

Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
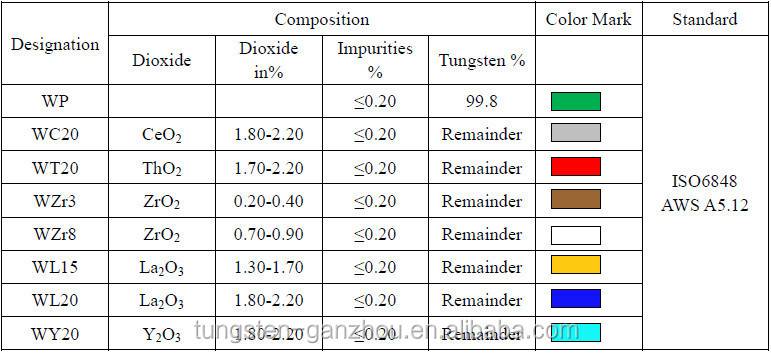
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
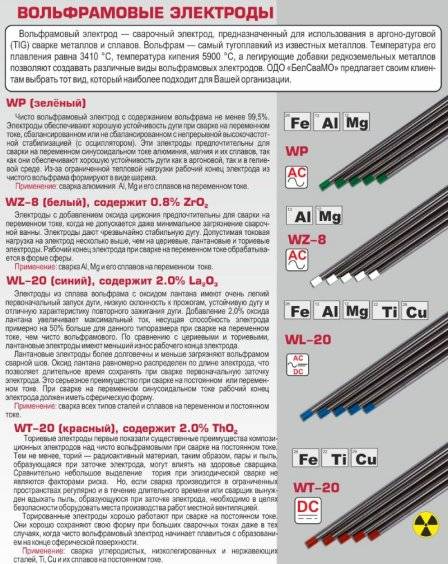
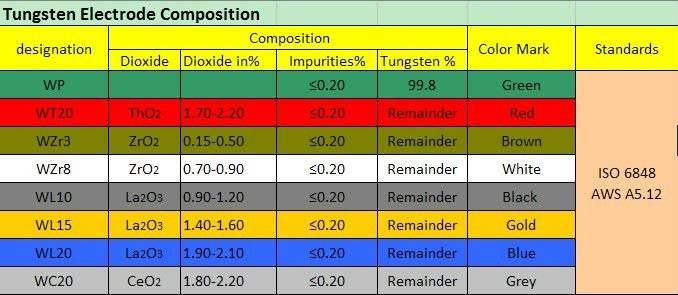
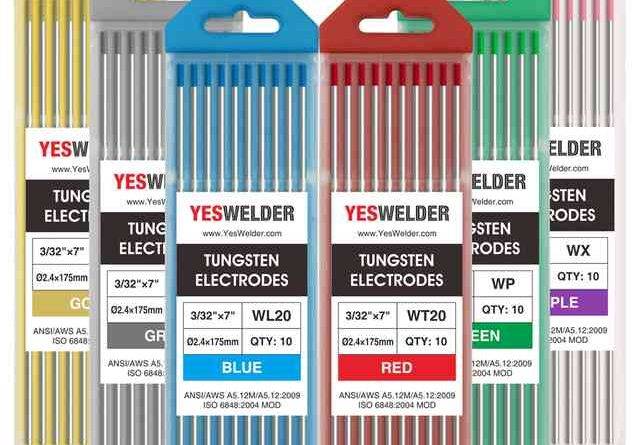
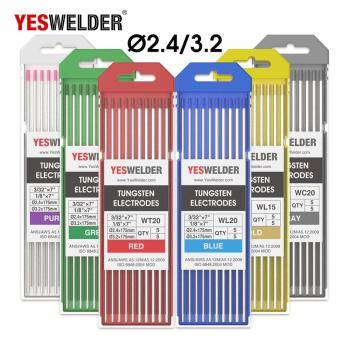
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
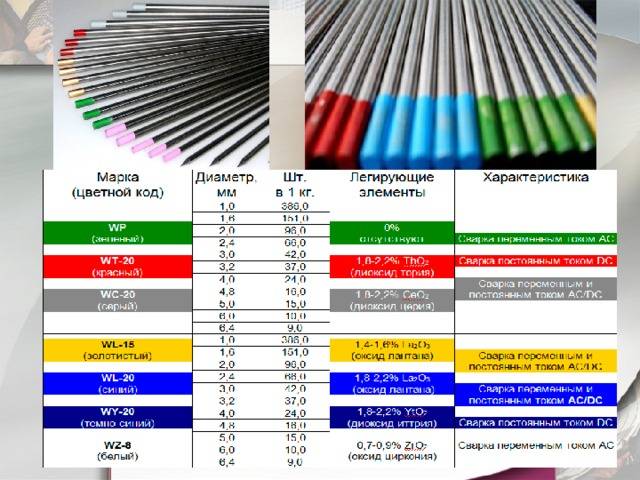
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Особенности сварки алюминия и алюминиевых сплавов
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
— механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); — химической обработкой (довольно сложно и трудоемко); — сваркой на обратной полярности; — сваркой на переменном токе.
