Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
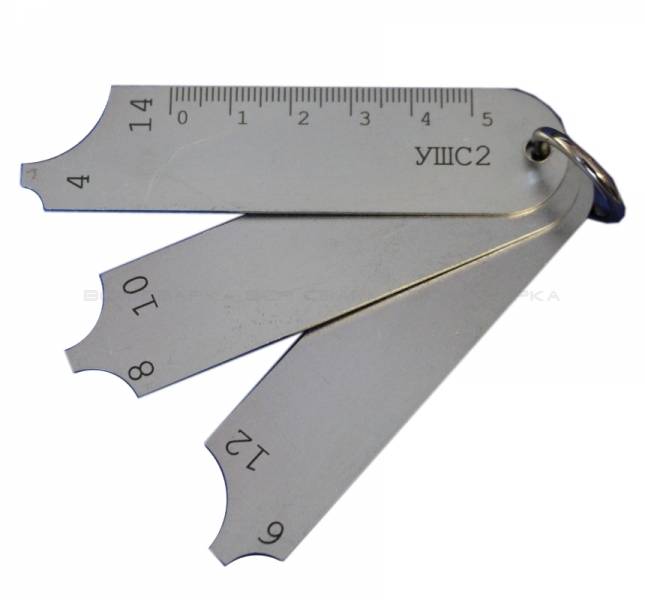
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
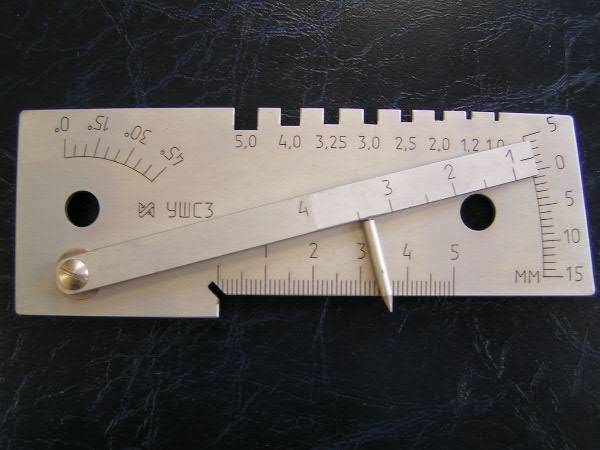
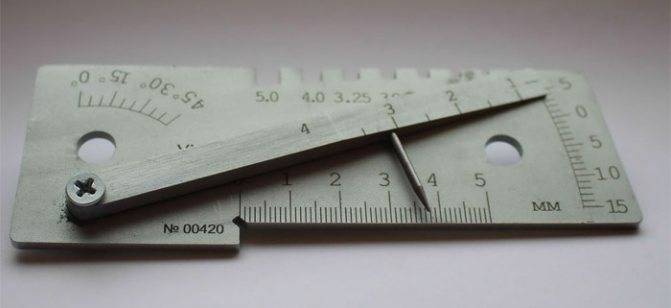
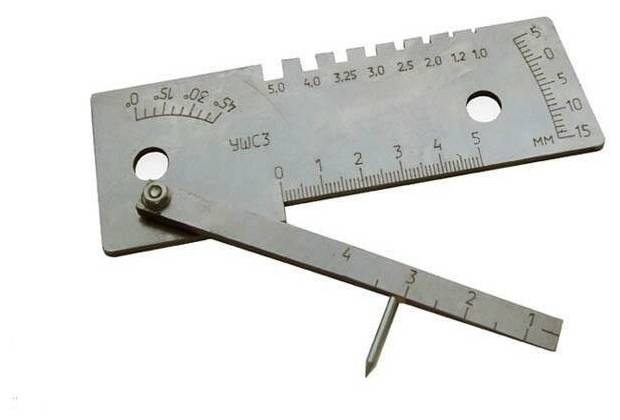
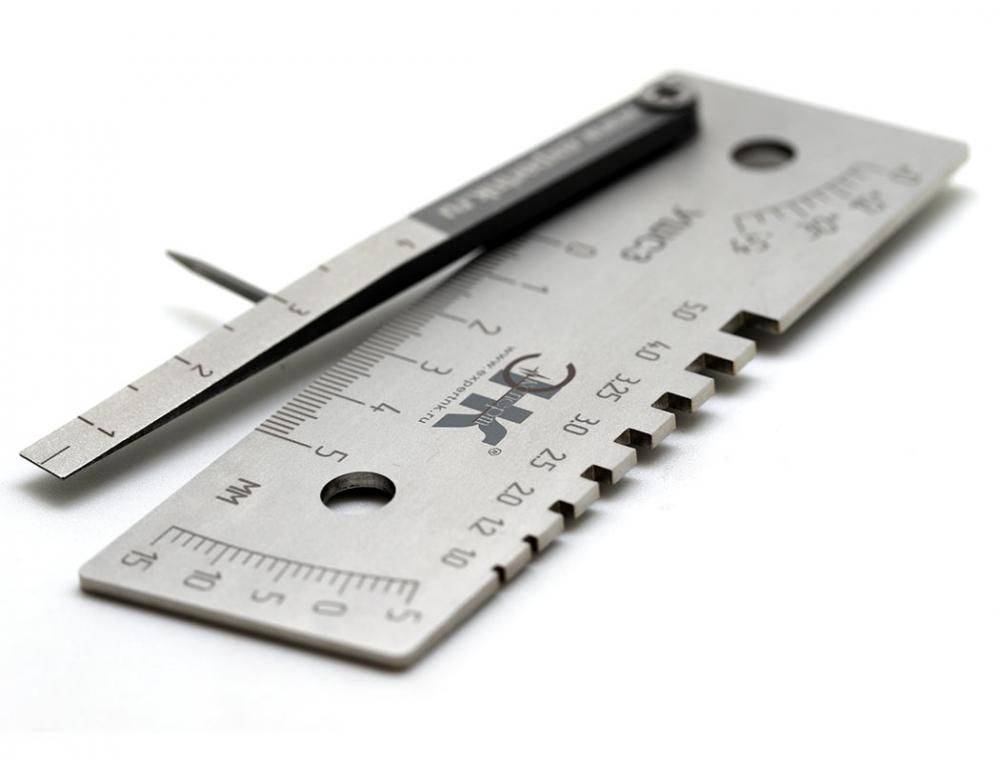
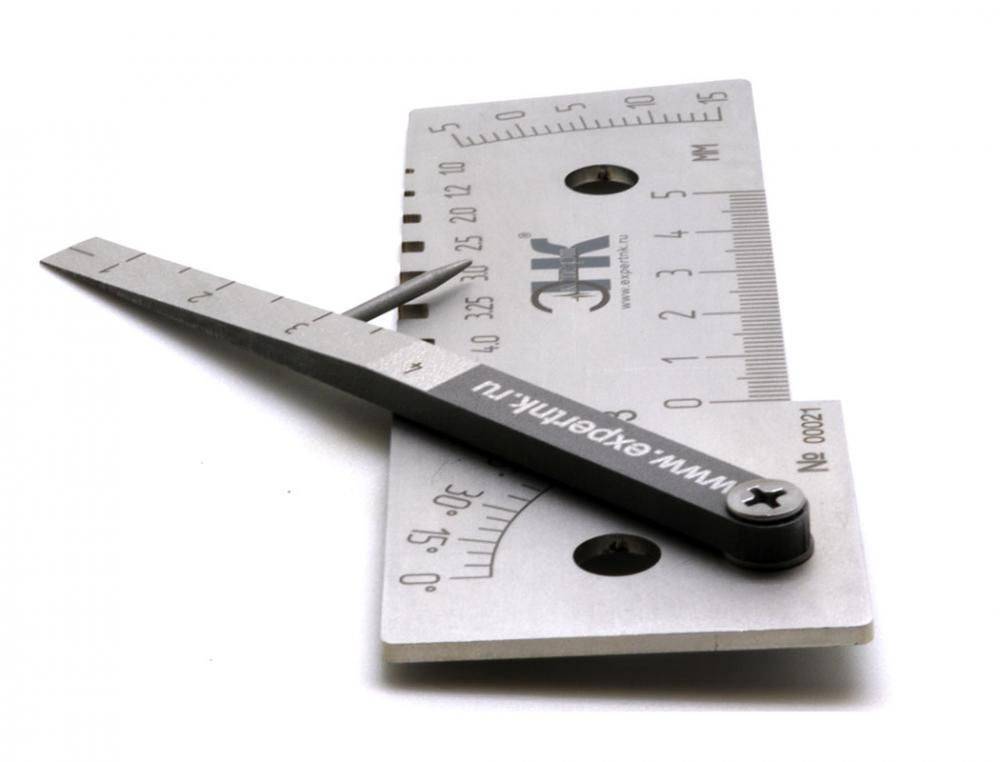
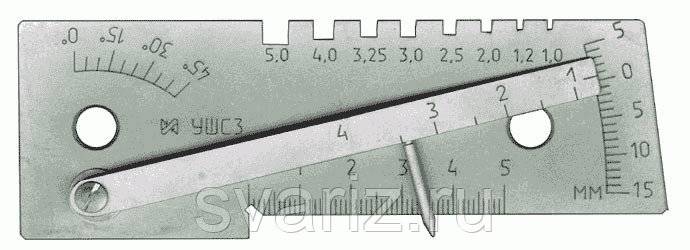
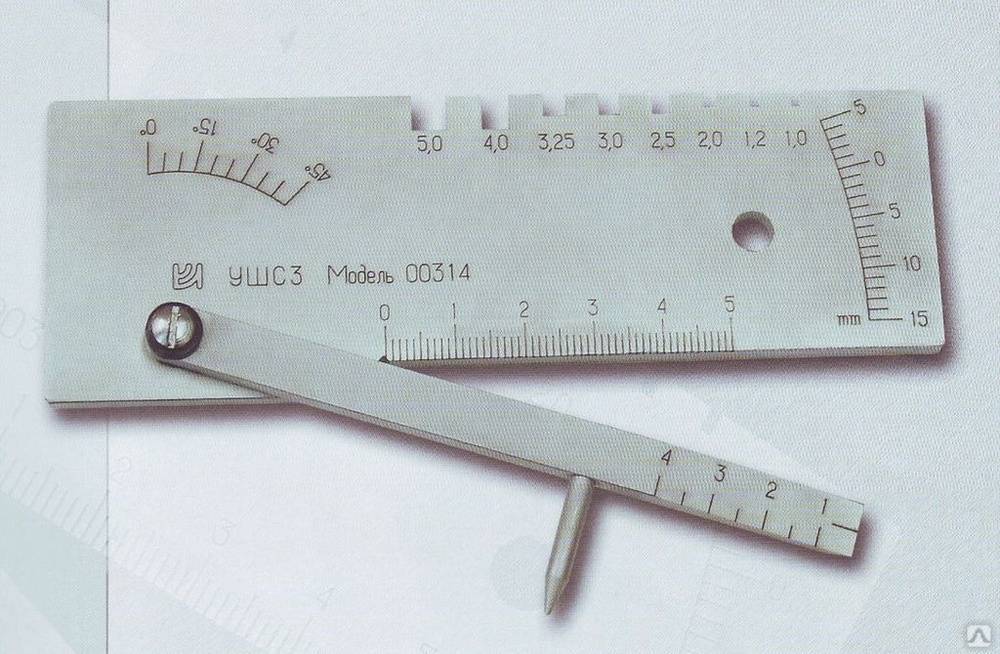
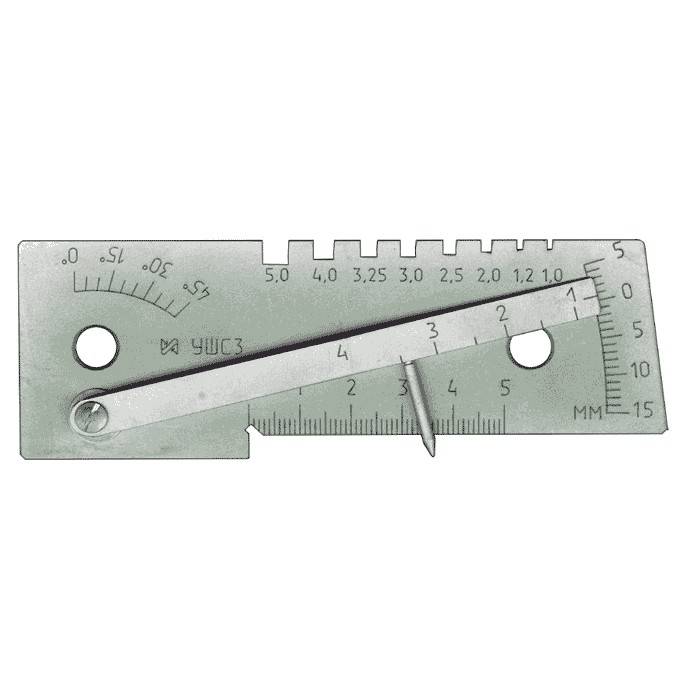
