

Создание самодельного станка
Прежде, чем переделать принтеры или сканеры в мини станки, которые смогут выполнять фрезерные работы, следует максимально точно собрать раму конструкции и ее основные составляющие.

На верхнюю крышку устройства требуется установить главные оси, которые являются важными компонентами среди всех профессиональных станков. Осей должно быть всего три, начало работы необходимо производить с крепления оси у. Для того чтобы создать направляющую используют мебельный полоз.
Отдельно отметим создание ЧПУ из сканера. Переделка этого устройства такая же, как и, если бы, под рукой был старый струйный принтер. В любом сканере, есть шаговые двигатели и шпильки, благодаря, которым и производится процесс сканирования. В станке нам пригодятся эти двигатели и шпильки, вместо сканирования и печати будет производится фрезерование, а вместо головки, которая перемещается в принтере, будет использоваться движение фрезерного устройства.
Для вертикальной оси, в самодельном ЧПУ нам пригодятся детали из дисковода (направляющая по которой перемещался лазер).
В принтерах есть так называемые штоки, именно они играют роль ходовых винтов.
Вал мотора должен быть соединен со шпилькой при помощи муфты гибкого типа. Все оси необходимо прикреплять к основаниям, выполненным из ДСП. В конструкциях такого типа фрезер перемещается исключительно в вертикальной плоскости, при этом сдвиг самой детали происходит по горизонтали.
Простой вакуумный станок своими руками

В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки: — пылесос (чем мощнее, тем лучше); — духовка (нужна для разогревания пластика); — деревянные бруски; — дрель; — саморезы; — шуруповерт или отвертка; — фанера или ДСП (толщина 16 мм); — силикон (в качестве герметика); — ДВП для рабочей поверхности (подойдет и фанера); — алюминиевый скотч; — дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
Шаг первый. Размеры вакуумного станка
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.
Шаг четвертый. Формы для самоделок. Процесс создания изделий
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.
Источник
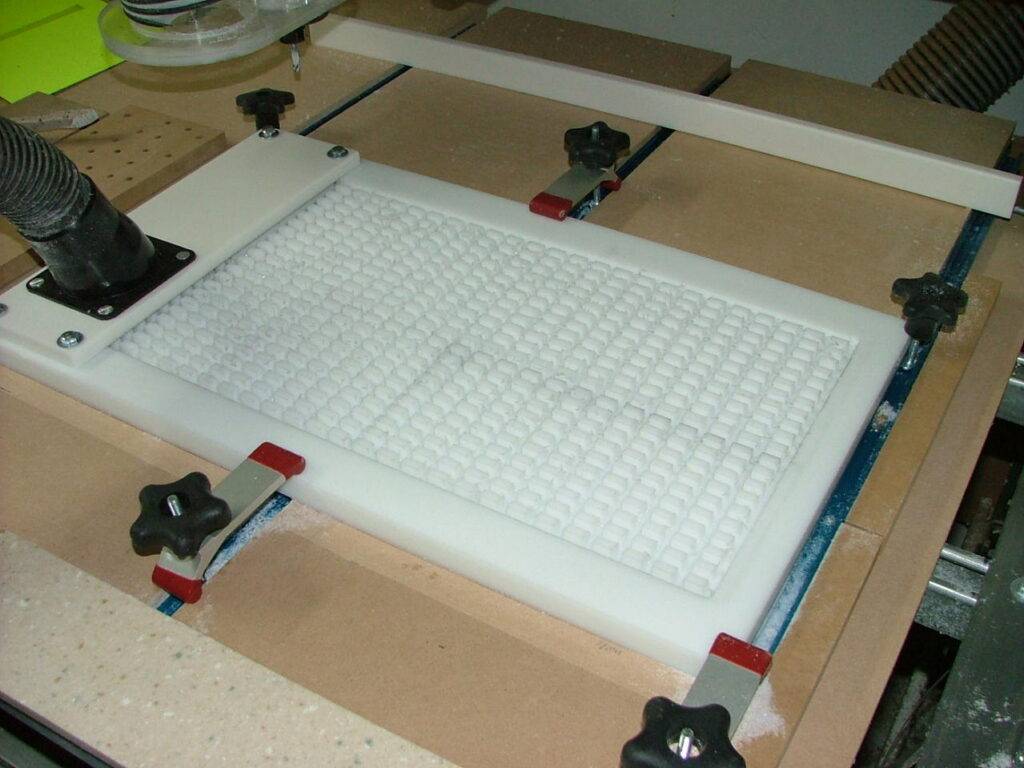
Матричные (решетчатые) рабочие столы станка ЧПУ
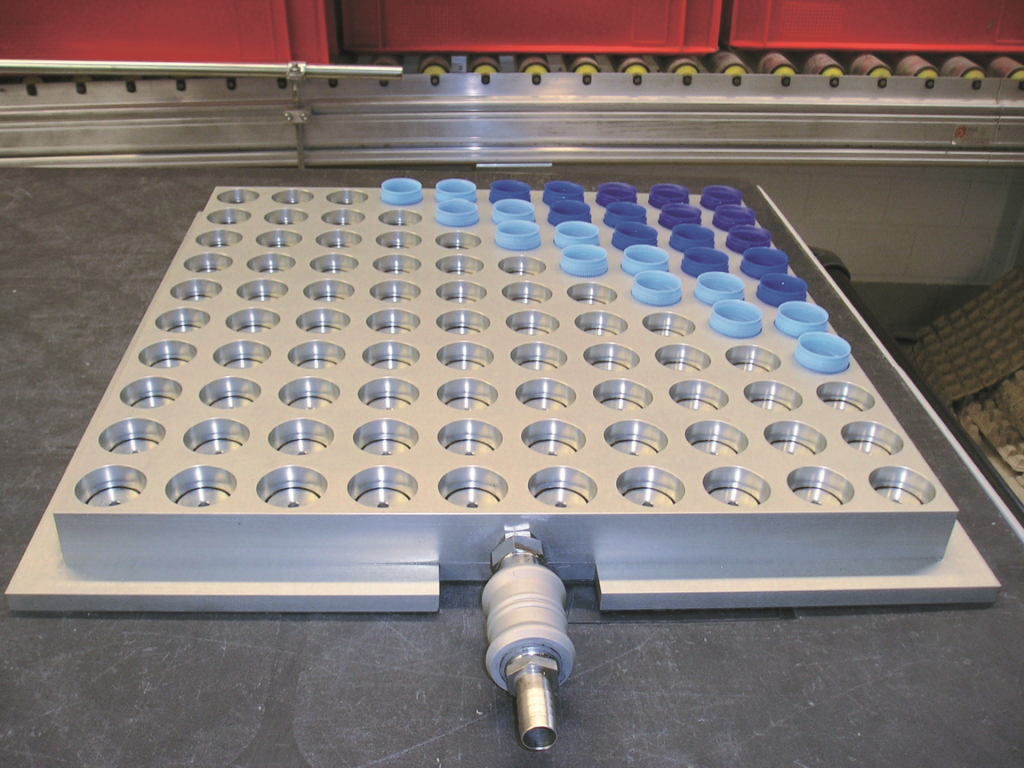
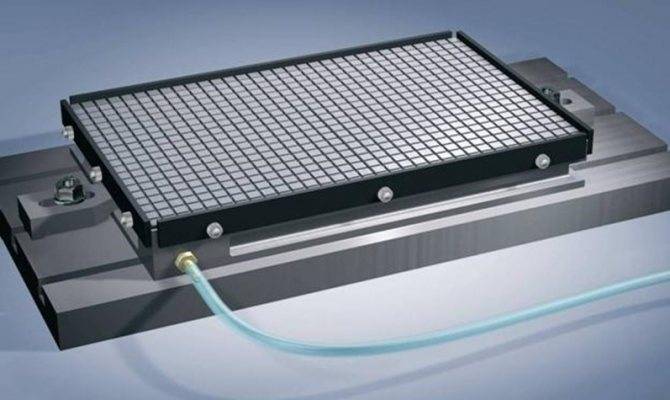
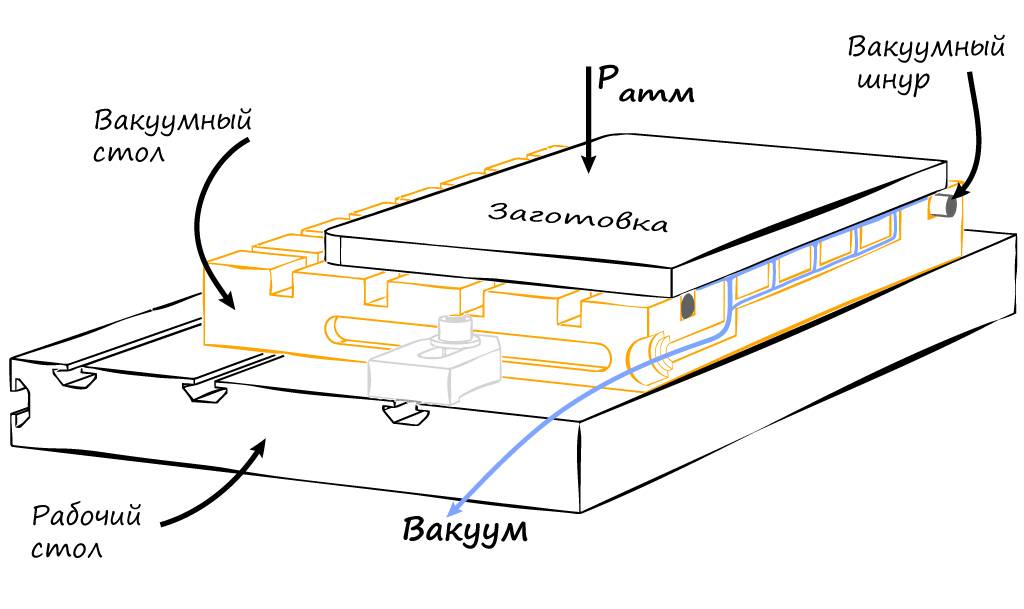
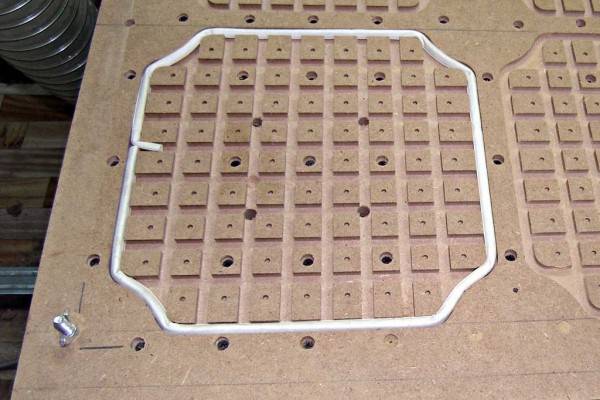
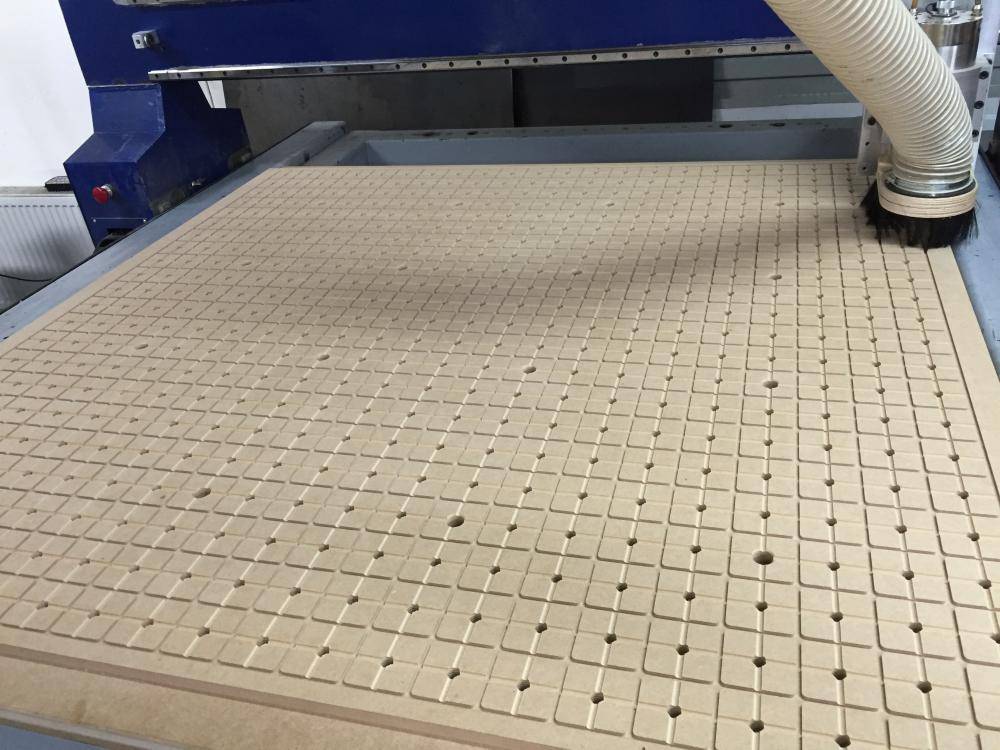
