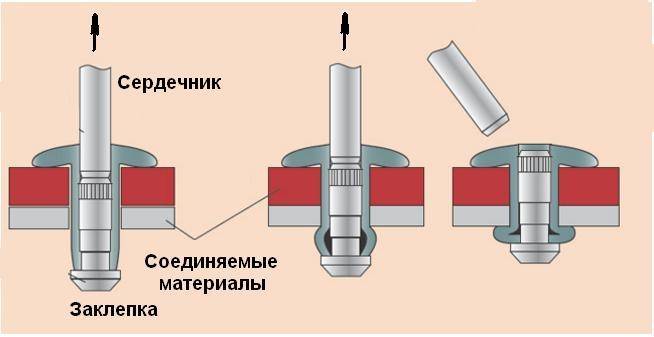
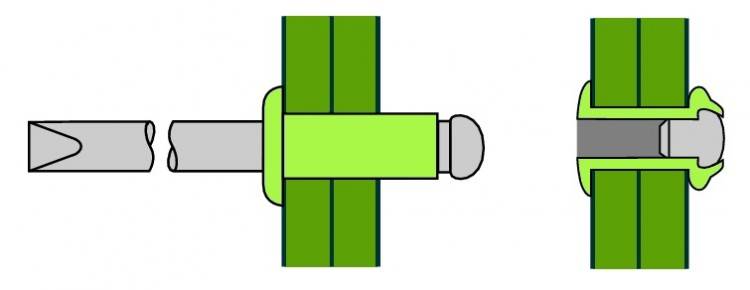
Классические заклепки вытяжные представляют собой конструкцию, состоящую из цилиндрического тела с головкой и хвостовика. При монтаже вытягивание хвостовика (сердечника) способствует формированию с тыльной стороны второй головки. Таким образом, происходит надежная фиксация деталей между собой. Диаметры головки, тела и хвостовика регламентируются требованиями ГОСТ 10299-80. Длина хвостовика при этом нормируется еще и габаритами захватывающего механизма заклепочника.








Современные виды вытяжных заклепок могут изготавливаться из различных материалов.
Приведем перечень наиболее популярных комбинаций «тело/хвостовик»:
- Сталь (оцинкованная) / cталь (оцинкованная);
- Алюминий / сталь (оцинкованная);
- Алюминий / алюминий;
- Алюминий / нержавеющая сталь;
- Нержавеющая сталь / сталь (оцинкованная);
- Нержавеющая сталь / нержавеющая сталь;
- Медь / сталь (оцинкованная);
- Медь / бронза;
- Пластик / пластик.
В идеале заклепки вытяжные и скрепляемые детали должны быть из одного металла. Это исключит образование гальванического процесса (ускоренное разрушение более активного металла) и продлит жизнь металлов скрепляемых деталей и самого крепежа.
Цилиндрик, наполняющий отверстие, может быть, как гладким, так и рифленым. Мелкие выступы здесь предполагают смятие в процессе монтажа (например, от легкого удара молотком) и тем самым позволяют слабый и плотный натяг.
Вышеупомянутый Государственный Стандарт 10299-80 строго регламентирует все размеры (геометрию) вытяжных алюминиевых изделий. Такая унификация позволяет привести в систему применение данных соединений и упростить расчеты большинства сборных конструкций.





