

Разновидности установок
Осцилляторы можно применять в разных целях – с учетом типа и особенностей выполняемых работ. Единая для всех установок характеристика – преобразование токового импульса до значений максимально до 500 кГц.
Осцилляторы отличаются временными характеристиками высокочастотных импульсов.
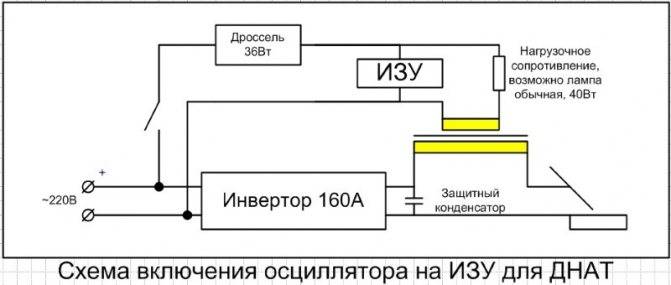
Модель непрерывного цикла поддерживают горение дуги. Подключение нужно делать последовательным – это защитит мастера от негативного влияния высоких показателей напряжений, присутствующих внутри электроцепи. Установки накладывают высокие частотные токи поверх сварочных, розжиг происходит быстро и без препятствий, сварку можно проводить на минимальных токах. Установками оснащают инверторы, трансформаторы.
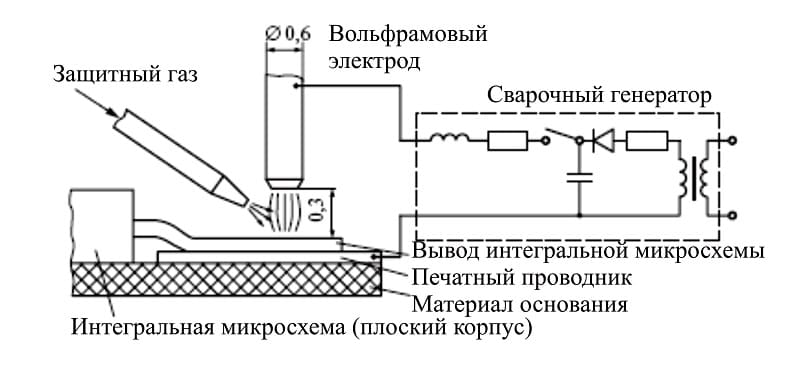
Второй вид осцилляторных аппаратов используют в ходе бесконтактных дуговых поджигов. Данный принцип активно задействуется в аргоновых установках. Электродный элемент из вольфрама будет быстро затупляться в ходе чирканья, что снизит качество шва, увеличит его толщину, начнет рассеивать дугу. Регулярные затачивания кончика иглы возможны, но они замедляют рабочий процесс. Введение в схему осцилляторной установки с импульсом кратковременного типа даст возможность возбуждать дугу, избежав контакта с рабочей поверхностью.
Конструкция сварочного осциллятора
Сварочные осцилляторы универсальны: они работают и с переменным, и с постоянным током. Суть работы осциллятора заключается в повышении напряжения и повышении частоты электрического тока, оба этих процесса происходят одновременно.
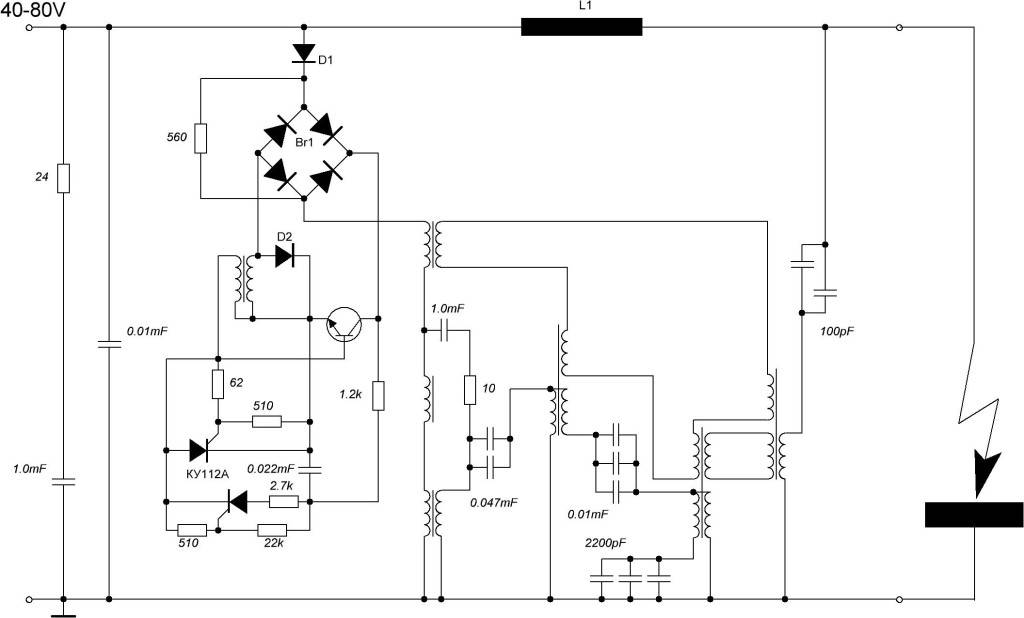
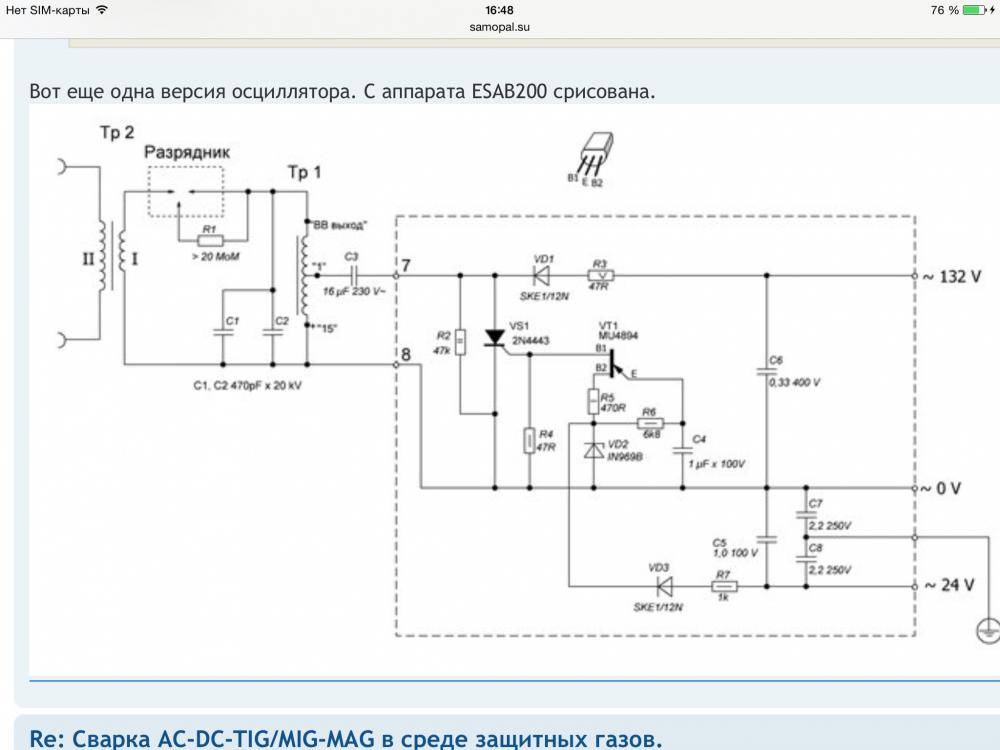
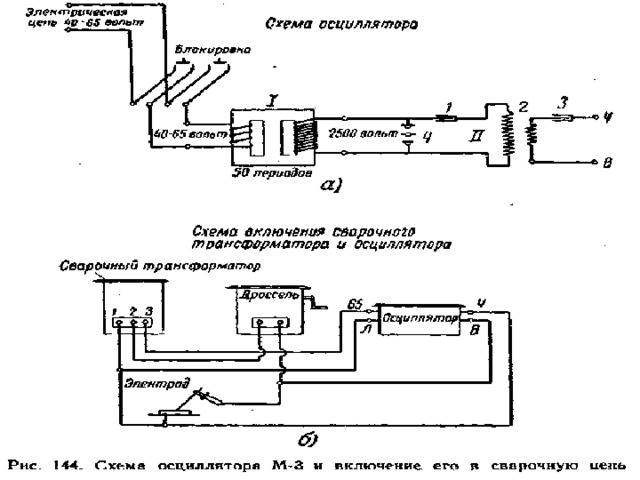
Приведем небольшой пример. Возьмем стандартный сварочный аппарат с напряжением в 220 В, а также электрической частотой тока в 50 Гц. Такие аппараты есть у многих домашних сварщиков. Если такой аппарат использовать в связке с осциллятором, то на выходе мы получим примерно 2500 В и 15000 Гц соответственно. При этом осциллятор создает импульсы, которые продолжаются несколько десятков микросекунд. Стандартная мощность осциллятора примерно 300 Вт, этого достаточно для сварочного аппарата, который мы привели в пример. Именно благодаря особой конструкции осциллятор обеспечивает такое существенное увеличение напряжения и частоты тока. Давайте подробнее остановимся на основных компонентах стандартного осциллятора. Итак, электрическая схема осциллятора состоит из колебательного контура, который играет роль генератора искр в затухающих колебаниях. Контур состоит из конденсатора и катушки индуктивности (катушка имеет подвижную обмотку), разрядника, повышающего трансформатора и трансформатора высокой частоты. Так же есть дроссельные катушки зажигания, обычно их две штуки. Дополнительно производители могут встроить компоненты, обеспечивающие повышенную безопасность. Так в современных приборах может быть использован специальный конденсатор, который дополнительно защитит вас от ударов током, а также предохранители, которые разрывают электрическую цепь при неправильной работе аппарата. Для сравнения, в бытовом электрощитке предохранители работают по такому же принципу.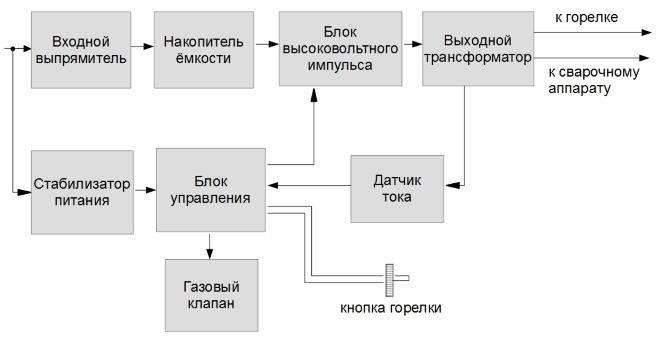 Как видите, в осцилляторе не так много компонентов, отвечающих за его работу. Это значит, что их легко можно найти в магазине и собрать устройство своими руками. Далее мы подробно расскажем, как работает осциллятор. Эта информация понадобится вам для полного понимания сути осциллятора.