 Матричные столы изготавливаются из листового композитного материала на основе фенольных смол и синтетических волокон. Поверхность рабочего стола разделена глухими каналами в форме решетки, к которым, через специальные отверстия, подводится вакуум. Для того чтобы создать область вакуума для фиксации детали на рабочем столе станка ЧПУ, необходимо вокруг одного или нескольких отверстий подвода вакуума вложить в каналы уплотнительный шнур. При этом шнур не должен выступать за область периметра закрепляемой заготовки, а его концы должны быть плотно замкнуты для исключения подсоса воздуха. Остальные незадействованные отверстия системы подвода вакуума рабочего стола закрываются резиновыми пробками.
Матричные столы изготавливаются из листового композитного материала на основе фенольных смол и синтетических волокон. Поверхность рабочего стола разделена глухими каналами в форме решетки, к которым, через специальные отверстия, подводится вакуум. Для того чтобы создать область вакуума для фиксации детали на рабочем столе станка ЧПУ, необходимо вокруг одного или нескольких отверстий подвода вакуума вложить в каналы уплотнительный шнур. При этом шнур не должен выступать за область периметра закрепляемой заготовки, а его концы должны быть плотно замкнуты для исключения подсоса воздуха. Остальные незадействованные отверстия системы подвода вакуума рабочего стола закрываются резиновыми пробками.
Такой способ крепления заготовки детали на рабочем столе станка ЧПУ наиболее эффективен при обработке фрезами верхней плоскости детали. Однако если в процессе изготовления фасадов МДФ необходимо обработать боковые стороны заготовки, или выполнить криволинейный распил, когда нижний край фрезы должен выходить за пределы обрабатываемой заготовки, то, чтобы не повредить поверхность рабочего стола, применяют, так называемую, «жертвенную» подложку.
В качестве «жертвенной» подложки можно использовать любые доступные пористые материалы. Как правило, это шлифованное ДСП, черновое МДФ или ХДФ.
Благодаря пористости материала подложки, силой вакуумной системы, из ее внутренней структуры быстро откачивается воздух, а на поверхности создается область разряжения. Таким образом, если положить ламинированную заготовку детали на данную подложку, то она плотно прижмется к ней и надежно зафиксируется.
С помощью «жертвенной» подложки на рабочем столе станка ЧПУ можно фрезеровать как отдельные детали, так и производить распил и обработку широкоформатных листов по технологии Nesting.
Однако тут стоит заметить, что выполняя таким способом раскрой широкоформатных листов на фрезерном станке ЧПУ можно столкнуться с сильной потерей вакуума в области пропилов и, как следствием, смещением или вылетом из-под инструмента мелких деталей и обрезков. Чтобы минимизировать вероятность возникновения подобных ситуаций, перед использованием «жертвенной» подложки следует убедиться, что вакуумный насос обладает достаточной мощностью, а подводящие элементы вакуумной системы достаточной пропускной способностью.
