

Модернизация токарно-винторезных станков ТВ-4
В условиях учебных заведений основная цель модернизации — это повышение безопасности оборудования.
Суть модернизации заключается в том, что на ТВ-4 нет специальных защитных ограждений, которые выполняют защитную функцию. Учащиеся и преподаватели, работающие с данным оборудованием, вынуждены изготавливать защитные экраны своими руками. Для этого используется органическое стекло, толщиной 2 – 6 мм в качестве окна для просмотра. Ограждение закрепляется на суппорте станка ТВ-4 при помощи кронштейнов стандартного образца. Благодаря этому повышаются безопасность и практичность эксплуатации оборудования.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
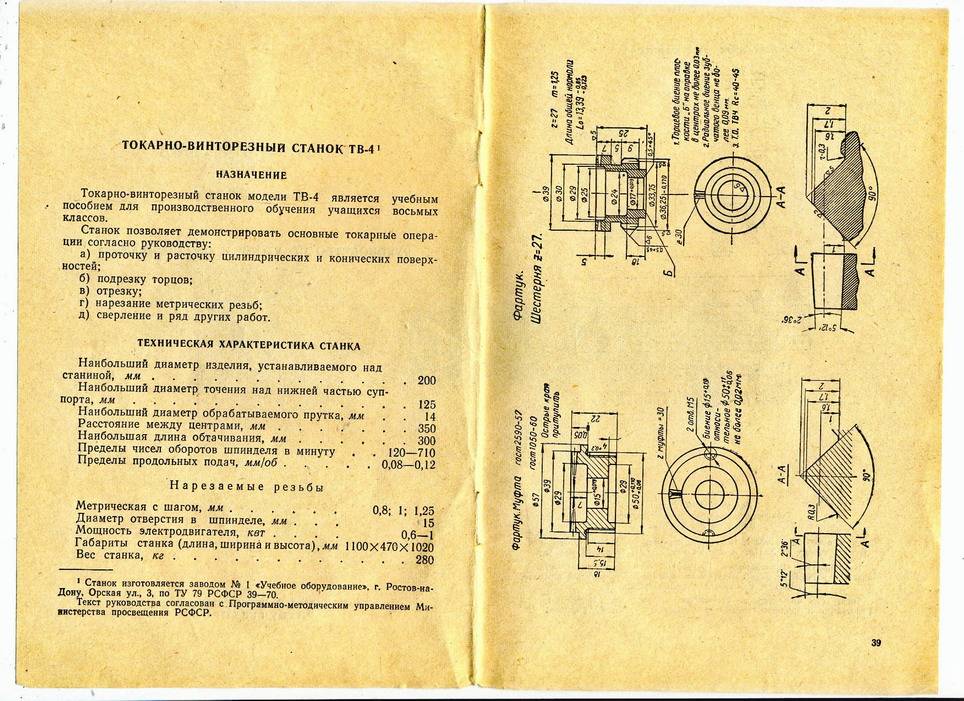
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
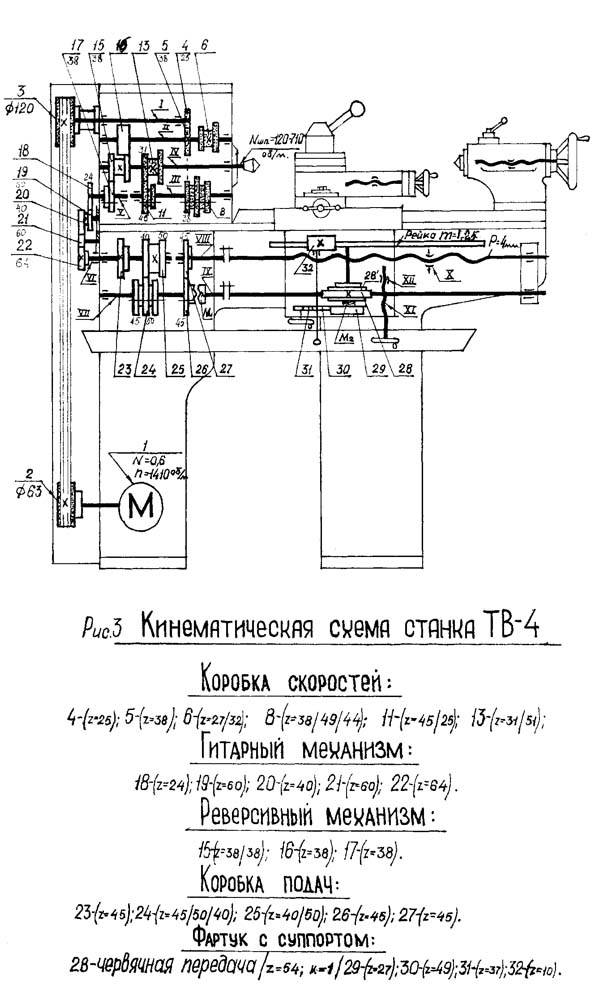
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
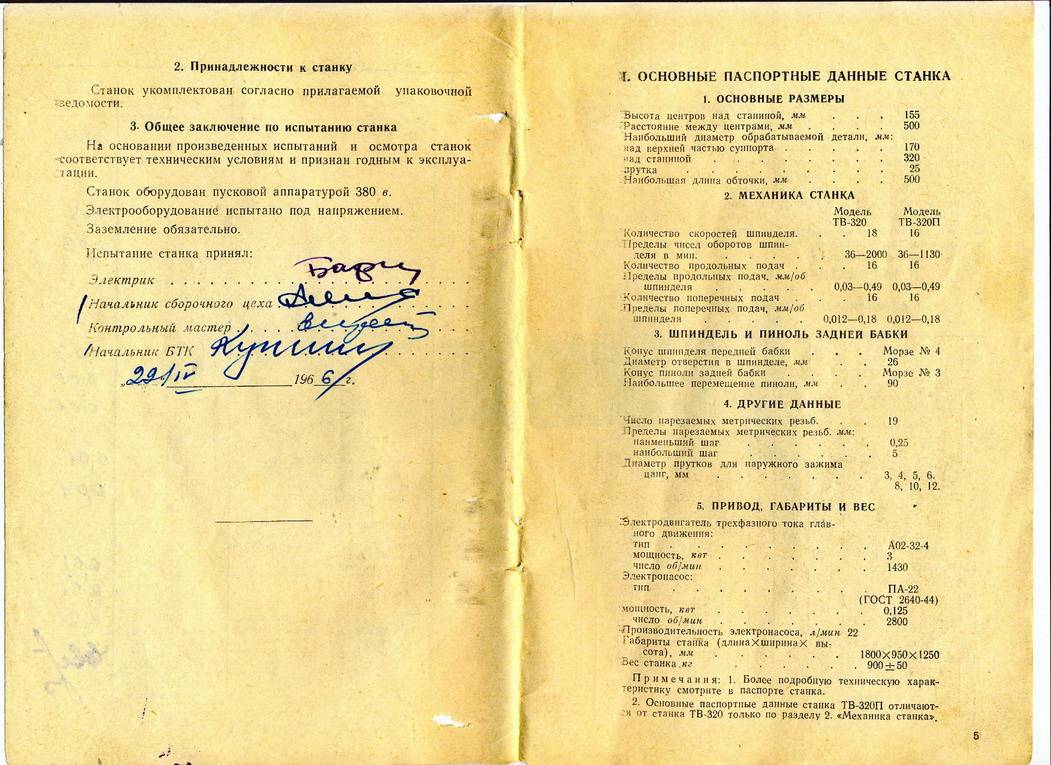
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры
Есть несколько нюансов работы, которые обязательно учитывать:
В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач
Важно, чтобы был настроен заземляющий контур.
Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка
Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен
Важно только изначально его правильно монтировать
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.

