

Абразивные инструменты
При токарной о работке для обеспечения точности и высокого качества обрабатываемых поверхностей, а также при заточке и доводке режущего инструмента применяют абразивные инструменты.
В процессе резания металла образивными инструментами участвует большое число одинаковых по размеру абразивных зерен, скрепленных связующим веществом (связкой). Связка определяет прочность и твердость инструмента, влияет на режимы, производительность и качество обработки. Связки бывают неорганическими и органическими. К первым относят керамическую и металлическую, ко вторым — бакелитовую и вулканитовую.
Керамическая связка (К) создается на основе огнеупорной глины, обладает высокой прочностью, жесткостью, теплостойкостью и химической стойкостью, хорошо сохраняет профиль круга.
Бакелитовая связка (Б) создается на основе смол и обладает хорошей самозатачиваемостью и полирующим свойством, уступает керамической связке по теплостойкости и стойкости к щелочам.
Вулканитовая связка (В) создается на основе синтетического каучука и обладает высокой упругостью и плотностью, уступает по прочности и теплостойкости.
Металлическая связка (М) создается на основе сплава меди, олова, цинка, никеля и других элементов и используется в основном для алмазных и эльборовых кругов, обладает высокой стойкостью, прочностью и теплопроводностью.
По степени твердости различают мягкие (М1, М , М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (Т1, Т2) и другие шлифовальные круги.
Зернистость, связка, степень твердости и другие параметры маркируют на каждом абразивном инструменте, которые составляют его характеристику.
Например, на шлифовальном круге может быть приведена следующая характеристика: 14А40ПС26К5, где 14А — марка абразивного материала, 40 — номер зернистости, П — индекс зернистости, С2 — степень твердости, 6 — номер структуры, К5 — вид керамической связки.
Шлифовальные круги могут иметь различный профиль в осевом сечении: прямоугольный, (рис. 16) и др. чашечный (цилиндрический и конический), тарельчатый
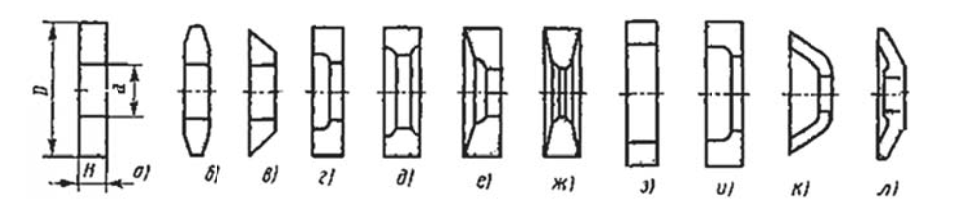
Рис 16. Профили шлифовальных кругов: а — прямой (ПП), б и в — конический (2П, 3П), г, д, е, ж — с выточкой (соответственно ПВ, ПВК, ПВД, ПВДК), з — кольцевой (К), и, к — чашечный (ЧЦ и ЧК), л — тарельчатый (Т), D и d — наружный и внутренний диаметр круга, H — высота
Шлифовальные бруски изготовляют из белого электрокорунда ернистостью от 25 до М7 и зеленого карбида кремния зернистостью от 16 до М7. По форме поперечного сечения различают квадратные (БКв), прямоугольные (БП), треугольные (БТ) и другие шлифовальные бруски.
Шлифовальные шкурки выпускают на тканевой и бумажной основе, абразивный слой закрепляется на основе водостойкими или неводостойкими связками. На шлифовальные шкурки может наноситься электрокорунд белый и нормальный, карбид кремния, эльбор, алмаз и др. Зерни тость абразивного материала может быть от 80 до М4.
Абразивные пасты состоят из абразивных материалов, связки и поверхностно-активных веществ. В качестве абразивных материалов применяют электрокорунд, карбид кремния, карбид бора, алмаз др. В качестве абразивного материала пасты могут включать оксиды железа, хрома, алюминия и др. Абразивные пасты подразделяют по консистенции на твердые (Т) и мазеобразные (М), по смываемости — на смываемые органическими растворителями (О), водой (В), а также водой и органическими растворителями (ВО); по концентрации — на повышенные (П) и нормальные (Н). В качестве связки могут быть использованы, в зависимости от выполняемой работы, животные жиры, стеарин, парафин, вазелин, веретенное масло и др.
Повышение активности паст достигается введением поверхностно-активных элементов; к ним относят олеиновую и стеариновую кислоты.
Просмотров:
727
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
- Правильный подбор материала и геометрических размеров режущей части инструмента.
- Достаточная виброустойчивость державки.
- Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
- Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
- Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
- Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
- Качество обрабатываемой поверхности.
- Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов

Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
https://youtube.com/watch?v=qaKkb0qj96Q
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.



Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Плашки
Их применяют для нарезания или калибрования наружных резьб за один рабочий ход. Наиболее широко используют плашки для нарезания резьб диаметром до 52 мм (рис. 13). Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках имеется от 3 до 6 отверстий для отвода стружки. Толщина плашки выбирается в пределах 8-10 витков. Режущая часть плашки выполнена в виде внутреннего конуса. Длина заборной части составляет 2-3 витка. Угол 2φ =40÷60° при нарезании сквозной резьбы и 90° при нарезании резьбы до упора. Передний угол γ стандартных плашек γ=15÷20°. Задний угол а выполнен только на заборной (режущей) части. У стандартных плашек задний угол α=6÷8°.
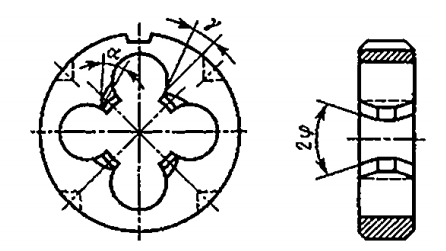
Рис. 13. Резьбонарезная плашка
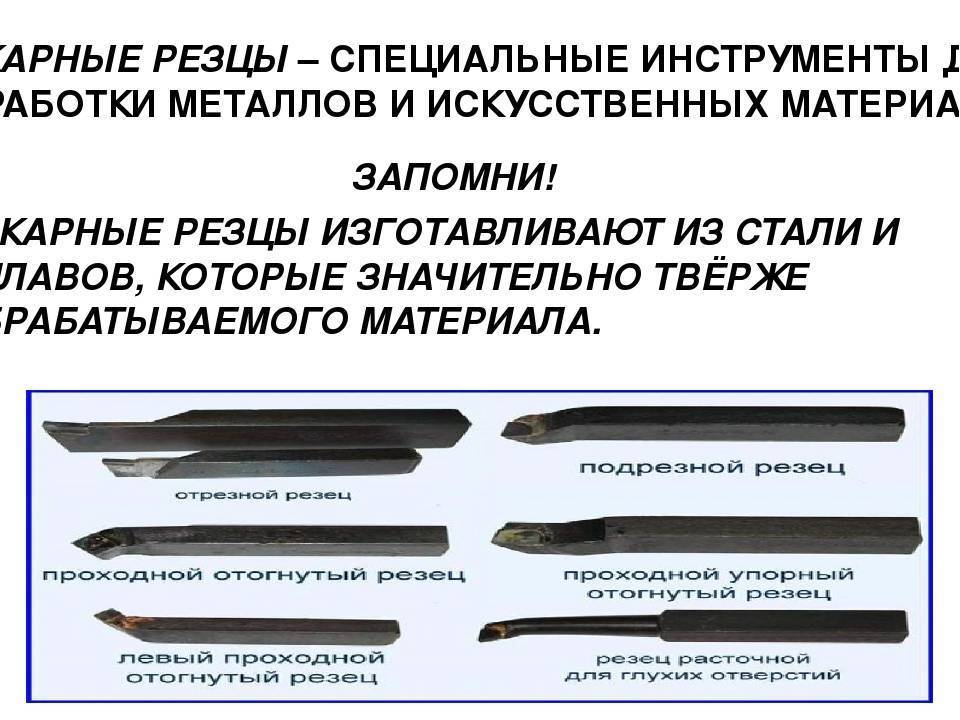
Особенности упорных, подрезных и отрезных
Упорный инструмент может иметь прямой или отогнутый рабочий элемент. Этот инструмент может использоваться для обработки цилиндрических заготовок из металлического сплава. Многие специалисты часто пользуются снастью этого типа.
Подрезные резцы с внешней стороны имеют сходные черты с проходными. Только у первого инструмента треугольная режущая пластина. Она имеет в своем составе твердый металлический сплав.
Инструмент отрезного типа стал наиболее распространённым. С помощью таких снастей можно отрезать материал под прямыми углами.
Кроме этого их применяют для проделывания всевозможных высечек на металлической детали.
Особенность этого типа состоит в том, что он обладает тоненькой ногой с припаянной на нее твердосплавной пластинкой.
Токари пользуются резаками и других разновидностей
- Чтобы нарезать внешнюю и внутреннюю резьбу;
- Обрабатывать сквозные и глухие отверстия.
Любой тип токарного инструмента имеет свои особенности и назначение.