Как видите, в осцилляторе не так много компонентов, отвечающих за его работу. Это значит, что их легко можно найти в магазине и собрать устройство своими руками. Далее мы подробно расскажем, как работает осциллятор. Эта информация понадобится вам для полного понимания сути осциллятора.
Безопасность
Чтобы понять, что такое осциллятор, для чего нужен, необходимо иметь минимальные навыки сварщика. Основные различия рассматриваемых устройств и принцип их действия приведены выше. При работе с подобными приспособлениями следует соблюдать определенные меры безопасности.
Необходимо постоянно контролировать правильность подсоединения в сварочную цепь и проверять контакты на исправность. Кроме того, следует работать с использованием защитного кожуха, который снимать и одевать нужно при выключенном от сети аппарате. Также надо периодически проверять состояние поверхности разрядника (очищать его наждачкой от нагара).
Розжиг электродуги
Для работы с электродуговой сваркой требуются навыки. И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Воздух является отличным изолятором. К примеру, чтобы электрический разряд смог пробить воздушную «подушку» толщиной 1 сантиметр, потребуется разница потенциалов между катодом и анодом в 30 тысяч вольт. Такое не под силу даже наиболее совершенным и навороченным инверторам. Поэтому единственно приемлемым вариантом розжига электрической дуги остается плотный контакт с последующим умеренным удалением электрода от рабочей поверхности.