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
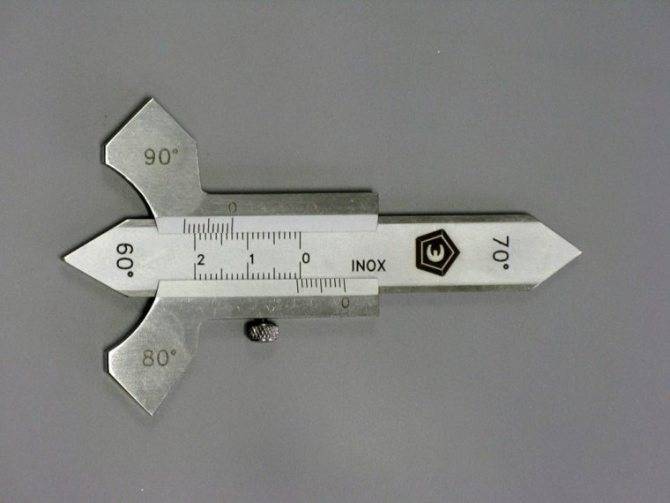
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Очень важно уметь правильно пользоваться измерительным инструментом, чтобы не получить искажённые данные, влияющие на расчёт прочности соединения. Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом
Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала
Как пользоваться шаблоном сварщика?
