

О достоинствах и недостатках
Для высокой защиты от разнообразных повреждений и поломок завод-изготовитель собрал все важные узлы и механизмы в цельный чугунный корпус. В устройстве агрегата для дополнительного удобства работы встроена функция освещения рабочего стола и зоны обработки.
Выпуск изделия начался в давние восьмидесятые. Хотя и прошло с тех пор не одно десятилетие, популярность агрегата не поубавилась. Он и по нынешний день пользуется большим спросом на крупных предприятиях и мелких частных мастерских. Модель 2м112 очень высоко ценят специалисты данного профиля за его надежность, легкость в управлении и хорошие характеристики.
Даже если станок 2м112 дал полный сбой в работе и восстановлению не подлежит (что само по себе крайне редкое явление), пользователи ищут аппарат такой же модели. Китайские аналоги хотя и дешевле, но их качество зачастую сильно страдает, а европейское оборудование на порядок дороже.
Благодаря высокой надежности и хорошему ресурсу, сверлильный станок 2м112 способен отлично справляться с тяжелыми условиями работы бесперебойной эксплуатации.
Читать также: Станок деревообрабатывающий многофункциональный белмаш сдм 2500
Простота конструкции делает возможным самостоятельный ремонт и не вызовет особых сложностей. В нынешнее время можно без проблем найти нужные запчасти и комплектующие. Так что с ремонтом никаких проблем не возникнет.
Мощности двигателя вполне хватает как для производственных организаций, так и для мелкого частного предприятия. Учитывая сравнительно доступную цену и крайне высокую надежность за счет большого ресурса, становится понятно, откуда такая высокая популярность у разработанного еще в прошлом веке станка.
Сверлильный станок 2м112, несмотря на уже довольно длительную историю своего существования, до сих пор пользуются широким спросом в мастерских, профучилищах, на различных производствах. Модель 2м112, а также ее аналоги в лице гс2112, 2н112 и 2а112 вы сами могли встретить на уроках труда у себя в школе. Потому рассмотреть модель 2м112 более детально, заглянем в его паспорт и изучим технические характеристики.
Трудности при установлении массы станка
Более-менее точно этот параметр определяется лишь в тех случаях, когда оборудование сдаётся на пункт приёмки металлолома в практически полностью комплектном состоянии, с приложением соответствующего акта. При наличии таблички с обозначением модели оборудования (даже, если масса станка на ней не приведена), ориентировочное значение требующегося параметра всегда можно уточнить по таблице, которая приводится в конце данной статьи. Из номинального значения обычно вычитают массу разрушенных и некомплектных узлов (например, для токарного станка это, чаще всего – вес шестерён коробки передач).
Коробка передач токарного станка 1а62
Однако в большинстве случаев оборудование поступает на пункты приёма лома чёрных металлов в разукомплектованном состоянии:
Отсутствует ряд основных узлов, причём, по закону подлости, одного из тех самых, на котором и была закреплена табличка с указанием конкретной модели оборудования;
Оборудование вообще сдаётся в виде отдельных узлов: станины, суппорта и т.д.;
Станки сдаются без актирования, т.е., без указания модели и типоразмера;
В основной массе лома преобладают не узлы, а их части и фрагменты, по которым весьма трудно определить, какой модели станка они принадлежат;
В представляемом к приёмке стальном/чугунном ломе вообще присутствуют части явно разных видов металлорежущего оборудования (например, легко узнаваемая передняя бабка токарного станка соседствует с инструментальным столом фрезерного станка и т.д.).

Вот так выглядят станки после разделки на металлолом
Конечно, на металлоприемке обязательно будет происходить взвешивание любого лома, который пришел на базу – в таком случае узнать вес станка помогут автомобильные весы или другие, которые установлены на пункте приема.
Но как быть, если необходимо определить массу заранее, т.е. до отгрузки, а весов нет? В таких случаях оценку суммарной массы сдаваемого металла приходится определять косвенными способами. Можно воспользоваться одним из нижеприводимых расчётных методов оценки массы утилизируемого оборудования, либо отдельных его узлов.
Применение сверлильного станка
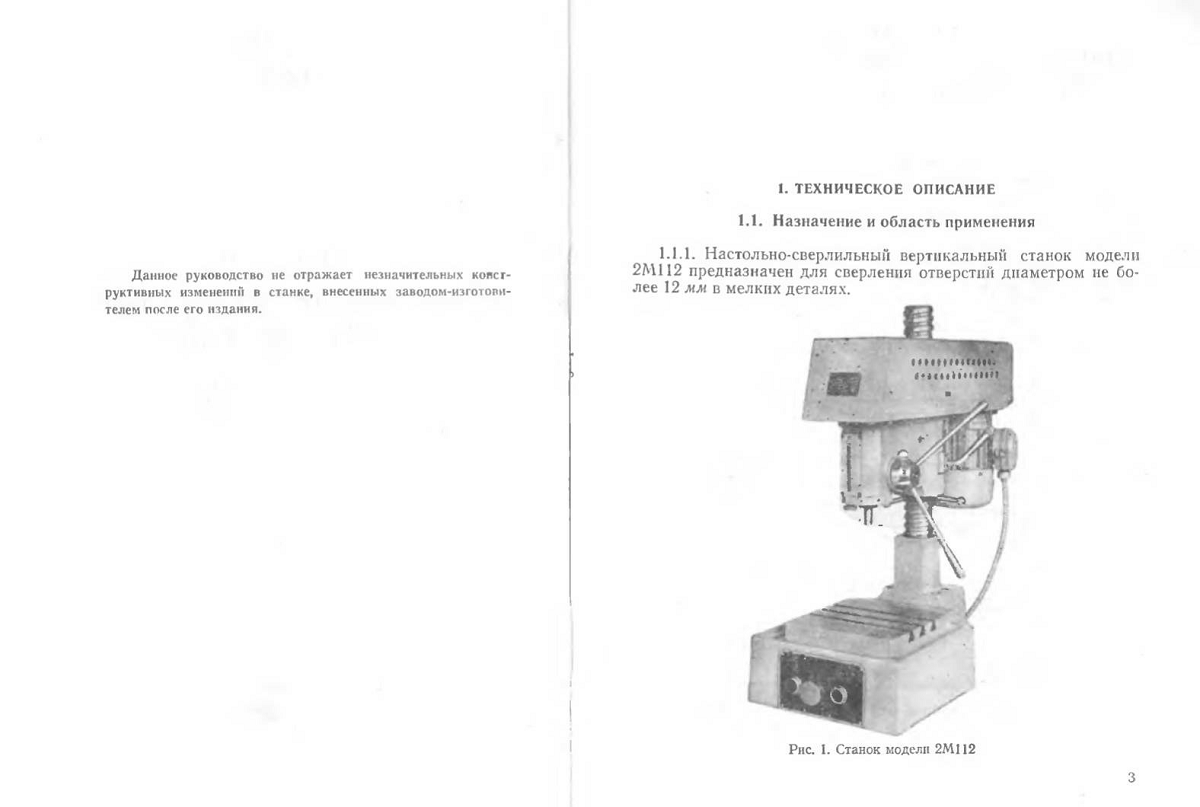
 Благодаря компактным размерам, он вполне пригоден для установки на столешницу слесарного верстака. Более чем приемлемое качество и технические характеристики делают этот станок лидером среди отечественных и зарубежных производителей. Серийное производство данного изделия было начато в далекие восьмидесятые. За долгое время существования спрос на него не падает, а даже растет. Большую популярность бурильный агрегат имеет среди небольших производственных цехов и частных заведений. Также станок широко применяется в школьных мастерских профессиональной ориентации.