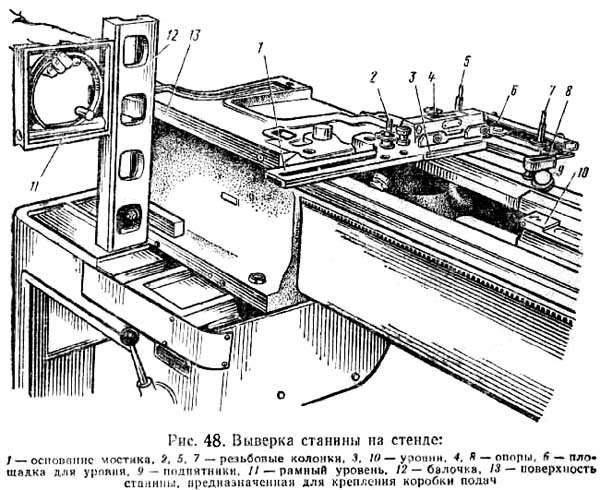
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
К прочтению: Производство сетки рабицы на самодельном станке
- индивидуальный электроноситель,
- шпиндель,
- первый вал,
- закрепленная на первом валу шестерня,
- второй вал,
- несколько видов шестеренок на втором валу,
- третий вал,
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.


Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
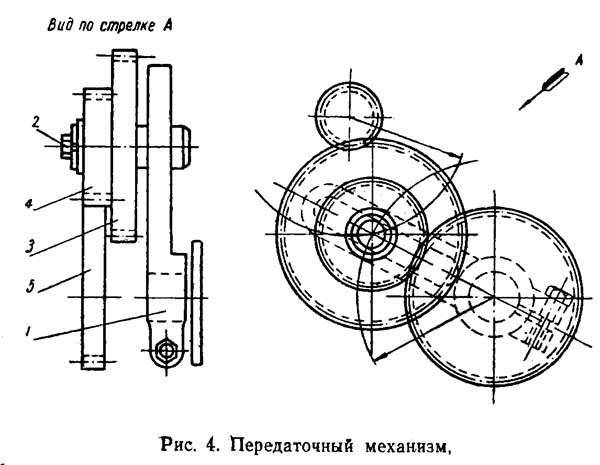
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
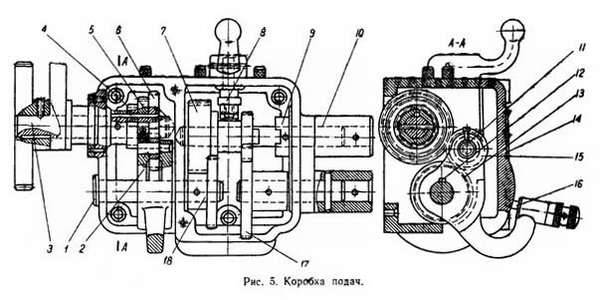
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
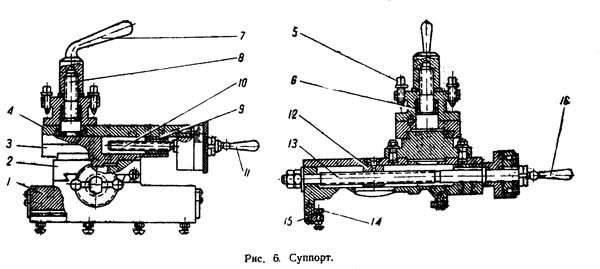
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
К прочтению: Инструкция по эксплуатации токарного станка 1К62Д, технические характеристики
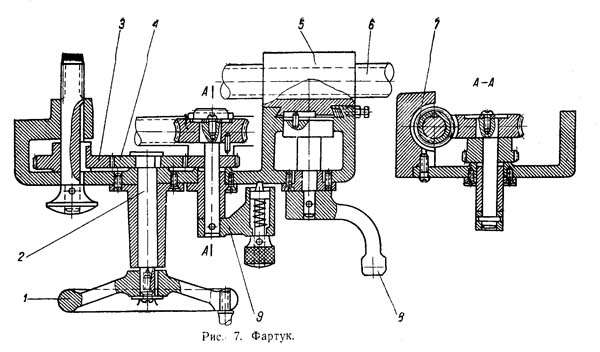
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.