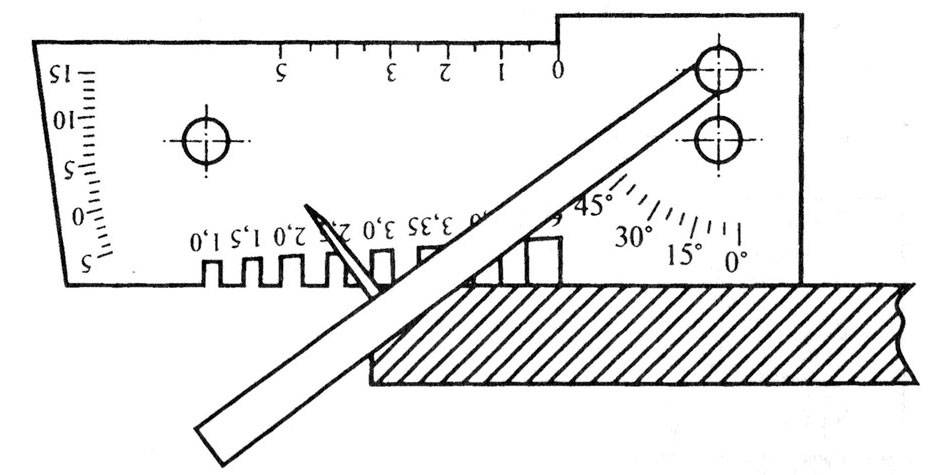
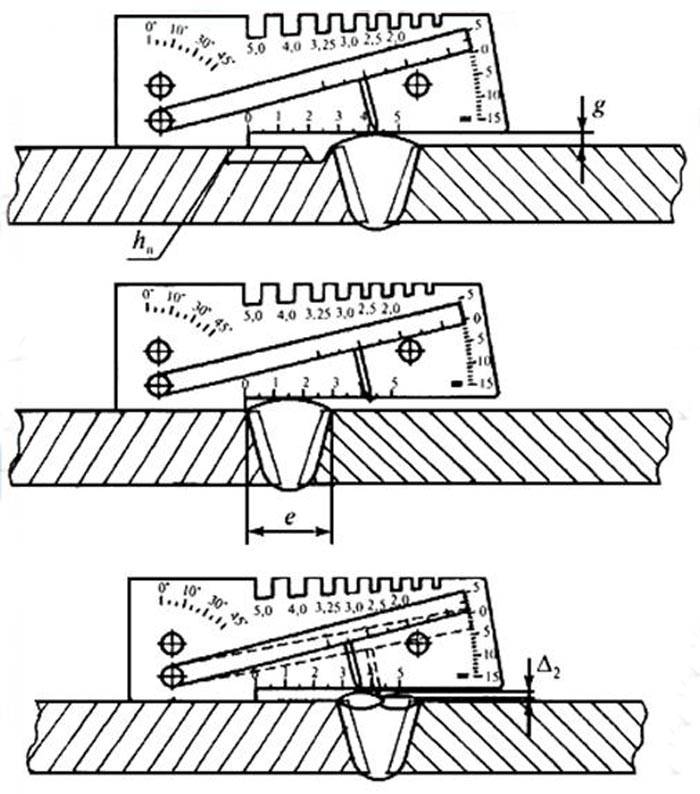
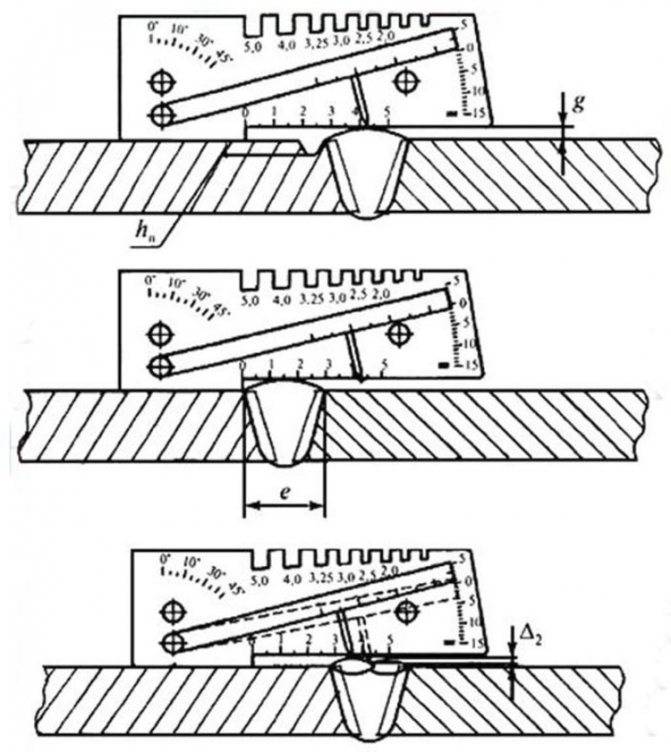
Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис. 2), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е.
Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности.
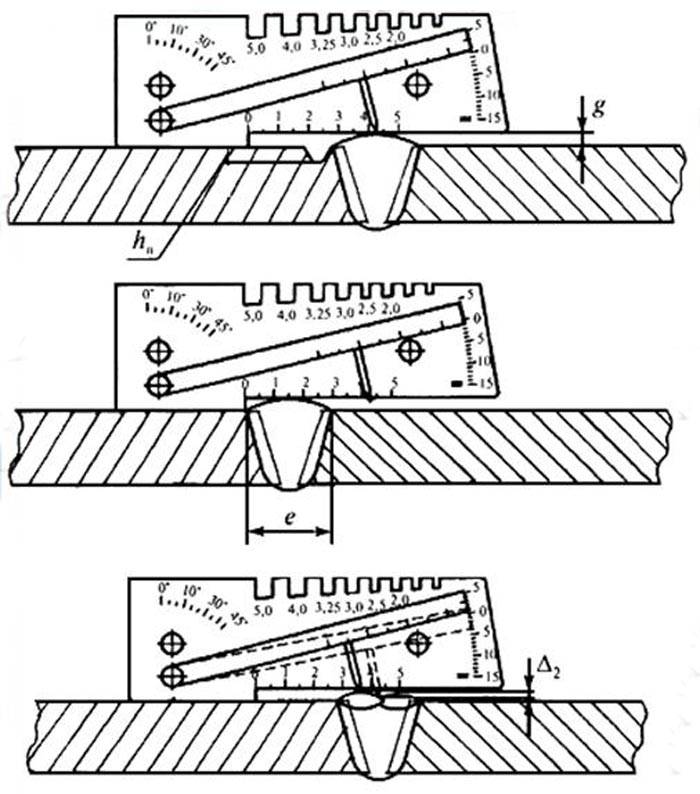
Рисунок 2 – Измерения с применением установочной плоскости А инструмента
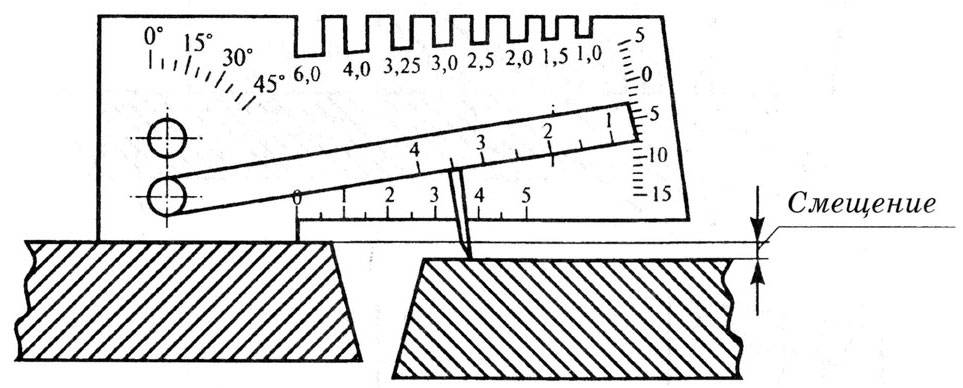
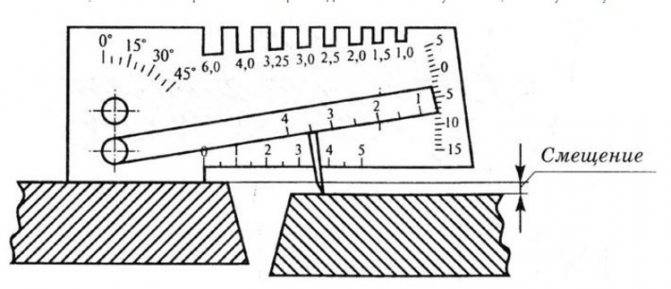
Определение абсолютного смещения скосов или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г.