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.
Вольфрамовые электроды — марки

Разнообразие вольфрамовых электродов Существует большое количество разнообразных марок вольфрамовых электродов. Но мы решили выделить из них самые основные. Этими марками пользуются большинство сварщиков и отдают предпочтение именно им.
WP
Довольно распространенная марка вольфрамовых электродов. Возможно это по тому, что выполнять сварку ими можно как на переменном тока, так и на постоянном. Дуга горит стабильно. А кончик электрода заточен в шарообразную форму. Данная форма обеспечивает минимальный расход при работе. Сваривают электродами марки WP в основном алюминий и его сплавы, а так же магний. Конец электрода этой марки окрашивают в зеленый цвет. В состав марки WP практически не входят примеси.
WZ — 8
Вольфрамовые электроды данной марки отличаются особой стойкостью к температуре. Сваривают ими магний, бронзу и алюминий. А так же, сплавы перечисленных металлов. Кончик этой марки заточен как и у WP. Конец таких электродов окрашивают в белый цвет. А в состав их входит цирконий. Как правило, сварочные работы этими электродами выполняют на переменном токе.




Не проходите мимо полезной статьи — сварочная магнитная масса. Постарались подробно и интересно рассказать о преимуществах, недостатках. Сравнили с массой «прищепкой». Порассуждали о том, лучше ли сделать самому или купить в магазине.
WT — 20
Прутки марки WT — 20 включают в свой состав Торий
Торий — радиоактивный металл, что требует особого внимание к их использованию. Что значит особое внимание? На крупных производствах не рекомендуется их использовать
Более того, при их заточке необходимо понимать. Что попадание на кожу или в дыхательные пути частиц в виде пыли является вредным или даже опасным для здоровья. Но, вольфрамовые электроды марки WT — 20 отлично справляются с тугоплавкими металлами. Такими как молибден и титан. Это не говорит, что их не применяют при сварки других металлов. Они так же хорошо себя показали и зарекомендовали в работе с медью, алюминием, никелем и бронзой. Цвет кончика — красный. Работу производить рекомендуется на постоянном токе.
WY — 20
Как правило, такие электроды используют при работе с ответственными, важными конструкциями и деталями. Все по тому, что в их составе Итрий, который обеспечивает особую стабильность горения дуги при сварке прямой полярностью
Обратите внимание на еще один, не мало важный плюс данной марки — сваривают ими и углеродистые и медные, нержавеющие и даже титановые образцы. Цвет, который их обозначает — синий
Ток, при котором обеспечивается правильная сварка — постоянный.
WC — 20
Отмечу вхождение в состав электродов этой марки — церий. Он позволяет дуге гореть стабильно даже если у вас относительно слабый аппарат. Так же, его выделяет возможность работать на переменном и постоянном токе. Что в свою очередь, делает эти электроды универсальными. Цвет на конце — серый.
