

РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | |||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | |
| да | нет | |||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | ||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | |
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | ||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | ||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | ||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | ||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | |||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | |
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | |
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | |
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | |
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | |
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | ||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | |
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | |
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | ||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | |
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X |
| C125W1 | 20-30 | 35-45 | 1:30 | X | ||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | |
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | |
| x210Cr12 | Х12 | 20-35 | X | |||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | |
| x210CrW12 | ХВГ | 20-30 | X | |||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | ||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | |
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | ||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | |||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | |
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | ||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | ||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | ||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | ||
| x45CrNiW189 | 30-40 | 1:20 | Х | |||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | ||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | |||
| x5NiCrTi2615 | 25-40 | 1:10 | X | |||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | ||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | |||
| х 10 CrSi 6 | 20-30 | 1:10 | X | |||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | ||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | |||
| х 10 Cr 13 | 12Х13 | 25-35 |
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.
Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.
Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.
Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.
Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.
Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)


Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить
Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.
Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.
Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Рекомендации и советы по эксплуатации ножовок с полотнами по металлу
Специалисты рекомендуют пользоваться инструментом правильно, чтобы не только достичь положительных результатов, но еще и исключить получение травм. Рекомендации следующие:
- Осмотреть полотно перед проведением работ. На нем не должно быть трещин и следов коррозии