Подобные манипуляции совершить «с ходу» не получится. Требуется хотя бы немного попрактиковаться. Даже опытные сварщики не дают гарантии, что дугу удастся поджечь с первого раза. Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Часто сварщик выполняет серию постукиваний электродом о металл, пытаясь разрушить образовавшийся во время работы слой окисла. Чаще всего подобные трудности возникают при работе с заготовками из цветных металлов. Учитывая то, что для работы с цветметом необходим ток малой силы, то становится очевидным тот факт, что генерировать стабильную электрическую дугу становится сложнее.
Избежать проблем с розжигом дуги позволяет специальное устройство, которое называется осциллятором. Оно применяется как дополнительное устройство источника питания при аргонодуговой сварке. Но использовать его могут только опытные специалисты. Необходимо знать тонкости подключения и эксплуатации оборудования.
Сварочный осциллятор своими руками
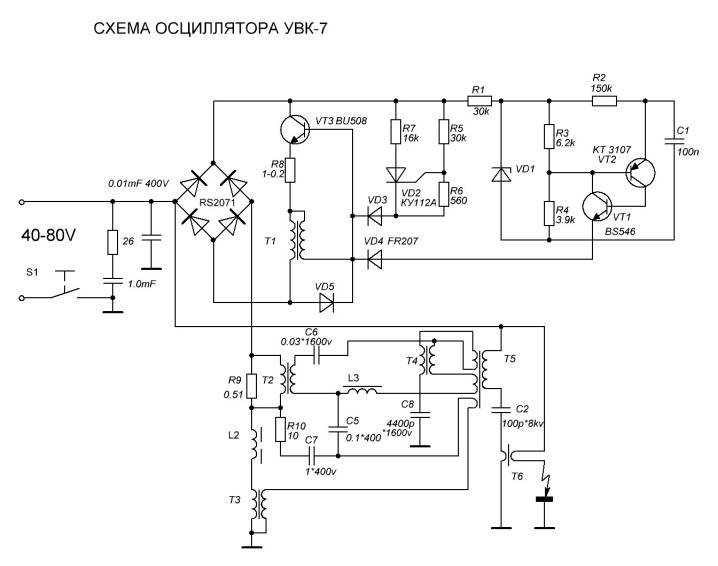
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
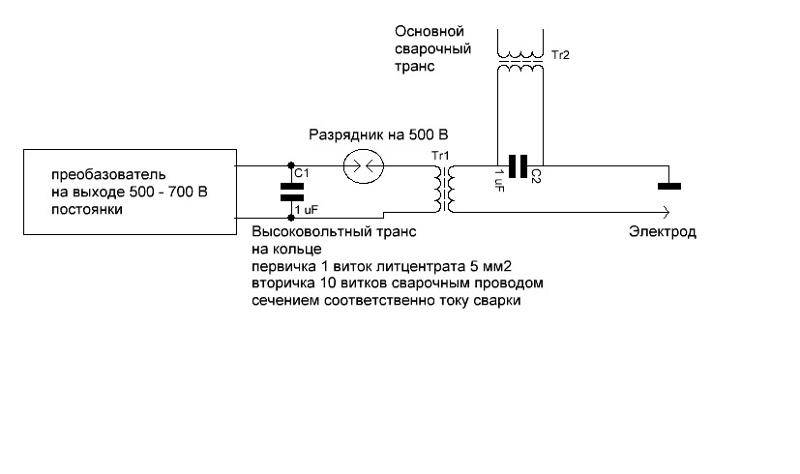
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
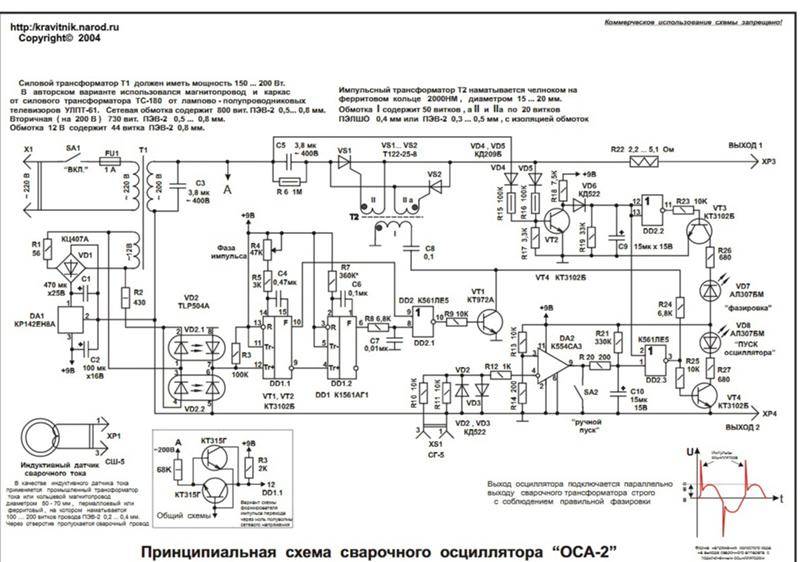
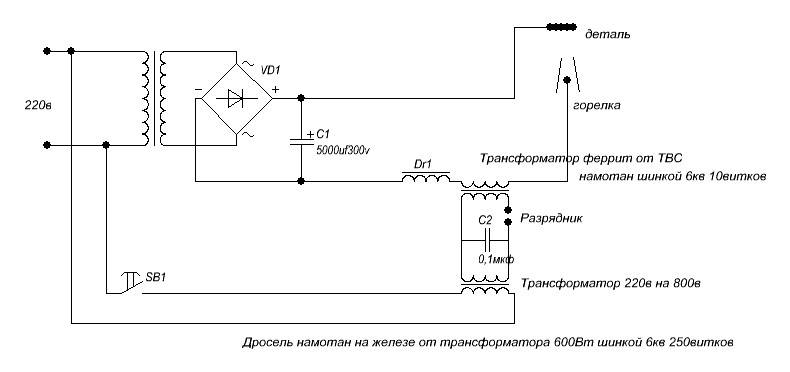
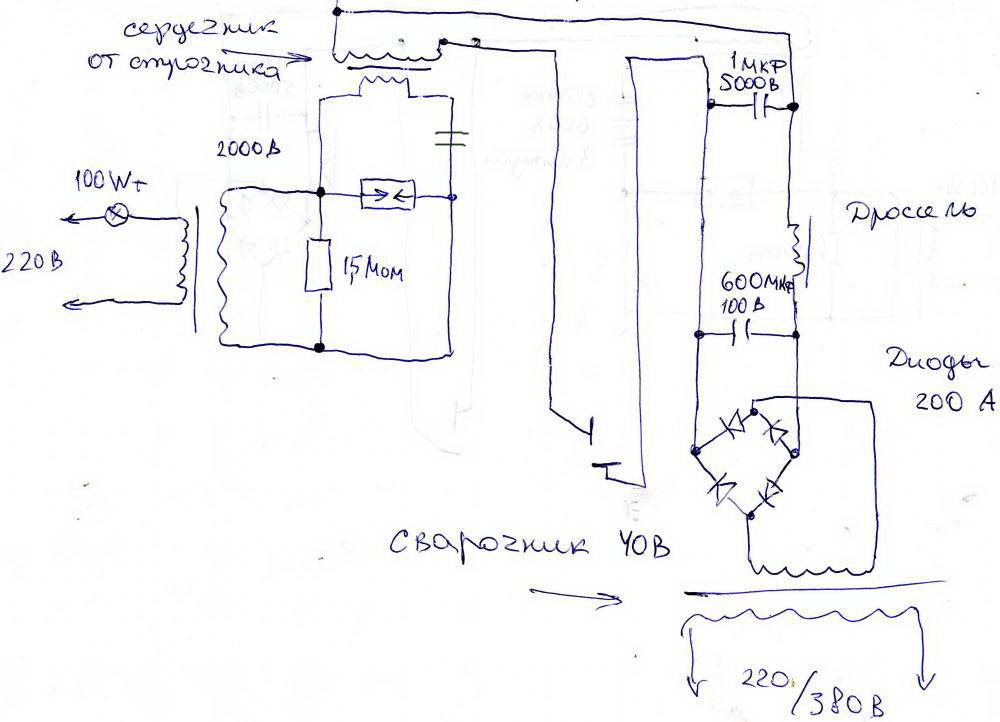
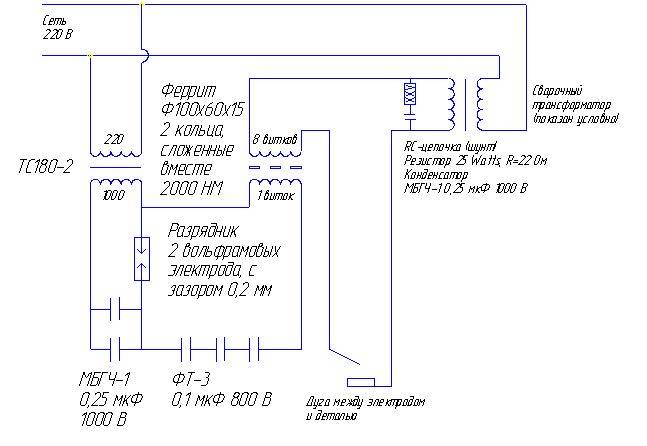
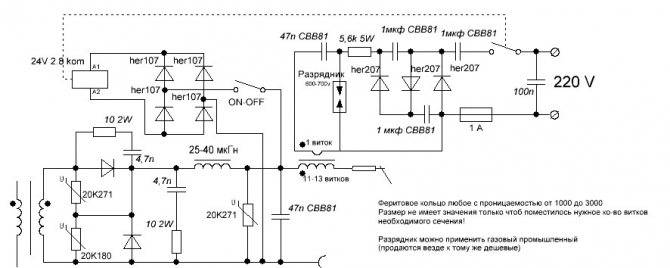
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
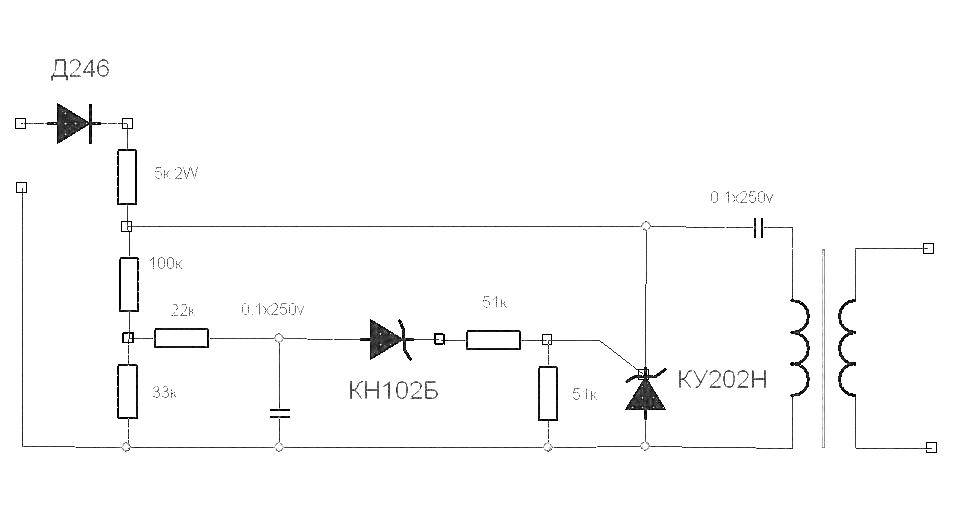
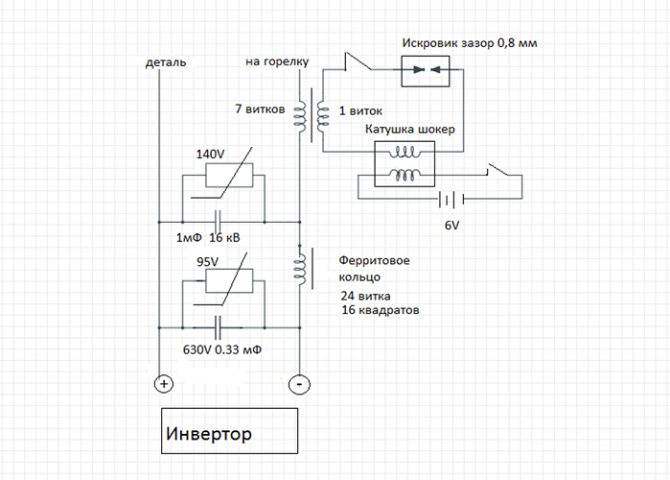
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.
Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.

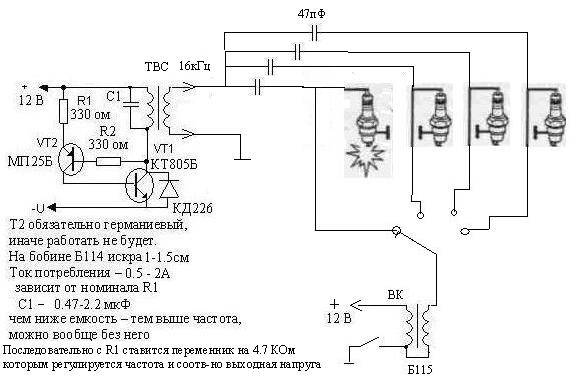
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.
Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Устройство
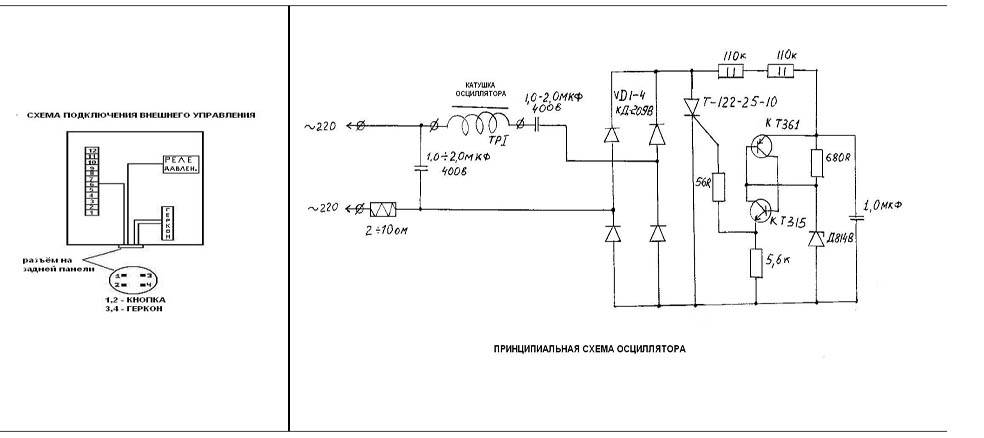
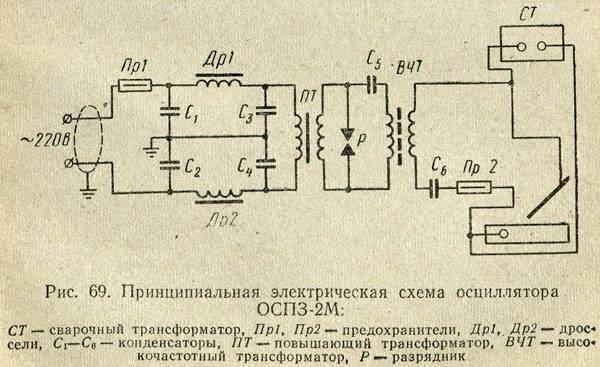
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.