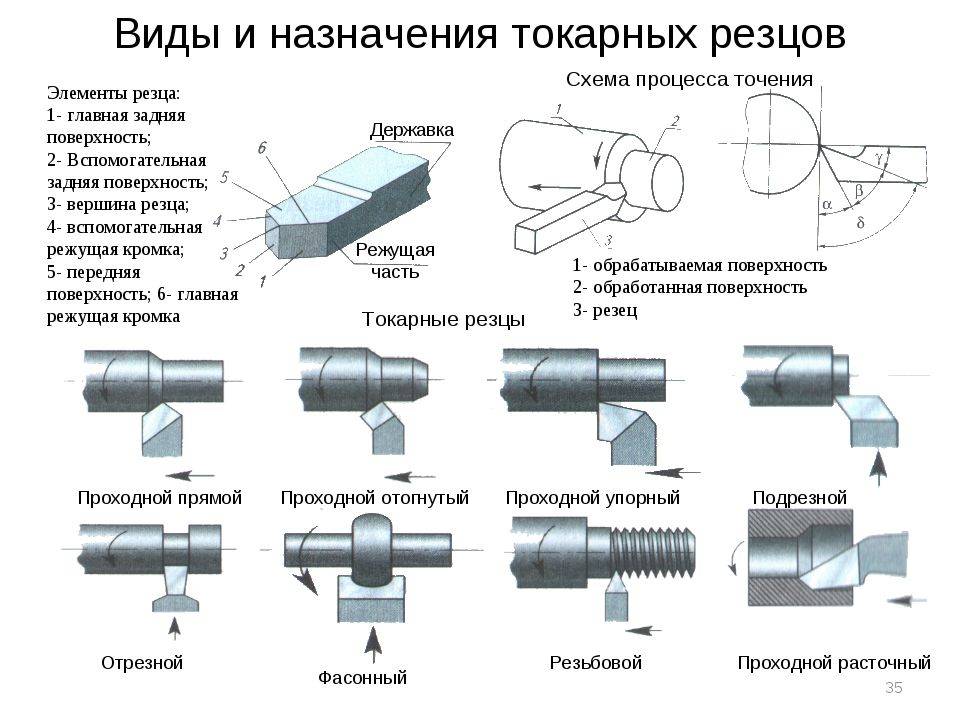
Конструктивные особенности токарных резцов
В производстве резцов для токарного оборудования используется два конструктивных элемента, служащих для:
- обработки металлических изделий – рабочая часть;
- крепления в резцедержателе станка – стержень-державка в форме прямоугольника или квадрата.
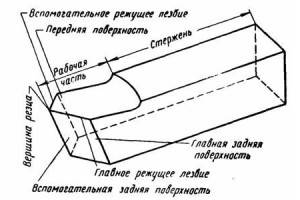
Рабочая половина включает в себя:
- переднюю кромку, по которой сходит обрезаемая стружка;
- основную заднюю, повернутую к области обрезания заготовки, часть;
- заднюю вспомогательную, повернутую к заготовке, поверхность;
- грань основную режущую, находящуюся на стыке двух (задней главной и передней) поверхностей;
- грань вспомогательную режущую, находящуюся в области соединения вспомогательной задней и передней части;
- вершину резца, находящуюся в месте, где пересекаются вспомогательная и режущая главная кромки.
Головки рабочие могут быть:
- с пластинами приварными или припаянными;
- целостные;
- с прикрепленными механически пластинами.
Конструкции токарных резцов: общие сведения
Цельные резцы, головка и тело которых состоят из одного материала, применяются очень редко. Резцы для токарного станка такой конструкции встречаются только из углеродистой инструментальной стали, стоимость которой сравнительно невелика, а также из быстрорежущих сталей для небольших резцов, используемых главным образом в державках.
Напайные и наварные резцы (резцы с напаянными или приваренными пластинками из быстрорежущей стали или из твердого сплава) имеют широкое распространение. Стержень такого резца, обычно нормального сечения, изготовляется из обыкновенной углеродистой стали марок Ст. 6 и Ст. 7 либо из качественной углеродистой стали марки 45 или 50. Стержни резцов, работающих в особо тяжелых условиях, прочность которых нельзя усилить увеличением сечения, изготовляются из углеродистой инструментальной стали марок У7 и У8 или из легированной стали марки 40Х.
Несмотря на высокое качество современных способов напайки пластинок твердого сплава, изготовление таких резцов для токарных станков сопровождается иногда образованием трещин и в дальнейшем разрушением пластинки. Поэтому в последнее время стремятся заменить напайку или приварку пластинок (особенно минералокерамических) механическим закреплением их.
Пластинка 1 в этом случае (рис. 5) закрепляется в стержне 4 резца посредством прижима 3 и болта 2. Один конец прижима опирается на пластинку, а другой — на рифленую поверхность (шаг рифлей — 1,5 мм). При износе пластинки на 1,5 мм прижим можно сдвинуть вперед (для этого отверстие для болта, закрепляющего прижим, сделано продолговатым). Пластинка в рабочем положении правой кромкой упирается в заплечик, имеющийся с нижней стороны прижима.