WL — 15
Режим ток — переменный и постоянный. Сварка всех видов и марок сталей. В состав входит Лантан, который обеспечивает стабильное горение и очень легкий поджог дуги. Так же, вольфрамовые электроды марки WL — 15 гарантируют минимальный риск прожога. Цвет в который окрашен кончик — золотой.
WL — 20
Цвет, в который окрашен кончик электрода — синий. Данная марка очень похожа на WL — 15, только в её составе гораздо больше Лантана редкоземельного. Данными электродами можно сваривать высоколегированную сталь и менее легированную. Износ этих двух марок(WL 15,20) подведен к минимуму, что позволяет экономить на расходных материалах.
Кому интересно, можете ознакомиться с ценами на вольфрамовые электроды.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.







Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Для алюминия
Соединение алюминиевых деталей должно быть легким и прочным. Эти требования возможно выполнить, используя сварку. Но вся проблема в том, что при отличных эксплуатационных качествах, алюминий очень сложно сваривать.
Проблемы при сваривании обусловлены химическими и физическими свойствами металла. На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
Алюминий на воздухе, да еще в разогретом состоянии быстро окисляется, что создает предпосылки для образования тугоплавкой пленки на расплавленном металле.
В результате шов получается неоднородным. Для устранения этого фактора необходимо обеспечить отсутствие доступа воздуха в зону сварки, что и делает аргон при вольфрамовом методе.
Большой коэффициент температурного расширения и возникающая поэтому усадка при остывании приводит к значительной деформации изделия. Высокая теплопроводность материала требует применения тока, который превосходит по значению ток, необходимый для соединения более тугоплавких материалов.
Для качественного соединения свариваемых деталей с учетом вышеописанных свойств, применение вольфрамового электрода для аргонодуговой сварки алюминия становится наиболее целесообразным. Лучшим решением в этом случае будет применение вольфрамовых стержней без добавок.
Для устранения окисной пленки на поверхности материала необходимо сварку производить непременно током обратной полярности.
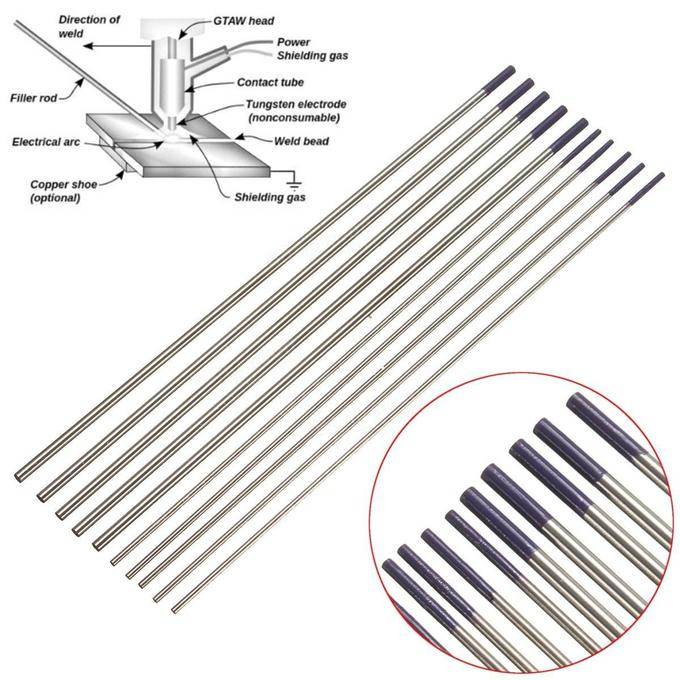
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.