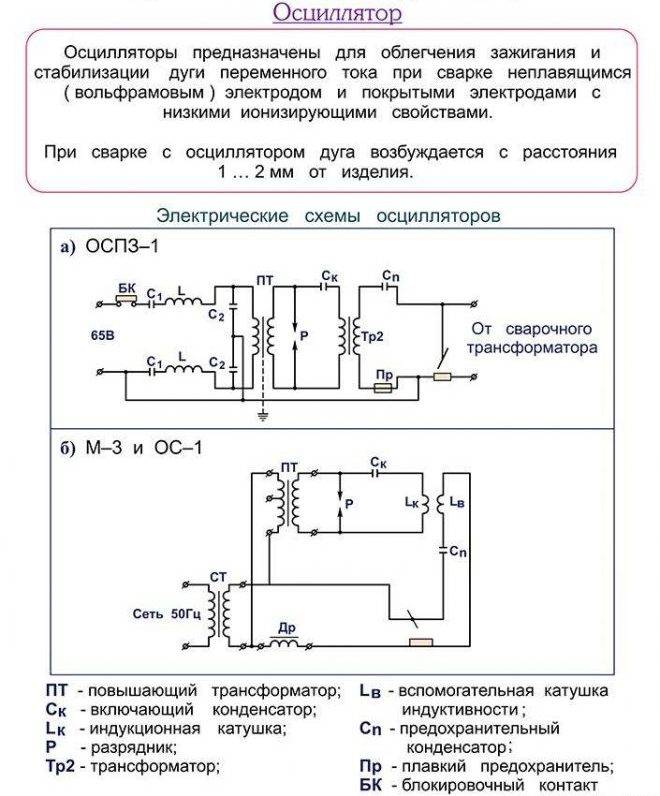
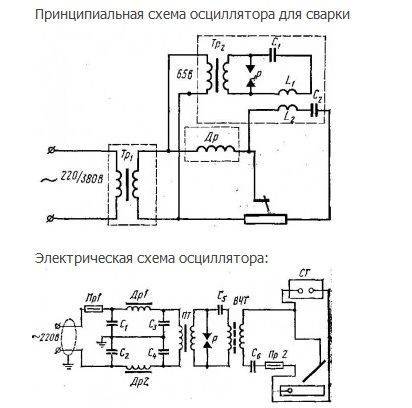
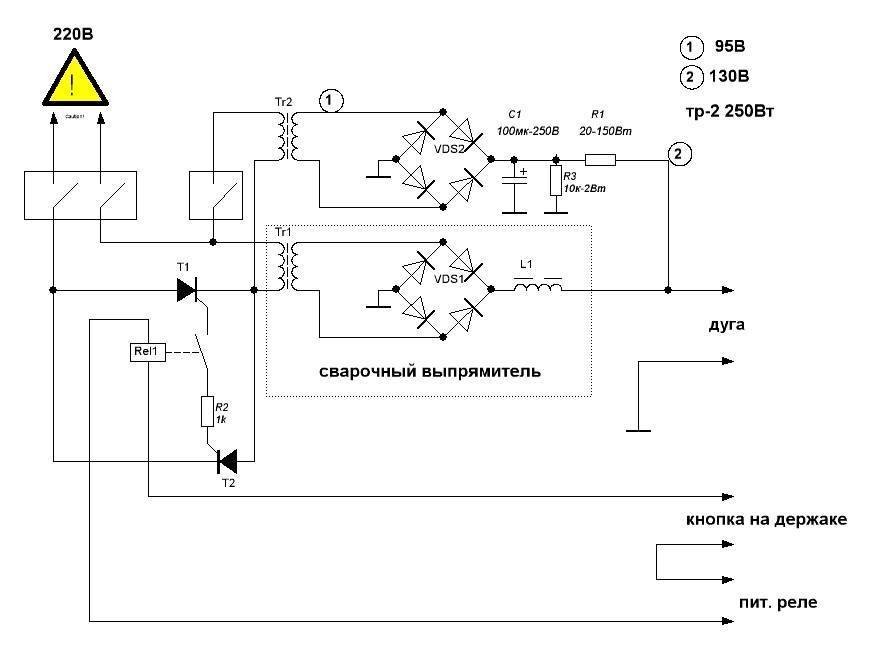
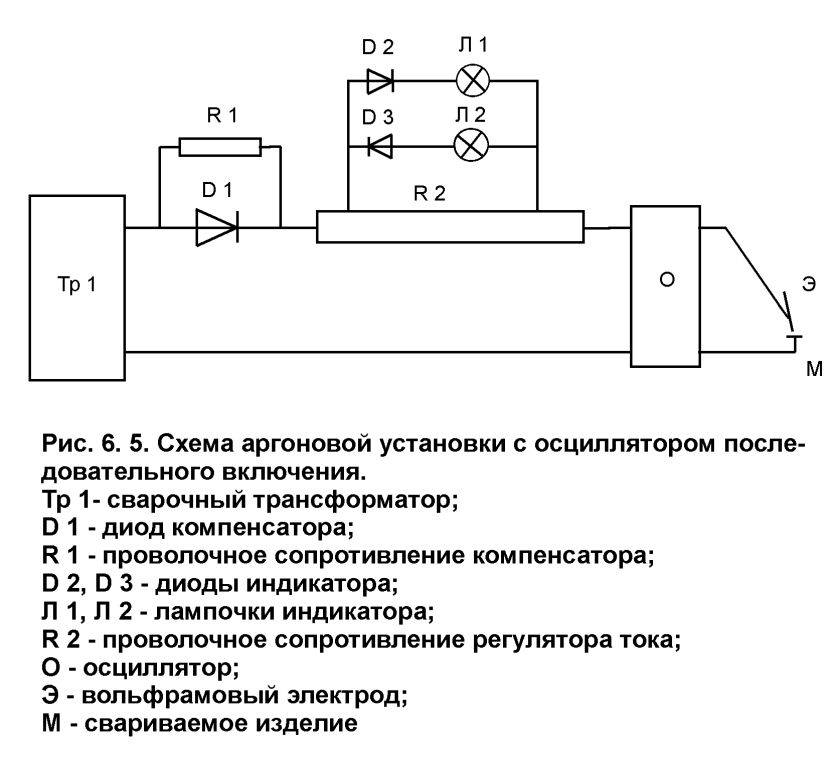
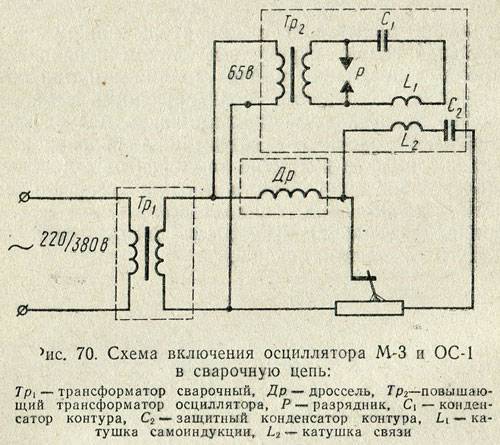
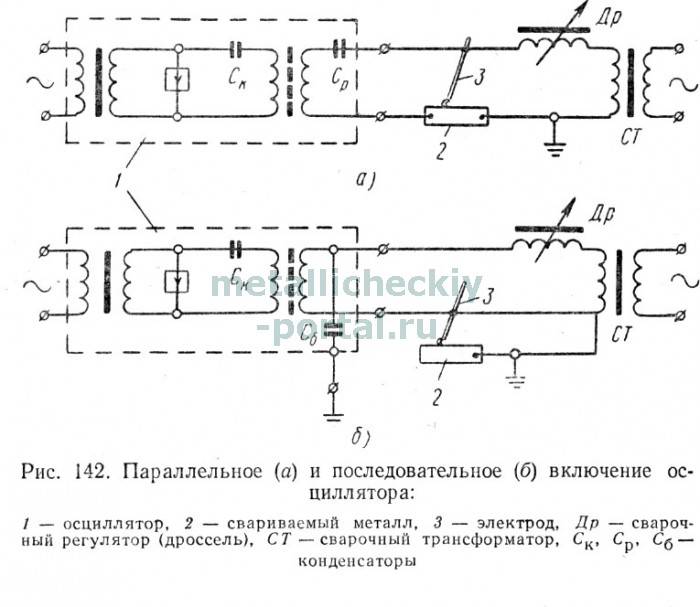
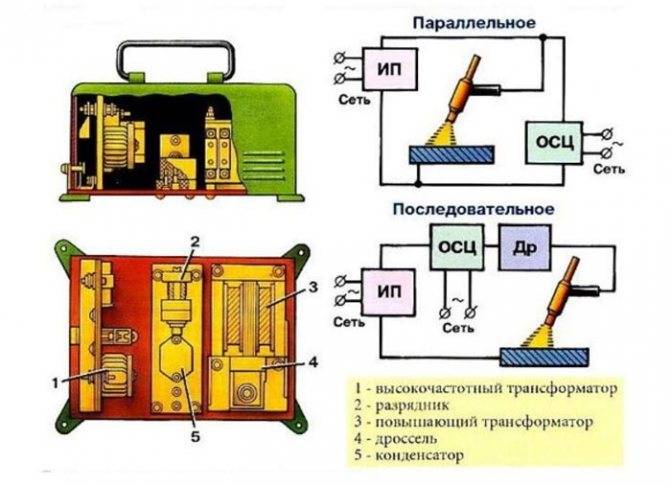
Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
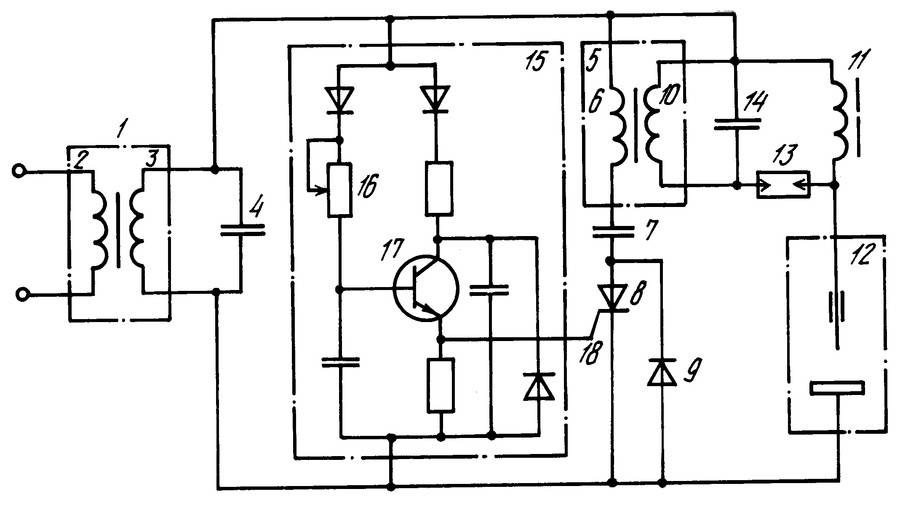
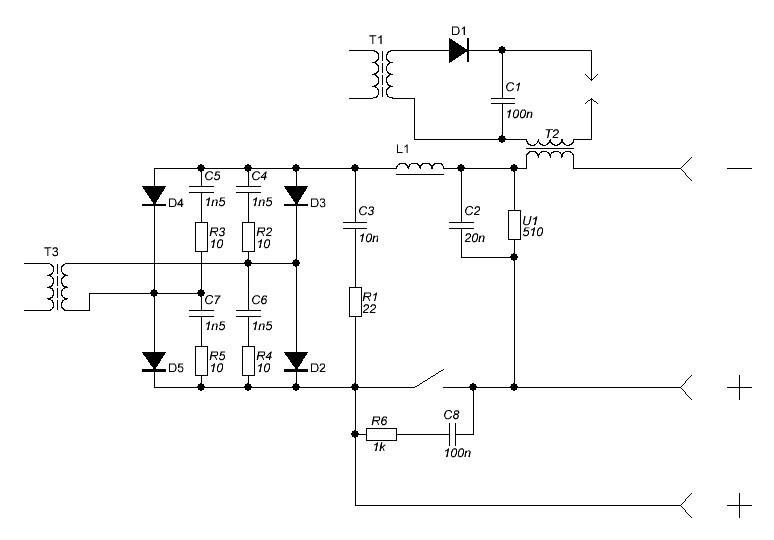
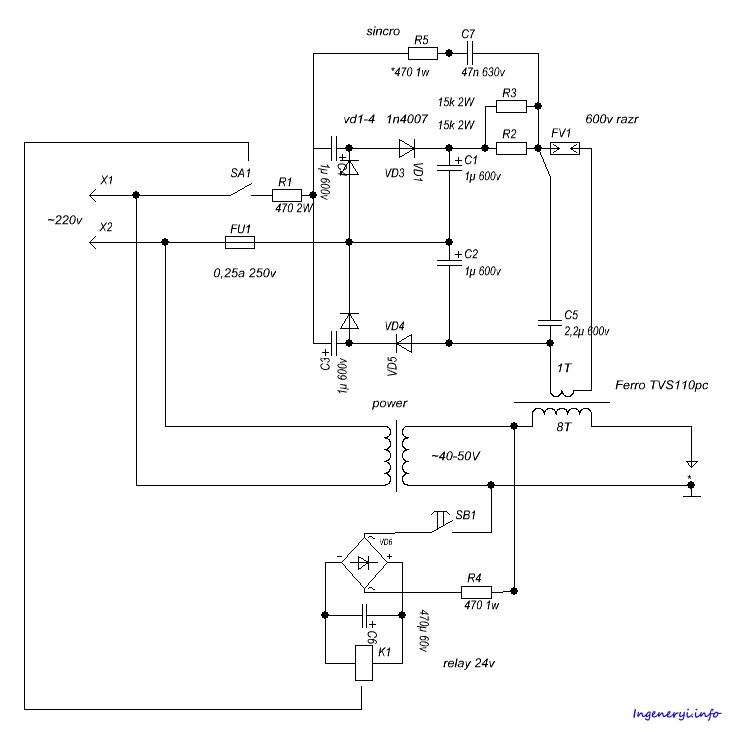
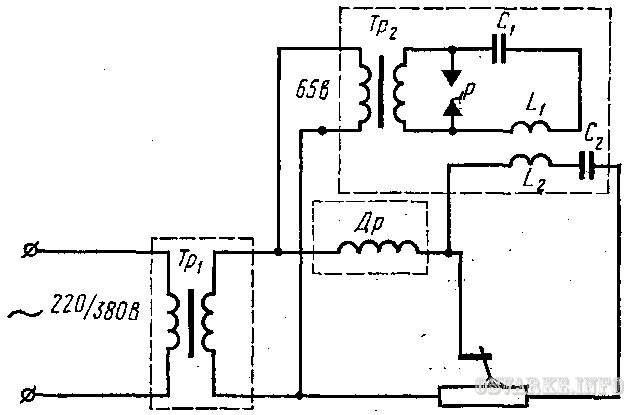
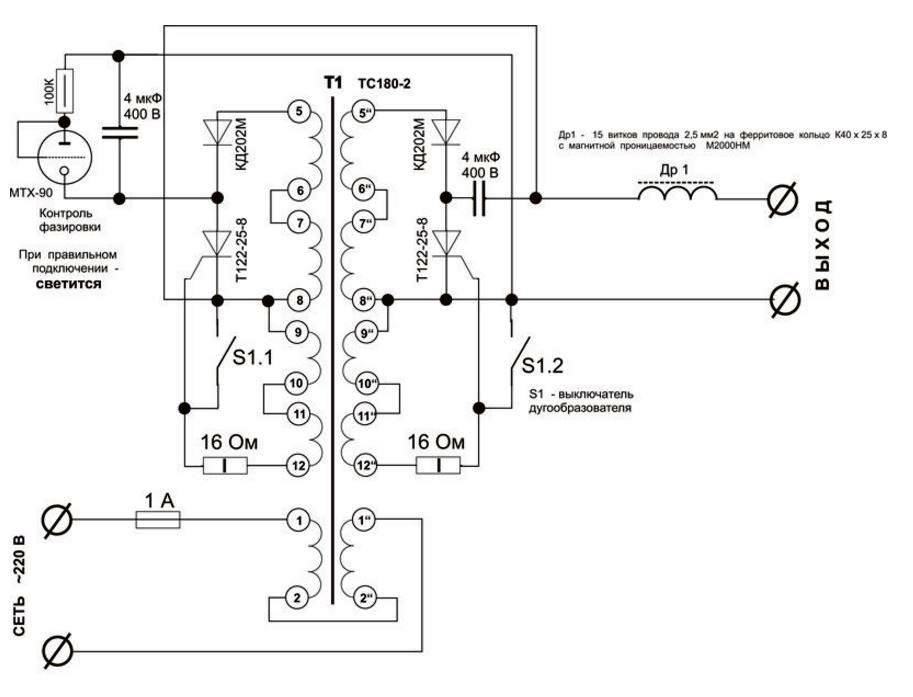
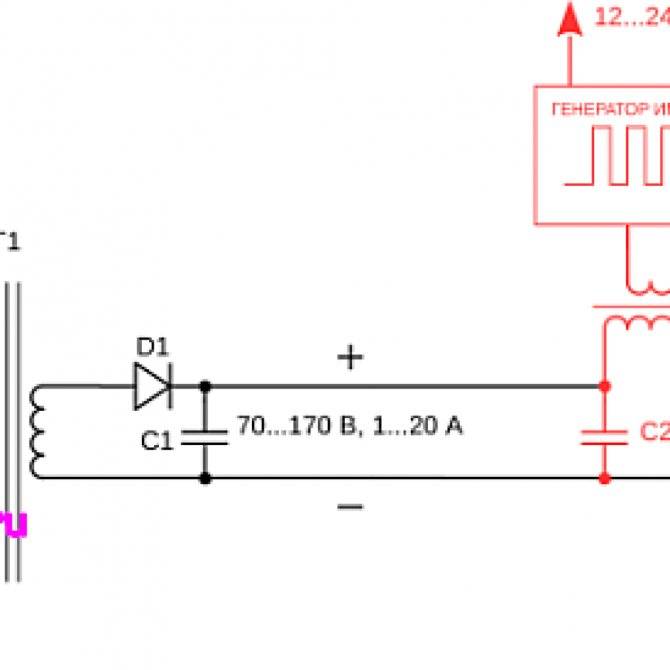
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Изготовление ключевых деталей
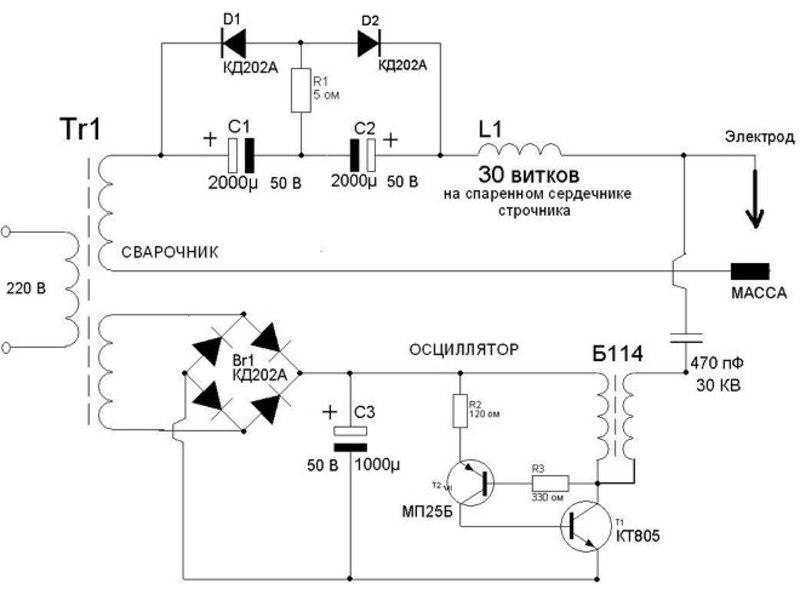
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
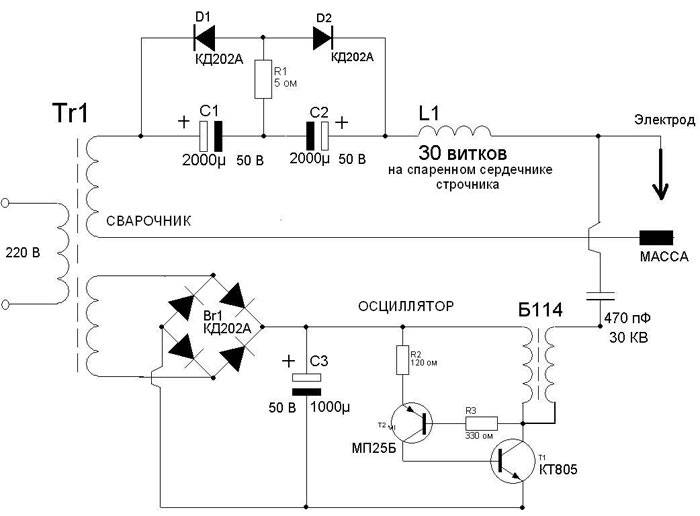
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Как сделать сварочный осциллятор