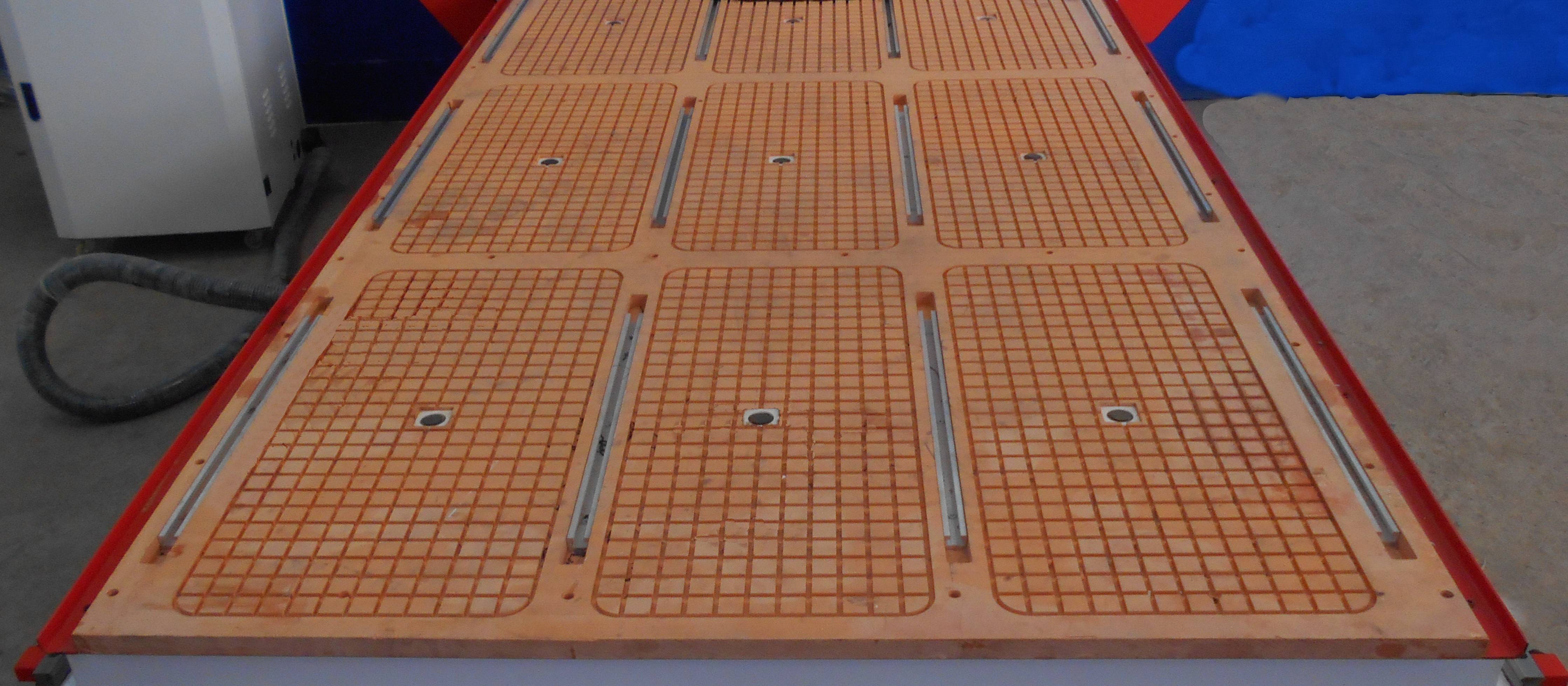
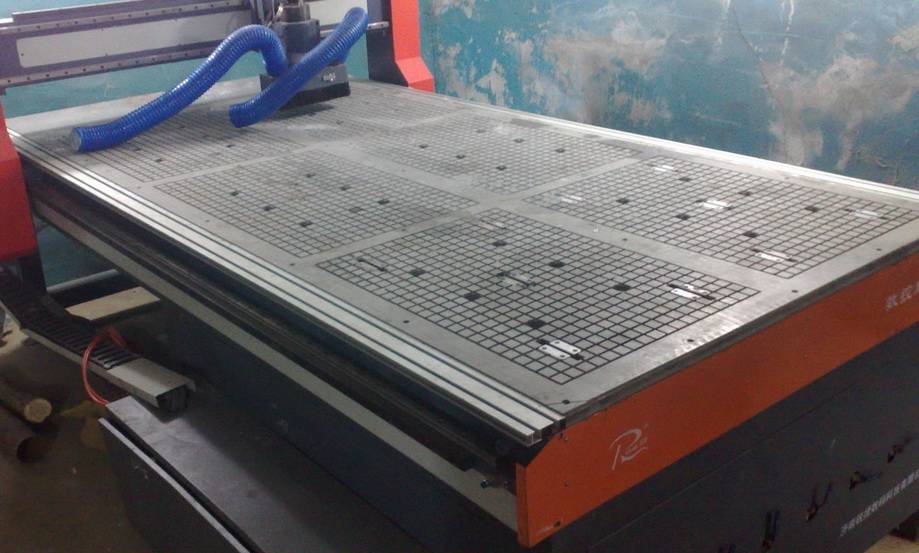
Решить проблему в ситуации, когда требуется обработать на станке ЧПУ мелкие заготовки, или устранить вероятность смещения деталей при обработке по технологии Nesting, помогут конструктивные особенности рабочего стола матричного типа. Дело в том, что производители деревообрабатывающих фрезерных станков ЧПУ практично предлагают конструкцию рабочего стола, состоящую из нескольких автономных матричных рабочих столов, разделенных Т-образными пазами.
Эффект от разделения рабочей поверхности на отдельные зоны достигается, когда в соответствии с запрограммированным порядком обработки деталей из широкоформатных панелей, с помощью открытия или закрытия кранов магистралей вакуумной системы, вся мощь от работы вакуумного насоса, не распределяется на несколько зон, а переносится в область, где на текущий момент производится обработка.
Т-образные пазы на рабочей поверхности станка ЧПУ позволяют зафиксировать заготовку без использования вакуумной системы, с помощью механических зажимов (струбцин). С одной стороны, данный способ позволяет надежно фиксировать мелкие детали. С другой – отключать вакуумный насос и экономить электроэнергию при обработке заготовок методом гравировки, когда весь процесс может достигать нескольких часов.
Следует также отметить, что некоторые производители станков ЧПУ в качестве дополнительной опции к матричному рабочему столу предлагают набор вакуумных присосок, аналогичных тем, что используются на консольных столах.
Виды вакуумных столов
Цена на вакуумный стол для ЧПУ зависит от вида изделия:
- Решетчатый. Является самым востребованным типом конструкции. Он оснащен специальной матрицей, представляющей внешне решетку. Она обеспечивает возможность установки материала с изолирующими качествами. Этим материалом по периметру обрабатывается заготовка, образуя замкнутый контур. Из него при помощи вакуумного насоса производится откачка воздуха, что обеспечивает плотное прилегание обрабатываемого материала к столу. Купить вакуумный стол для фрезера с ЧПУ такого типа можно у официальных представителей производителей.
- Типа «Вак-Мат». Стол представлен специальной конструкцией, представляющей собой ряд небольших ячеек. Материалом служит полимер, из которого сооружается жесткий каркас. Вакуумный насос имеет силу действия одинаковую для всех ячеек стола одновременно. Отличительной чертой данного стола служит отсутствие риска разгерметизации вследствие сквозной работы фрезерного станка.
- Шлицевый. По принципу действия и конструкции этот вакуумный стол схож с предыдущим. Отличие заключается в возможности создавать вакуум на небольших площадях обрабатываемого материала. Если требуется произвести работу с заготовкой, которая имеет множество отверстий или желобков, шлицевый вакуумный стол – идеальный вариант для закрепления детали. При совпадении ячейки оборудования и целой поверхности изделия происходит точечное прижатие вакуумом материала к рабочей поверхности.
- Синусный. Оборудование позволяет произвести крепление обрабатываемой детали под заданным углом наклона рабочей поверхности. Эта особенность обеспечивает расширение диапазона использования стола. Жесткое крепление изделия к рабочему столу обуславливает высокую точность обработки. Синусный стол может выполняться в нескольких вариациях: круглый (для обработки по дуге), с функцией вертикального наклона, с функцией горизонтального наклона.