Благодаря компактным размерам, он вполне пригоден для установки на столешницу слесарного верстака. Более чем приемлемое качество и технические характеристики делают этот станок лидером среди отечественных и зарубежных производителей. Серийное производство данного изделия было начато в далекие восьмидесятые. За долгое время существования спрос на него не падает, а даже растет. Большую популярность бурильный агрегат имеет среди небольших производственных цехов и частных заведений. Также станок широко применяется в школьных мастерских профессиональной ориентации.
Настольный сверлильный станок 2м112 без труда выполнит ряд технических функций. К таким операциям относятся:
- сверление отверстий;
- нарезание внутренней и внешней резьбы;
- рассверливание;
- развертывание.
 Станок 2м112 имеет возможность переключения скоростного режима вращения рабочего вала, что, в свою очередь, изменяет скорость вращения сверла и самого процесса сверления. Это достигается путем легкой перестановки приводного ремня на соседние шкивы.
Станок 2м112 имеет возможность переключения скоростного режима вращения рабочего вала, что, в свою очередь, изменяет скорость вращения сверла и самого процесса сверления. Это достигается путем легкой перестановки приводного ремня на соседние шкивы.
Главным достоинством агрегата 2м112 является простота конструкции. Она обеспечивает высокую надежность в работе и легкое управление. Небольшие размеры и сравнительно небольшой вес агрегата позволяют при необходимости без особого труда переставлять или передвигать его на новое место.
2СС1М станок сверлильный настольный. Назначение и область применения
Сверлильный настольный станок 2СС1 изготавливался по ТУ 2-024-4345-83 с 1983 года.
Сверлильный станок 2СС1 изготавливался по ТУ 2-024-5748706-002-88 с 1988 года.
Станок 2СС1 предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
На станке 2СС1М возможно, также, фрезерование неметаллических материалов концевыми фрезами.
Шпиндель станка 2СС1 получает 3-и скорости вращения от трехступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 600 до 1600 об/мин.
Конец шпинделя – наружный укороченный конус морзе КМ2, обозначение В16 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 15,733 мм.
Укороченному конусу В16 соответствует сверлильный трехкулачковый патрон 10-го и 13-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима 1..10 мм и 1..13 мм соответственно.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 10, с присоединительным конусным отверстием В16:
Патрон 10-В16 ГОСТ 8522-79
Патрон 13-В16 ГОСТ 8522-79
Отсчет глубины сверления производится по лимбу, установленному на вале-шестерне. Цена деления лимба – 1 мм подачи сверла.
Конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов.
Сверлильный станок 2СС1М позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Частота вращения шпинделя зависит от диаметра сверла, установленного в патрон:
- 1..5 мм – 1600 об/мин
- 5..7 мм – 1000 об/мин
- 7,5..13 мм – 600 об/мин
Сверление отверстий больше 6 мм производится с последующим рассверливанием.
С увеличением твердости обрабатываемого материала частота вращения должна быть снижена.
Основные технические характеристики сверлильного настольного станка 2сс1м
Изготовитель – Саратовский завод тяжелых зуборезных станков.
- Максимальный диаметр сверления: Ø 6 мм
- Наибольшая глубина сверления: 70 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 250 мм
- Пределы чисел оборотов шпинделя в минуту – (3 ступени) 600, 1000, 1600 об/мин
- Конец шпинделя – В16, наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон – Патрон 10-В16 или Патрон 13-В16 по ГОСТ 8522-79
- Мощность электродвигателя: 0,18 кВт
- Масса станка: 53 кг
Конус Морзе инструментальный укороченный
Конус инструментальный – Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.


Конус Морзе подразделяется на восемь размеров – от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса .
Российский стандарт на сверлильные патроны .
- B7 – конус Морзе КМ0, D = 7,067 мм;
- B10 – конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 – конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 – конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 – конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 – конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 – конус Морзе КМ3, D = 23,825 мм;
- B32 – конус Морзе КМ4, D = 31,267 мм;
- B45 – конус Морзе КМ5, D = 44,399 мм.
