

Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | – |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | – |
| Электродвигатель гидростанции, кВт | – | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
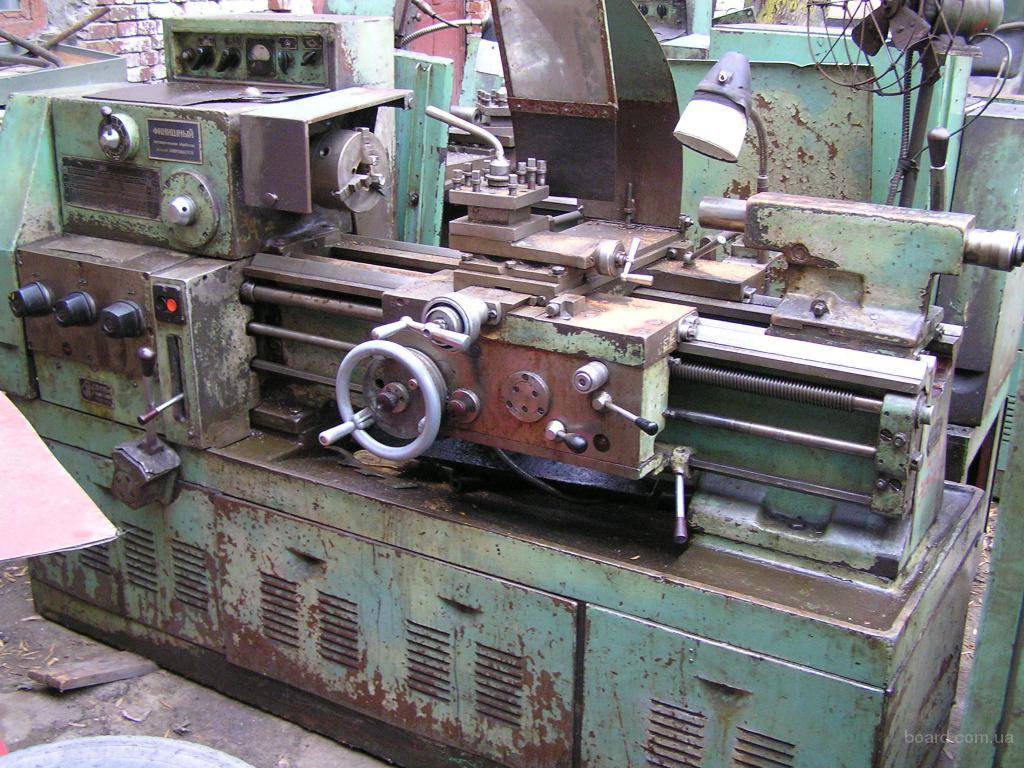
Особенности конструкции
Станок спроектирован и изготовлен по типовой схеме токарного оборудования. В конструкцию входят такие узлы и агрегаты как:
- Станина.
- Передняя и задняя бабки.
- Суппорт;
- Фартук и другие компоненты
Станина
Это литая деталь, в составе которой выполнены ребра жесткости. На верхней части выполнены направляющие по которым происходит перемещение суппорта и задней бабки. Направляющие прошли необходимую термическую обработку и шлифование. Такая обработка заметно облегчает перемещение по ним других узлов станка.
Передняя бабка токарно-винторезного станка 1П611
Этот узел установлен в левой стороне станины. В его состав входят следующие компоненты:
Шпиндель может получать вращение от:
В этом компоненте установлены подшипниковые узлы, состоящие из роликовых и упорных подшипников. Это вызвано тем, что они хорошо воспринимают и осевые и радиальные нагрузки.
Шпиндельный узел
Шпиндель вращаеться с четырнадцатью скоростями. Количество оборотов на нем составляет 33,5 – 3000 об./мин. Скорость обратного вращения лежит в тех же пределах.
В теле шпинделя выполнено отверстие 26,5 мм. Это позволяет обрабатывать прутки до 25 мм в сечении. Но необходимо учесть, что с применением цанговых зажимов предельный размер прутка не должен превышать 16 мм.
Рабочий конец шпинделя выполнен по ГОСТ 12593-72. На нем может быть установлен токарный патрон, в котором производят фиксацию заготовки.