- Пористые платы не соединенные в цельную конструкцию. Нашли широкое применение при изготовлении и обработки материалов с очень маленькой толщиной. Структура рабочей поверхности представлена блоками, чем обеспечивается возможность повторения точных контуров обрабатываемого материала. Сила прижима детали к столу напрямую зависит от задействованной площади рабочего стола. Вакуумные платы, составляющие блоки, произведены из специального материала с пористой структурой. Это обуславливает высокую степень точности обработки изделия, а также отсутствие заданных погрешностей для процесса.
- Платы «Флип-Под». Конструктивная особенность этого вакуумного стола заключается в наличии множества специальных «присасывающихся» клапанов, не соединенных друг с другом. Они обуславливают возможность крепления крупных заготовок с большим весом с высокой степенью надежности. Также имеется возможность обработки поверхности по торцам в связи с тем, что рабочий стол захватывает не всю площадь заготовки.
Количество видов вакуумных столов для ЧПУ обеспечивает возможность выбора оборудования для каждого процесса и размера заготовки.

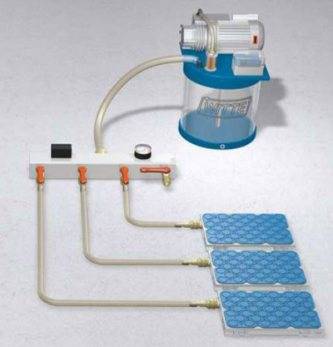
Комплектующие элементы вакуумных систем
Подбор вакуумной системы заключается в выборе или проектировании зажимного устройства (платы) вышеописанных типов, в соответствии с техническим заданием; правильным выбором вакуумного насоса или модульного устройства и остальных элементов, обеспечивающих надежный подвод низкого давления от насоса к плате.
ООО «ПТЦ «ВЕКТОР» является официальным представителем ведущего мирового производителя подобных систем вакуумного закрепления компании HORST WITTE GERÄTEBAU (Германия). Наши специалисты обладают значительным опытом, накопленным за время внедрения этих систем на предприятиях России. Мы готовы ответить на любые вопросы и оказать квалифицированную помощь в решении сложных технологических вопросов.





| |
|
|
|
|




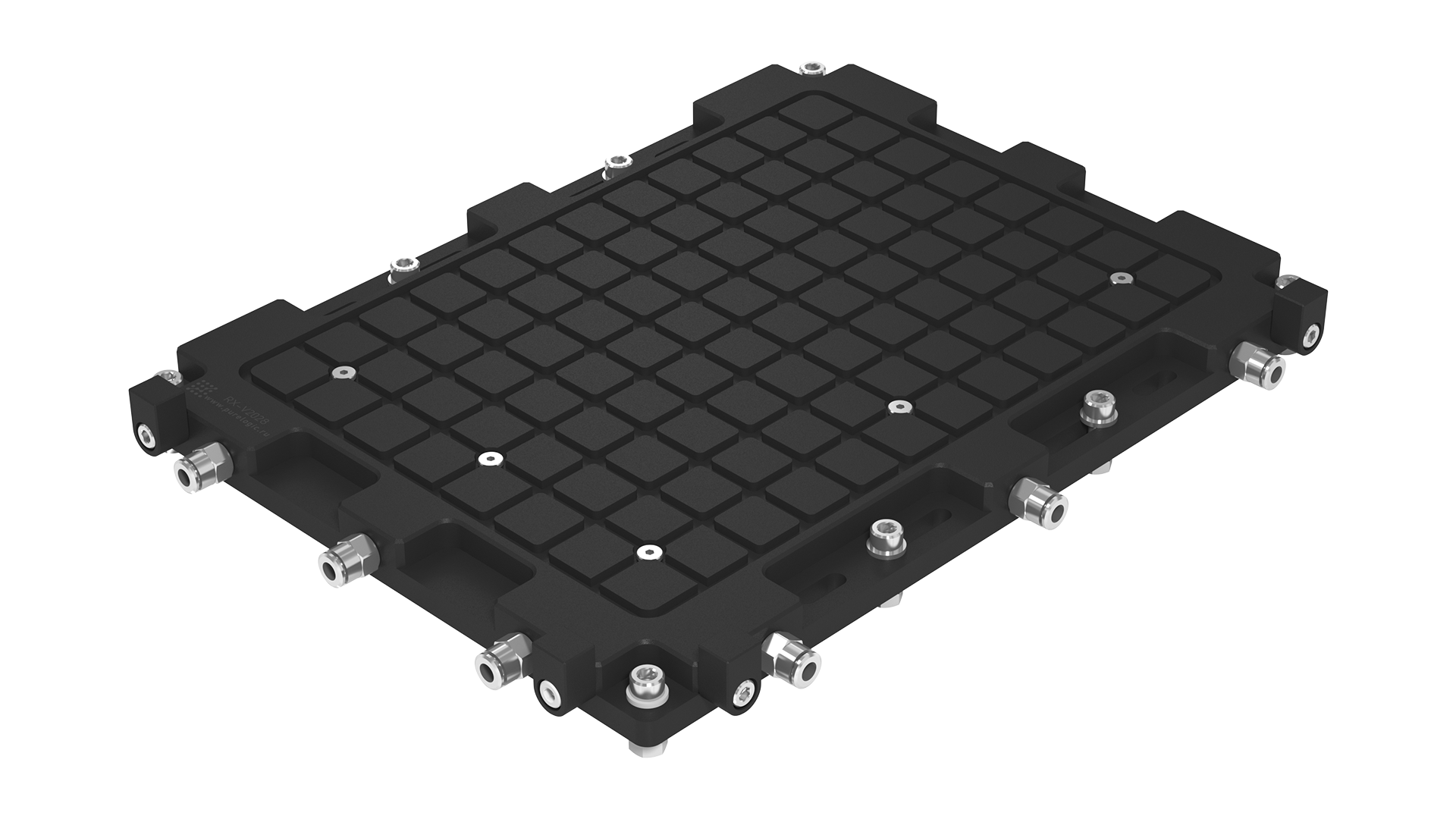
ТЕХНОЛОГИЯ ЗАКРЕПЛЕНИЯ ХОЛОДОМ
Технология закрепления заготовок холодом — инновационный подход для решения сложных задач по фиксации заготовок без механического воздействия:
- хрупкие заготовки (керамика, пластик, стекло, полимерные материалы и т.п.);
- мелкие заготовки из любых материалов;
- ячеистые материалы из алюминия и стекловолокна, применяемые в авиастроении.
Закрепление производится на замораживающей плате, на рабочую поверхность которой предварительно распылен тонкий слой воды или нанесен специальный гель. Во время процесса закрепления происходит замораживание водного слоя и образуется тонкая ледяная пленка, которая прочно удерживает заготовку на рабочей поверхности платы. При этом заготовка не испытывает механических нагрузок и не деформируется. Для снятия заготовки достаточно перевести приспособление на режим нагрева рабочей поверхности.
Данная технология успешно используется при механической обработке на фрезерном, токарном и гравировальном оборудовании. Для всех устройств существует одно ограничение, — при использовании запрещена подача СОЖ в зону обработки. Компанией HORST WITTE разработаны два типа систем закрепления холодом:

Системы AFP (Air Freeze Platte)
Охлаждение рабочей поверхности платы происходит за счет термодинамического процесса, протекающего внутри платы при подводе давления в 6 атм. При этом не требуется дополнительных охлаждающих станций. Система состоит из замораживающего устройства и полимерной трубки. Размер рабочего поля устройства составляет от 100х140 мм до 140х150 мм. Диапазон температуры в режимах охлаждения/нагрева -10/+10˚С. Для удобства смены заготовок, охлаждающих пластин в комплекте одного устройства может быть несколько. Они легко заменяются на приспособлении.

Системы ICE-VICE
Охлаждение рабочей поверхности платы происходит за счет антифриза, циркулирующего между платой и охладительной установкой. Для одной системы с охлаждающей установкой возможно использование 1-2 замораживающих плат с рабочим полем от 125х150 мм до 500х500 мм. Диапазон температуры в режимах охлаждения/нагрева -35/+35˚С. Автоматика охлаждающего устройства контролирует и поддерживает заданные температурные режимы.
Описание систем закрепления холодом можно увидеть на страницах каталога «Технология вакуумного закрепления».
|
|


Важные нюансы
- В качестве источника вакуума можно использовать специальный генератор вакуума. Он выглядит как маленькая коробочка с отверстием для выхода воздуха и для входа вакуума. Также для устройств такого типа должен устанавливаться индикатор для измерения показателей вакуума.