- Удостовериться в том, что пила достаточно эластичная. При незначительном изгибе устройства, оно должно возвращаться в исходное положение. Если после изгиба появляются искажения, то инструмент применять не рекомендуется
- Скорость пиления зависит от количества зубьев. Чем их больше, тем они меньше, поэтому процесс пиления происходит медленно, но качественно. Чем зубьев меньше, тем больше их величина, а значит, и процесс пиления происходит быстрее
- Для материалов нужно выбирать соответствующие полотна, что позволит повысить производительность, а также срок службы
- Маркировка каждого полотна указана на их поверхности
- К выбору оснастки нужно подходить правильно, и не со стороны стоимости. Дешевые черные пилки не смогут сравниться с дорогими аналогами
Проанализировав полотна под ножовки по металлу, можно без особого труда выбрать соответствующий вариант для проведения работ по распиливанию металлических заготовок. Если инструмент не применяется, то хранить его также необходимо правильно. Если полотно сломалось, но при этом зубья не стерлись, то не торопитесь его утилизировать, так как из него можно легко сделать нож своими руками.

Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Настройка ленточнопильного оборудования
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Originally posted 2018-07-04 07:38:21.
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
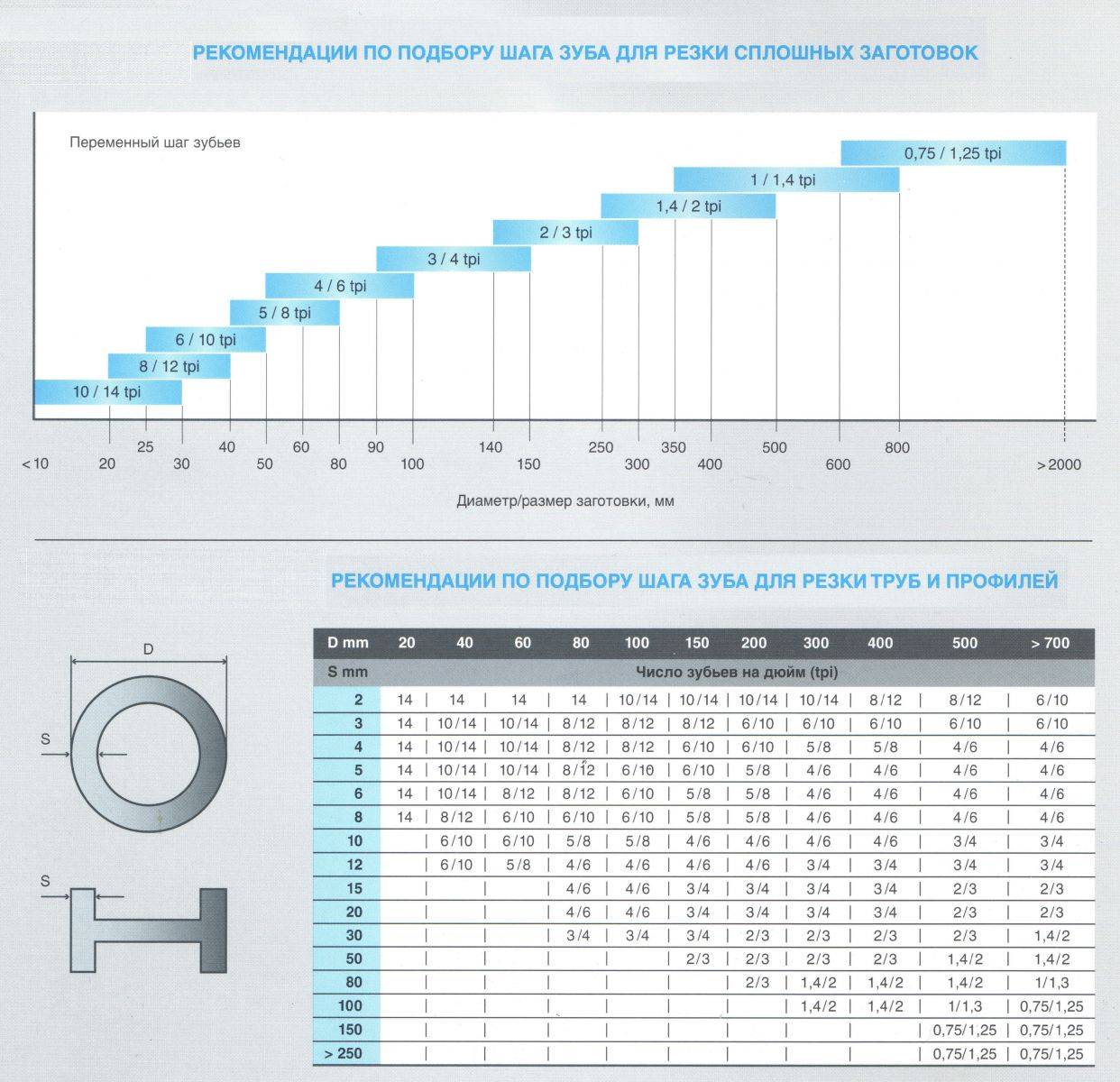
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
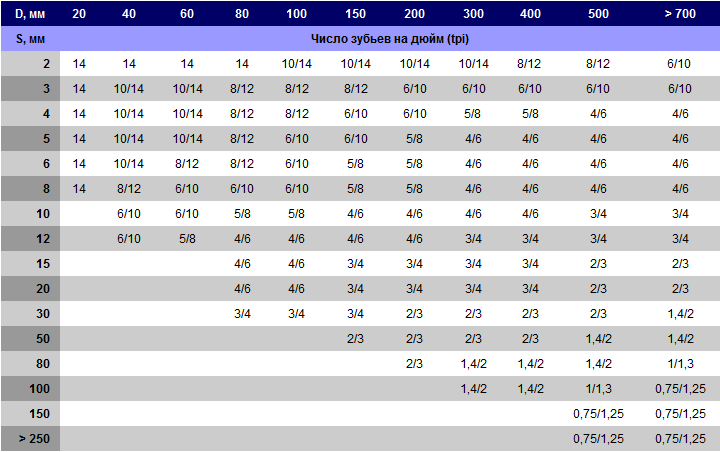
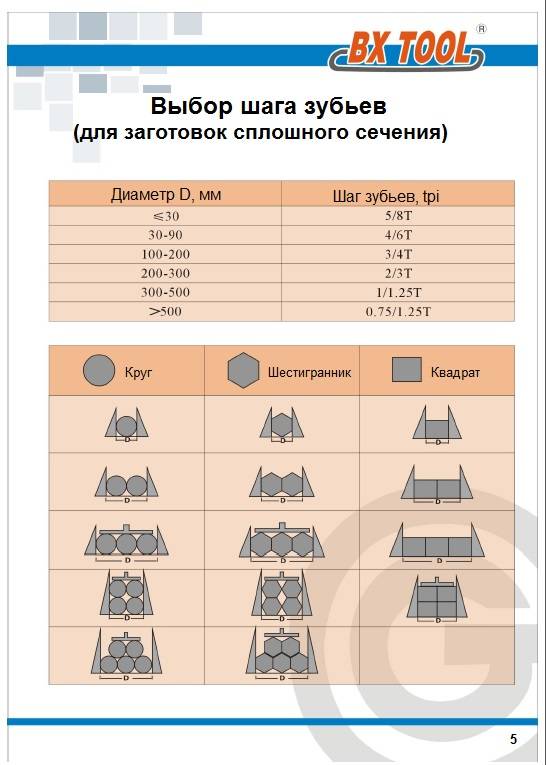

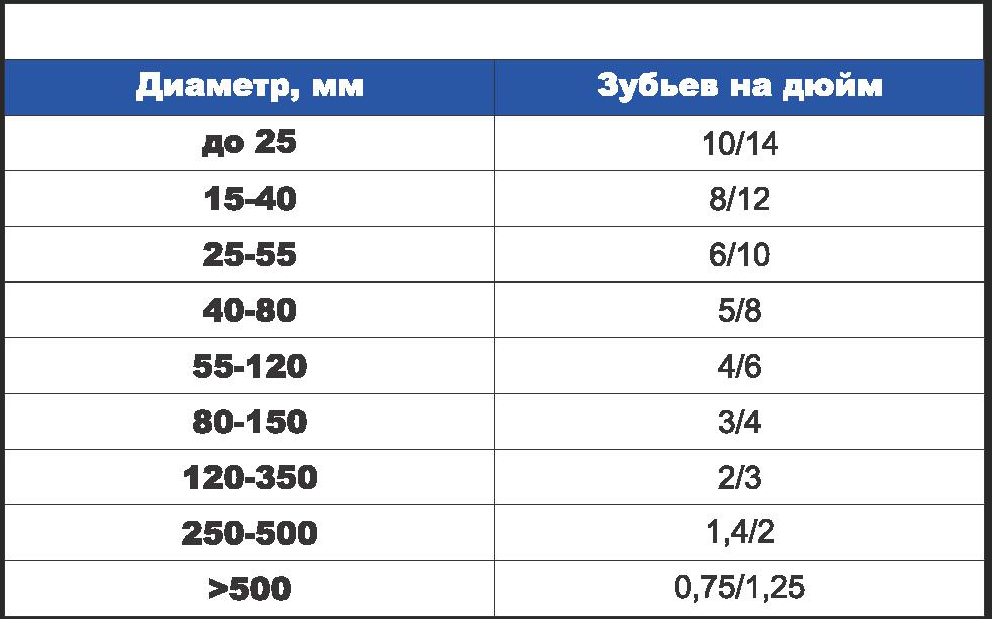



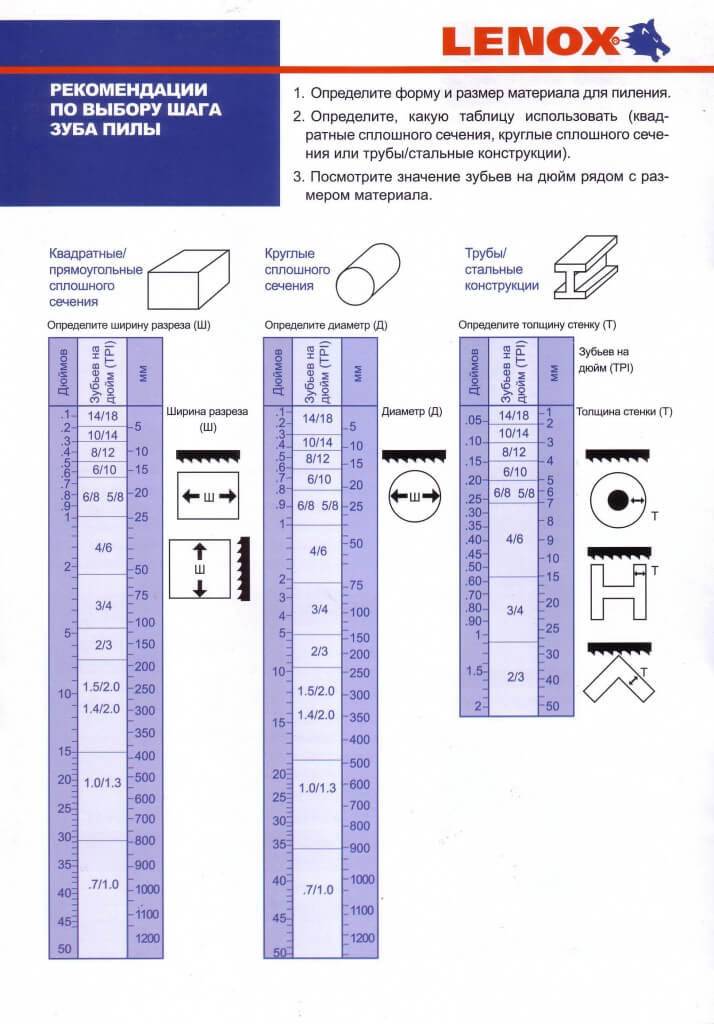

Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
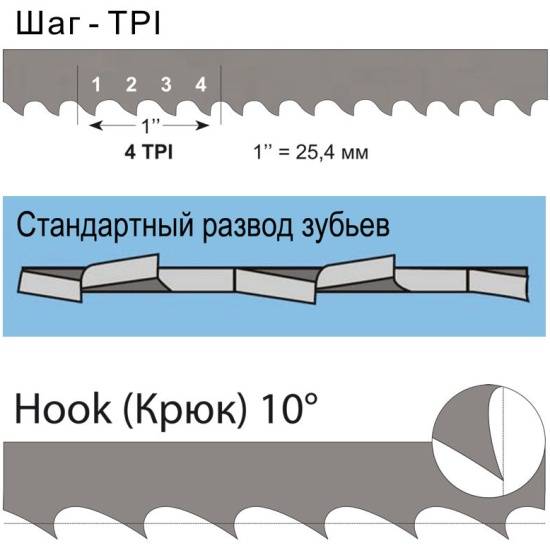
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.
При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Шлиоовалыная машина
Обработка и резка толстостенных профильных изделий, а также листов толщиной более 2 мм — вот область применения угловой шлифовальной машины. Обычно работа ведется с опорой на руку. Тому, кто часто выполняет поперечную резку изделий, рекомендуется приобрести подходящую стойку.
Жесткое закрепление
Резка материала машиной требует некоторого навыка и может производиться только с помощью специальных шлифовальных кругов. Обрабатываемая деталь должна быть надежно закреплена. Во время работы не следует допускать перекоса машины.
Безопасность
Работать угловой шлифовальной машиной можно только в защитных очках, рукавицах и невоспламеняющейся одежде. Можно воспользоваться про-тивопылевым респиратором и звукоизолирующими наушниками. Если работа ведется в закрытых помещениях, то следует изолировать легковоспламеняющиеся вещества, так как при резке возникает искрение.
Угловой шлифовальной машиной можно разрезать самый толстый профильный материал. Возможности машины ограничивает лишь диаметр режущего круга.
Зубило
Такие работы, как, например, пробивание отверстий в толстых листах, срубание заржавленных гаек, перерубание толстой проволоки, выполняются лучше всего с помощью зубила.
Лезвие инструмента должно иметь угол заострения 40-60 градусов, быть остро заточенным и хорошо закаленным. Если режущая кромка уже после нескольких ударов тупится или деформируется, инструмент явно непригоден для дальнейшей работы.