Внутренний конус, в который закрепляют технологическую оснастку (центра), Морзе 4.
Смазка зубчатых колес, размещаемых в этом узле, происходит за счет создания масляного облака. Масло подается плунжерным насосом.
Гитара
Этот узел необходим для получения резьбы разного профиля. В ее состав входят:
- корпус, закрепляемый на передней бабке;
- наборы шестерен с разными параметрами.
- регулировку привода осуществляют сменой наборов разных шестерен.
Суппорт
Суппорт этого оборудования перемещается на направляющих, сформированных в продольном направлении. К суппорту фиксируют фартук.
На верхней части выполнены направляющие, по которым происходит перемещение поперечных салазок. На них выполнены пазы в форме буквы Т. В этих пазах происходит крепление резцедержателя. На суппорте устанавливают защитный экран, предохраняющий рабочего и людей рядом с ним находящихся от стружки, возникающей в процессе резания.
Этот узел может перемещаться на расстояние до 580 мм вдоль оси шпинделя и 150 в поперечном направлении. Для обеспечения продольного перемещения применяют 24 скорости.
Рабочая подача суппорта составляет от 0,05 до 0,7 мм на один оборот шпинделя.
Смазка подшипников производят через масленки.
Верхние салазки
В них входит резцедержатель, на котором кроме резцов допустимо закрепление технологической оснастки. Они могут передвигаться на в 150 мм. Точность хода составляет 0,2 мм. Предельный угол поворота равен 45 градусам. Для выполнения работ на этом оборудовании применяют токарные резцы с сечением 16*16.
Задняя бабка
Ее назначение состоит в поддержке длинномерных заготовок центром. Это помогает избежать радиального биения. Кроме этого, в пиноли, которая входит в состав этого узла закрепляют инструмент, например, стержневой, или технологическую оснастку, например, плашкодержатель.
Пиноль может выдвигаться вперед, навстречу шпинделю. Эту операцию можно выполнять при помощи штурвала и винтовой пары, на которой закреплена пиноль. Она может выдвигаться на 70 мм.
Задняя бабка может быть зафиксирована в любом месте станины. Для этого использую рычажный механизм.









Смазывание задней бабки выполняют через шариковые масленки.
Электрическая часть
В нее входят два электрических двигателя, один выполняет функции главного привода, второй задействован в системе охлаждения. Суммарная мощность составляет 1,62 кВт.
Кроме них в состав электрооснащения входит такая арматура как:
- автоматика включения/выключения.
- тормоз;
- локальное освещение;
- защитная арматура.
В комплект оборудования входит и электрический шкаф, в него подводят питание. В нем размещены автоматы выключения, реле, переключатели и предохрантели.
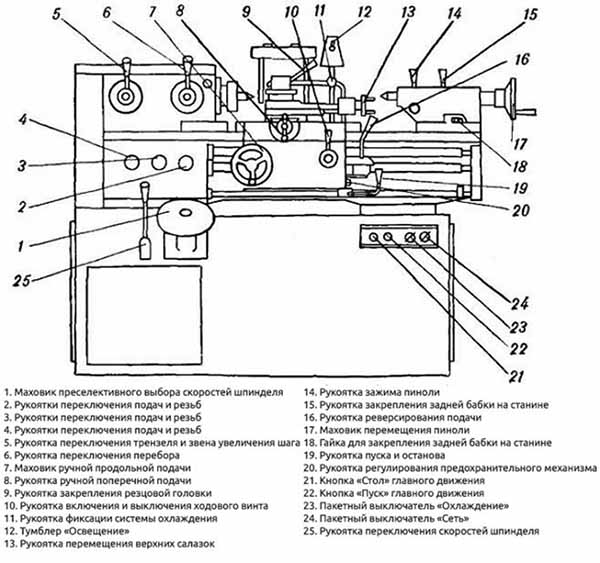
Управление
Рукоятки управления размещены на лицевой панели передней бабки и фартука. С их помощью токарь может выставлять требуемые режимы работы.