- Эжектор и уровень его производительности зависит от скорости и объемов воздуха, которые пролетают мимо него. Именно поэтому, он мало в чем выигрывает по сравнению с обычным вакуумным насосом. Ведь для создания качественного вакуума следует использовать и качественный компрессор. Дело в том, что для крепления большой детали по всей площади стола хватит и довольно слабого компрессора, но для фиксации небольшой пластинки, надо использовать более мощный агрегат.
- Обычный промышленный пылесос слабо подходит для создания вакуумных фиксаторов, поскольку не слишком приспособлен для работы с полностью закрытым шлангом. Именно поэтому рекомендуется применять специальный вакуумный насос.
Доброго дня мозгоремесленники
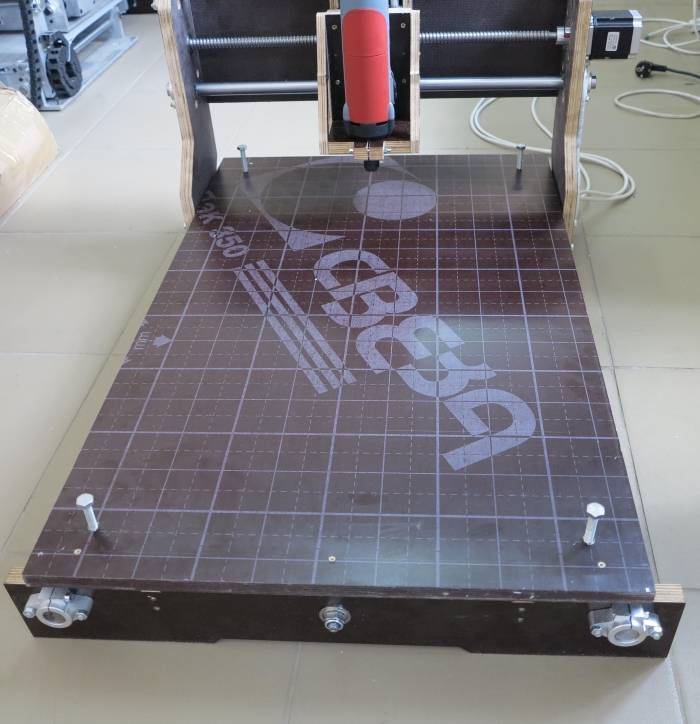
! Понадобился как-то нашей команде стол вакуумной формовки для создания разнообразныхсамоделок , но в продаже крупногабаритного стола не оказалось. Недолго думая мы сделали егосами своими руками !
Шаг 1: Коробка стола

Вакуумный стол это, по сути, полая коробка с множеством небольших отверстий, через которые откачивается воздух из рабочего пространства. Для создания этой коробки мы выбрали МДФ, но подойдет любой прочный листовой материал. Итак, из МДФ создаем короб стола и в лицевой панели сверлим маленькие отверстия, можно на станке, а можно как мы обычной мозгодрелью
К коробу крепим ножки, и устанавливаем перегородки с большими отверстиями, около 7.5см. Эти перегородки будут держать плоскость стола, и не будут позволять ей прогибаться.
Шаг 2: Источник тепла
Изначально мы планировали использовать нихромовую проволоку в качестве нагревателя, но это достаточно дорого, да и труднодоступно. Поэтому мы остановились на галогеновых лампах GU10, которые дают мало света, но вот тепла дают достаточно.
В металлическом листе высверливаем отверстия под керамические патроны ламп и устанавливаем эти патроны. Далее для простоты монтажа цепи, чтобы уменьшить количество пайки, создаем из печатных плат токопроводящие дорожки, монтируем их, а уже дорожки спаиваем в цепь. Для этой панели с лампами из МДФ делаем короб со съемной мозгокрышкой
для обслуживания, и соответственно помещаем световую панель в этот короб.
Шаг 3: Управление
Выбранный нами вариант источника тепла позволяет нагревать не только весь стол, но и если нужно, только некоторые его участки при формовании небольших поделок. Конечно подключение ламп при этом становиться более сложным.
Блок управления столом состоит из нескольких элементов:
- Передняя панель на которой установлены буквенно-цифровой ЖК-дисплей, светодиодная индикация каждого нагревательного ряда, ключ включения стола, кнопка аварийной остановки работы стола, и включатели режимов работы стола.
- Плата микроконтроллера ATmega644, который работает с прошивкой, написанной на С. К этой плате подключаются датчик температуры в столе, датчик давления, ЖК-дисплей, включатели режимов с передней панели, а также реле управления мощностью нагревателей (линиями лампочек).
- Плата контроллера переменного тока, которая синхронизирует сигнал от микроконтроллера, симистор и линию переменного тока.
- Плата с реле, которая состоит из 6-ти электромеханических реле, управляемых микроконтроллером. Одна из реле включает вентилятор, а остальные линии нагревателей.
- Плата реле нейтрали, которая состоит из 7 реле, управляемых микроконтроллером и подключающие линии нагревателей к нейтральному проводу, а также датчик температуры в пространстве стола.
- Симистор, состящий из двух оптоизолированных тиристорных твердотельных реле, рассчитанный на 20А, 240В, который регулирует вентилятор и нагрев пространства стола.
Шаг 4: Установка опор
На наш короб стола поделки
, а он, кстати, размером 600х900мм, монтируем опоры для панели нагревателей и устанавливаем саму панель с лампами. Так же делаем рамку для пластика и вставляем ее в опоры на подшипники, места соединения короба стола и рамки уплотняем изоляционной пористой лентой.
Шаг 5: Вакуумный вентилятор
К нижней стороне короба мозгостола
крепим источник вакуума, попросту вентилятор. Для своего вакуумного вентилятора мы сделали дополнительную пластину из МДФ и с ее помощью, а так же с помощью неопреновых прокладок, установили его.
Этапы изготовления
Проектирование и выбор заготовки
Для того чтобы собрать вакуумный стол для станка с компьютерным управлением самостоятельно, в первую очередь необходимо разработать чертеж. Размеры для его создания можно взять из каталогов, а образцом выбрать любой из продуктов массового производства.