Рис. 5. Державка для закрепления твердосплавных пластинок
При замене затупившейся пластинки новой снимать резец со станка нет надобности. Недостаток такого способа закрепления пластинок состоит в том, что они используются примерно лишь наполовину. Кроме того, быстро изнашиваются болт, прижимы и другие детали, посредством которых осуществляется крепление пластинки.
В последние годы применительно к механическому креплению стали выпускаться многогранные неперетачиваемые пластинки.
В случае, когда длина режущей кромки резца, например расточного, может иметь небольшую протяженность, он изготовляется коротким и небольшого сечения. Для закрепления таких резцов используются державки различных конструкций. Державки применяются также для закрепления фасонных и резьбовых резцов для токарных станков.
1 Из каких частей состоят резцы для токарных агрегатов?
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании? Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий. Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.







Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

Еще один отрезной резец
Вот, нашел в книжке. К сожалению, информации не очень много. Может кто-нибудь добавит?
Иван Константинович Евсеев начинал показ с самой, казалось бы, простейшей операции — с отрезки материала. Это, пожалуй, самая распространенная токарная операция. Выполняют ее отрезным резцом на малых скоростях и в большинстве случаев с обильным охлаждением. Отрезной резец Евсеева с оригинальной формой заточки позволяет увеличить скорость резания раз в десять при подаче 0,35-0,4 мм на один оборот детали и без охлаждения. Материал отрезается так быстро, что заготовка не успевает нагреться. Отрезка производится самоходом, а не от ручной подачи.Почему-то никто не задумывался над тем, нельзя ли сделать ширину стружки меньше, чем ширина резца. Ведь тогда она не застревала бы в отрезной канавке и можно было бы увеличить и скорость резания, и подачу, т.е. значительно повысить производительность труда. У токаря Евсеева до этого дошли и голова и руки. Обычный отрезной твердосплавный резец он затачивает под углом 90°, а в вершине его делает площадку шириной 1 мм. Потом по всем трем получившимся граням он снимает фаски под углом 5-7° и шириной 0,8 мм.
Почему же стружка от нового резца не застревает в резе? Потому, что при большой подаче и высокой скорости из-под резца выходит гофрированная стружка, наподобие мехов гармошки, и кусочки такой стружки легко вылетают из отрезной канавки, так как они всегда уже резца. «Секрет», казалось бы, очень простой, а операция ускорилась в 10 раз!
Схема работы на токарном станке отрезными резцами:
а — обычным; б — конструкции И.К. Евсеева.
Токарный режущий инструмент
Помимо резцов для работы на токарном станке может понадобиться целый ряд другого металлорежущего инструмента. Его можно считать универсальным, используемым не только на токарных станках, но и в других видах металлорежущего инструмента и оборудования.
Токарю для работы могут понадобиться:
- Метчики – инструмент для подготовки внутренних резьб.
- Плашки – специальные гайки для нарезания стандартных наружных резьб. Как правило, используются однопроходные плашки. Нарезка нестандартных резьб осуществляется резцом.
- Зенкеры – металлорежущий инструмент для финишной, завершающей обработки отверстий и придания им требуемой точности.
- Сверла – инструмент для сверления отверстий, также используется в дрелях и сверлильных станках.
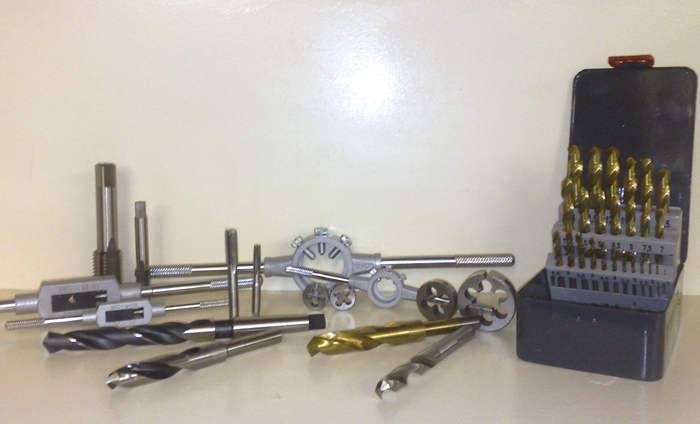
Все вышеуказанные виды оснастки могут иметь твердосплавные напайки для работы с прочными сплавами и повышения износостойкости инструмента
Также рекомендуем обратить внимание на съёмные твердосплавные пластины, которые можно устанавливать на резец при выполнении требуемых операций. Вариант использования съёмной режущей части более экономичен
Резцы для токарного станка по металлу: особенности конструкции
 Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Изготовление резцов по металлу
Токарные резцы по металлу изготавливают в специализированных инструментальных цехах машиностроительных предприятий, на инструментальных заводах. Для изготовления режущих пластин служат в основном марки стали Т5К10, ВК8, Т15К6 (твердые сплавы), иногда Т30К4 и пр.