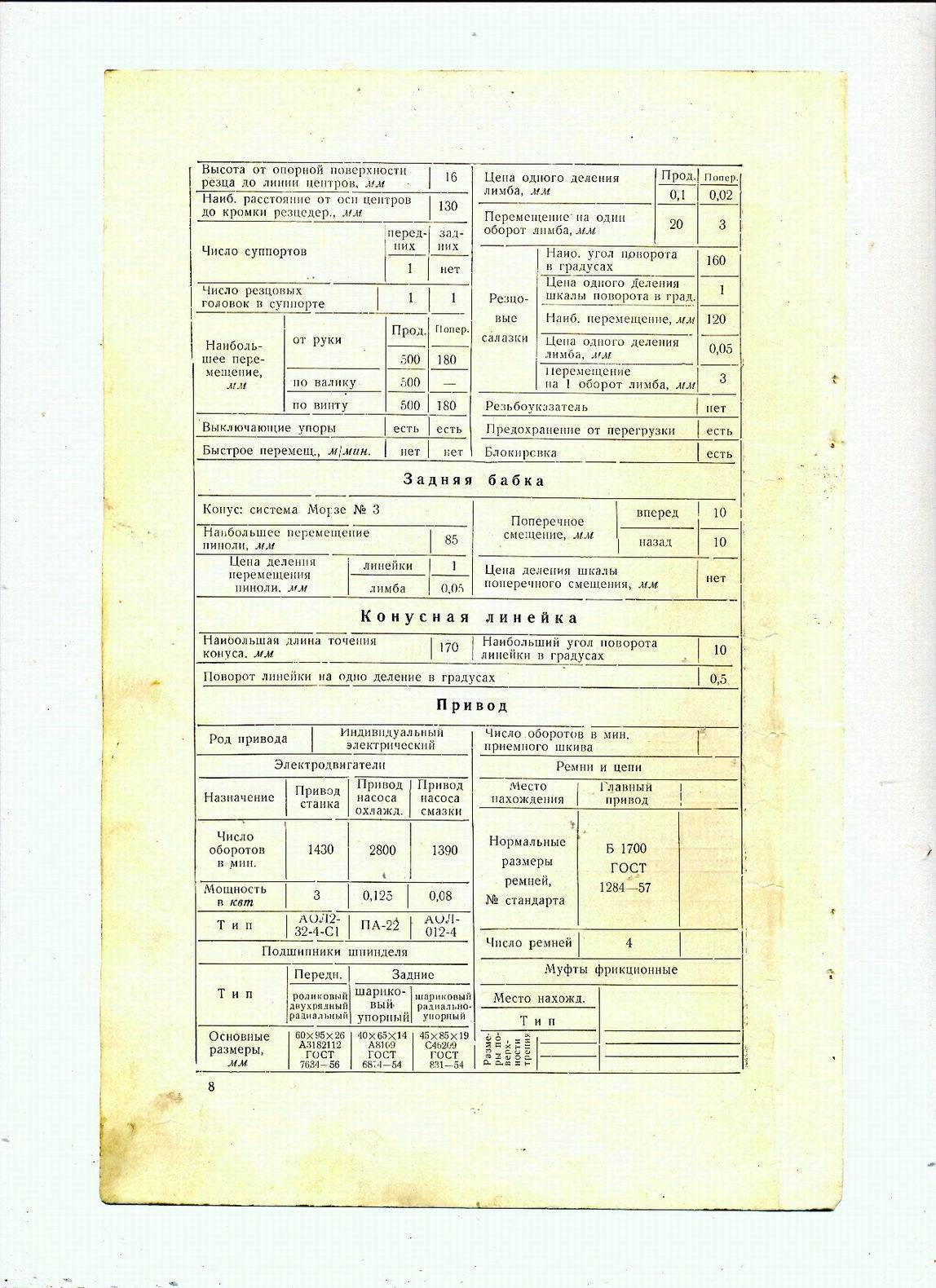
Технические характеристики токарно-винторезного станка 1П611
| Наименование параметра | 1П611 |
|---|---|
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 145 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Наибольшая длина обточки заготовки, мм | 450 |
| Высота центров над станиной, мм | 135 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 26,5 |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 25 |
| Наибольший диаметр обрабатываемого прутка в цанге, мм | 16 |
| Число ступеней частот прямого вращения шпинделя | 14 |
| Частота прямого вращения шпинделя, об/мин | 33,5..3000 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Резьбовой конец шпинделя | М45 |
| Суппорт | |
| Наибольшее перемещение суппорта продольное/ поперечное, мм | 580/ 150 |
| Число ступеней продольных подач | 24 |
| Пределы рабочих подач продольных, мм/об | 0,05..0,7 |
| Пределы рабочих подач поперечных, мм/об | 0,025..0,35 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..3,5 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 80..7 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,25..1,75 |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Перемещение на одно деление лимба в продольном/ поперечном направлении, мм | 1/ 0,02 |
| Диаметр и шаг ходового винта, мм | 30 х 6 |
| Диаметр ходового вала, мм | 20 |
| Верхние салазки | |
| Наибольшее перемещение салазок, мм | 150 |
| Перемещение салазок на одно деление лимба, мм | 0,02 |
| Перемещение салазок на один оборот лимба, мм | 2,0 |
| Угол поворота салазок, град | ±45 |
| Наибольшее сечение державки резца, мм | 16 х 16 |