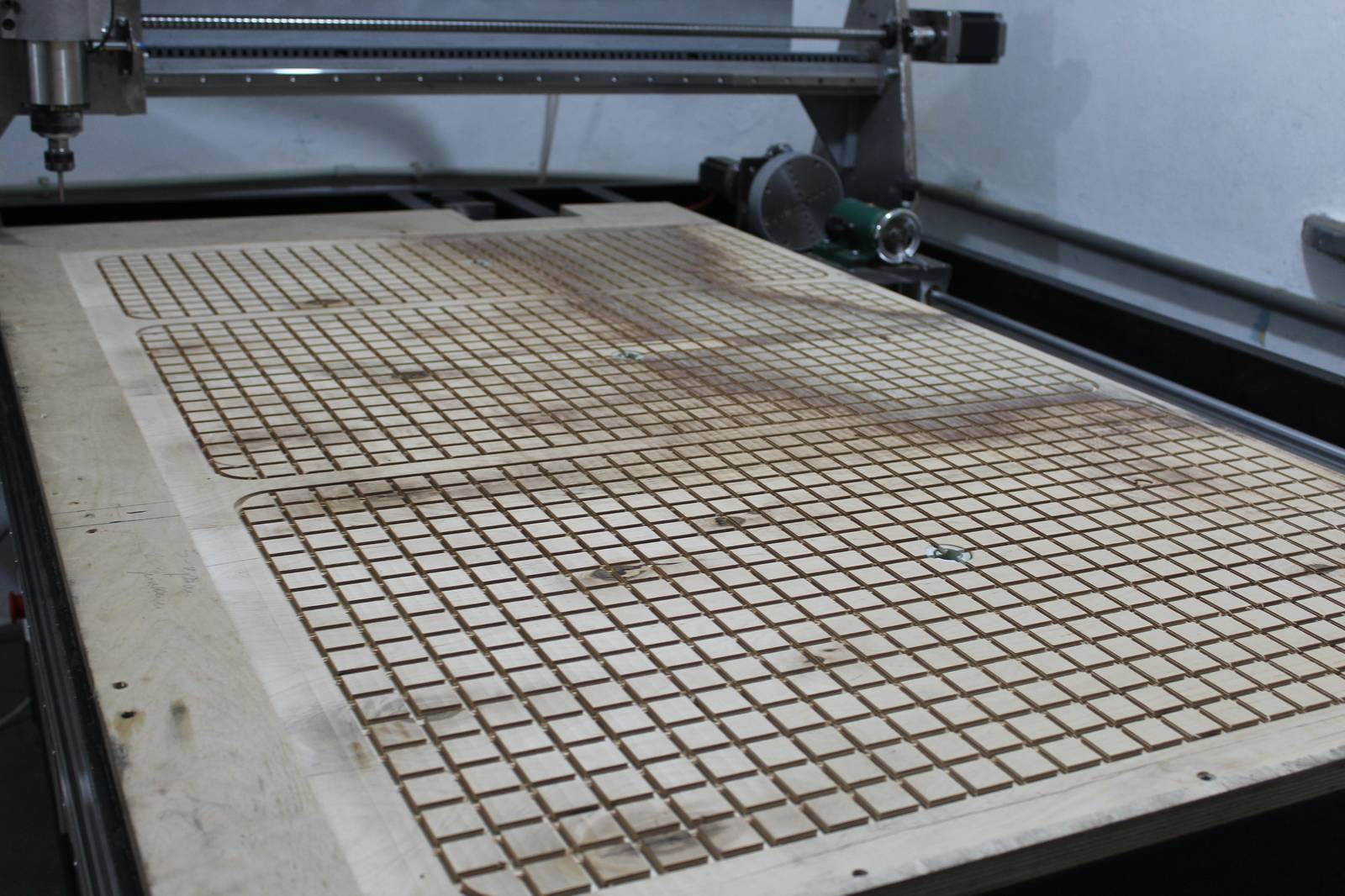

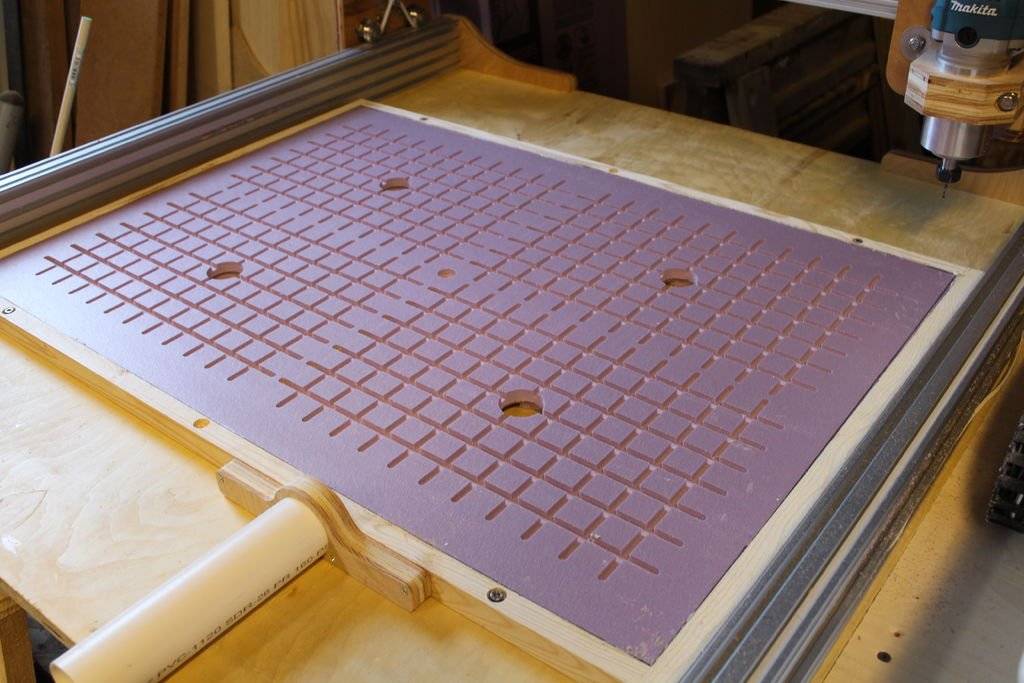
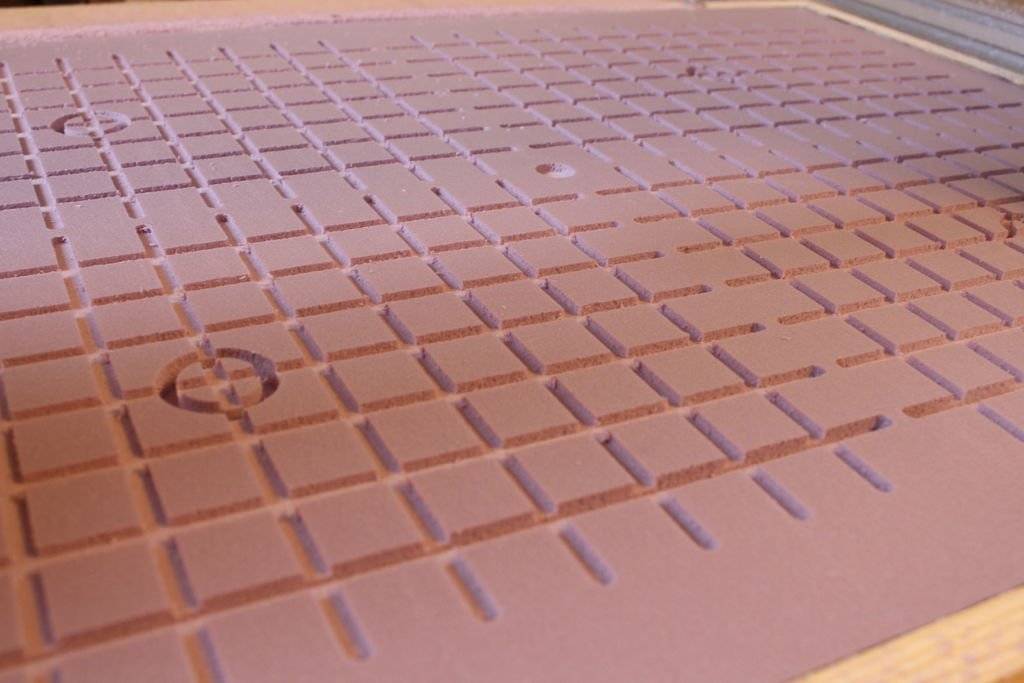
Чаще всего размеры сетки берутся с шагом 12,5 мм, шириной канавки 4 мм и толщиной от 32,5 до 48 мм. Ширина плиты от края до оси первой канавки составляет 6,25 мм, что соответствует ровно половине шага сетки. Горизонтальные размеры устанавливаются произвольно, на основании размеров заготовок, которые будут обрабатываться на станке.
В продаже, как правило, встречаются цельные плиты, состоящие из одного модуля, но при создании собственного вакуумного стола пользователи могут разработать системы с несколькими вакуумными зонами.
В качестве основы могут быть использованы:
- листы фанеры (толщиной от 1,6 до 2 см);
- листы ДСП (ламинированные);
- дюралевые или текстолитовые плиты типа Д16Т или Д16АТ толщиной от 8 до 1,2 мм.