На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
 Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
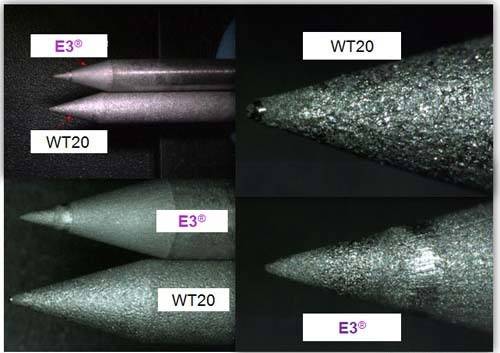
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Ручная и автоматизированная работа
Для достижения положительного результата следует ответственно выбирать электроды для аргонодуговой сварки. Применяют стандартные электроды, как претерпевающие плавление, так и остающиеся в твердом состоянии. Неплавящиеся изделия делают из вольфрама – металла, известного своей тугоплавкостью.
 Вольфрамовый неплавящийся стержень под действием импульса инициирует розжиг дуги, обеспечивает ее стабильность. Стимулирует розжиг высокочастотный высоковольтный импульс от осциллятора.
Вольфрамовый неплавящийся стержень под действием импульса инициирует розжиг дуги, обеспечивает ее стабильность. Стимулирует розжиг высокочастотный высоковольтный импульс от осциллятора.
В результате инертная среда ионизируется, и после включения сварочного тока дуга возгорается. При аргонодуговой сварке переменным током, осциллятор после розжига выполняет функцию стабилизатора. В момент изменений полярности он подает импульсы для поддержания стабильной дуги.
В образовании шва неплавящийся электрод не принимает участия. При необходимости для этого используют присадочные проволоки.
Существует следующие основные виды сварки в среде аргона:
- технология, приводящаяся полностью вручную (обозначается аббревиатурой TIG);
- процесс с автоматической подачей расходного материала (сокращенно называется MIG, на немецком языке WIG).
Отечественные производители для обозначения электродной продукции используют ГОСТ. В международной практике применяются английский сокращения.








Марки вольфрамовых электродов

WP
Эти буквы говорят о том, что содержание вольфрама в стержне – 99%. Используются такие стержни с любым током, однако рекомендуется их использование с переменным. Это позволяет добиться максимального качества сварки. Сваривают ими магний, алюминий и различные их сплавы. Цвет этой марки – зеленый. Цветовая метка делается на конце электрода, кроме того, некоторые производители выпускают сварочные стержни в упаковке зеленого цвета.
WZ-8
В этой марке уже используется добавка, это диоксид циркония. Используются с переменным током. При работе с этой маркой необходимо избегать взаимодействия поверхности металла с кислородом, зона сварки должна быть хорошо защищена. Эти вольфрамовые электроды обеспечивают очень высокий уровень стабильности дуги, один из наивысших из всех марок.
Также плюсом этой марки является возможность работать с высокими токовыми нагрузками. Особенности применения – перед использованием конец вольфрамового стержня необходимо заточить. Марка используется для сваривания бронзы, никеля, магния. Также используется для работы со сплавами этих металлов. Маркируется белым цветом.
WT-20
Добавка – оксид тория. Очень популярная марка, появилась на рынке второй, сразу после электродов марки WP. Также требуют заточки перед использованием. В отличие от марки WZ-8, требуют повышенного внимания при затачивании. Присадка радиоактивна, поэтому при затачивании этого вольфрамового стержня выделяются вредные пары. Затачивать такие стержни необходимо только в респираторе или специальной маске. Перечень свариваемых металлов достаточно велик. Это титан, никель, бронза, медь, тантал, молибден. Отмечаются метками красного цвета.

WY-20
Очень прочные вольфрамовые электроды. Используются с аппаратами постоянного тока. Полярность – прямая. Генерируют стабильную дугу при любых значениях силы тока. Используются для ответственных работ со всеми видами сталей, медью и титаном. Отмечаются темно-синим цветом.
WC-20
В этой марке добавлен оксид церия. Универсальная марка, работать можно как с любым видом тока. Дуга разжигается быстро и легко, сварку можно производить на большой силе тока. Хорошо сваривают тонкие листы металла, трубопроводы.
