

Виды дисков
Для работы с древесиной недостаточно приобрести хороший электрический инструмент с одним отрезным кругом. Этот повсеместно востребованный материал имеет множество сортов. И у каждого из них своя твердость и упругость.
К тому же в процессе работы возникают задачи различной сложности. И для их решения требуется индивидуальный подход. То есть, применение определенной насадки, подходящей для самой качественной обработки. Поэтому арсенал мастера должен быть укомплектован на все случаи жизни.
Пильный диск по дереву для циркулярки выпускается всего в двух видах. Монолитная конструкция полностью состоит либо из высокоуглеродистой стали, либо быстрорежущей. Недорогое изделие способно справиться с любой древесиной. А кроме этого может распиливать полимерные сплавы.
Хорошим достоинством литого диска является простота заточки. При этом ее можно делать многократно и самостоятельно. Из-за этого инструмент имеет очень большой ресурс работы.
Набор литых пильных дисковИсточник prom.st
Твердосплавная конструкция изготавливается из инструментальной стали. Но ее зубья сделаны из очень прочных сплавов, в которые добавляется карбид вольфрама. Такое решение позволяет распиливать не только самую капризную древесину, но и обрабатывать многие металлы.
Кроме этого конструкция с твердыми напайками имеет еще ряд достоинств по сравнению с монолитной:
- Разводка зубьев диску не требуется.
- Одна заточка резцов позволяет проработать время, при котором монолитный аналог будет несколько раз перетачиваться. Поэтому ресурс у твердосплавного диска в несколько раз больше.
- Проходит любой материал буквально с идеальным чистым резом и затрачивает на это меньше времени.
Но заточку твердосплавного диска для циркулярной пилы в домашних условиях не выполнить. Для это требуется специальное оборудование. Да и цена на такой инструмент очень высока. Правда эксперты утверждают, что диск успевает окупиться еще до перезаточки. И многие мастера не тратятся на нее, а сразу покупают новый отрезной круг.
Диск с твердосплавными резцамиИсточник s-bol.com
Помимо основных двух видов дисков для циркулярки, следует упомянуть о дисковых фрезах. Инструмент разрабатывался для обработки металла, но многие операции по древесине выполняются именно с его помощью. Например, фрезу применяют, когда нужно выбрать паз у деревянного изделия.
Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
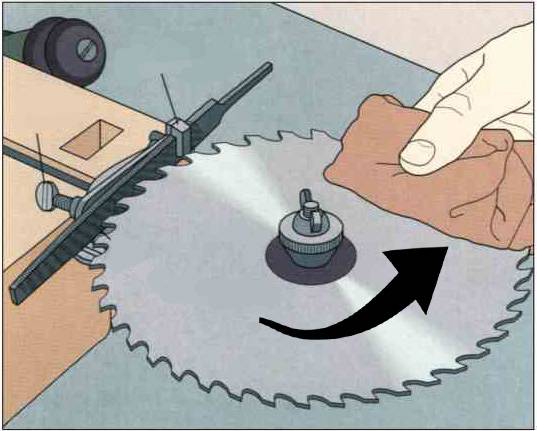
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.
Как станком заточить диск
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.
Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
Что можно резать
Использовать дисковые электрические пилы можно для продольного и поперечного распила древесины — как пиломатериалов (доски, вагонки, брусков), так и бруса и бревен. Но с бревнами работать может не ручная, а стационарная циркулярная пила. Из ручного инструмента скорее подойдет цепная пила.
Дисковые или циркулярные ручные пилы — один из самых универсальных инструментов
Единственные работы, которые нежелательно делать этим инструментом — резать металлочерепицу. Любой производитель обязательно указывает, что использование дисковых пил недопустимо, иначе материал снимают с гарантии. Дело в том, что при работе летит много раскаленных искр, которые выжигают лакокрасочный слой.