Где D – диаметр конуса в основной плоскости.
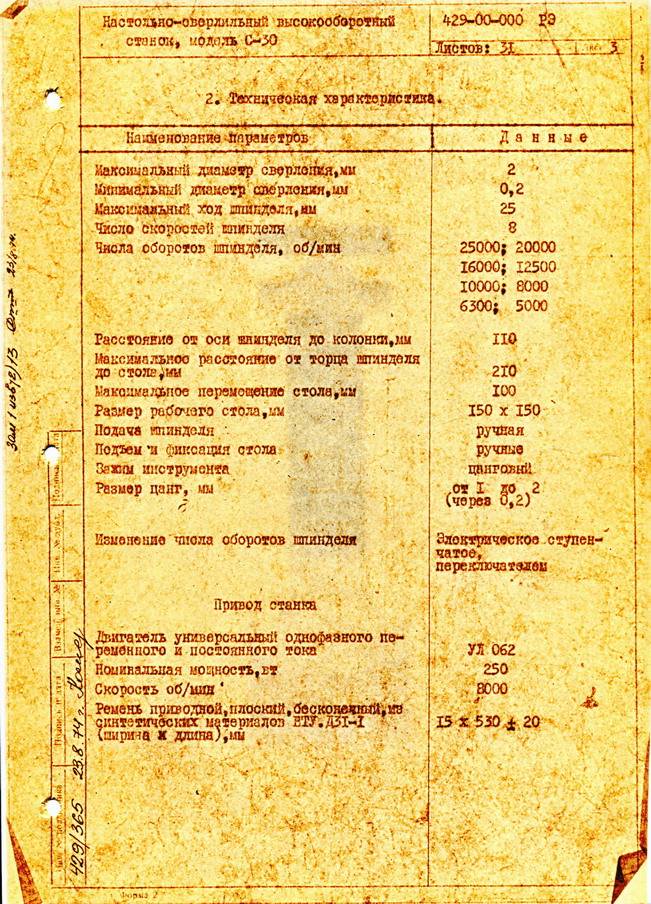
Технические характеристики
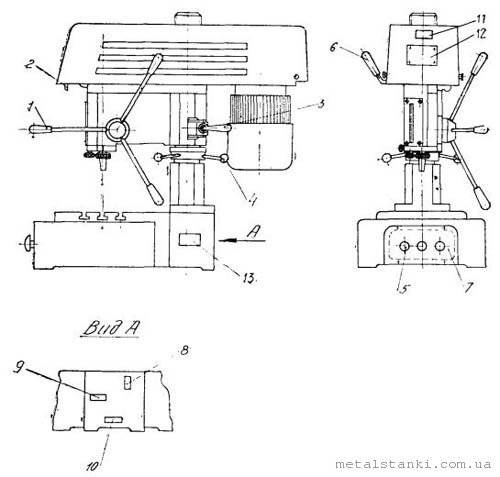
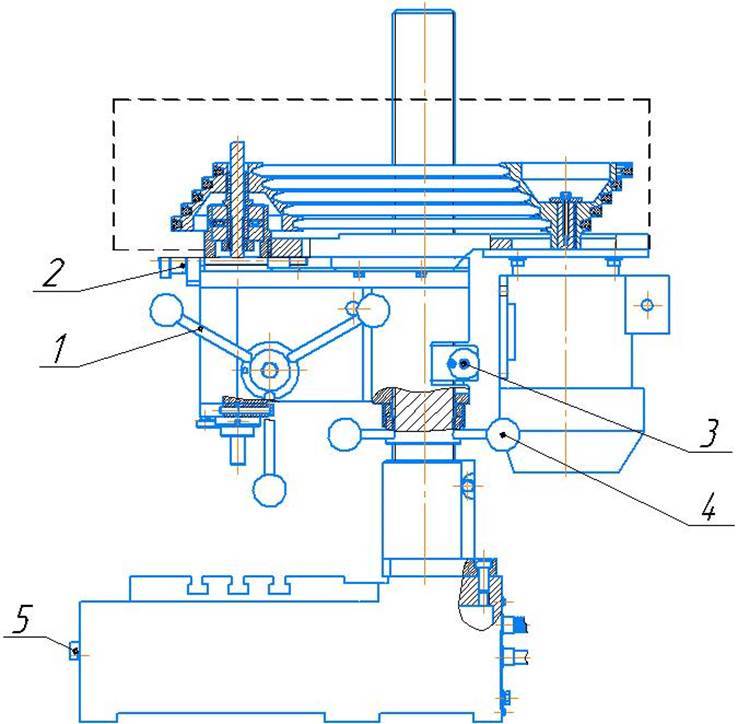
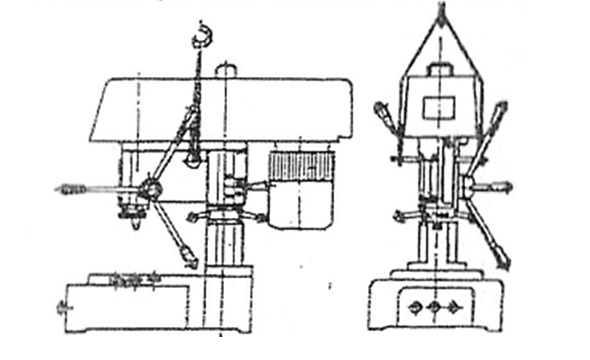
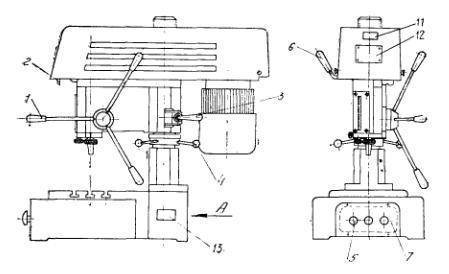
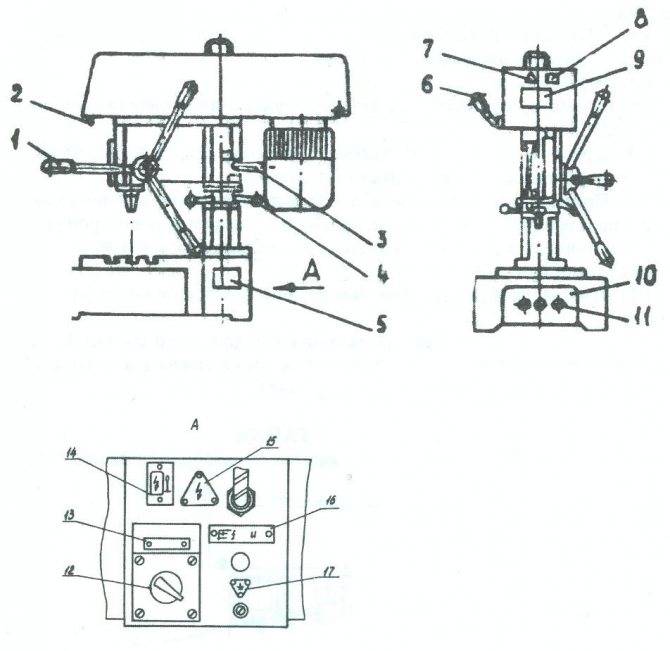
Схема станка 2м112
Приобретая станок, перед его покупкой следует обязательно изучить технические характеристики.