Наиболее применяемы плоские зубила и крейцмейсели. Режущая часть плоского зубила имеет ту же ширину, что и рукоятка. У крейц-мейселя лезвие расположено поперек рукоятки и гораздо уже. Для вырубания криволинейных проемов лезвие можно чуть сточить по краям, придав ему выпуклую форму.
Соблюдайте правила безопасности
Работая зубилом, наденьте защитные очки: отскакивающие кусочки металла могут тяжело поранить глаза! Необходимо также работать на толстой (15-20 мм) стальной подкладке и обязательно пользоваться рукавицами.
Зубило ставится на линию разметки с небольшим наклоном — под ударом молотка лезвие прорубает материал.
Область применения
Для каждого вида работы производители стараются предложить выбор изделий с четко обозначенными качествами. Широко применяется ленточнопильное оборудование в металлообработке, работах по дереву, строительном бизнесе. Осуществляется резка пластика и композиционных материалов. Обрабатываются черные и цветные металлы. Ленточнопильные станки универсальны. Заменяя марку полотна, его шаг и режимы резки, на одном и том же оборудовании, можно эффективно изготавливать детали из совершенно различных материалов. При этом обеспечена высокая точность, минимум отходов и высокая скорость выполнения операций.
Как выбрать
Любая работа с металлоизделиями начинается с нарезки заготовок по длине. Ленточнопильные станки по металлу хорошо справляются с этой задачей, делают более ровный и точный рез чем, например, при резке газовым резаком.
Сегодня промышленность предлагает огромный выбор металлорежущих станков. Условно их можно разделить на три категории.
Для дома
В характеристиках производителя такие станки обозначены как бытовые. Их отличают:
- Небольшие габариты. Это самые маленькие станки.
- Самая низкая стоимость. Как правило, устройства стоимостью выше примерно 40 тыс. руб. уже относят к следующей, профессиональной категории.
- Питание от сети 220 вольт, то есть от бытовой розетки.
- Небольшая мощность приводного электродвигателя, от 350 ватт до 1 киловатта.
- Ручная подача пилы при отрезе.
Ленточнопильный настольный станок 8Л100. Фото Стербруст
Такие станки могут хорошо резать металл любого типа — мягкие алюминий, медь, бронзу, твердые сплавы. Попутно их можно использовать для резки многих других материалов — пластика, дерева. Но для каждого металла и материала нужно использовать специально для этого созданное пильное полотно. Назначение каждого полотна четко определено производителем в документации.
Для мастерской
При выборе оборудования для более-менее серьезного производства нужно исходить из функционала. То есть нужно знать, заготовки какого диаметра предстоит резать, потому что у любых станков есть ограничения по диаметру заготовки. Заготовка, например, труба 200 мм в диаметре может не поместиться в пилящее пространство станка. А нужно пилить именно такие заготовки.
Далее на выбор может повлиять цена. Такие средние агрегаты находятся в ценовой категории от 40-70 тыс. и гораздо выше.
Напряжение привода выбирают, исходя из того, есть ли в мастерской сеть напряжением 380 вольт, потому что такие станки могут быть с питанием как от 220 вольт, так и от 380 вольт. По мощности такие устройства от 650 — 850 Вт до 2,2 Квт.
Для большого производства
Это дорогие станки, в ценовой категории от 500 -700 тыс. руб. и выше. Они отличаются большими габаритами и массой. Питание 380 вольт. Мощность в пределах 2-3 Квт, больше для устройств такого типа просто не нужно. Автоматическая подача пилы по заготовке обеспечивает плавный рез и сохранность пилы. Подача к месту резу эмульсии значительно продлевает срок службы биметаллического или твердосплавного полотна.

Ленточнопильный автоматический станок Pilous ARG 300 CF-NC с ЧПУ. Фото ВсеИнструменты.ру
Но бывают случаи, когда даже на большом производстве ленточнопильный станок используется как вспомогательный, резать нужно немного. Тогда вполне можно обойтись моделью из средней категории.