В результате уже через несколько месяцев на поверхности, в тех местах, где слой краски был выжжен, появляются множественные ржавые пятнышки. Ржа затем быстро распространяется по всему кровельному материалу. Потому ручные циркулярные пилы для раскроя металлочерепицы лучше не используйте. Для этой работы больше подойдут ножницы по металлу — ручные и электрические.
Сначала на доске отмечают линию распила. Если высокая точность ни к чему, отмечать можно карандашом, а резать прямо по линии. Если же необходимо совпадение до миллиметра, то черту проводят лезвием ножа, а резак пускают вдоль этой линии.
Затем доска закрепляется на козлах, прижимается коленом. Дисковая пила подводится к месту распила, расстояние до нее не менее 10 мм. Пилу продвигают к начерченной линии. Совместив зубцы чертой, включают электропилу и подводят ее к краю, плавно ведя вдоль. Ближе к концу распила, чуть замедлите продвижение, затем одним плавным рывком допилите оставшееся расстояние. Так можно избежать скола, который иногда возникает при поперечном распиле.
Как резать доску дисковой пилой поперек
Чтобы линия реза была идеально ровной можно использовать направляющие. Для этого подойдет большой угольник. Длинной стороной его упирают в край доски, к короткой стороне, ниже края, прижимают платформу пилы. Всю эту конструкцию двигают вдоль до тех пор, пока линия диска не совпадет с намеченной линией.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.










Маркировка
Чтобы свободно ориентироваться при выборе пильных дисков, прежде всего следует изучить значение маркировки. Сегодня покупателю доступны диски от производителей всего мира, но у разных производителей разный порядок маркировки, что поначалу может немного запутать потребителя.
На самом деле ничего сложного в разных маркировках нет, и на каждом диске и упаковке в обязательном порядке указаны все необходимые данные. Покупателю остается найти их и оценить.
Пример маркировки:
D200хd30х3, где
- D – внешний, «большой» диаметр, 200 мм,
- d – посадочный, «малый» диаметр, 30 мм,
- оставшаяся цифра 3 – толщина диска 3 мм.
Иногда вместо толщины диска указывается количество зубьев.
Пример таких маркировок:
- 205х24Тх20, где
- 205 – внешний диаметр (205 мм),
- 24Т – количество зубьев, (24 зуба),
- 20 – посадочный диаметр 20 мм.
Некоторые производители дополняют цифровые строки картинками. Например, после строки 335,64, 30/32 расположены картинки с пояснениями. Нарисован диск со стрелками, указывающими внешний диаметр и числом 335, зубья и цифра 64, внутренний диаметр с переходным кольцом, позволяющим использовать диск на валах с посадочным диаметром как 30 мм, так и 32 мм.
Может быть изображен вид инструмента, для которого диск предназначен – ручная или стационарная циркулярка.
Маркировка
Чтобы свободно ориентироваться при выборе пильных дисков, прежде всего следует изучить значение маркировки. Сегодня покупателю доступны диски от производителей всего мира, но у разных производителей разный порядок маркировки, что поначалу может немного запутать потребителя.
На самом деле ничего сложного в разных маркировках нет, и на каждом диске и упаковке в обязательном порядке указаны все необходимые данные. Покупателю остается найти их и оценить.
Пример маркировки:
D200хd30х3, где
- D – внешний, «большой» диаметр, 200 мм,
- d – посадочный, «малый» диаметр, 30 мм,
- оставшаяся цифра 3 – толщина диска 3 мм.
Иногда вместо толщины диска указывается количество зубьев.
Пример таких маркировок:
- 205х24Тх20, где
- 205 – внешний диаметр (205 мм),
- 24Т – количество зубьев, (24 зуба),
- 20 – посадочный диаметр 20 мм.
Некоторые производители дополняют цифровые строки картинками. Например, после строки 335,64, 30/32 расположены картинки с пояснениями. Нарисован диск со стрелками, указывающими внешний диаметр и числом 335, зубья и цифра 64, внутренний диаметр с переходным кольцом, позволяющим использовать диск на валах с посадочным диаметром как 30 мм, так и 32 мм.