Сделать осциллятор своими руками не так то трудно. Аппарат должен быстро зажигать дугу без контактирования электрода с поверхностями деталей, которые соединяются и поддерживать стабильное качество горения.
Для осцилляторов домашнего производства чаще всего применяют следующую схему. Главным ее компонентом будет трансформаторный элемент, отвечающий за наращивание напряжения со стандартной отметки в 220 В до 3000 В. Сложность состоит в создании хорошего разрядника – приспособления, пропускающего искровые разряды высоких мощностей.
Следующим важным рабочим компонентом бытового самодельного осциллятора является контур колебательных движений с блокировочным конденсаторным блоком. Он с катушкой-индуктором, разрядником обеспечивает поддержание непрерывного течения генерации затухающих высокочастотных импульсов. Они упрощают процесс дугового розжига, отвечают за стабильность процесса.
Самодельные аппараты делятся на импульсные и непрерывной подачи тока. Импульсные модели более практичные и комфортные в эксплуатации, гарантируют стабильное горение дуги.
Важные нюансы самостоятельной сборки
До начала работ по изготовлению сварочного осциллятора нужно досконально разобраться в схеме функционирования, подобрать компоненты – начиная с высоковольтной трансформаторной установки.
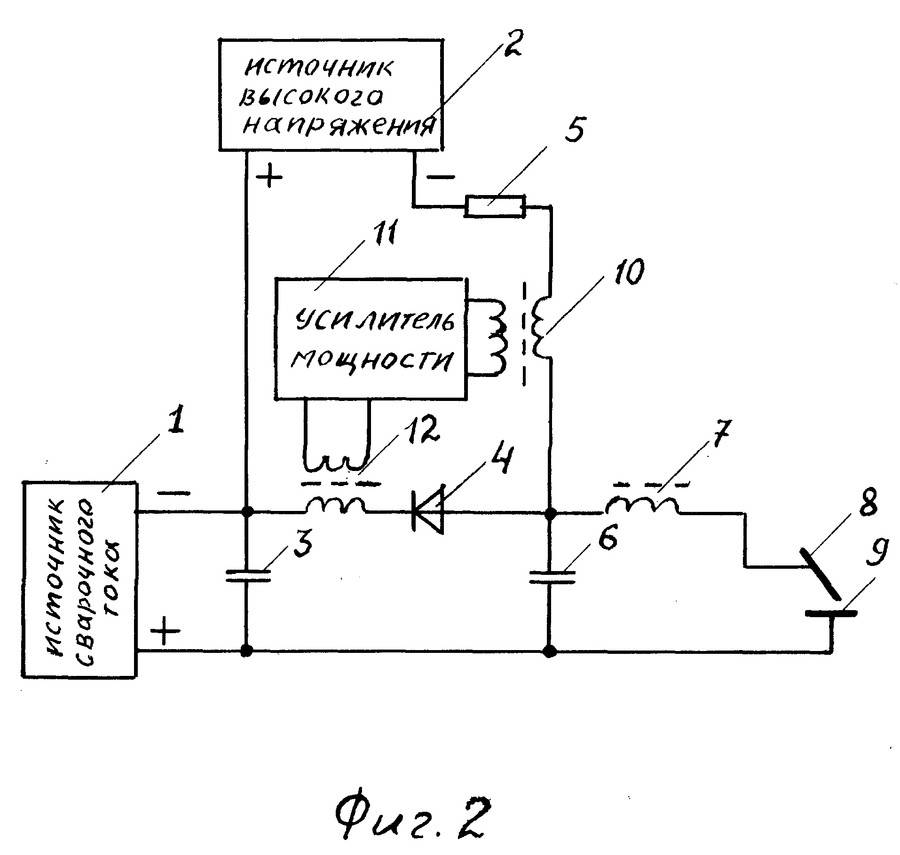
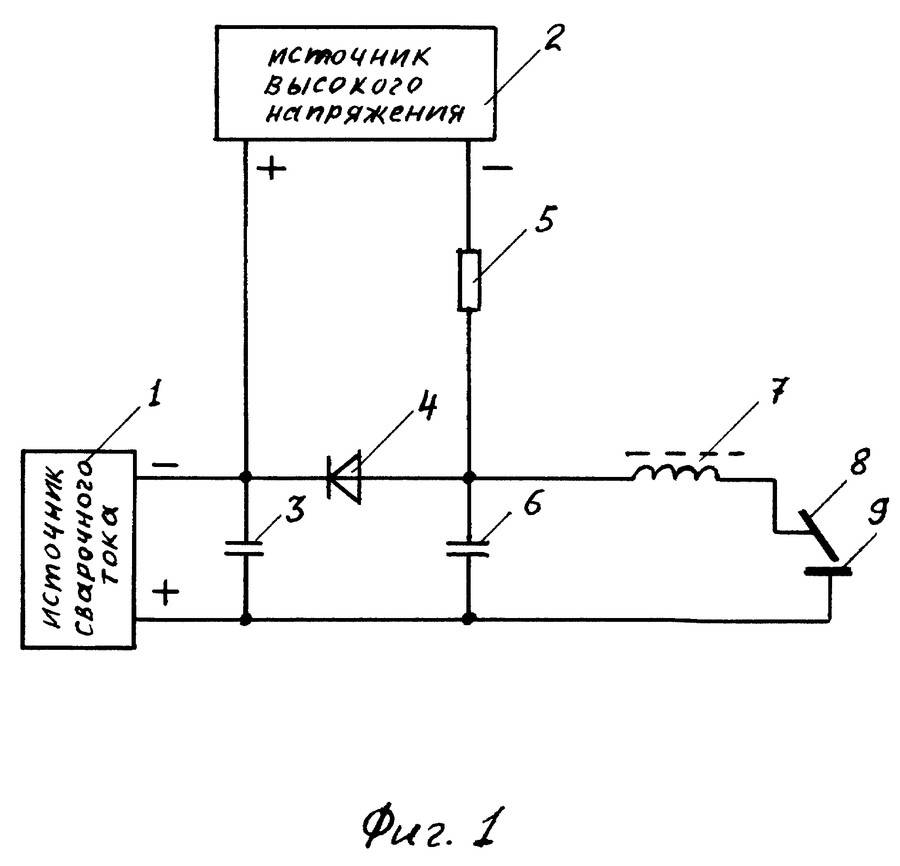
Сразу предусмотрите кнопку управления – в ее состав входит разрядник, отвечающий за подачу защитных газовых масс к месту создания сварочного шва. Высокочастотные импульсные токи, необходимые для осуществления процесса сварки, производят разрядник с трансформаторной установкой. Выходные компоненты прибора – пара рабочих контактов (с минусом и плюсом). Положительный контакт, поступающий от трансформатора, подается на горелку аппарата для сварки, второй направлен к деталям, которые свариваются.