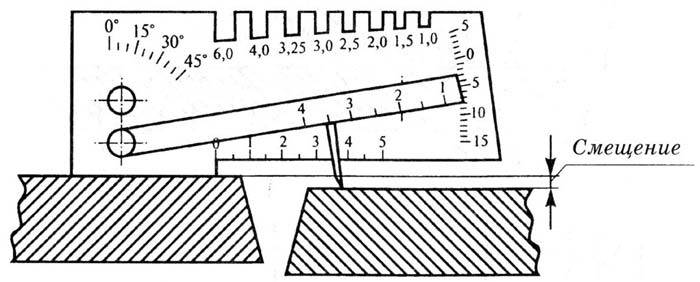
Рисунок 3 – Измерение смещений свариваемых деталей
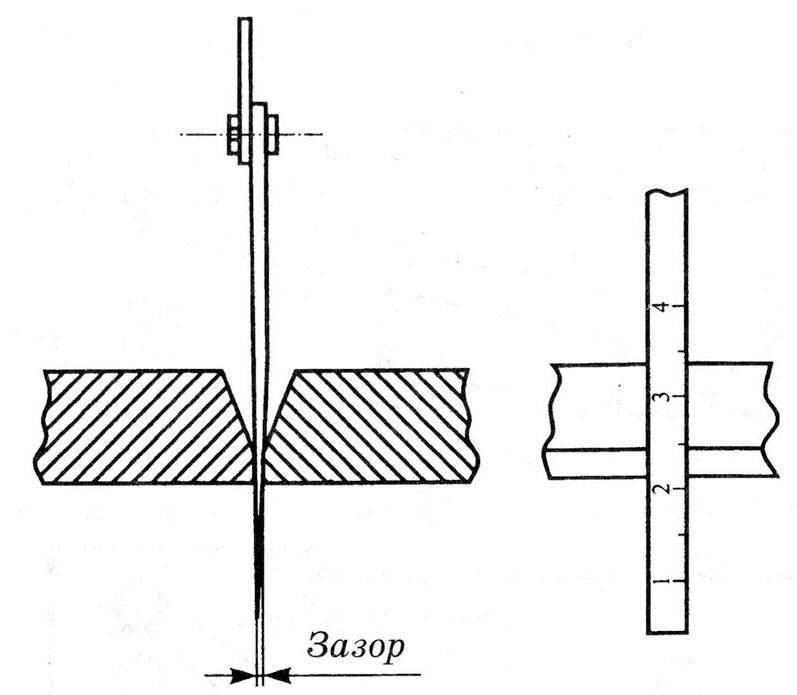
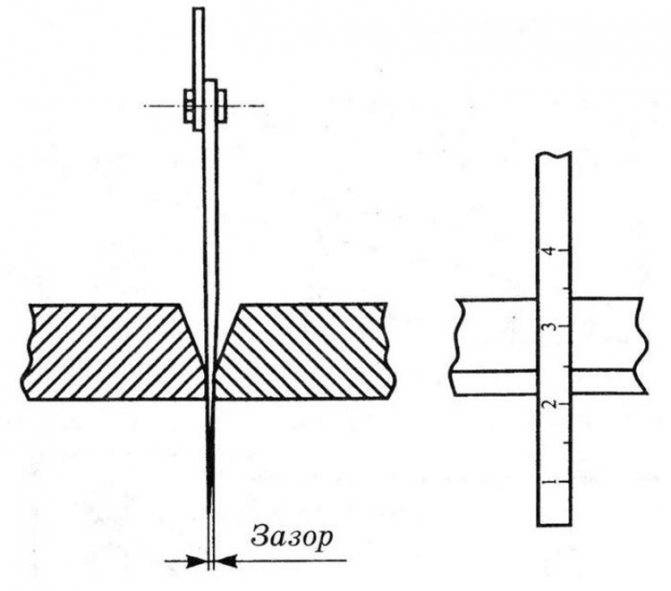
Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей.
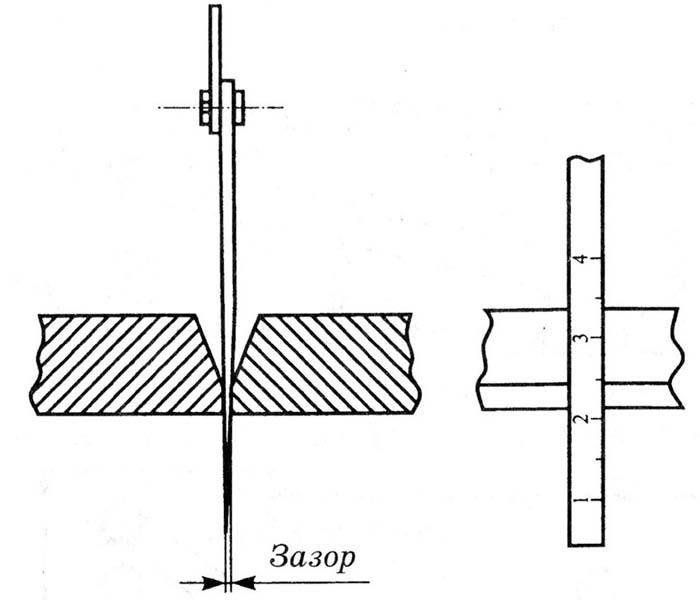
Рисунок 4 – Измерение величины зазора между соединяемыми изделиями
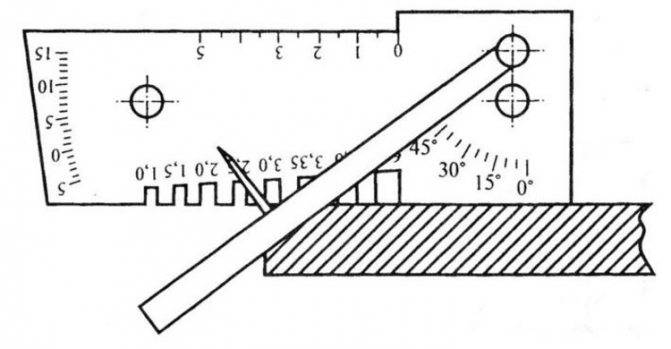
Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис. 5). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д.
Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки.
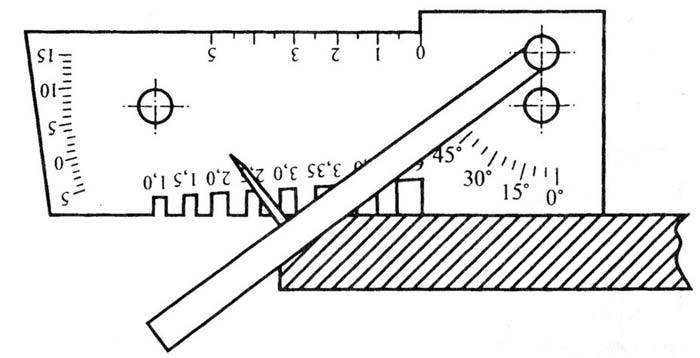
Рисунок 5 – Измерение углов скоса сварочных кромок
После использования ушс-3 необходимо обезжирить и протереть мягкой фланелью.