Может быть изображен вид инструмента, для которого диск предназначен – ручная или стационарная циркулярка.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жалко испортить, чтобы набить руку.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).










Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Визуальный осмотр полотна
Для сравнения будут показаны несколько дисков, которые отличаются по внешнему виду.
Выбор дисков для проверки
Проверка плоскостности пильного диска
Металлической линейкой проверяют геометрическую ровность диска. Для этого линейку прикладывают между зубьями со стороны маркировки диска и смотрят просветы.
Проверка диска со стороны маркировки
Затем линейку
прикладывают с обратной стороны диска и тоже выявляют просветы.
Проверка диска с обратной стороны
Если диск ровный, то
металлическая линейка плотно ложится на полотно и просветов не будет.
Осмотр зубьев
Зубья диска имеют твердосплавную
напайку. Геометрия зубьев должна быть правильной. У некачественного диска зубья
идут вразнобой и имеют разные углы наклона. Это видно при внимательном
рассмотрении каждого зуба.
Осмотр состояния зубьев
Осмотр напаек
Высокотемпературной
пайкой к диску крепят режущие пластины. Напайки бывают разных геометрических
форм: скошенные, прямые, конические, трапециевидные. На диске все напайки
должны быть одинаковой величины и одной геометрической формы.
Осмотр напаек
Если сравнивать два
диска: дорогой брендовый и дешёвый китайский, то у брендового диска размер
напаек больше. Такой диск рассчитан на 10‒12 заточек, а диск с маленькими
напайками больше 5 раз заточить невозможно.
Сравнение напаек дисков
Качество распилов у выбранных
дисков одинаковое. Однако лучше иметь диск с большими напайками, который
выдерживает большие нагрузки и многократные заточки.
Проверка толщины полотна
Стальное полотно диска
бывает тонким или толстым. Его изготавливают лазерной порезкой. Для снижения
шума и вибраций на полотне диска делают компенсационные прорези. У качественных
дисков предусмотрены волнообразные расширения.
Если тонкий диск гнётся
под давлением рук, то толстый диск согнуть невозможно.
Проверка полотна под
давлением рук.
Толстыми дисками
пользуются, когда надо сделать ровный пропил мощной пилой. Для аккумуляторной
циркулярной пилы покупают тонкие и более дешёвые диски.
Проверка углов заточки зубьев
У зубьев много углов,
но основным считают передний угол наклона. Он бывает положительным или
отрицательным.
Углы заточки зубьев
От переднего угла диска
зависят возможности диска:
- продольный распил — 15‒25 градусов;
- поперечный распил — 5‒10 градусов;
- универсальное применение — 15 градусов.
Ламинированные
поверхности, пластик и алюминий распиливают дисками с отрицательным углом. Древесину распиливают дисками, имеющими положительный угол
заточки.
Диск с положительным углом заточки
Продольную распиловку
выполняют дисками, у которых угол заточки положительный и небольшое количество
зубьев. Если угол заточки 18‒25 градусов, то распиловка произойдёт быстро, но с
невысоким качеством.
Диск для продольной распиловки
Как правило, распилы древесины вдоль и поперёк производят универсальным вариантом пильного диска для циркулярной пилы, например, с углом заточки 15 градусов.
Универсальный диск
Выбор по количеству зубьев
Пильные диски различают
по количеству зубьев. Считают, что если зубьев от 10 до 40, то это малое
количество зубьев. От 40 до 80 — это средняя величина зубьев, а от 80 до 90 —
это большое количество зубьев.
Грубый пропил
получается диском с 16‒24 зубьями.
Диск с 16 зубьями.
Когда нужен гладкий
распил, то выбирают диск 36‒48 зубьев.