Для создания аппарата будет достаточно минимальных познаний по вопросам электротехники и сборки соответствующих устройств.
Возможные схемы сборки
Аппарат должен повышать показатели напряжения, которое поступает. Колебания частот могут находиться в диапазоне 150-500 кГц.
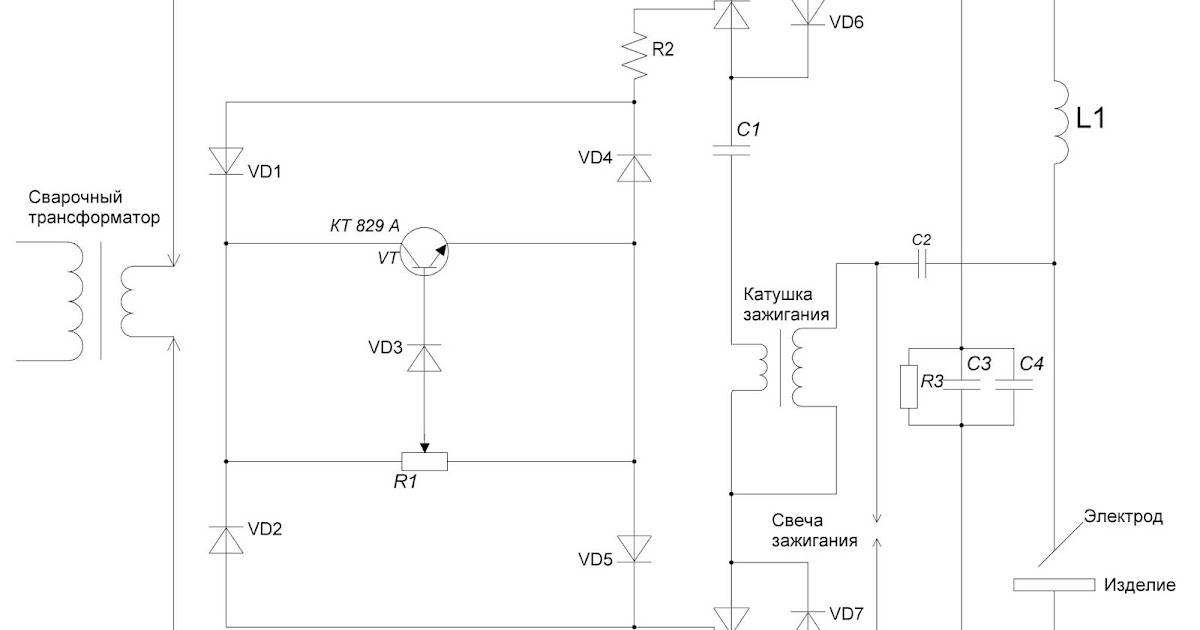
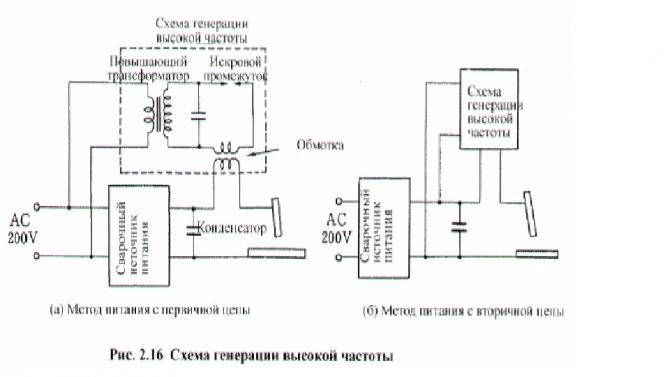
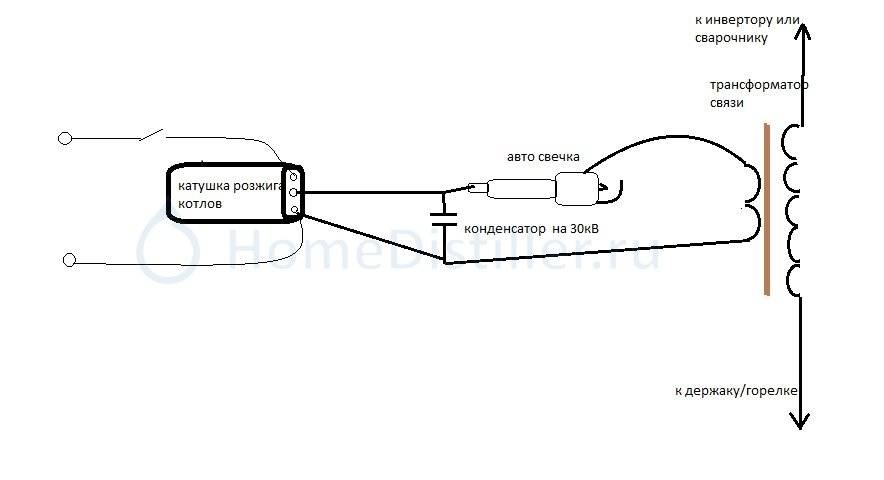
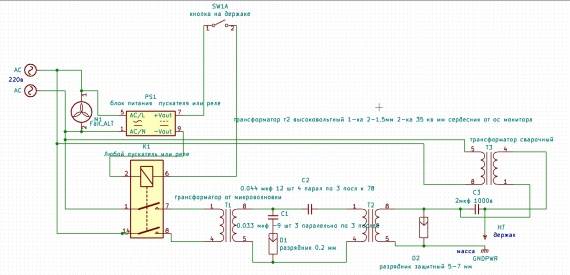
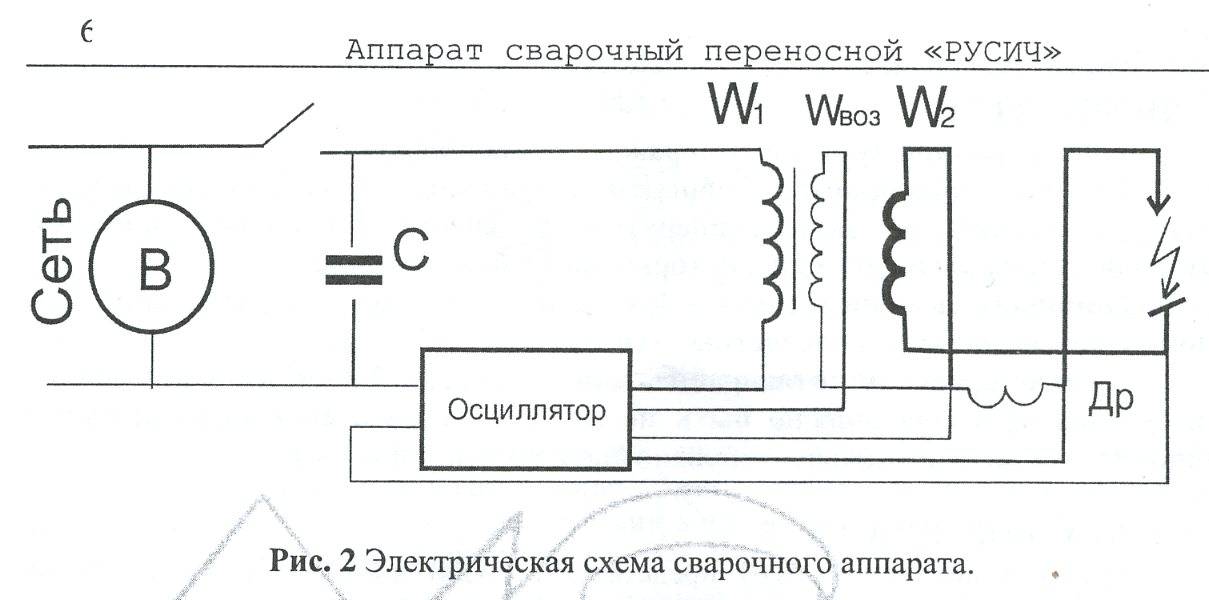
Схема сборки может включать разные компоненты. Стандартный набор:
- выпрямитель;
- источник (стабилизатор);
- зарядник с накопителем;
- блок для программирования, управления;
- формирователь импульса;
- трансформаторная станция;
- определитель силы тока;
- клапан (газ).