| Расстояние от опорной поверхности резца до линии центров, мм | 16 |
| Задняя бабка | |
| Наибольшее перемещение пиноли задней бабки, мм | 70 |
| Конус пиноли задней бабки, мм | Морзе 3 |
| Диаметр пиноли задней бабки, мм | 40 |
| Наибольшее поперечное смещение задней бабки, мм | ±10 |
| Перемещение пиноли на одно деление линейки, мм | 1 |
| Электрооборудование | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель главного привода, кВт | 1,5 |
| Электродвигатель насоса охлаждения, кВт | 0,12 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1510 х 700 х 1360 |
| Масса станка, кг | 560 |
Связанные ссылки. Дополнительная информация
Токарно-винторезный станок 1П611 выпускали два инструментальных завода – Одесский и Средневолжский (г. Самара).
Его серийное производство началось в 1968 году.
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
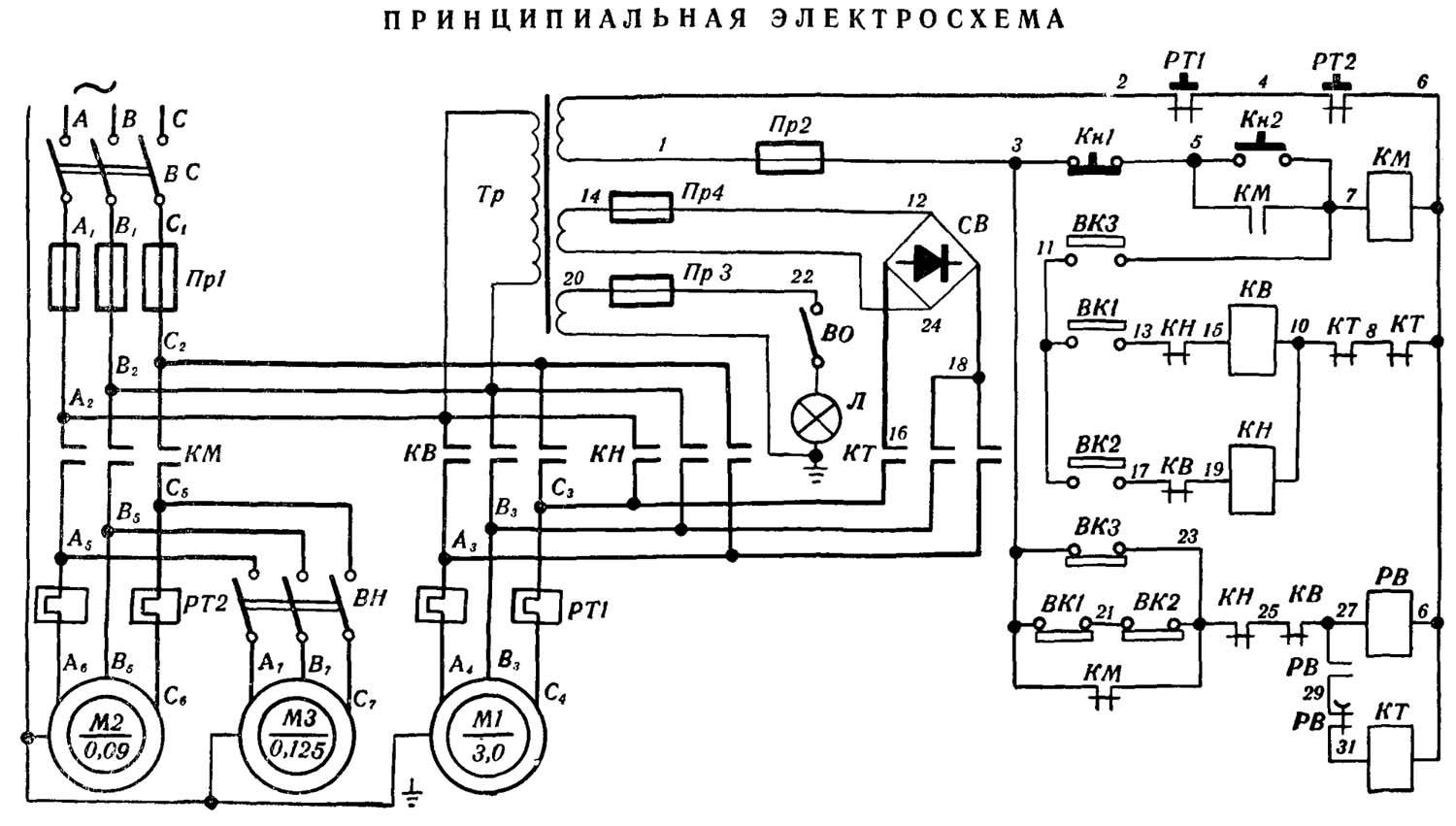
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.
Система управления
Следует знать такие нюансы:
- смазка ходового винта осуществляется автоматически;
- скорость вращения шпинделя подбирается перед началом обработки заготовки;
- ремни привода можно заменить без разборки шпиндельного узла;
- перед выполнением фрезерования необходимо установить соответствующий механизм на поперечной каретке суппорта, для повышения точности перемещения можно использовать верньер;
- особенностью системы управления суппортом является реализация мнемонического принципа – суппорт перемещается в ту сторону, в которую отклоняется рукоятка;
- с тыльной стороны станка отсутствуют какие-либо рычаги и узлы, что значительно облегчает расположение оборудования в стесненных условиях.