Оглавление
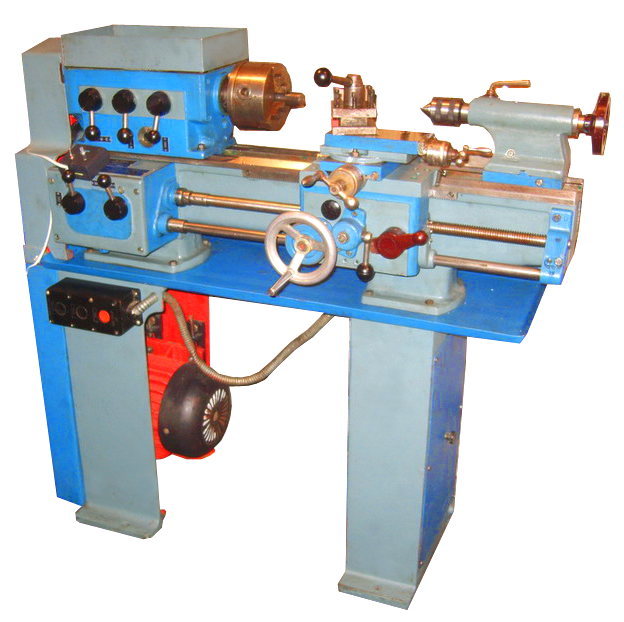
фото:токарный станок ТВ 6
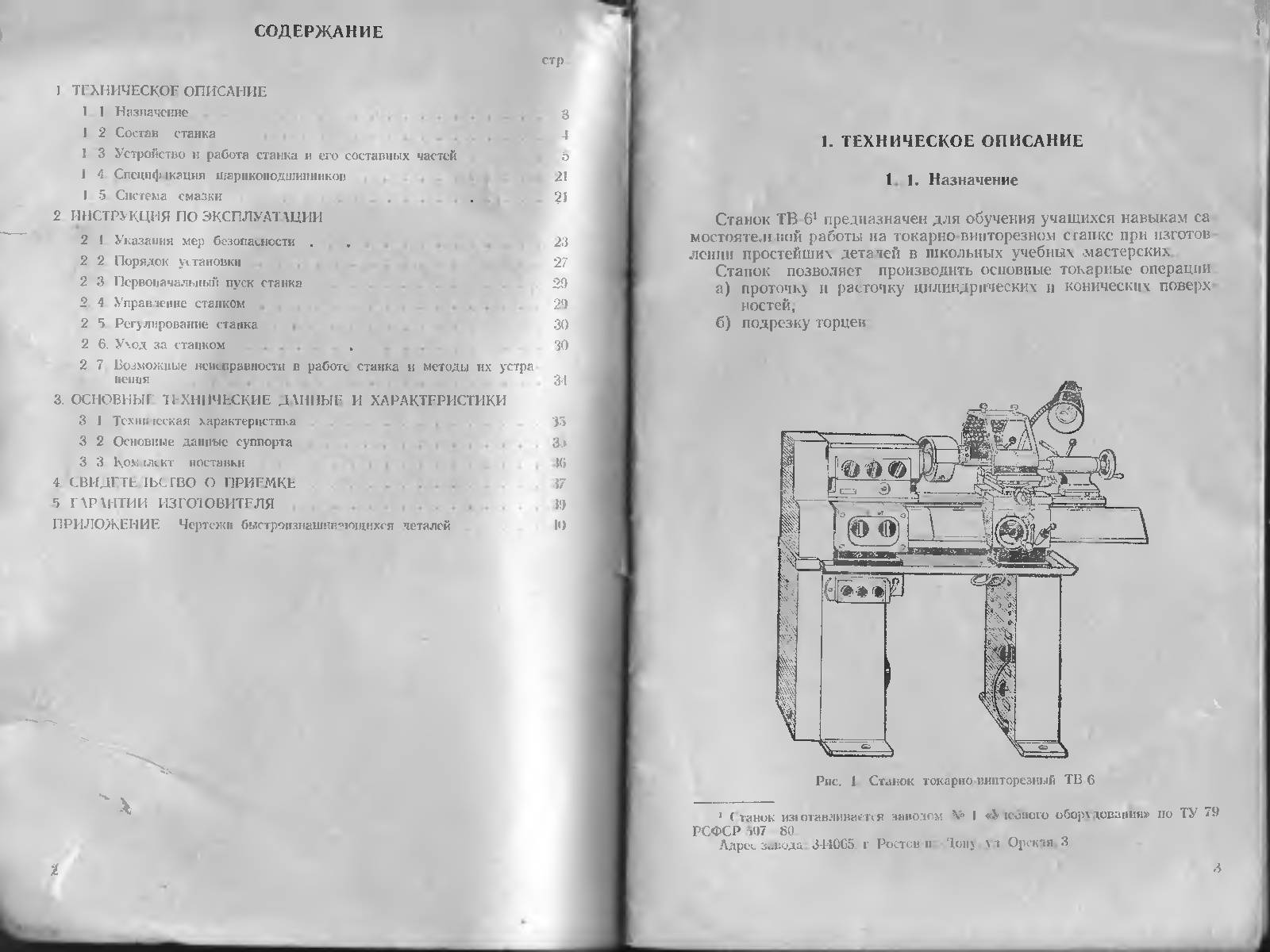
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
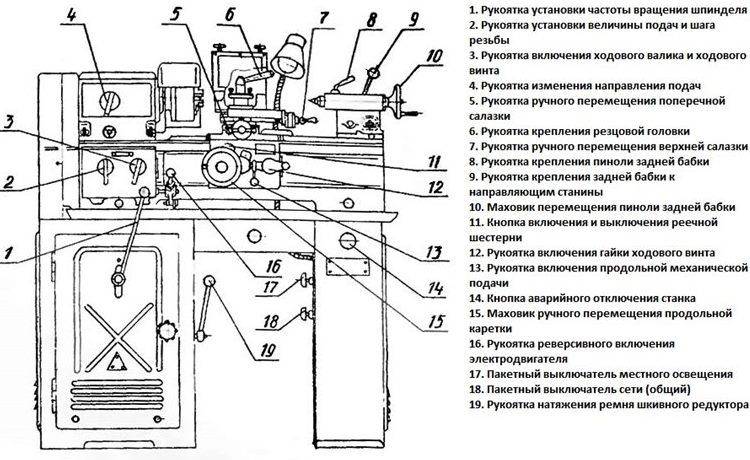
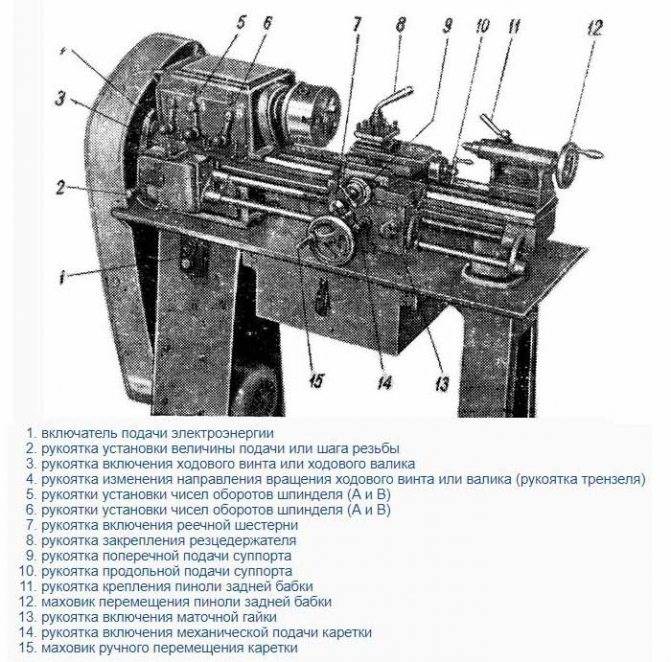
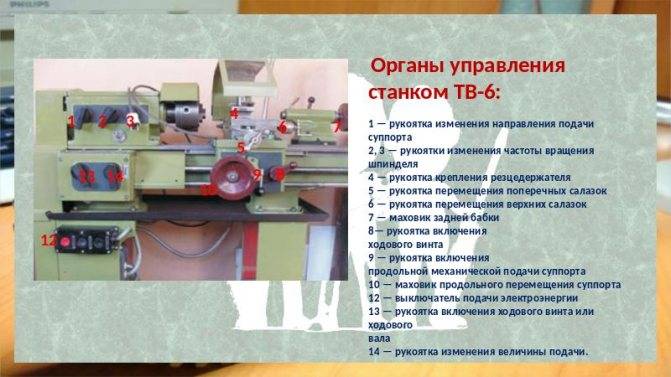
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