Державки делают из стали методом свободной ковки, литья в точных формах, горячей штамповки, для приспособлений с прямой рабочей головкой – из металлопроката прямоугольного сечения.
Технология изготовления резцов для токарного станка заключается в:
- отрезке заготовок (в крупносерийном производстве – рубка на эксцентриковом прессе);
- ковке головки державки;
- фрезеровании плоскостей и граней державки;
- снятии заусенцев от фрезерных обработок;
- клеймении изделия;
- напайке пластинок;
- очищении от избытков припоя;
- заточки предварительной режущих граней;
- заточки режущих поверхностей окончательной;
- доводке режущих поверхностей на специальном оборудовании.
Как выбрать токарный резец
Выбирая модель, нужно руководствоваться такими основными правилами:
Узнать, с каким материалом будет работать резец, каким нагрузкам он будет подвержен, и какие операции по обработке вы станете производить;
Нужно определиться, что будет приоритетным показателем – качество обработки поверхности материала или точность выполнения геометрических размеров готовой детали
С учетом этого выбирается тип по геометрическим показателям и классифицирующим признакам.
Определить, как важно выполнение условия износоустойчивости резца и на протяжении какого времени она обязана сохраняться.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.







Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
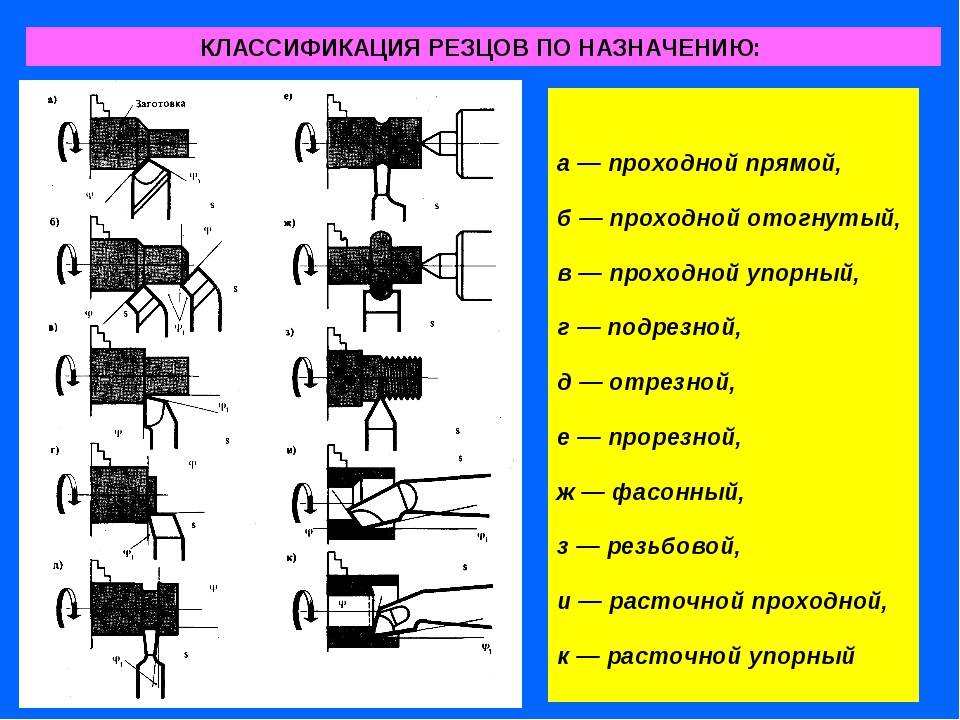
2 Классификация резцов для токарного оборудования
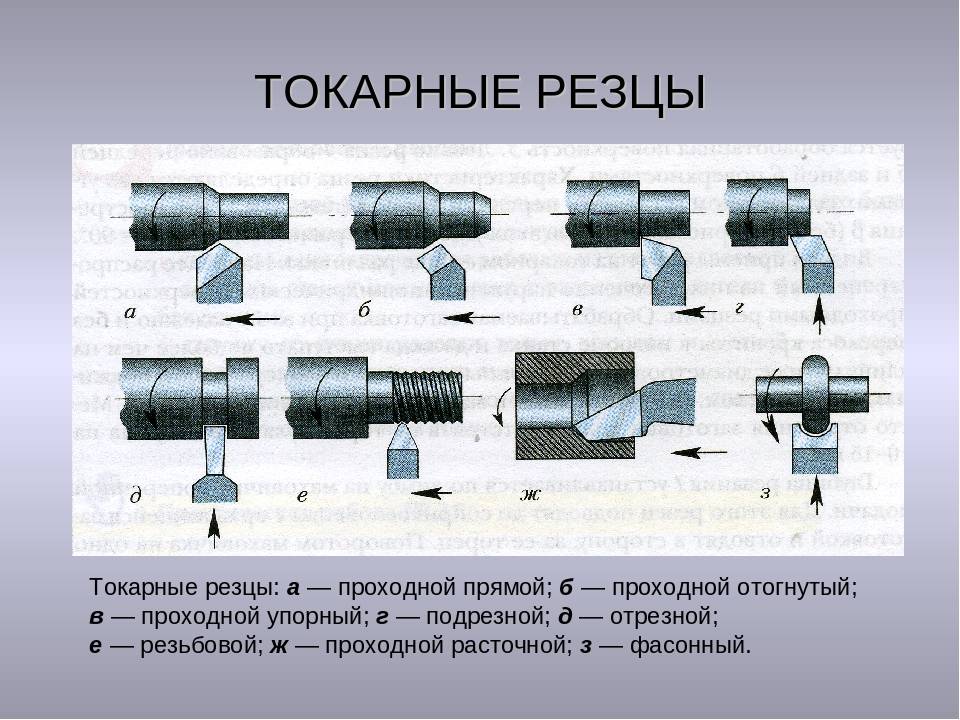
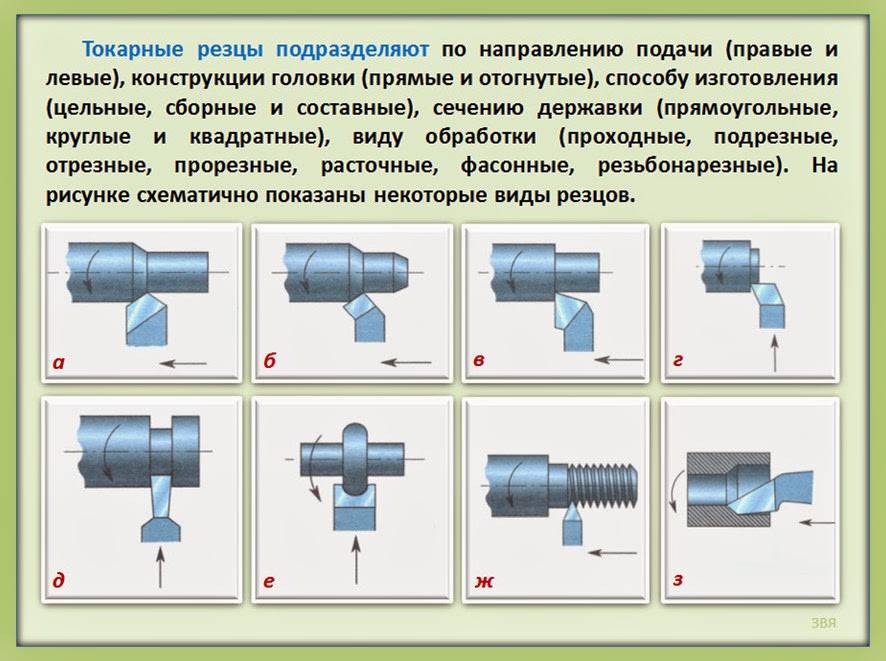
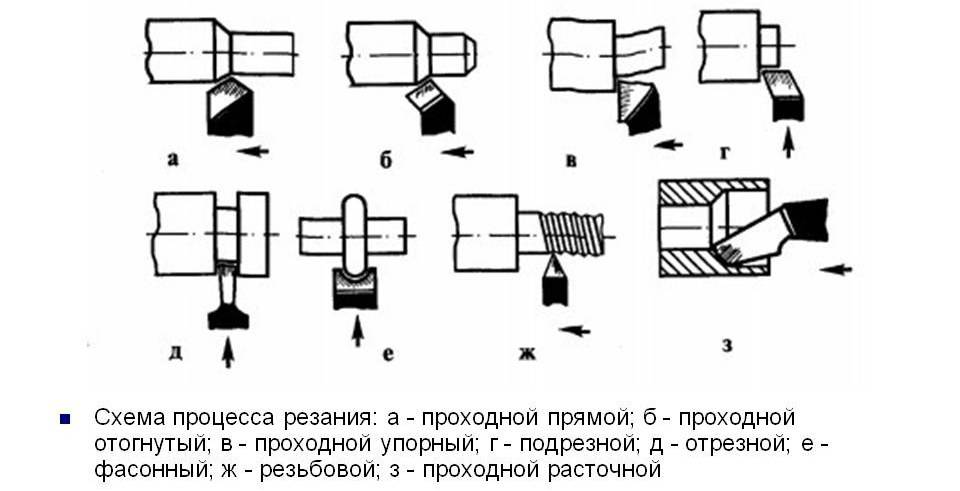
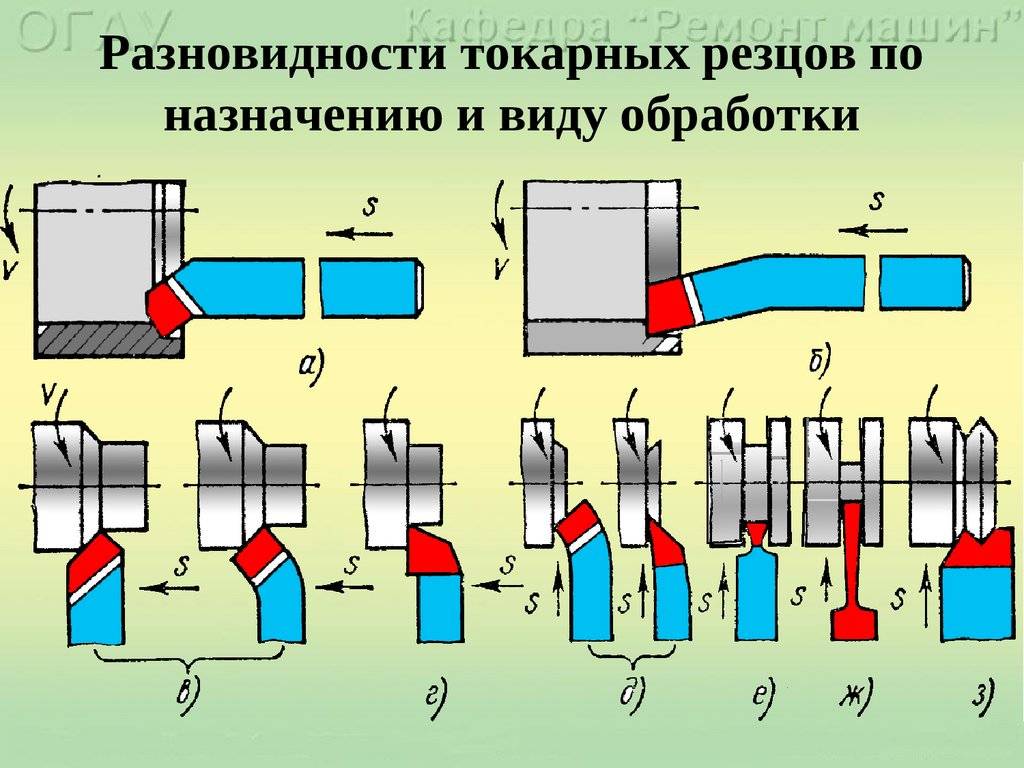
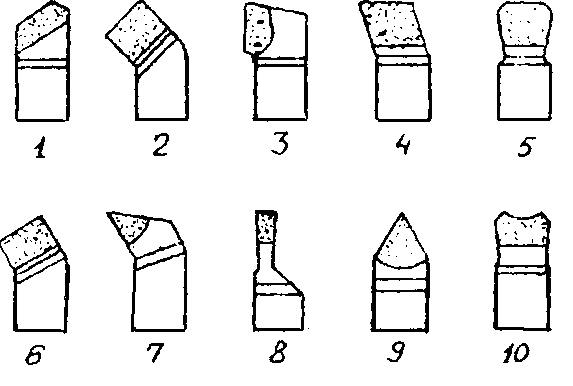