Основные технические характеристики
Жесткость и точность. Этих параметров удалось достичь, за счет использования специального метода крепления головки резца без зазора.
Сварной контейнер, в котором находится смазка, а также встроенное высокоточное электрическое оборудование.
Коробка подач, которая является универсальной, существенно облегчает работу
При нарезке резьбы нет необходимости устанавливать новые шестерни.
Продуманная и очень удобная система отвода стружки, которая образуется при обработке деталей.
Скорости шпинделя переключаются по особому принципу, что позволяет оператору заранее выбрать и установить необходимое переключение, что очень важно.
Специальное устройство блокировки, позволяющее защитить механизм от различных перегрузок, является уникальным на сегодняшний день. Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора.
Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Это существенно экономит время ремонта.
Верньер — очень точный механизм, который отсчитывает смещение суппорта.
Станина выполнена из специального чугуна, который покрыт хромоникелем. Это защищает механизм от коррозий и повреждений.
При выполнении работ на токарном станке, в частности нарезании резьбы, на винт подается смазка в автоматическом режиме.
Установку можно эксплуатировать в весьма стесненных производственных помещениях за счет того, что схема агрегата не предусматривает его обслуживание с тыльной стороны.










Важно! Станок идеально подойдет для небольших цехов, боксов или гаражей. Его достаточно легко обслуживать и проводить профилактические работы
- Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами.