Если вы хотите оснастить небольшой производственный цех или домашнюю мастерскую, вертикально сверлильные устройства типа 2м112, 2н112, гс2112 великолепно для этого подойдут. Это обусловлено тем, что паспорт оборудования предлагает отличные технические характеристики, недорогие запчасти, простую эксплуатацию и самостоятельный ремонт при необходимости.
https://youtube.com/watch?v=lQz7bLA6d44
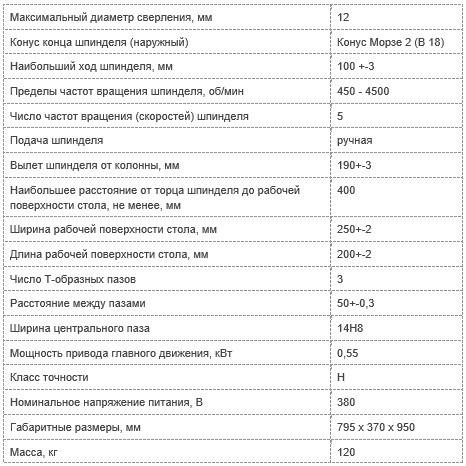
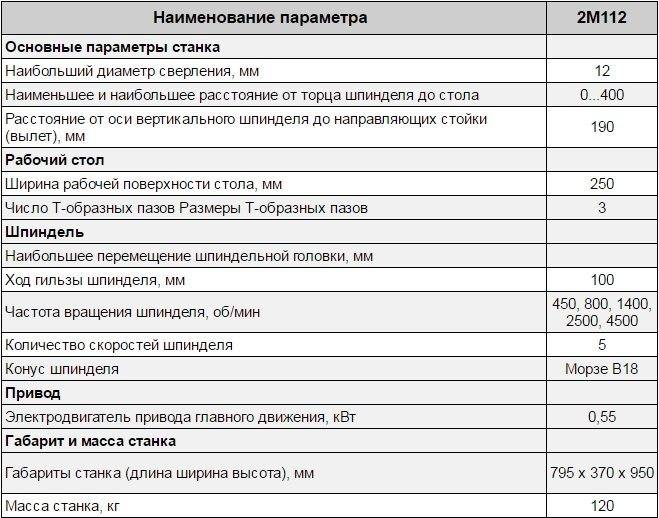
Говоря про технические характеристики, вам следует знать о 2м112 следующее:
- Подключение электродвигателя осуществляется к сети с напряжением 220 В. Это объясняет возможность применения станка в домашних условиях;
- Бабка, которой оснащается шпиндель, монтируется в корпус из чугуна. Материал обеспечивает снижение колебаний, который возникают, когда вы проводите ремонт или производите что-либо с помощью оборудования;
- Как указывает паспорт, размеры составляют 79,5 на 37 на 95 сантиметров;
- Вес вертикально сверлильного агрегата — 120 кг. Это вполне немного, чтобы иметь возможность перемещать оборудование;
- Станок не требует дополнительной фиксации, поскольку центр тяжести расположен внизу;
- Оборудование позволяет использовать сверла с максимальным диаметром 12 мм;
- Шпиндель и рабочий стол получили расстояние между собой в настраиваемых пределах 0-40 сантиметров;
- Расстояние между вертикальной осью шпинделя и стойкой составляет 190 миллиметров;
- Стол станка имеет ширину 25 сантиметров;
- Паспорт утверждает, что гильза шпинделя имеет ход 10 см;
- Шпиндель может вращаться со скоростью 450-4500 оборотов за минуту;
- Количество скоростей на агрегате — 5;
- Мощность электродвигателя составляет 550 Вт.
Нюанс станка 2м112 заключается в том, что механизма обеспечения охлаждающей жидкостью при сверлении не предусмотрено конструкцией
Это важно учитывать, если шпиндель планируется направлять к особо твердым сортам стали
Также недостатком оборудования можно назвать тот факт, что конструкцией не было предусмотрено освещение рабочего стола. Потому при оснащении домашней мастерской или цеха, обязательно подумайте о покупке дополнительных осветительных устройств или придумайте собственную систему освещения.
Правила работы
Сверлилка модели 2а112 требует соблюдения ряда правил перед началом работы и при выполнении операций на ней.