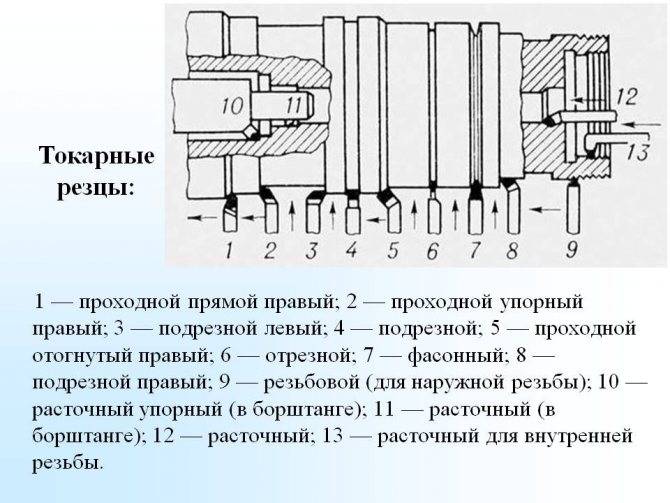
Токарные резцы делят на различные типы. По виду обработки они могут быть:
- расточными – применяются для получения отверстий (изготавливаются по ГОСТ 10044, 9795, 18872, 18063, 18062, 28981 и др.);
- проходными – для обработки деталей вдоль их оси вращения (ГОСТ 18869, 18878, 18868, 18877, 18870);
- канавочными – для формирования канавок на поверхностях (внутренних и внешних) цилиндрической формы (ГОСТ 18874 и 28978);
- фасочными – с их помощью производится снятие с заготовок фасок (ГОСТ 18875);
- подрезными – для торцевания либо уменьшения уступов (ГОСТ 29132, 28980, 18871, 26611, 18880);
- резьбонарезными – они предназначены для нарезания резьбы с помощью токарного станка (ГОСТ 18885 и 18876);
- фасонными – используются при выполнении специфических и индивидуальных металлообрабатывающих работ.