Цена инструмента в комплекте составляет от 950…1000 руб. для изделий отечественного производства, до 1500…1600 руб. – для импортной продукции (производства КНР). Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.
Стеклодомкрат. Как безопасно работать со стеклом?
Бензопилы. Рейтинг лучших
Катетомер КМС-3-16
| Набор катетомеров сварщика КМС-3-16 предназначен для контроля катетов сварного шва при ручной электродуговой сварке. КМС-3-16 удобно использовать вместе с шаблоном УШС-4. Пара этих шаблонов обеспечивает контроль всех основных параметров сварных швов и заготовок. Калибровка катетомера проводится собственной метрологической службой по методике МК 12.2017. Данный шаблон сертификацию в системе ГОСТ Р Росстандарта РФ. Технические характеристики:
Собственное производство. Комплект поставки: набор катетомеров КМС-3-16 с чехлом, паспорт, МС НТЦ «Эксперт» (по заявке). Видео Использование шаблонов сварщика Подпишитесь на наш канал YouTube |
Функции, диапазоны измерения и погрешности шаблонов сварщика российского и зарубежного производства
| Контролируемый параметр | УШС-2 | УШС-3 | УШС-4 | WG-01 | WG-1 | WG-2 | BRIDGE CAM | HI-LO | SINGLE HI-LO | V WAC | FILLET WELD GAUGE | AWS WELD GAUGE | SKEW-T WELD GAGE | Ушерова- Маршака | Катетомер КМС 3-16 | Красовского УШК-1 | |||||||||||||||
| Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. |
| Угол разделки кромки | 0-45° | ±2,5° | 0-45° | ±2,5° | 90- 155° | ±30’ | 90- 150° | ±2,5° | 80- 160° | ±2,5° | 0-60° | ±2,5° | 37.5° | ±2,5° | |||||||||||||||||
| Измерение толщины стенки труб и заготовок | 0-45 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Измерение внутренней несоостности | 0-30 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||||||||||
| Смещение кромок | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-13 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | |||||||||||||||||
| Размер зазоров | 1-4 мм | ±0,25 мм | 1-4 мм | ±0,25 мм | 0-3,5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||
| Измерение угла вертикальной заготовки | 30- 90° | ±2,5° | |||||||||||||||||||||||||||||
| Высота усиления стыкового шва | 0-5 мм | ±0,5 мм | 0-5 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-12 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-3 мм | ±0,2 мм | 0-10 мм | ±0,1 мм | 0-4 мм | ±0,5 мм | |||||||||
| Высота углового шва | 0-10 мм | ±0,5 мм | 0-11 мм | ±0,2 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-20 мм | ±0,2 мм | 0-20 мм | ±0,1 мм | 0-15 мм | ±0,5 мм | |||||||||||||||||
| Высота катета углового шва | 0-20 мм | ± 0,3 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||||||||||
| Измерение высоты катета углового шва > или ˂ 90° | 0-50 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Расчет нормативной высоты катета углового шва > или ˂ 90° | Комплект с линейкой сварщика | ||||||||||||||||||||||||||||||
| Радиус катетов | 4-14 мм | ±0,04 мм | 3-25 мм | ±0,02- 0,04 мм | |||||||||||||||||||||||||||
| Размер катетов | 3-25 мм | ±0,02- 0,04 мм | 3-12 мм | ±0,3 мм | |||||||||||||||||||||||||||
| Притупление и ширина кромки шва | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-40 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | 0-50 мм | ±0,2 мм | 0-60 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||
| Подрезы, западания, глубина вогнутости | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-7 мм | ±0,1 мм | 0-8 мм | ±0,1 мм | 0-2 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-10 мм | ±0,1 мм |
Катетомер КМС-3-16 в наличии на складе. Заказать доставку шаблонов можно до двери либо до терминалов транспортной компании в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Как повысить разряд сварщика
С ростом профессиональных навыков рано или поздно стает вопрос повышения разряда, к примеру, с 3 на 4. Что нужно предпринять в этом случае? Если работник трудится на производственном предприятии, то все достаточно просто. В организации есть квалификационная комиссия, которая вправе устроить испытания и принять соответствующее решение. После обращения сотрудника комиссия назначает день проведения экзамена. В случае успешной сдачи разряд сварщика будет повышен, а на руки выдано свидетельство установленного образца.
Сотрудники небольших организаций и производственных предприятий лишены такой возможности. Им необходимо обратиться в цент повышения квалификации
Важно предварительно выяснить, какой документ выдает учреждение: о повышении разряда или о прохождении определенных курсов. Второй документ не имеет никакой практической ценности, поскольку лишь подтверждает, что человек учился с такого-то периода по такое-то время
Поэтому нужно внимательно выбирать центр повышения квалификации и останавливать выбор на том, который имеет право присваивать более высокую квалификацию.
Документы об успешной сдаче экзаменов нужно предъявить непосредственному руководителю, в отдел кадров и бухгалтерию организации, где работает сварщик. Свидетельство послужит основанием для повышения заработной платы и допуску к выполнению более сложных работ.






Назначение
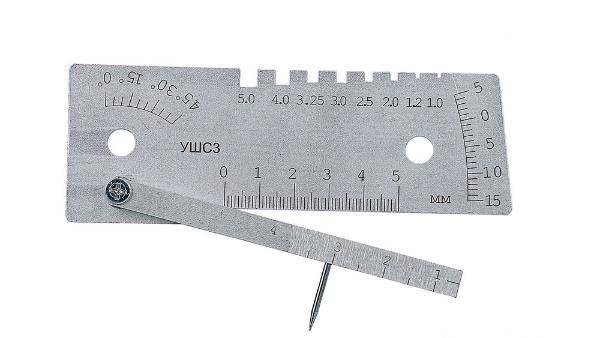
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.