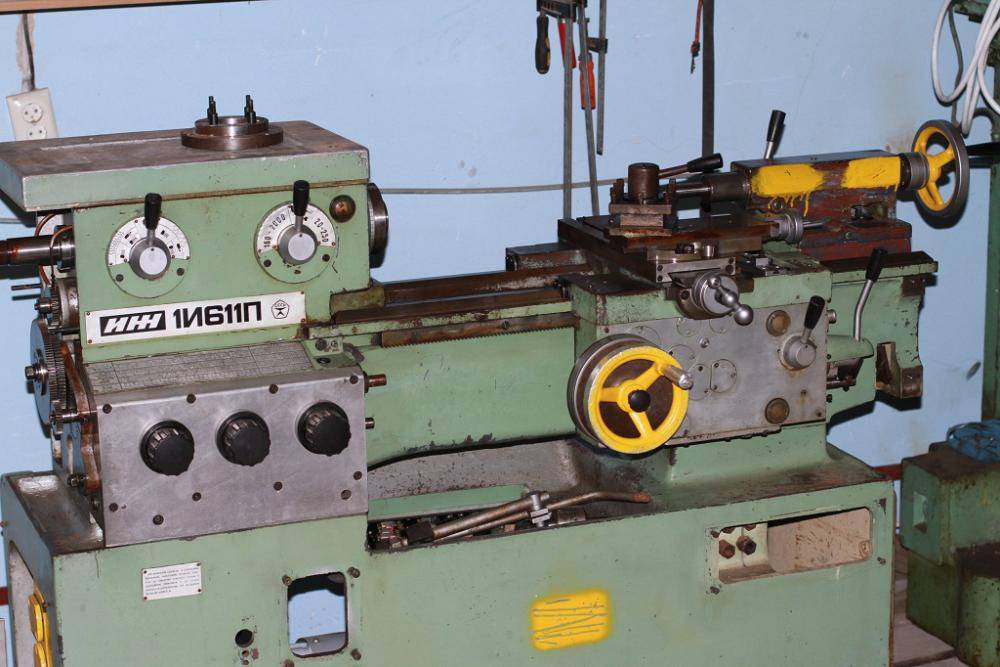
Все вышеперечисленные особенности токарного станка ИЖ 1И611П безусловно важны. Они в существенной степени облегчают процесс обработки заготовок и деталей, делая этот процесс автоматическим.
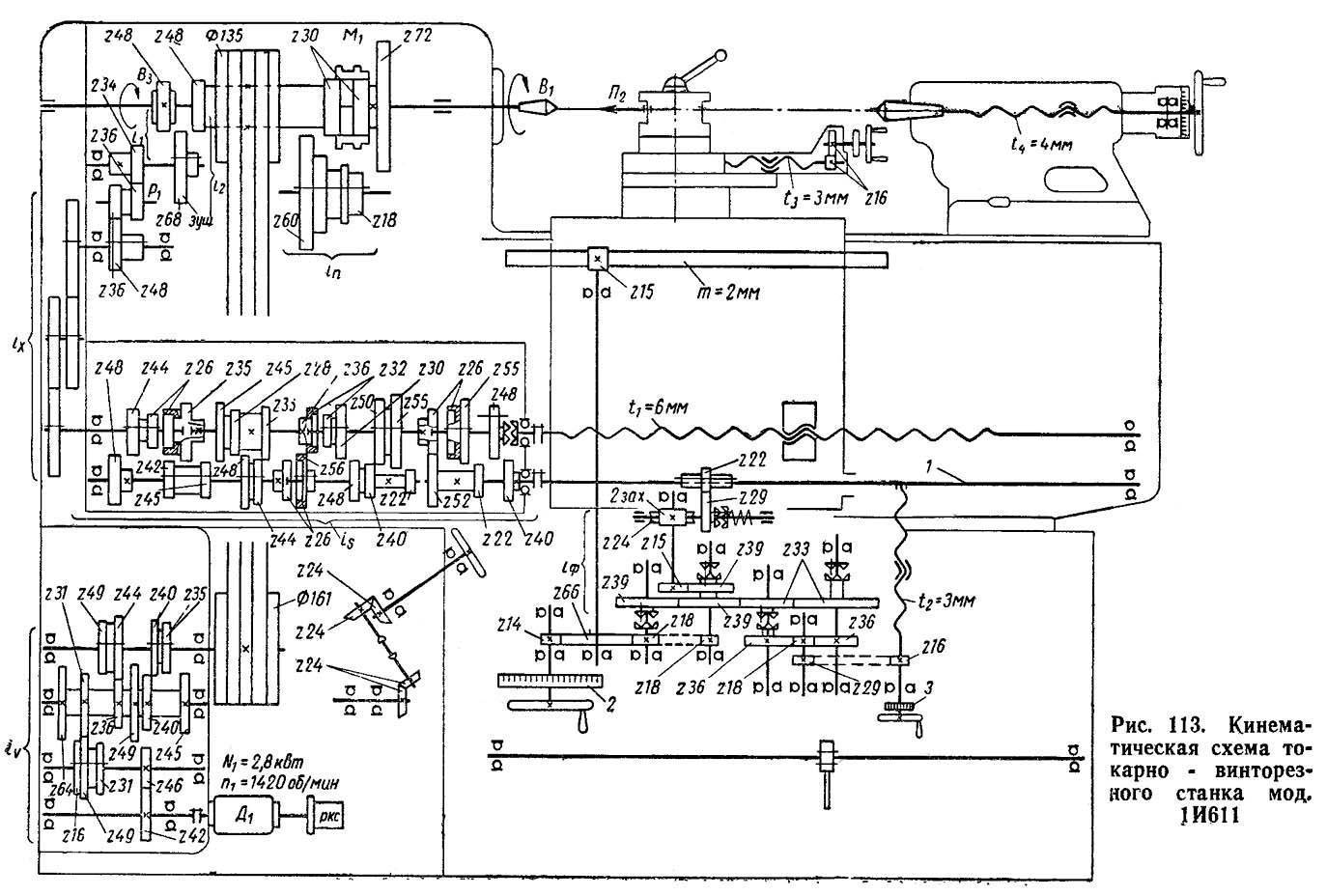
Детальнее ознакомиться с возможностями станка, его устройством и основными функциями можно просмотрев
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Схема электрическая принципиальная токарно-винторезного станка 1П611
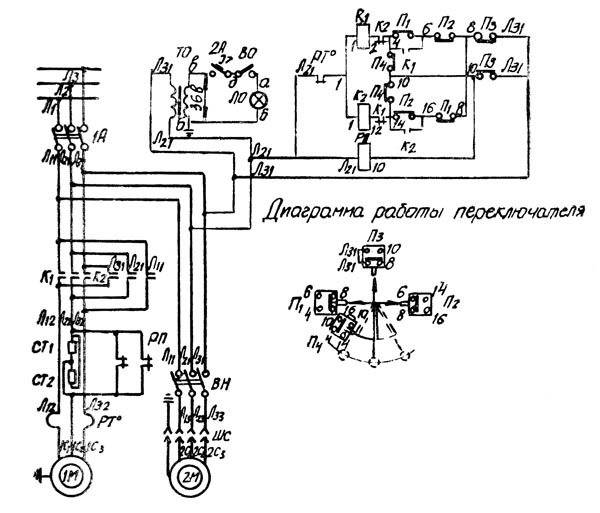
Электрическая схема токарного станка 1п611
Электрооборудование станка содержит:
- 1М – электродвигатель привода станка
- 2М – электронасос охлаждения
- Переключатель управления
- СТ – тормозное сопротивление