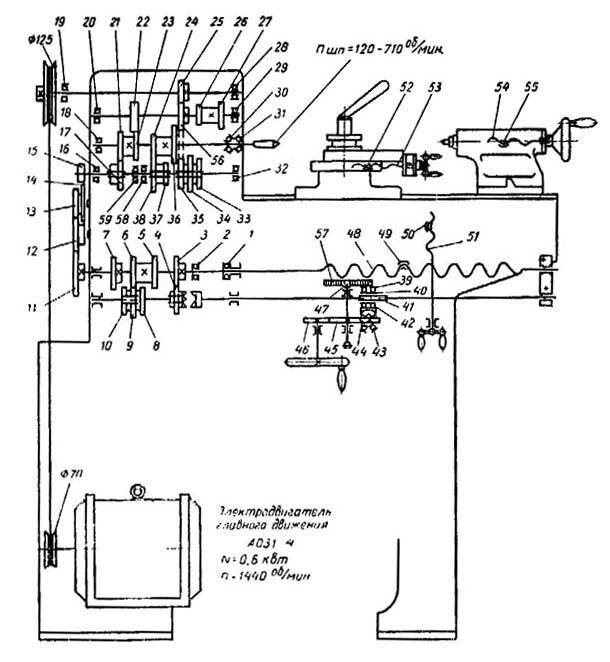
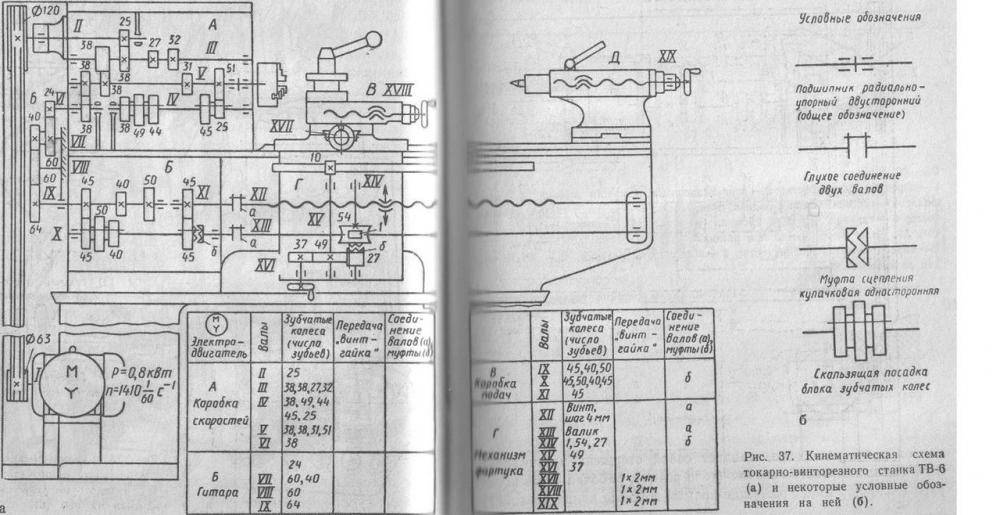
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
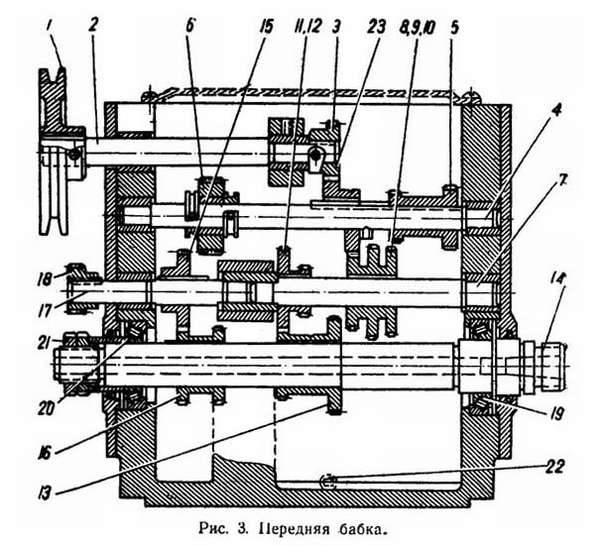
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.


Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Краткая история серии
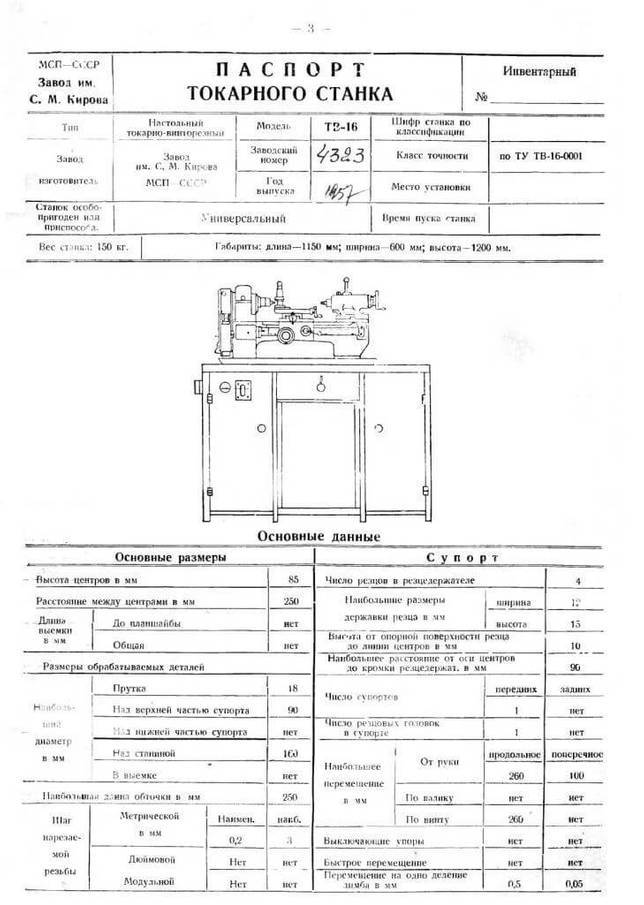
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Последний важный функциональный элемент конструкции станка ТВ-4 — фартук. В задачу этого узла входит реализация схемы преобразования вращения валов коробки передач в поступательное движение суппорта. Описание работы фартука включает также выполнение с его помощью нарезки резьбы.
Электросхемы станка включают несколько значимых зон. Список включает:
- электрическую схему питания двигателя главного привода;
- систему защиты, представленную плавкими предохранителями;
- магнитный пускатель реверсивного типа для главного привода;
понижающий трансформатор с выходным напряжением 12В, подводимый к электрооборудованию освещения рабочего места.