Требуется предварительная проверка прочности крепления сверла. В процессе работы необходим плавный подвод сверла к обрабатываемому изделию. Передача включается до момента соприкосновения сверла с обрабатываемым изделием. Подача уменьшается в процессе выхода сверла из образовавшегося в детали отверстия.
Удаление короткой стружки, наматывающейся на сверло, производится крючком. Длинная стружка удаляется только после остановки станка. Обслуживание аппарата предусматривает:
- замену масла в редукторе после 90 часов работы;
- удаление с электрического двигателя угольной пыли после 90 часов работы;
- полную очистку агрегата после каждого включения;
- после разборки и сборки аппарата требуется его проверка на электробезопасность;
- постоянный осмотр щеток и их замена, если высота составляет меньше 8 мм.
Помогите с восстановлением 2Н112 — Сверлильные станки
В том что это 2М112 я до конца не уверен, но все-же. :rolleyes:
В общем, купил по объявлению в инете «рабочий» станок, но, на самом деле, все оказалось немного иначе. Впрочем, не я первый…
И без того побитый шильдик двигателя был вдобавок закрашен. Краску удалось стереть, и кое-как рассмотреть начальные символы модели — АМХ74, обороты — 1370, КПД да Δ/Y 220/380. Последнее я и так знал, т.к. уже успел перекоммутировать обмотки и подкинуть двиг к частотнику. Подключение показало пищащие подшипники. Можно, наверное, смазать, но я лучше поменяю. Мощность двигателя так и осталась для меня загадкой.
Возникла пара вопросов:
1. Зажим шпиндельной бабки (ШБ) имеет смысл варить? Мало того что чугунина (сварщика путевого нужно найти), так еще и варить по тонкому телу … Выдержит ли сварочный шов при затягивании?
2. Правильно ли я понимаю, что консоль, на которой закреплен двигатель, перекошена потому, что в зазоре между ластохвостами должны быть какие-то планки (клинья?), заполняющие его? Из какого материала из лучше изготовить?
3. Видел в соседних темах, что на таких станках установлен упорный подшипник между кольцом подъема и ШБ. Это предусмотрено конструкцией или самодел? Может кто подскажет номер подшипника…
Спасибо всем, кто не сочтет за труд помочь с ответами.
www.chipmaker.ru
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
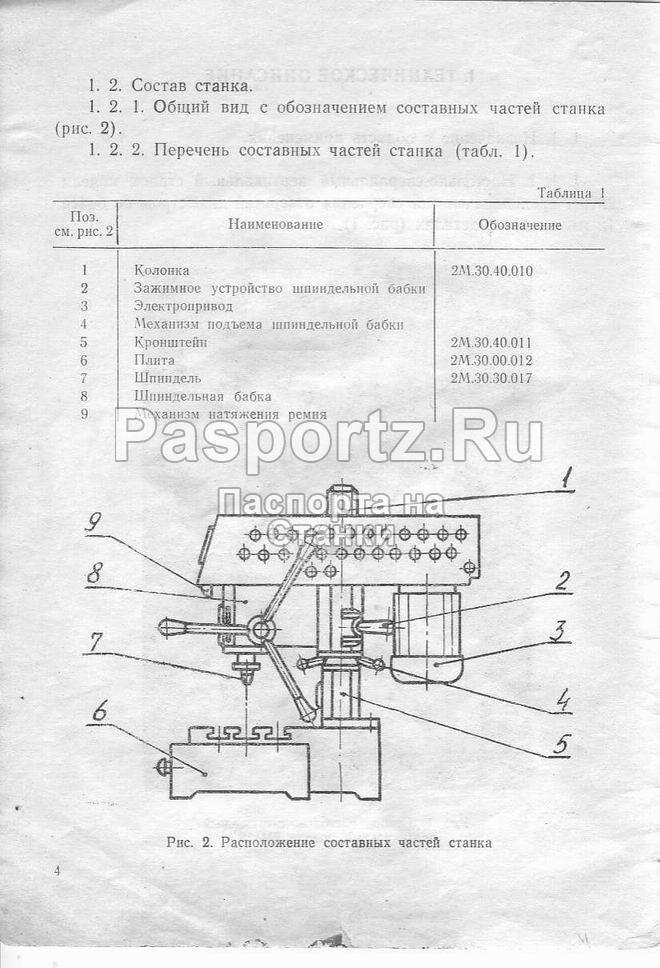
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.
Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
Основные преимущества
Многолетняя популярность и массовое использование в быту и промышленном производстве станка 2М112 связана с его простой и надежной конструкцией и универсальными техническими характеристиками. Это оборудование отличается:
высокой механической прочностью, износостойкостью и долговечностью эксплуатации;
- длительными сроками безремонтной эксплуатации и высокой ремонтопригодностью (модули можно просто заменять по мере износа);
- высоким качеством и износостойкостью конструктивных элементов (в основном – стальные детали);
- способностью выдерживать серьезные температурные перепады и загрязненность воздуха;
- выносливостью и большой продолжительностью непрерывного рабочего цикла;
- возможностью обработки изделий и деталей из разных материалов;
- простотой управления и настройки;
- неприхотливостью в уходе и техническом обслуживании;
- «вертикальной» конструкцией, небольшим весом и компактными габаритами (можно устанавливать в небольших помещениях и легко перемещать с места на место).