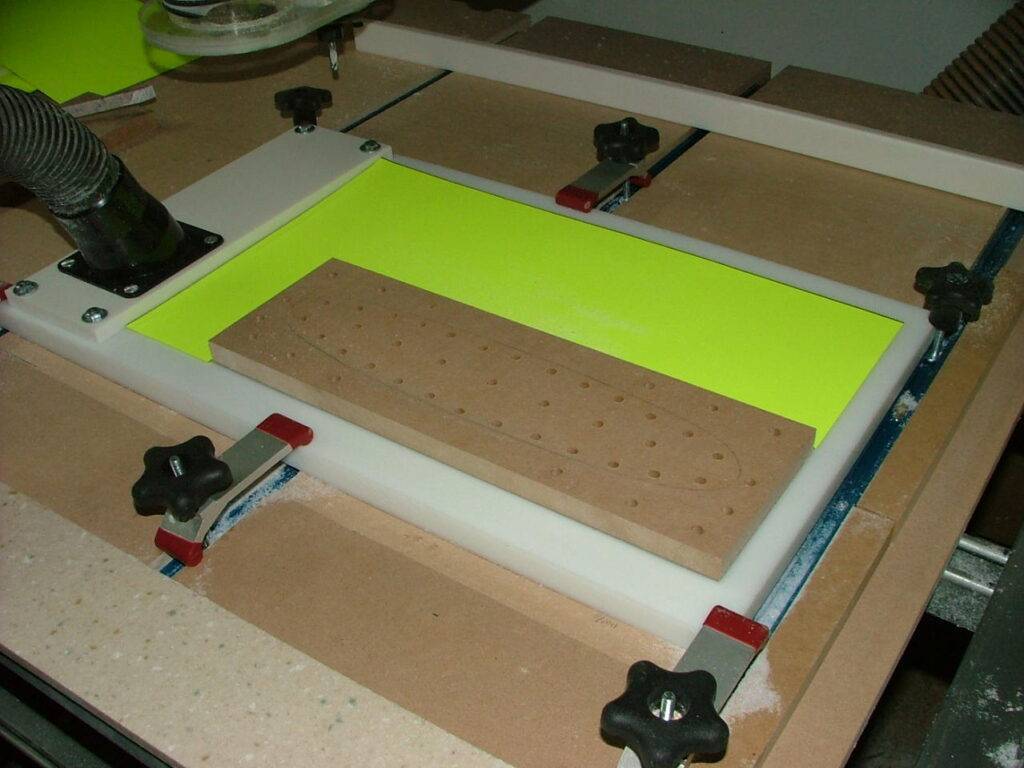
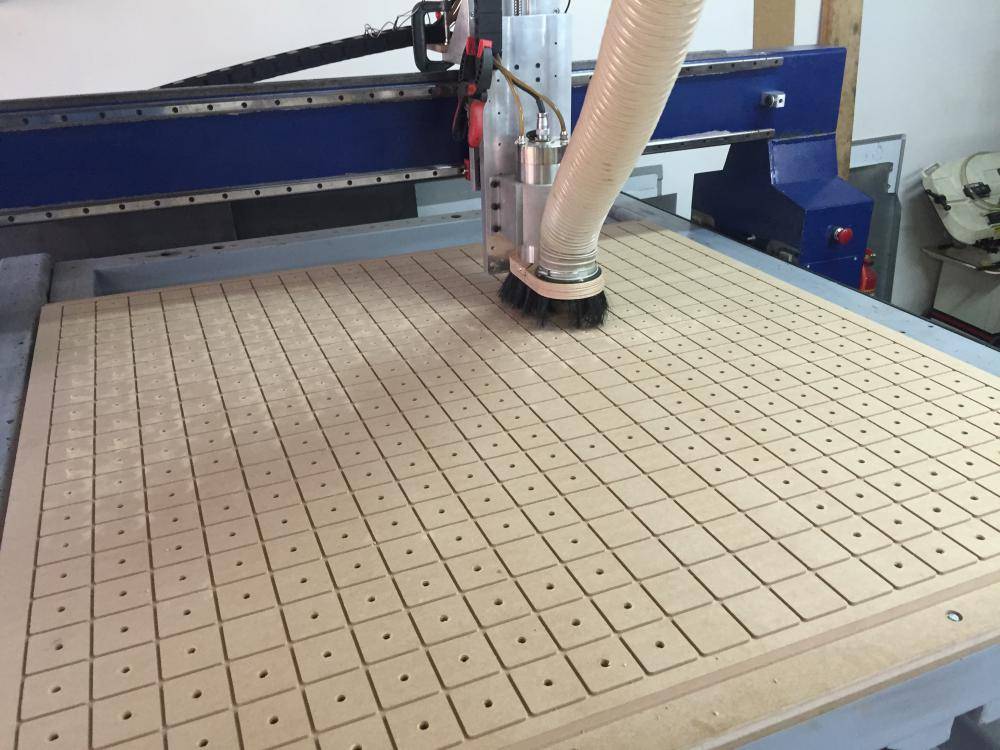
Создание рабочей поверхности и короба
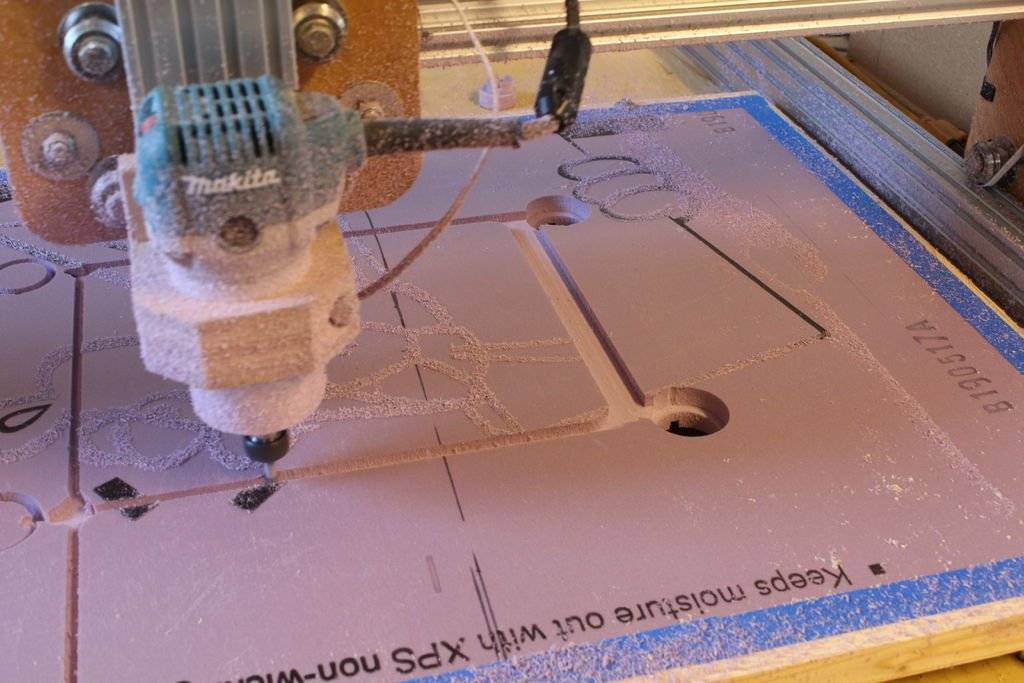
Рабочая поверхность стола должна быть предельно ровной, иначе обрабатываемые детали будут копировать неровности лежащей в основе плиты. После выравнивания на листе в шахматном порядке высверливаются отверстия. Тыльная сторона материала при этом предназначается для примыкания к насосу.
Надежность конструкции обеспечивается за счет установки перегородок. Они позволяют избежать деформации стола во время его эксплуатации.
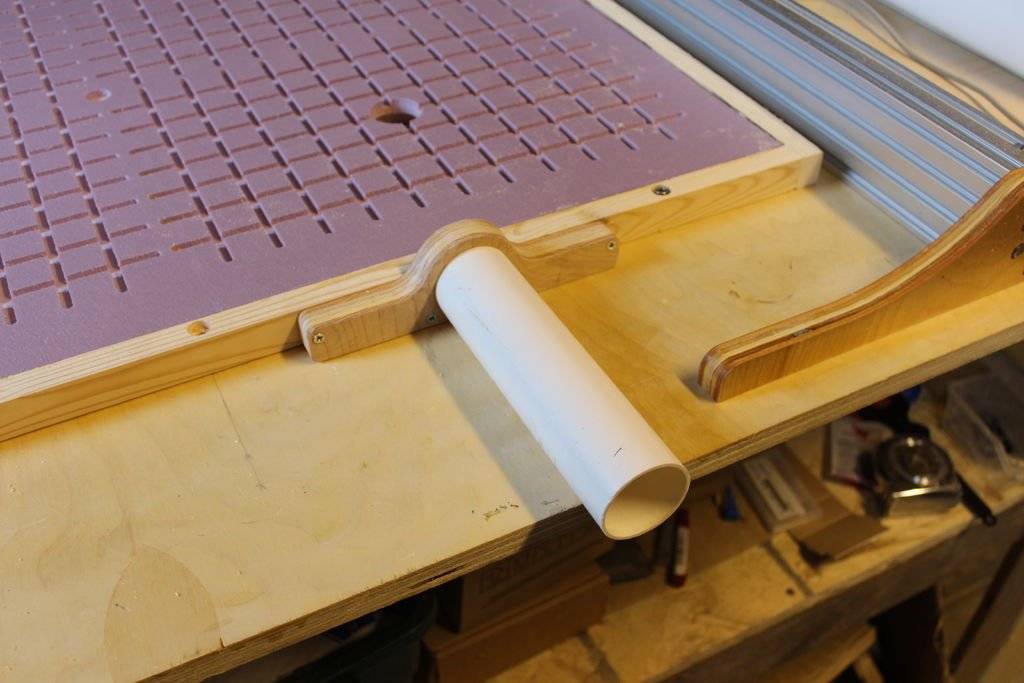
Следующий шаг – нарезка канавок в соответствии со схемой, выбранной ранее. Оптимальная глубина нарезки на начальном этапе – не более 2,8 мм. После нарезки в канавки закладывается уплотняющий шнур.