Схема электроцепей станка достаточно проста и при существующей потребности питания от сети 220В поддается модификации. В частности, доступно построение иного включения обмоток статора двигателя с установкой пусковых конденсаторов. Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
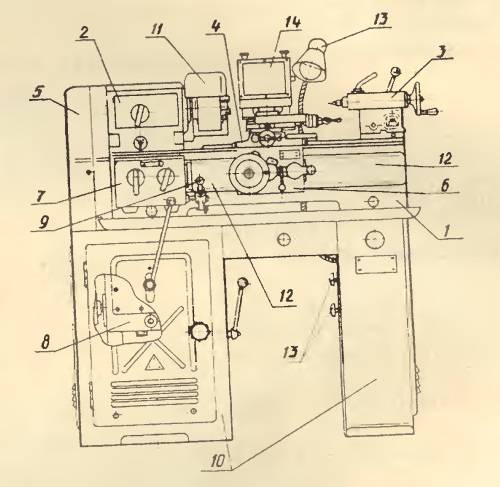
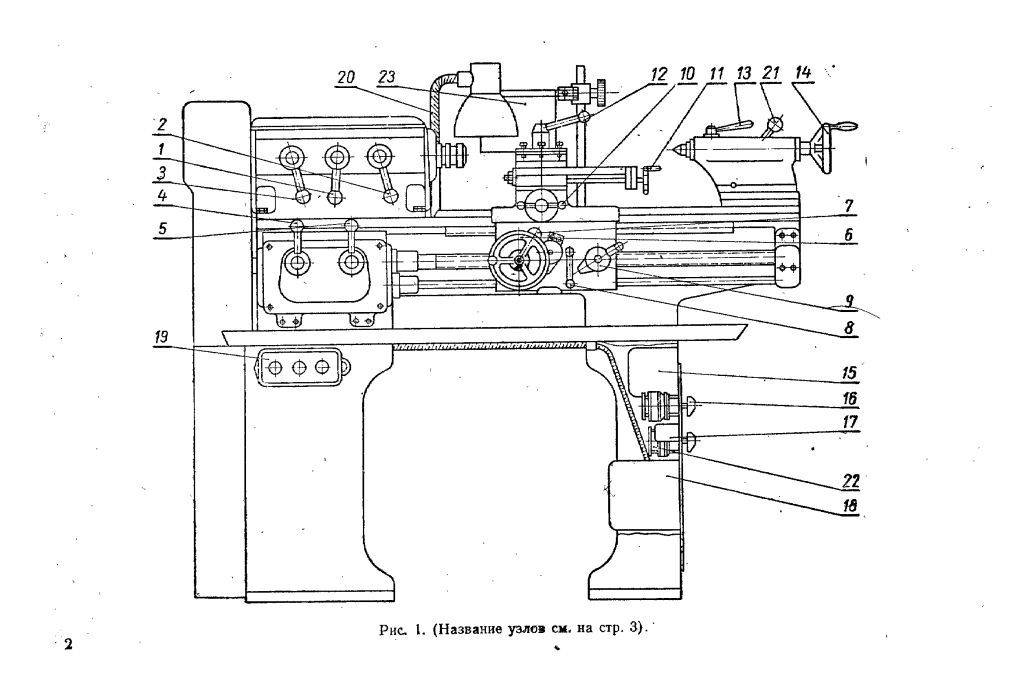
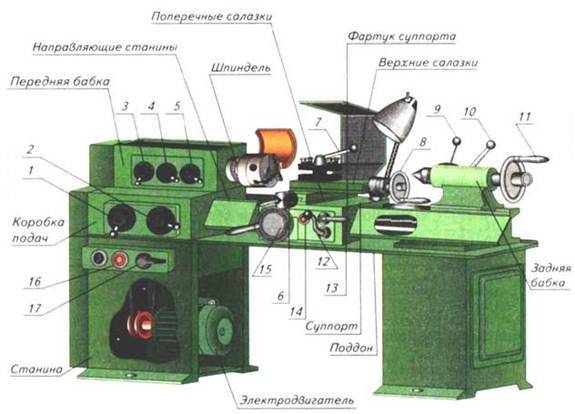
Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.
Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.
Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.





Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.