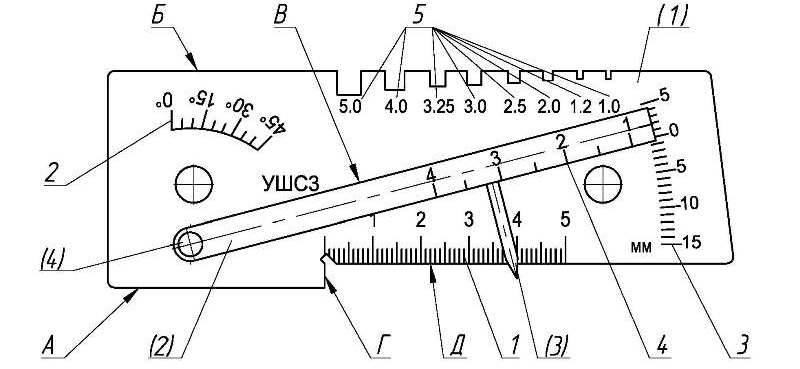
Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
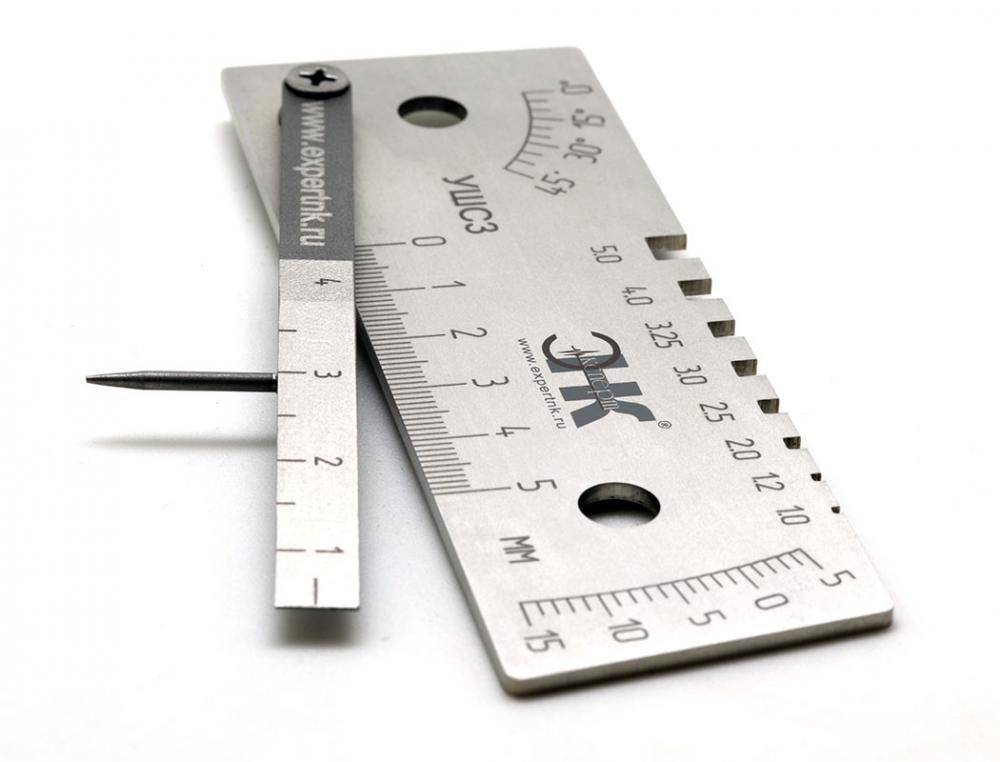
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Категории сварщиков
Квалификация определяется в зависимости от умения специалиста работать с определенным набором сварочных технологий:
- точечная сварка предполагает соединение металлов без использования электродов. Простые манипуляции, не требующие длительного обучения;
- сварщики, работающие с установками диффузно-сварочного типа. Соединение характеризуется увеличенными прочностными характеристиками шва;
- навыки работы с электронно-лучевой аппаратурой. Сварочные работы выполняются в вакууме. Технология востребована для соединения деталей, выполненных из различных металлических сплавов;
- работник, умеющий обращаться с термитной сваркой. Манипуляции выполняются на специальных сварочных прессах. Детали помещаются в формы, которые нагреваются;
- управление газосварочными процессами. В этом случае специалиста принято называть газосварщиком. Он может и резать металлы, вооружившись соответствующими приспособлениями – резаками;
- последнюю категорию составляют электросварщики. Они востребованы в производстве, сфере обслуживания и в других областях хозяйствования.
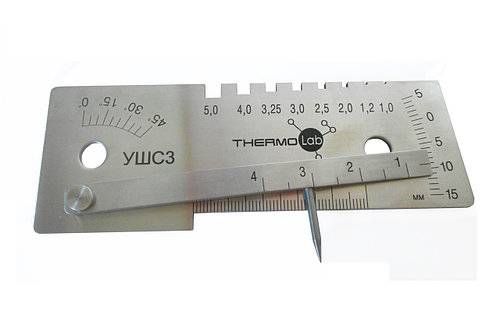
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Универсальный шаблон сварщика УШС-3 всегда располагают перпендикулярно поверхности детали, торцевым краем.
Универсальный шаблон сварщика необходим:
Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
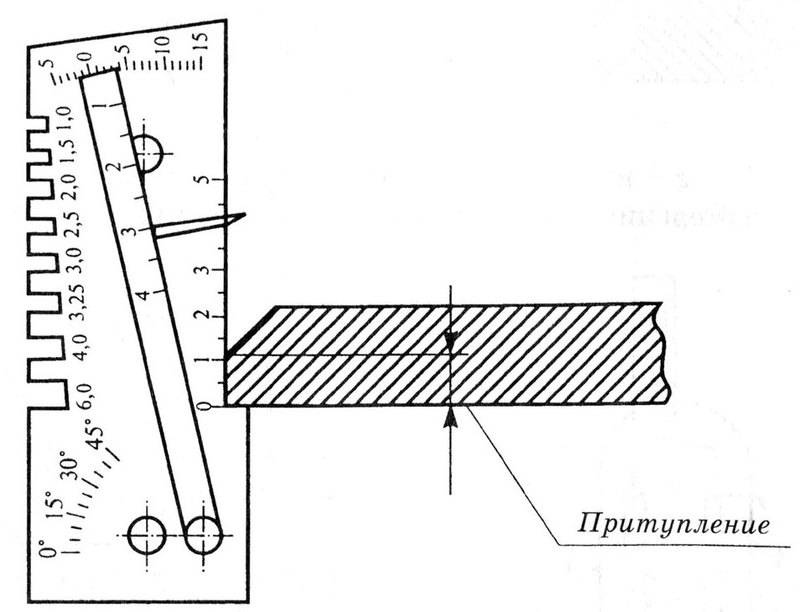
Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
- Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика.
- Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Инструмент всегда располагают перпендикулярно поверхности детали, торцевым краем. После измерений УШС протирают чистой фланелью.
Новости компании
06.04.2020г. Дорогие заказчики, мы продолжаем работать и принимать заказы! На время ограничений, связанных с коронавирусом, мы осуществили комплекс мер в соответствии с указом президента и постановлением правительства. В настоящее время мы принимаем новые заказы, а так же выполняем взятые на себя обязательства по старым заказам . Наши сотрудники, как и прежде, на связи с вами по телефону или по электронной почте. На период указанных ограничений отгрузки осуществляются один раз в неделю (через ТК Деловые линии).