Далее идет этап изготовления трассы. Для ее создания потребуется пластиковая труба с диаметром от 2,5 до 3,2 см. Если рабочая поверхность сплошная – плита делается из двух частей, после чего стык надежно герметизируется. Трасса в таком случае подается с торцевой стороны.
Для каждой из зон устанавливается собственный шаровой вентиль, который обеспечивает автономную работу отдельных секторов.
После того как сборка трассы завершена, наступает этап сверления отверстий. Чаще всего высверливаются:
- 1 отверстие на стыке канавок (для обеспечения вакуума);
- в центре квадратов для крепления к штатному столу;
- дополнительные отверстия для фиксации заготовок с торцов.

Коробка
При изготовлении коробки повышенное внимание уделяется определению ее высоты. Это обусловлено тем, что заготовка вакуумного стола предназначается для станков с ЧПУ
Из металлических или деревянных частей создается устойчивая конструкция, на которой будет крепиться рабочая поверхность. Над рабочей зоной при этом устанавливается нагревательный элемент.
При сборке крайне нежелательно использовать подвижные соединения или недолговечные материалы.
Нагревательный элемент
В качестве нагревательного элемента при самостоятельной сборке вакуумного стола лучше всего себя зарекомендовала нихромовая нить, но высокая стоимость не сделала ее популярной в массах. Именно поэтому при самостоятельной сборке пользователи чаще всего применяют галогеновые лампы.
В металлическом листе просверливаются три отверстия, в них крепятся нагревательные элементы и монтируется электрическая часть. Лампы при этом необходимо соединять параллельно друг другу. Соединение обеспечивается спайкой медных проводов. Конструкция световой панели также должна предусматривать возможность ее разбора.
Вакуумный насос
Наиболее важный конструктивный элемент, который обеспечивает создание разреженной среды и надежную фиксацию деталей. Предпочтение при выборе стоит отдавать специализированным генераторам вакуума с манометрами. Если специализированный насос не может быть установлен – возможно использование вакуумных вентиляторов, несмотря на их менее высокую мощность. Если конструкция стола слишком сложна – манометр и регулятор нагрева устанавливаются в управляющий блок.
Блок управления
Электронная составляющая вакуумного стола необходима для того, чтобы обеспечивать эффективную регулировку нагрева рабочей поверхности и наиболее стабильную фиксацию деталей. Для работы потребуется:
- микроконтроллер с дисплеем;
- реле для управляющих блоков;
- датчики температуры и давления.
В минимальной комплектации требуются 2 реле (для включения и выключения насоса, а также контроля над нагреванием панели) и по одному датчику.
Если планируется создание автономно работающих секций – потребуется большее количество реле и более производительный контроллер.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
Нужен ли вакуумный стол для фрезерного станка с ЧПУ?
Фрезерные станки с ЧПУ являются «классическими» представителями оборудования для контактной механической обработки заготовок резанием. При помощи фрезерных станков с ЧПУ производится огромное количество различных изделий – из дерева, металла, пластика, камня, стекла. Благодаря специальным техническим решениям (высокая жёсткость станины, применение лёгких сплавов для подвижного инструментального портала, использование высококачественных подшипников скольжения и т.п.) фрезерные станки с ЧПУ могут поддерживать высокий темп обработки. А применение программного управления, с одной стороны обеспечивает высокое качество и точность обработки, а с другой стороны – делает фрезерный станок универсальным, легко переналаживаемым оборудованием.
Универсальность фрезерного оборудования предполагает не только наличие возможности обрабатывать заготовки из разного материала, но и обеспечивать лёгкую смену режущего инструмента, а также быстрое и надёжное крепление заготовки на рабочем столе
Последнее качество очень важно – как обеспечивающее сам принцип фрезерования
Механическое крепление заготовок
Современные фрезерные станки с ЧПУ имеют консольную конструкцию – заготовка располагается на рабочем столе, а сверху подводится фреза, закреплённая во вращающемся патроне шпинделя. Шпиндель крепиться на скользящем инструментальном портале, чем обеспечивается перемещение фрезы относительно поверхности заготовки. Горизонтальная плоскость рабочего стола служит опорой для заготовки. А её крепление может осуществляться струбцинами при помощи стандартных болтов, вставляемых в Т-образные пазы, которыми снабжён рабочий стол.



Недостатки подобной схемы очевидны. Во-первых, заготовка может иметь сложную геометрию и не всегда можно равномерно расположить струбцины «по краям» для надёжного закрепления. Во-вторых, механический прижим и значительное усилие затяжки струбцин (которое требуется для компенсации высокого крутящего момента фрезы – особенно для станков с мощным шпинделем) может повредить поверхность заготовки. Что совершенно недопустимо при обработке стеклянных или тонких композитных панелей.
И в-третьих, механическим креплением не всегда удаётся создать надёжный прижим. К примеру, при обработке тонких металлических пластин большой площади, при касании фрезой участка достаточно удалённого от крепёжной струбцины, заготовка может прогибаться, «играть», нарушая точность обработки. В таком случае для надёжного закрепления требуется как можно больше струбцин – буквально «в каждой точке». На практике осуществить это механическим способом практически невозможно.
Вакуумное крепление заготовок
В ряде случаев (при обработке тонких стеклянных, композитных или металлических панелей большой площади) вакуумный стол является единственным средством надёжного крепления заготовок. Практически все производители либо серийно комплектуют вакуумным столом свои модели фрезерных станков с ЧПУ, либо допускают его установку в качестве дополнительного оборудования (как собственного производства, так и стороннего выпуска).
Плюсы и минусы вакуумного прижима
Каждый, кто задумывался о приобретении вакуумного стола, задавался вопросом: стоит ли переплачивать за дорогую систему? Оправдает ли она затраты в условиях конкретного производства? Какие функции системы будут полезными, а какие окажутся «балластным довеском»?
По удобству и надёжности крепления плоских заготовок вакуумный стол практически не имеет альтернатив. Однако при работе с некоторыми «пористыми» материалами (плиты из МДФ, дерева, ДСП) очень трудно создать нужное разрежение и надёжно прижать заготовку, ведь воздух «просачивается» сквозь саму плиту! Кроме того, вакуумный стол может быть несовместим с рядом дополнительных систем (например, СОЖ). Поскольку обработка некоторых материалов (особенно металлов) без СОЖ является крайне низкопроизводительной, вакуумным прижимом приходится жертвовать.
Правила эксплуатации
Фрезерный станок, даже если речь идет о варианте с ЧПУ, является опасным оборудованием. Поэтому:
- перед эксплуатацией проверяется стабильность конструктивных узлов, уровень смазки и электрическое оборудование;
- пропускается как минимум 5 холостых ходов;
- проверяется отдельно упругость крепления заготовки на шпинделе;
- даже при автоматическом управлении устройство под наблюдением;
- регулярно проводится осмотр;
- работают в защитной одежде, если это требуется, защищаются руки и глаза.
При выборе станка в первую очередь смотрят функциональность оборудования, насколько эффективность устройства сочетается с флангом выполняемых на производстве или дома работ. Не переплачивайте за дорогие модели с массой функций, если не знаете, понадобятся ли они.