Диск с 48 зубьями
Оценка остроты зубьев
Опытные пользователи
всегда контролируют состояние зубьев. Диск с тупыми зубьями плохо пилит,
греется, на древесине остаются следы от распила.
Проверку проводят
пальцами. Когда диск острый, то зубья цепляют кожу и чувствуется лёгкое
покалывание. У тупого диска зубья гладкие.
Проверка диска пальцем
Оценка покрытия полотна
Чтобы к диску не
прилипали древесные смолы, и он не застревал в пропиле, полотно имеет гладкое
зеркальное покрытие. На нём не должно быть царапин.
Покрытие диска
Вывод
Не существует универсальных дисков. К выбору каждого пильного диска для циркулярной пилы необходимо подходить вдумчиво. Иногда дорогой, но качественный пильный диск купить выгоднее, чем более дешёвую и недолговечную модель.







По материалам мастер-класса от «Столярная мастерская Aquila Workshop» в обработке Виктора Прохорова
Еще статьи из раздела Станки:
Рубрика Технология
Еще статьи из раздела Обработка древесины
Заходите в группы и Одноклассниках
Особенности
В пильных дисков есть ряд главных характеристик, Которые помогают их различать.
А конкретно:
- Поперечник внешний;
- Поперечник внутренний;
- Число зубцов;
- Наклон зубцов;
- Форма зубцов;
- Толщина изделия.
Внешний поперечник, обычно, не является весомым показателем для скорости резки. Он отвечает за глубину пропила. Найти его можно по внутреннему поперечнику кожуха пилы. Большой круг (305-355 мм) не ставят на изделие с наименьшим поперечником кожуха. (Защиту, к слову, для безопасности снимать не рекомендуется.) В большинстве случаев для таковой пилы берут изделия с показателем от 130 до 250 мм.
Внутренний поперечник обязан иметь однообразное значение с размеров силового вала, на котором и закрепляется данное изделие. Если он будет больше, то при работе пилы неотцентрованный диск делает огромные вибрации, что приводит к сильному износу подшипников и самого вала, также поломки диска либо его зубьев. Не считая того, такое крепление является наигрубейшим нарушением регламента работы, и небезопасно для человека.
Скорость распиливания находится в зависимости от числа зубцов на диске прямо пропорционально. Не считая того, огромное их количество дает более ровненький и осторожный срез. Но есть и Значимый недочет такового подхода. это увеличенная нагрузка на движок пилящего инструмента. Встречаются диски:
- С огромным числом зубьев (от 80 до 90 шт.);
- Со средним х количеством (от 40 до 80 шт.);
- Малозубчатые (до 40 шт.).
Для проведения высококачественного распила очень важен и наклонный угол зубьев. Он фиксируется по отклонению режущей кромки зубца от радиуса пильного диска. Данный параметр может быть:
- Стандартным (угол меняется в спектре 5-15 градусов)
- Положительным (наклон в 15-20 градусов)
- Отрицательным (от 0 до минус 5 градусов).
И в конце концов, конфигурация зубца. Любая форма создана для определенной резки. Потому тут различают зубец:
- Тонкий. пилить в продольном направлении с высочайшей скоростью;
- Трапециевидные тонкий (чередование высочайшего в виде трапеции и низкого плоского зубцов). распиливает дерево, пластик и мягенькие виды металлов (алюминий)
- Сменный (зубцы имеют последовательный наклон на право и на лево). помогает распиливать древесную породу, ДСП и композиты чисто как вдоль, так и поперек;
- Комбинированный (один тонкий резец следует за 4-мя сменным). на сто процентов универсален;
- Сменный с большей наклонной боковой частью. употребляется для колки видов материала, также для незапятнанного пропила под прямым углом.
READ Как Отрегулировать Обороты Холостого Хода На Бензопиле
Что все-таки касается толщины самого пильного диска, то от нее зависит толщина пропила. Эталоном является размер в 3,2 мм. Если показатель будет больше, то это уменьшит количество материала, а если существенно меньше, то это приведет к перегрузке оборудования и вероятной деформации диска.