Минус этого типа вольфрамовых стержней – на конце стержня при нагреве концентрируется расплавленный церий. Плюс – универсальность. Применяются для всех типов сталей, бронзы, молибдена, титана никеля, тантала и меди. Используется метка серого цвета.
WL-15, WL-20
Практически идентичные стержни. Добавка – лантан. С помощью лантана достигается легкий розжиг дуги, благодаря этому дугу можно разжигать заново много раз. Использование этих электродов исключают прожигание металла. Расходуются медленно, заточка сохраняется длительное время. Большой плюс – шов не загрязняется вольфрамом.






Применяются с любым током, если используется переменный – рекомендуется сферическая заточка. Применяются для сваривания бронзы, меди, высоколегированных сталей, алюминия. Можно использовать и для других видов стали. WL-15 маркируется золотистой меткой, WL-20 –синей.
Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Тип вольфрамового электрода определяется по содержанию буквенно-цифровой информации и по цветам маркировки, нанесенной на стержень. Буквенно-цифровая и цветовая маркировки соответствуют друг другу.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током
Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение
Сварка отличается стабильной и мощной дугой;
L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис. Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах. Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
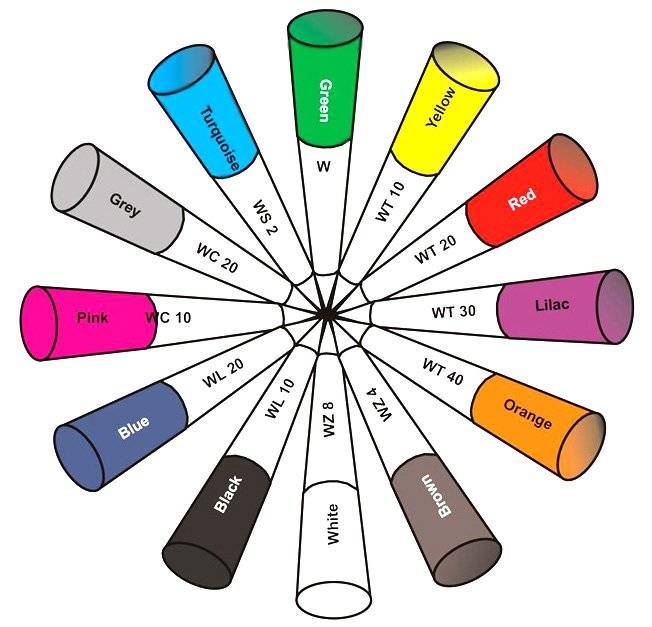
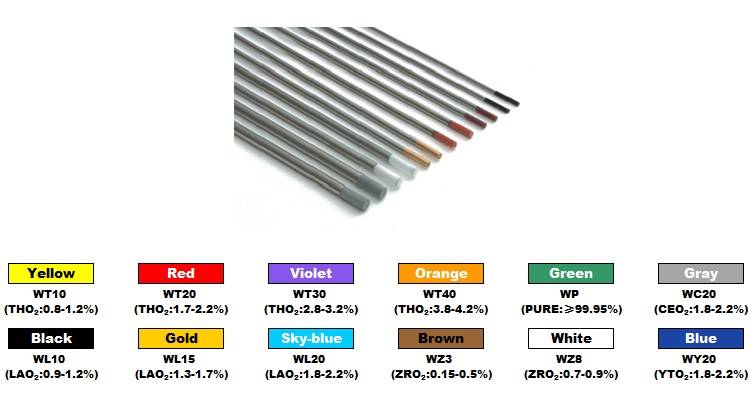
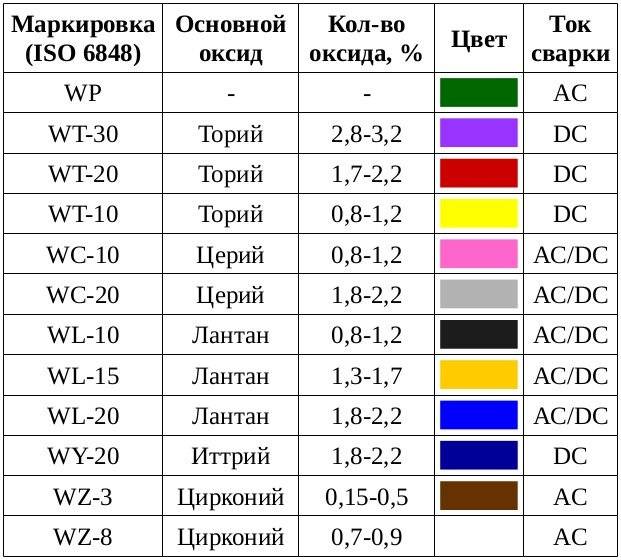
Цветовая

Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
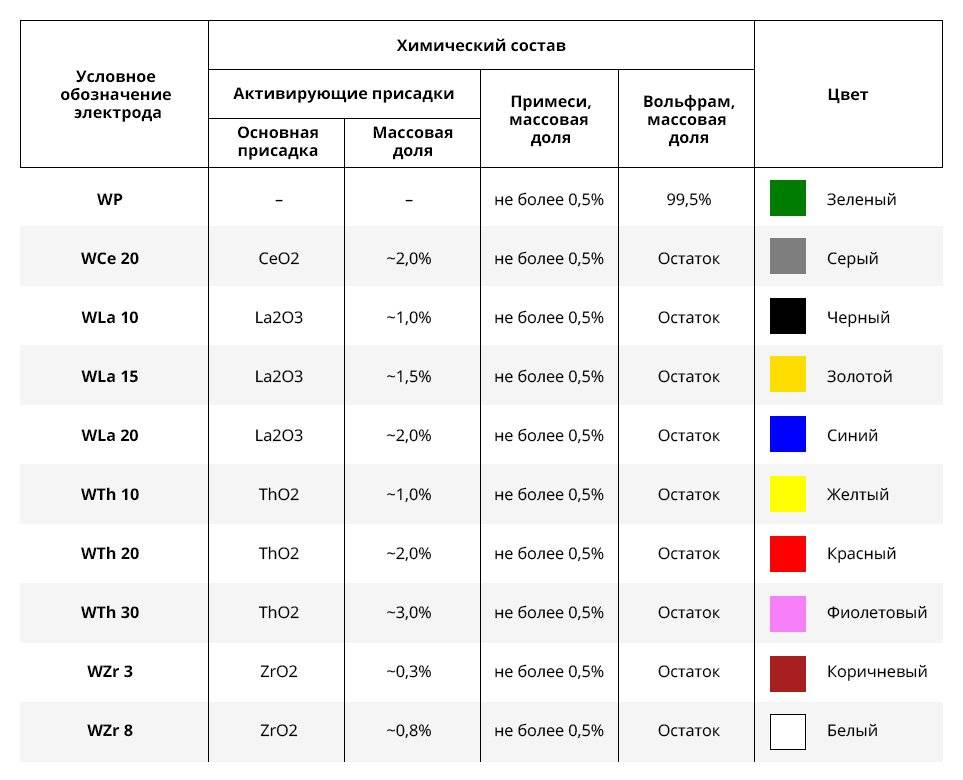
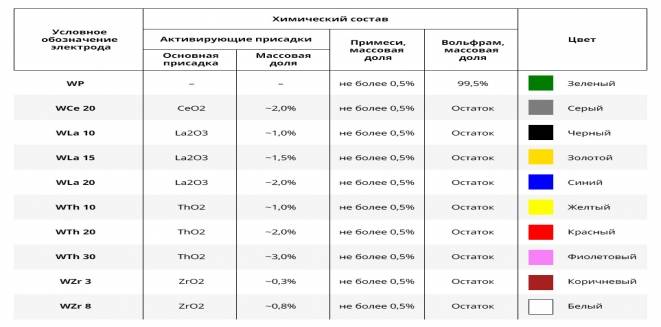
- зеленый – изделия без присадок, обозначаемые символами WP;
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.