- Местное освещение
- Пусковая, защитная аппаратура
Работа эектросхемы токарно-винторезного станка 1П611
- Поворотом вводного выключателя ВВ подается напряжение на силовые цепи и цели управления
- Переключателем II задается необходимое включение:
- поворотом рукоятки влево начинается вращение шпинделя плево, а рукоятка из нефиксированного положения возвращается в первоначальное сроднее положение;
- аналогично производится включение вращения шпинделя вправ
- поворотом рукоятки к себе происходит торможение шпинделя (рукоятка возвращается в исходное положение)
- Поворотом выключателя ВН отключается только электронасос охлаждения 2М
Защита электрооборудования
- Защита от токов короткого замыкания осуществляется предохранителями
- Защита от перегрузки электродвигателей осуществляется тепловыми реле
- Нулевая защита осуществляется магнитными пускателями
- Станок должен быть надежно заземлен на цеховой контур согласно существующим правилам и нормам
- Эксплуатация электрооборудования стенка должна производиться в соответствии с документом «Правила устройства электрических установок»
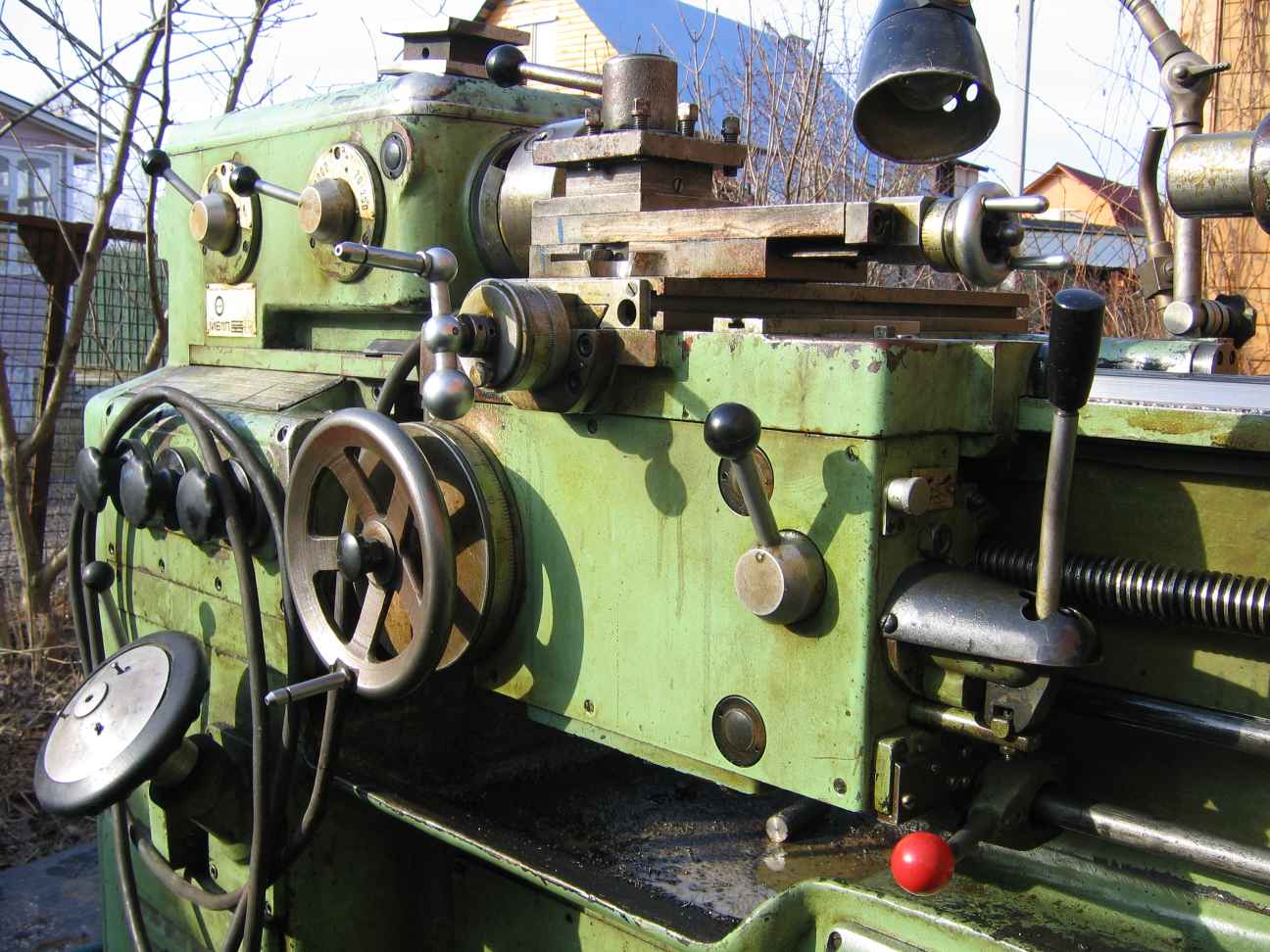
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.





Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.

Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.

Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.

Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.

Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.