20.01.2014г. ООО “НПП Индентор” присвоено звание “Лидер России-2013”
15.01.2014г. на сайте размещена техническая документация по шероховатости поверхности
18.02.2011г. на сайте доступен для скачивания прайс-лист на образцы шероховатости:
Технические характеристики
Таблица 1 – Метрологические характеристики
Значение
Наименование характеристики
УШС-3
УШС-4
УШС-3Т
УШС-4Т
Диапазон измерений
– измерительная шкала Б, мм
– измерительная шкала А, °
– измерительная шкала В, мм
– измерительная шкала Г (вогнутость), мм
– измерительная шкала Г (выпуклость), мм,
– контрольные пазы Д, мм
– измерительная шкала Е (только для модели УШС-4 и УШС-4Т), мм_
от 0 до 50 от 0 до 45 от 1 до 4 от 0 до 15 от 0 до 5 1,0; 1,2; 2,0; 2,5; 3,0; 3,25, 4,0; 5,0 от 0 до 12
Цена деления шкалы
– измерительная шкала Б, мм
1,0
5.0 0,5
1.0 1,0
1,0
– измерительная шкала А, °
– измерительная шкала В, мм
– измерительная шкала Г (вогнутость), мм
– измерительная шкала Г (выпуклость), мм,
– контрольные пазы Д, мм
– измерительная шкала Е (только для модели УШС-4 и УШС-4Т), мм_
Пределы допускаемой абсолютной погрешности | ||
измерений | ||
– измерительная шкала Б, мм | ||
в диапазоне от 0 до 10 включ. | ±0,15 | ±0,10 |
в диапазоне от св.10 до 50 | ±0,15 | ±0,15 |
– измерительная шкала А, ° | ±2,00 | ±1,50 |
– измерительная шкала В, мм | ±0,20 | ±0,10 |
– измерительная шкала Г (вогнутость), мм | ||
в диапазоне от 0 до 10 включ. | ±0,20 | ±0,10 |
в диапазоне св.10 до 15 | ±0,20 | ±0,20 |
– измерительная шкала Г (выпуклость), мм, | ±0,20 | ±0,10 |
– измерительная шкала Е (только для модели | ±0,20 | ±0,10 |
УШС-4 и УШС-4Т), мм | ||
Пределы допускаемого отклонения от номиналь | ±0,10 | ±0,10 |
ного значения контрольных пазов Д, мм |
Таблица 2 – Основные технические характеристики
Наименование характеристики | Значение |
Габаритные размеры, мм, не более | |
УШС-3, УШС-3Т | |
– ширина | 130 |
– высота | 47 |
– глубина | 11 |
УШС-4, УШС-4Т | |
– ширина | 135 |
– высота | 47 |
– глубина | 27 |
Масса, г, не более | |
– УШС-3, УШС-3Т | 160 |
– УШС-4, УШС-4Т | 250 |
Условия эксплуатации – температура окружающей среды, °С – относительная влажность воздуха, %, не более | от -40 до +45 80 |
Шаблон сварщика УШС-3
Цена: 1300 руб. с НДС
Область применения:
Универсальные шаблоны сварщика УШС-3 используются при выполнении сварочных работ для измерений контролируемых параметров труб (трубопроводов), контроля состояния стыков соединений торцов труб (трубопроводов) и для контроля качества сварного шва. Так же УШС-3 рекомендуется к использованию для контроля элементов разделки под сварной шов перед их сваркой, контроля электродов и элементов сварного шва.






Шаблоны могут быть использованы любыми предприятиями и в организациями, проводящих сварочные работы.
УШС-3 незаменим для обучения будущих специалистов в сварочных учебных центрах. Также он входит в обязательный список комплекта визуального контроля.
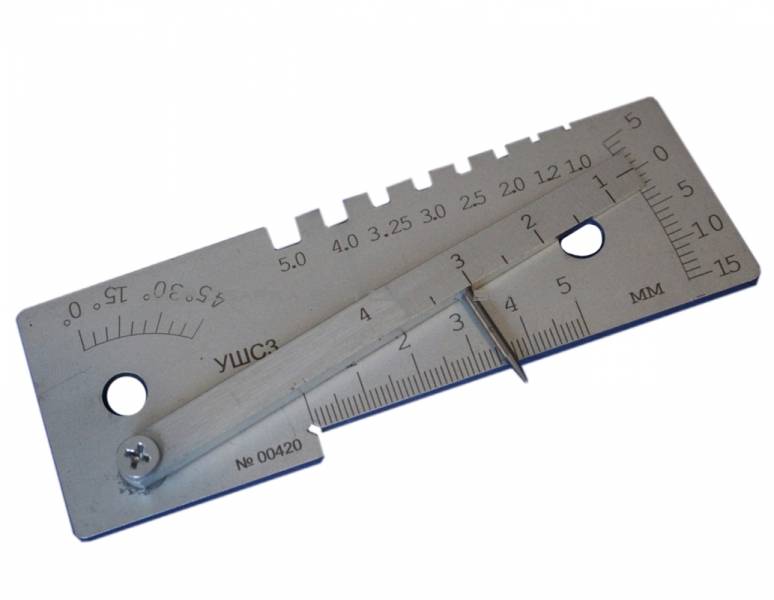
Общий вид УШС-3 представлен на рисунке 2: 1-основание; 2-движок; 3-указатель; 4-ось.
Комплект поставки:
универсальный шаблон сварщика УШС-3 – 1 штпаспорт – 1шт.футляр – 1 шт.
Технические характеристики шаблонов сварщика УШС-3:
- Диапазон измерения глубины дефектов (вмятин, забоин), глубины разделки шва до корневого слоя, превышения кромок, мм 0 – 15
- Диапазон измерения высоты усиления шва, мм 0 – 5
- Диапазон измерения величин притупления и ширины шва, мм 0 – 50
- Диапазон измерения величины зазора, мм 0.5 – 4
- Диапазон измерения углов скоса кромок, град. 0 – 45
- Номинальные значения диаметров электродов, измеряемых шаблоном, мм 1; 1.2; 2; 2.5; 3; 3.25; 4; 5
- Габаритные размеры, мм 130х50х16
- Масса, кг 0.18
Устройство и принцип работы:
На основании шаблона на оси установлена планка с неподвижно закрепленным на ней указателем. УШС-3 могут быть использованы как в помещениях, так и на открытом воздухе. После использования шаблона его необходимо промыть в бензине и протереть ветошью. Хранение шаблонов должно осуществляться в сухом чистом помещении, при температуре окружающей среды от -45о до +45оС. Если хранение осуществляется на протяжении более 24 месяцев со времени их консервации они должны вновь законсервированы в соответствии с требованиями ГОСт 9.014-78. Условия транспортирования шаблонов должны соответствовать требованиям ГОСТ 15150-69 группа 8. Допускается транспортировка упакованных шаблонов УШС-3 всеми видами открытого транспорта.
Рекомендации по применению:
- Установить шаблон поверхностью А на изделие
- Поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью
- Результат считывается напротив риски К по шкале Г
- Ввести движок 2 его клиновой частью в контролируемый зазор
- По шкале И, нанесенной на движке определить результат
- Используя как линейку шкалу Е произвести измерения
- Установить шаблон поверхностью Б на образующую изделия
- Поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью
- Считать результат по шкале Д против поверхности движка В
Отгрузка осуществляется в течение 5 рабочих дней после оплаты, или в течение 20-30 рабочих дней, в случае, если на момент заказа шаблонов нет в наличии и требуется их изготовление.
Производим доставку в регионы России и СНГ любым видом транспорта. При отправке через автотранспортную компанию доставка до терминала в г. Пенза производится бесплатно.
- Вы можете купить УШС-3 и уточнить наличие и сроки их изготовления, направив в наш адрес заявку по электронной почте на адрес Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра. или позвонив по следующим телефонам: (8412) 74-77-50, 99-15-40
- В так же можете направить нам заявку по факсу: (8412) 99-15-40.