Основные неисправности и их признаки
К типичным неисправностям ручных циркулярок можно отнести следующие ситуации.
- Пила не включается. Могут быть неисправны сетевой кабель, электрическая вилка, кнопка пуска или электрические щетки.
- Двигатель инструмента сильно греется. Такие симптомы могут быть следствием межвиткового замыкания (обрыва) в катушках якоря или статора, а также слишком интенсивного режима работы агрегата.
- Перегревается редуктор аппарата. Перегрев данного узла может происходить из-за выхода из строя подшипника или отсутствия смазки на шестернях.
- Щетки искрят. Обычно это происходит по причине их чрезмерного износа.
- Вокруг коллектора двигателя видно горящее кольцо. Если при работе агрегата наблюдается круговая искра вокруг коллектора двигателя, то ее появление может вызвать неисправность обмотки якоря либо засорение пространства между ламелями коллектора графитовой пылью.
- Агрегат не развивает требуемую мощность. Падение мощности может быть по причине падения напряжения в сети, неисправности обмоток двигателя, износа электрических щеток, неисправности пусковой кнопки.
- Во время работы агрегата слышен скрежет и другие посторонние звуки. Данные симптомы могут вызваться поломкой зубьев шестерни либо неисправностью подшипников.
- Двигатель гудит, но агрегат не работает. Возможно, произошло заклинивание в редукторе.
Замена на циркулярке Интерскол 190
Как и на других моделях циркулярных пил, представленных на отечественном рынке инструмента, крепление пильного диска Интерскол 190 представлено самозатягивающимся центральным винтом.
Как открутить и снять с ручной циркулярки, а также в какую сторону откручивается
Для замены пильного диска необходимо выполнить следующие действия:
- Прежде всего, отключить инструмент от сети электропитания. Затем отвести нижний элемент защиты режущего элемента в крайнее верхнее положение и зафиксировать. Сделать это можно при помощи банковской резинки для денег.
- На передней рукоятке найти и нажать клавишу фиксации шпинделя. Затем, не отпуская клавиши, второй рукой провернуть пильный диск до полной его фиксации.
- Не отпуская клавишу блокировки при помощи накидного ключа с головкой на 13 открутить центральную фиксирующую гайку.
- Снять фиксирующую и центровочную гайку. После этого, приподняв пильный диск вверх, отвести в сторону, тем самым демонтировав его.
Как правильно установить
Установка пильного диска начинается с выбора правильного направления вращения. Для этого на корпусе пилы и на торце пильного диска нанесены стрелки, указывающие направление распила. Их направления должны совпадать.
Монтаж и фиксация диска производится в следующем порядке:
- Завести диск на место и одеть его на втулку шпинделя.
- Сверху диска установить центрующую втулку. При монтаже необходимо совместить продольные проточки на центровочной втулке и валу.
- Установить фиксирующий болт в посадочное отверстие на шпинделе ручной дисковой пилы.
- Нажав клавишу принудительной фиксации вала, ключом с головкой на 13 закрутить фиксирующий болт.
- Отсоединить резинку, фиксирующую подвижный элемент защиты и отвести его в исходное положение.
После этого можно подключать инструмент к сети переменного тока и начинать работать циркуляркой.
Посмотрев видео, можно более детально ознакомиться с процедурой демонтажа и установки пильного диска на ручной циркулярке Интерскол ДП190.
Что делать, если не откручивается
В процессе пиления древесины диск может сталкиваться с более плотным материалом, таким как сучки или метизы. В результате происходит кратковременное заклинивание диска и проворачивание шпинделя. Это приводит к более сильному закручиванию фиксационного болта.
Также рекомендуем почитать актуальный рейтинг лучших циркулярных пил, а также как правильно выбирать циркулярку для дома.