Осциллятор устанавливают в цепь за обычным трансформаторным, инверторным узлом, перед рукавом с идущим к горелке либо держателю электрода кабелем. Отдельные системные блоки можно собрать из купленных деталей, другие сделать с нуля. Так контур колебаний, который функционирует как генератор искр, можно собрать из конденсаторов, в качестве катушки индуктивности подойдет высокочастотная трансформаторная обмотка. Следует обязательно предусмотреть предохранитель, который предотвратит замыкания, заземление.
Подготовка составляющих
Начинать изготовление бытового осциллятора для сварочных работ нужно с повышающего трансформатора. Он отвечает за повышение напряжения. Площадь, сечение, количество витых деталей выбирают по электротехническим справочным нормам. Нужно ориентироваться на необходимость корректировки показателей до 3000-6000 В.
Колебательный рабочий контур создают из индуктивных катушек, приматываемых кабелем к сердечнику из феррита. Хватит одного витка провода на первичку и пяти для вторички. В контур устанавливают блокировочный конденсатор и разрядное устройство.
Внутри разрядника протекают процессы генерации и высвобождаются затухающие импульсы. Этот узел получают из пары вертикально расположенных медных стержней. К стержням фиксируются прутки из вольфрама – они передают ток. Желательно заливать медные металлические стойки составом с диэлектрическими свойствами, который самостоятельно затвердевает. Предварительно к стойкам проводят контактные провода.
Можно собрать осциллятор с катушкой зажигания – после нее в схему устанавливают диод ВВ, конденсатор, только потом подсоединенный к первичной трансформаторной обмотке разрядник.
Накопительный конденсатор покупайте отдельно или достаньте из старого телевизора. Клапаны подачи газа для монтажа на выходе в продаже есть, так что можно выбрать любое устраивающее в плане соотношения цены и качества решение.
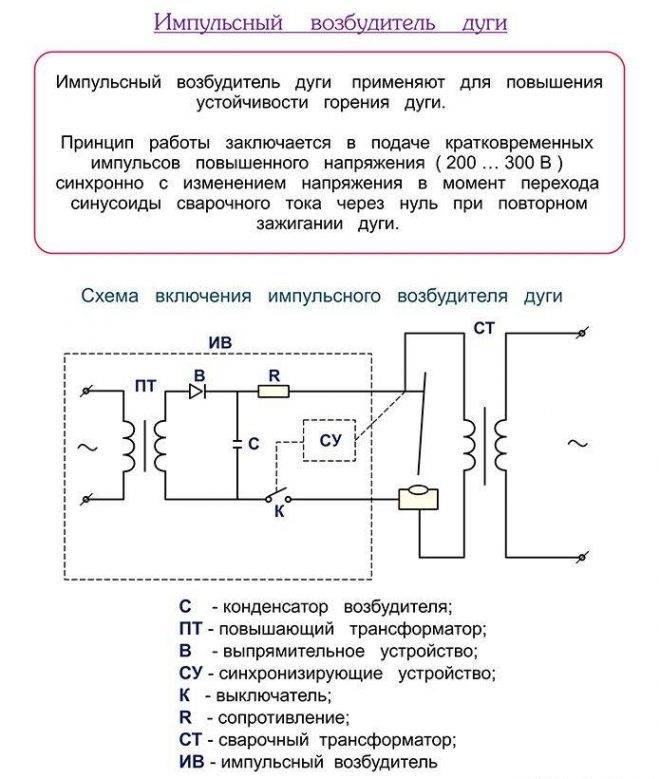
Принцип работы
Общая идея улучшения стабильности работы сварочного аппарата заключается в том, что на электрод кроме основного выходного напряжения подаётся высокое напряжение от сварочного осциллятора. Оно подаётся периодически. Это напоминает импульсы с внутренней амплитудной модуляцией. Величина этих импульсов достигает 6 киловольт. Частота внутренней модуляции колеблется в интервале от 150 кГц до 500 кГц.
Сформированные импульсы имеют небольшую длительность, следовательно, маленькую скважность. Это позволяет получить достаточную мощность
В среднем она может достигать 300 Ватт. Их задача обеспечить надёжный кратковременный электрический пробой между электродом и поверхностью детали.
В момент приближения электрода к поверхности свариваемой детали на расстояние приблизительно в 5мм происходит запуск осциллятора. Электрические импульсы производят ионизацию окружающего воздушного промежутка между электродом и деталью. Это приводит к мгновенному разряду.
Подключение осциллятора для инвертора
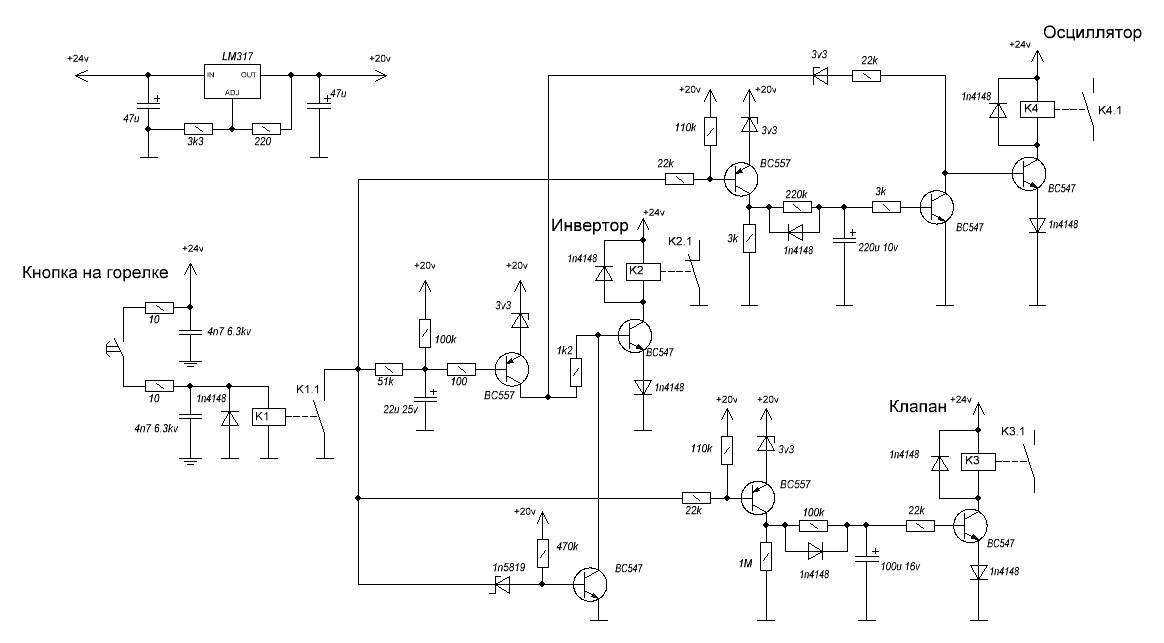
Процесс управления этим эффектом осуществляется с помощью специальной кнопки. Для удобства её располагают на держателе. Если сварочный осциллятор подключён к аппарату аргонодуговой сварки. Кнопку располагают на корпусе горелки.
Высокая ионизация повышает электропроводность воздуха. Через него мгновенно протекает основной ток формирования дуги от сварочного аппарата. Это приводит к поджигу и горению сварочной дуги. Созданные осциллятором импульсы непрерывно поддерживают горение электрической дуги. Даже если неожиданно возникают условия, которые могут привести к прекращению процесса сварки. Например, рука сварщика во время движения отклонилась от свариваемой детали. Это приведёт к увеличению расстояния воздушного промежутка между электродом и деталью. Дуга может потухнуть. Осциллятор своим вырабатываемым напряжением будет препятствовать этому негативному эффекту. Сформированный ток от осциллятора накладывается на ток сварочного аппарата и поддерживает процесс горения.
Разновидности
Тем, кто планирует собирать осциллятор самостоятельно, следует выбрать тип оборудования для сварки. Импульсное устройство применяется на аппаратах различного типа.
Существует классификации фабричных осцилляторов для инверторов по разным признакам: габаритам, весу, техническим характеристикам: выходному вольтажу, частотности.
В электроприборах непрерывного действия используется постоянный ток, в устройствах для сварки с краткосрочной разрядкой – переменный. В зависимости от режима работы подключаются приборы параллельно или последовательно. Устройство, изготовленное своими руками, лучше подключать последовательно, снижается риск поражения сварщика током при неисправности оборудования. При варианте последовательного присоединения один из трансформаторов дополняют сглаживающим конденсатором с предохранителем, вторичную – колебательным контуром, соединенным с разрядником.
Схема подключения осциллятора
Устройства для сварки цикличной полярности чаще применяют для сварки алюминия, а также сплавов на его основе. Для нержавейки и цветных металлов нужен постоянный ток. При выборе устройств учитывают особенности заготовок, тип имеющегося сварочника, предстоящий объем работы. Когда сформировалась привычка к имеющемуся сварочному аппарату, расширить возможности оборудования можно самостоятельно.