- Для выставления счета на предоплату или заключения договора поставки просим Вас направлять реквизиты Вашего предприятия.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
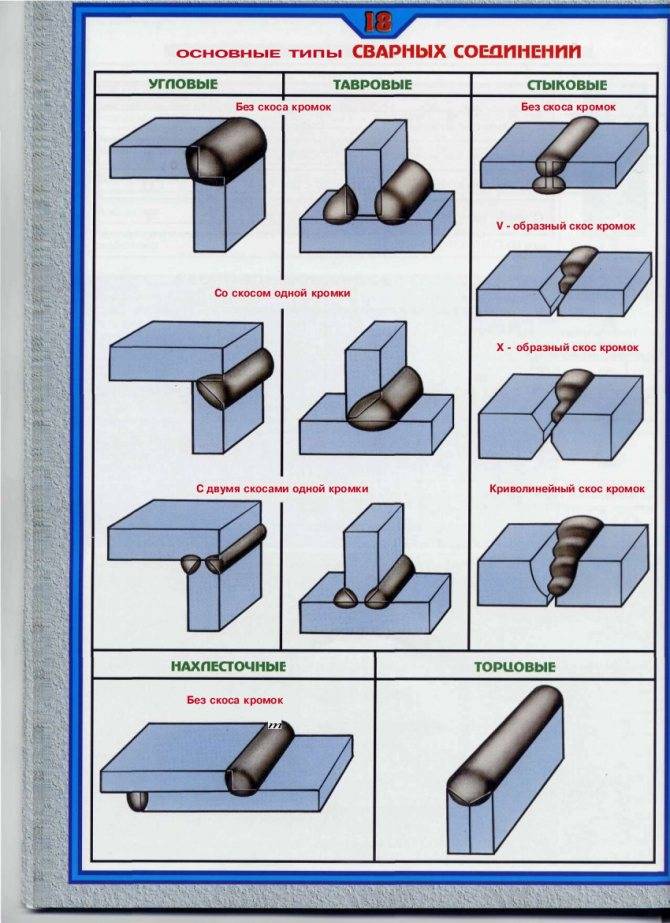
Основные типы сварных соединений
Типы сварных соединений и их основные параметры описаны в ГОСТ 5364-80 РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ. Основные типы, конструктивные элементы и размеры. Всего выделяют 5 типов сварных соединений:
- Стыковое
- Угловое
- Тавровое
- Нахлесточное
- Торцовое
Для каждого типа сварного соединения в стандарте регламентированы формы подготовленных кромок свариваемых деталей, а так же характер сварного шва. Угловые и тавровые соединения могут быть без скоса кромок, со скосом одной кромки или с двумя скосами кромки.
Стыковые швы могут так же не иметь скосов кромок или же иметь V-образный скос, X-образный скос кромок, либо криволинейный скос кромок.
Нахлесточные соединения выполняются без скоса кромок. Основные виды скосов кромок и виды сварных соединений смотрите на рисунке ниже.
Как использовать шаблон УШС-1
Это самый простейший шаблон, который только и может быть у сварщика. Изготавливался он для контроля катетов создаваемого шва. Состоит шаблон из трёх пластин.
Стоит ли говорить о том, что любая работа сварщика проходит многократный контроль. Наиболее распространёнными видами контроля являются: визуальный осмотр специалистом (для этого и нужны шаблоны, строго говоря), магнитографика, рентгеноскопия, ультразвук.
Все вышеозначенные методики, кроме первой, используются уже на финишном этапе, когда изделие проходит отдел технического контроля. Сварщик же контролирует создание шва во время работы и сразу по завершению.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм ).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.





Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
Поверка катетомера, шаблона сварщика (УШС)
Личные сведения и безопасность
Компания Тулбокс гарантирует, что никакая полученная от Вас информация никогда и ни при каких условиях не будет предоставлена третьим лицам, за исключением случаев, предусмотренных действующим законодательством Российской Федерации. В определенных обстоятельствах компания Тулбокс может попросить Вас зарегистрироваться и предоставить личные сведения. Предоставленная информация используется исключительно в служебных целях, а также для предоставления доступа к специальной информации.
Личные сведения можно изменить, обновить или удалить в любое время в разделе «Аккаунт» > «Профиль».
Чтобы обеспечить Вас информацией определенного рода, компания Тулбокс с Вашего явного согласия может присылать на указанный при регистрации адрес электронный почты информационные сообщения. В любой момент Вы можете изменить тематику такой рассылки или отказаться от нее.
Как и многие другие сайты, Тулбокс использует технологию cookie, которая может быть использована для продвижения нашего продукта и измерения эффективности рекламы. Кроме того, с помощь этой технологии Тулбокс настраивается на работу лично с Вами. В частности без этой технологии невозможна работа с авторизацией в панели управления.
Сведения на данном сайте имеют чисто информативный характер, в них могут быть внесены любые изменения без какого-либо предварительного уведомления.
Чтобы отказаться от дальнейших коммуникаций с нашей компанией, изменить или удалить свою личную информацию, напишите нам через форму обратной связи
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Инструмент допускается применять для производства сварочных работ с использованием электродов 1-5 м. Погрешность измеренных значений – ±0,1 мм для стержней сечением до 3 мм, ±0,12 мм для электродов размером до 3,25 мм, ±0,3 для элементов размером свыше 3,25 мм.
Нормативные документы
Исполнение инструмента соответствует «У» по ГОСТ 15150-69.
Требования к шаблонам устанавливаются по ТУ 26.51.33-001-01-2017.
Методика поверки УШС-3 устанавливается по РТ-МП-4939-445-2017.
При отсутствии необходимости в использовании шаблона, консервация его производится в соответствии с описанием ГОСТ 9014.
Дмитрий Смирнов. электрогазосварщик, стаж работы 15 лет: Производство сварочных работ для изготовления ответственных конструкций, работающих в условиях воздействия нагрузок изделий в цехах промышленных предприятий либо на открытом воздухе подразумевает выполнение контроля качества. Специально для этих целей и разработан шаблон УШС-3. Инструмент можно использовать для работы в домашних условиях. Тем более, что стоимость его относительно невысока, а выгоды от применения очевидны».
Принадлежности и инструмент сварщика при ручной дуговой сварке
Главная » Статьи » Профессионально о сварке » О сварочном оборудовании в деталях
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Щитки и шлемы
изготовляют в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа C темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением тока силой 13…900 А. Защита светофильтра от брызг металла обеспечивается покровными органическими стеклами, которые по мере повреждения заменяют новыми.
Электрододержатели
служат для закрепления электрода и подвода к нему тока при ручной дуговой сварке. В зависимости от способа закрепления различают вилочные, пассатижные, винтовые, пружинные, эксцентриковые и другие электрододержатели. Наибольшее распространение в практике получили пассатижные (рис. 6.3, а) и вилочные (рис. 6.3, б) электрододержатели, но последние в настоящее время промышленностью не выпускаются.
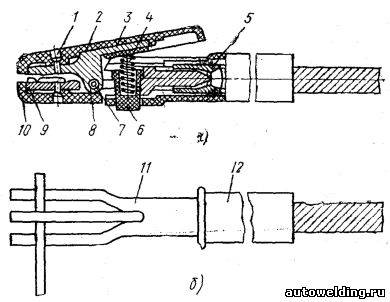
Рис. 6.3. Электрододержатели для ручной дуговой сварки: а — пассатижный (ЭД-3104У1), б — вилочный; 1 — вивт, 2, 10 — верхняя и нижняя накладки, 3 — рычаг, 4, 9 — пружины, 5 — гайка, б, 8 — втулки, 7 — ось, 11 — токопровод, 12 — рукоятка
Дополнительный инструмент сварщика
. Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные и с электроприводом. Остывший шлак с поверхности шва удаляют молотком-шлакоотделителем. Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Для клеймения швов, вырубки дефектных мест, удаления брызг я шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики пользуются надеваемыми через плечо брезентовыми сумками, в которых помещаются электроды.
Одежда сварщика
. В комплект одежды входят куртка, брюки и рукавицы. Куртка и брюки шьются из брезента, сукна или асбестовой ткани. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожогов брызгами металла. Рукавицы могут быть брезентовыми или спилковыми.
Сварочные провода
служат для подвода тока от источника питания к электрододержателю и заготовке. Используют гибкие многожильные изолированные провода ПРГДО и ПРГД. Сечение проводов для подвода тока от сети к источнику тока и от источника тока к изделию и электрододержателю выбирают в зависимости от мощности источника тока, длины проводов, напряжения и силы сварочного тока. Температура нагрева проводов не должна превышать 70°С.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992