Следует также отметить оптимальным сочетанием качества, производительности и стоимости, которое важно при выборе сверлильного станка. Европейское оборудование того же класса, обычно, дороже, а китайское уступает по качеству, надежности и производительности
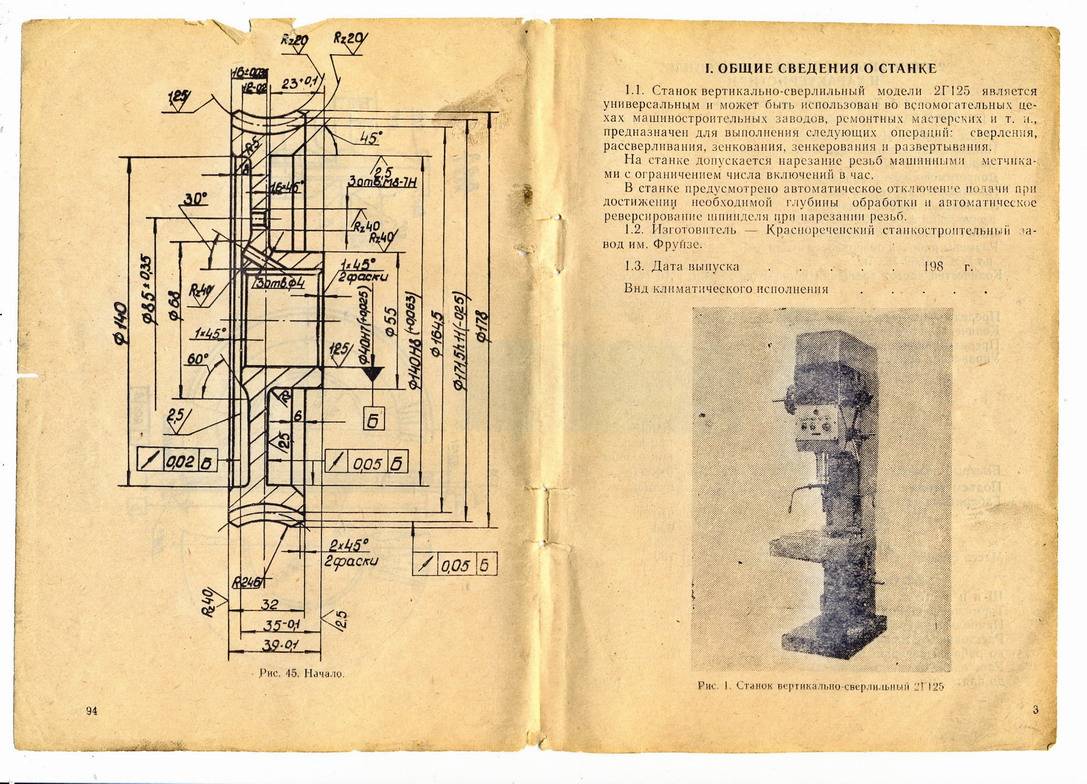
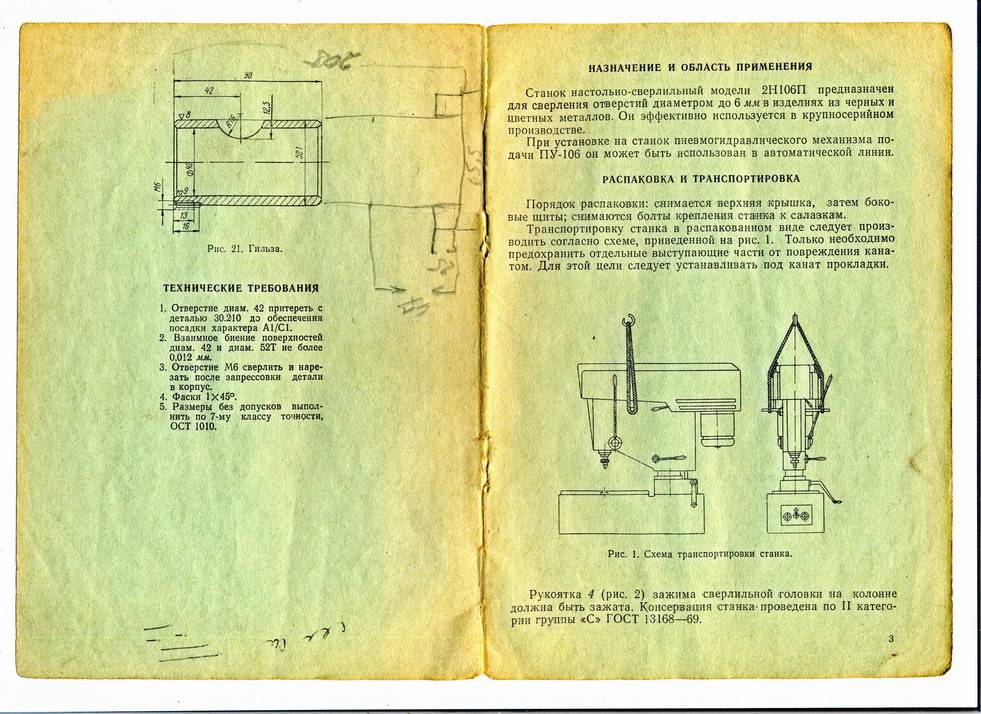
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
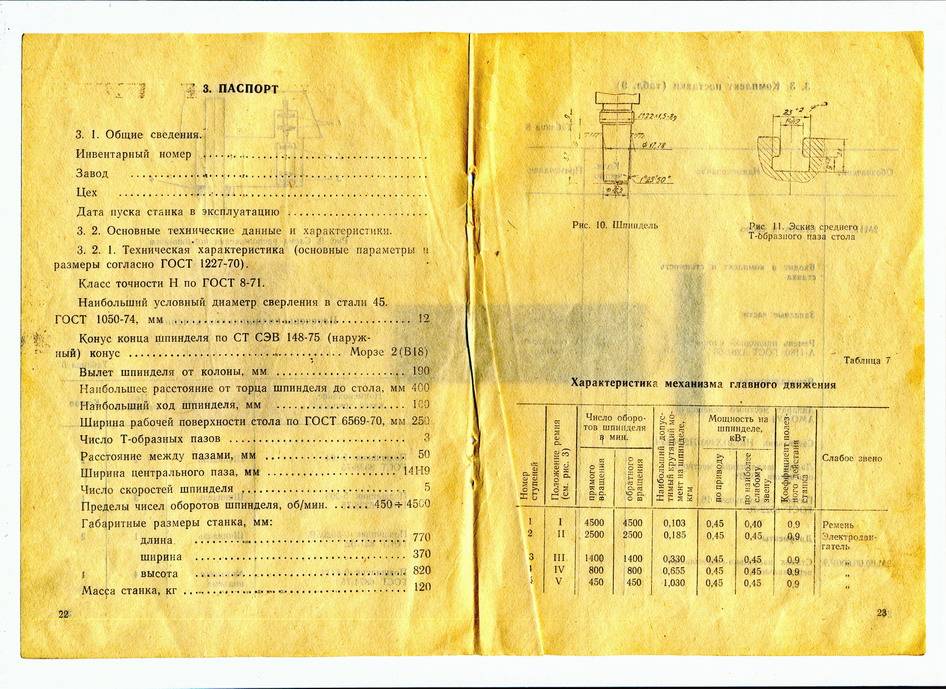
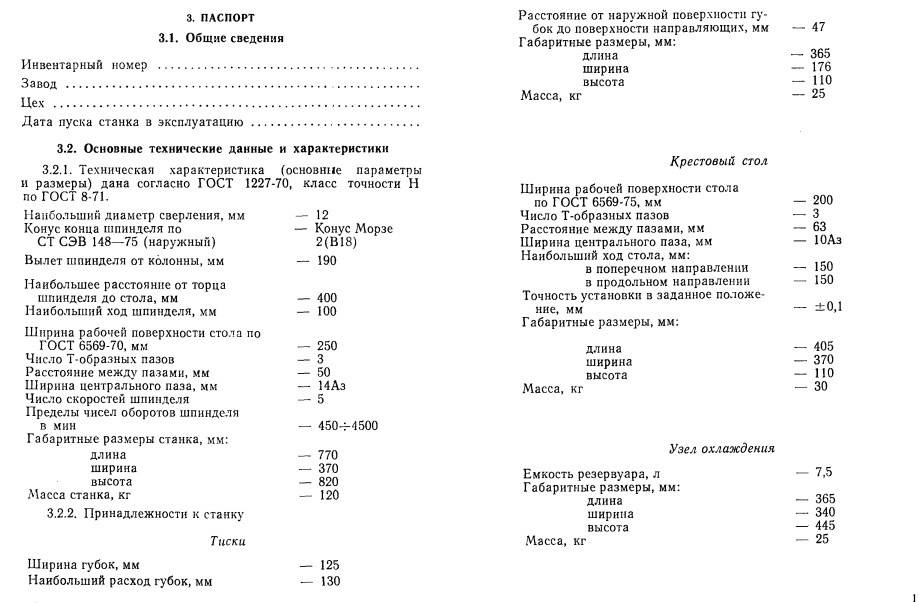
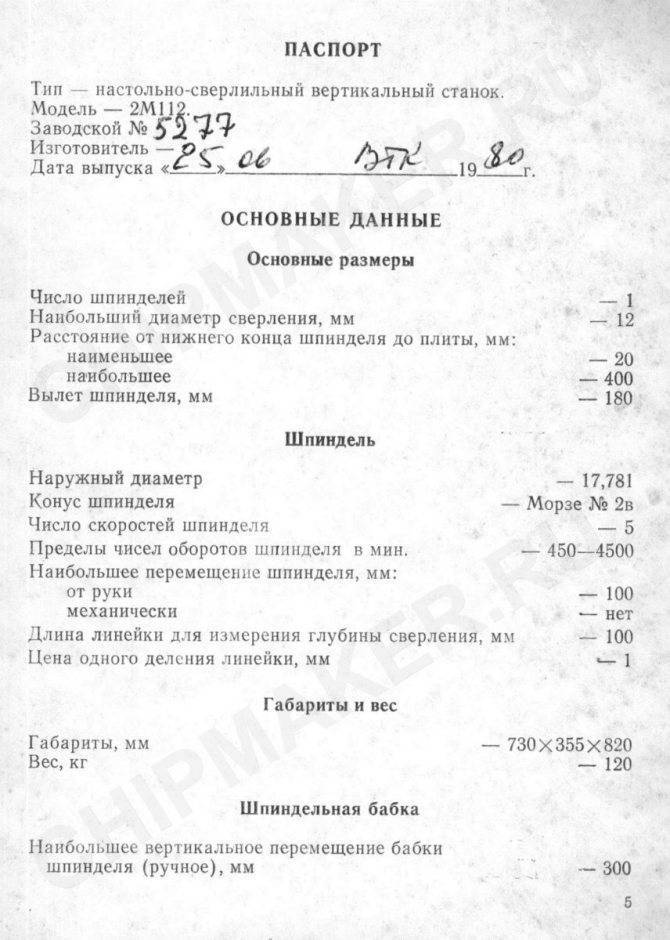
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель – Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту – (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя – В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон – Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя – наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный – Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров – от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 – конус Морзе КМ0, D = 7,067 мм;
- B10 – конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 – конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 – конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 – конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 – конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 – конус Морзе КМ3, D = 23,825 мм;
- B32 – конус Морзе КМ4, D = 31,267 мм;
- B45 – конус Морзе КМ5, D = 44,399 мм.
Где D – диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски – незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол – незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения – незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 – Ø12 – Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 – Ø12 – Оренбургский станкозавод, г. Оренбург
НС-12А – Ø12 – Вильнюсский станкостроительный завод “Жальгирис”
НС-12Б, НС-12-М – Ø12 – Барнаульский станкостроительный завод
ШУНСС-12 – Ø12 – Мукачевский станкостроительный завод, с. Кольчино
ГС2112 – Ø12 – Гомельский завод станочных узлов
ЗИМ1330.00.00.001 – Ø12 – Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 – Ø12 – СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 – Ø12 – Беверс, г. Бердичев
ВС3-5016 – Ø12 – Воронежский станкозавод
Р175М – Ø12 – Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М – Ø13 – АвтоСпецОборудование
ВИ 2-7 – Ø14 – Волгоградский инструментальный завод
MD-23 – Ø14 – Каунасский станкостроительный завод “Нерис”
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112 ~380 или ~220 Вольт.
Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских – ~220 В. Местное освещение имеет безопасное напряжение ~24 В.


Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
Техническая характеристика электропривода
- Тип электродвигателя привода шпинделя — АИР714У3 или 4А71А4У3
- Электродвигатель – асинхронный трехфазный, с короткозамкнутым ротором, высота оси вращения 71 мм, масса 8,4 кг
- Мощность электродвигателя привода шпинделя – 0,55 кВт
- Частота вращения электродвигателя привода шпинделя – 1370 об/мин
Первоначальный пуск и указание по монтажу и эксплуатации
При установке необходимо прежде всего подсоединить станок (узел охлаждения) к общей системе заземления с помощью специального болта, расположенного на плите станка (на станке бака узла охлаждения).
Ввод питающих проводов осуществляется заказчиком через отверстие, находящееся на задней части плиты станка (на кожухе пульта управления узла охлаждения).
Аппарат ОСЗР (СОЖ) подключается автономно к питающей цепи.
Станок (узел охлаждения) к питающей сети подключается с помощью переключателя Q1.
В начале необходимо произвести пробный пуск станка на холостом ходу, на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
Защита
Электрооборудование стапка защищено от коротких замыкании и перегрузок плавкими предохранителями F1, F2, F3.
Для предотвращения самозапуска электродвигателя применена нулевая защита с использованием контактов магнитных пускателей К1 и К2.
Указания по обслуживанию электрооборудования станка
Монтаж электрооборудования произведен проводами следующих расцветок:
- силовые цепи — черными
- цепи управления — красными
Для обеспечения длительной и безаварийной работы станка необходимо регулярно очищать электродвигатель, пусковую и защитную аппаратуру от пыли, а контакты — от нагара; соединения приводов с аппаратурой по мере необходимости подтягивать.

Электрическая схема сверлильного станка 2м112 на 380В
Перечень элементов к электрической схеме
- Q1 – Переключатель ПКУ3-154И-2037У3 ТУ 16-526.047-74
- S1 – Выключатель КЕ201У3 исп. 5 красный «П» ТУ 16-642.015-84
- S2, S3 – Выключатель КЕ181У3 исп. 2 черный «П» ТУ 16-642.015-84
- Е1 – Светильник НКП03-60-0.04УХ4 ТУ 16.876.184-86. Лампа М 024-40 ГОСТ 1182-77
- Ml – Двигатель АИР 71 А4У3, 380 В, 50 Гц ТУ 16-525.564-84 или 4А71А4У3 ГОСТ 19523-81
- F1, F2, F3 – Предохранитель ПРС-6У3-П с плавкой вставкой ПВД1-6У3 ТУ 16-522.112-74
- К1, К2 – Пускатель ПМЕ-041У4 (380 В, 50 Гц) ОСТ 16.0.536.001-72
- Т, Q2, F4 – Аппарат ОСЗР-0,04-83УХЛ3 ТУ 16-6/1 041-84 (СОЖ)
Допускается замена комплектующих без ухудшения качества станка.
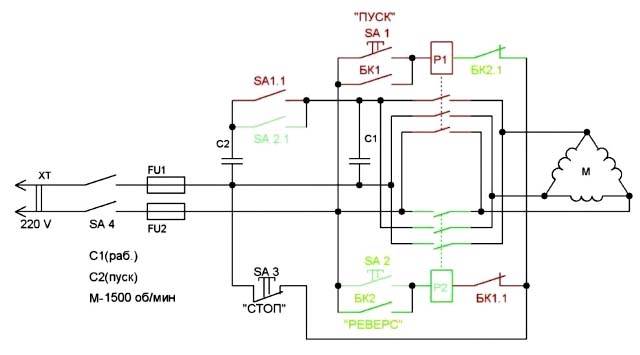
Электрическая схема сверлильного станка 2м112 на 220В

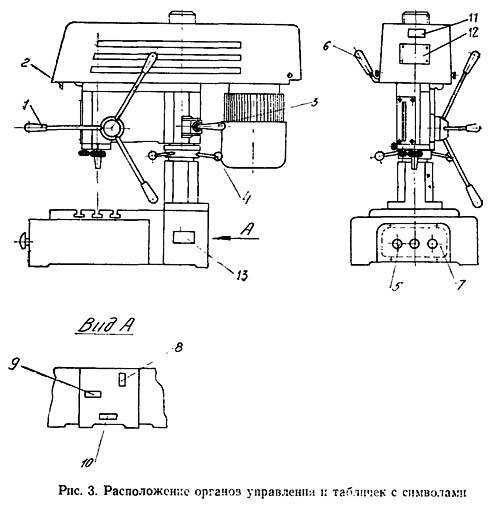
Пульт управления сверлильного станка 2м112
Монтаж электросхемы сверлильного станка 2м112
Принцип работы
Шпиндельные узлы осуществляют два вида движения: вращательное и поступательное. Для определённой категории агрегатов предусмотрено одновременное применение обоих видов. Например, сверлильные, токарные, расточные, фрезерные в процессе обработки одновременно производят вращение детали (режущего инструмента) и осуществляют подачу к месту обработки.
Шпиндельные узлы станков выполняют одинаковую функцию. Все шпиндельные узлы металлорежущих станков имеют схожую конструкцию.
Принцип действия этого узла основан на получении вращательного движения от двигателя и обеспечении вращения режущего инструмента или заготовки. Способы передачи крутящего момента, крепления детали или инструмента зависят от принятой кинематической схемы.