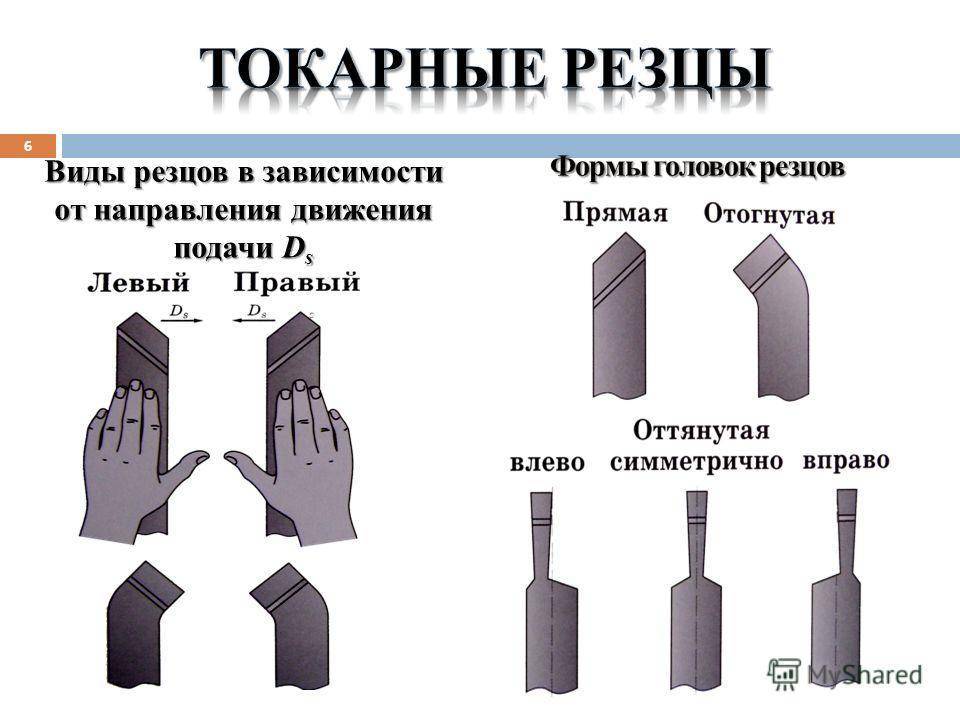
Также широко применяются отрезные токарные резцы, которые позволяют выполнять узкие канавки на заготовках и отрезать детали под прямым углом. Они производятся по ГОСТ 28987 (сборные пластинчатые) и ГОСТ 18874 (сделаны из быстрорежущей стали). По подаче резцовый инструмент относят к левому или правому. Левыми резцами осуществляют обработку по направлению к задней бабке станка, правыми – к передней.
Режущая часть интересующего нас токарного инструмента может изготавливаться из металлокерамического, быстрорежущего, алмазного либо твердосплавного материала. Токарные резцы из твердых сплавов используются для обработки на агрегатах с большой скоростью подачи цветных и черных металлов. Быстрорежущие больше подходят для токарного оборудования относительно малой мощности.
При отсутствии ударной нагрузки рекомендуется применять инструменты с пластинками из металлокерамики. Ими обычно обрабатывают стальные и чугунные заготовки. А алмазные приспособления предназначаются для растачивания и тонкого точения деталей из сплавов на основе цветных металлов. Головки токарных резцов по металлу имеют две разные формы. Исходя из этого, инструмент делят на отогнутый и прямой.

Также токарные резцы относят к сборным либо напайным (наварным) по виду соединения их стержня и металлорежущей части. Проще изготавливать сварные инструменты для токарного станка, но их рабочий потенциал обычно меньше, чем у сварных резцов. Отметим, что быстрорежущий инструмент всегда выполняется при помощи сварки, а другие токарные резцы могут быть и сборными, и наварными.
Резец отрезной инвертированный
инвертированный отрезной резец
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.





