

Применение Литье металла
Вы можете использовать приведение для создания как простых, так и сложных объектов. Наиболее распространены следующие варианты использования:
Литье ювелирных изделий
Это одна из самых ранних форм металлического литья.. Чаще всего для изготовления ювелирных изделий использовались серебро и золото. Современные процессы, такие как 3D-литье, от простых дизайнов привели к созданию сложных дизайнов.
Корпус двигателя
Большинство деталей автомобилей зависит от литья. В них используются металлические сплавы, а также черные и цветные металлы. Прекрасный пример – цинк и алюминий. Это самые популярные металлы, из которых изготавливаются детали двигателей.
Корпус самолета
Процесс литья позволит получить многие детали, которые подходят для авиакосмической промышленности. Вы можете использовать его для изготовления деталей самолетов, которые подходят как для гражданских, так и для военных целей.
Широко используемые металлы для изготовления таких компонентов – это алюминий, магний и титан.
Их сплавы превосходны благодаря превосходным механическим свойствам и высоким допускам на размеры.
Кастинг оружия
Самым ранним применением было изготовление оружия, которое использовалось для защиты и охоты. По мере того, как дела продвигались из-за технологических прорывов, стали появляться различные оружейные материалы.
3D литье металла
Можно использовать 3D-литье металла как альтернативу другим процессам литья металла. Вы сможете оставаться конкурентоспособными, если воспользуетесь 3D-технологиями. Некоторые из связанных преимуществ:
- Процесс его более точный и аккуратный.
- Вы можете производить тысячи деталей за короткий период.
- Меньшие производственные затраты
- В процессе максимально используются доступные материалы.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.
Огнеупоры
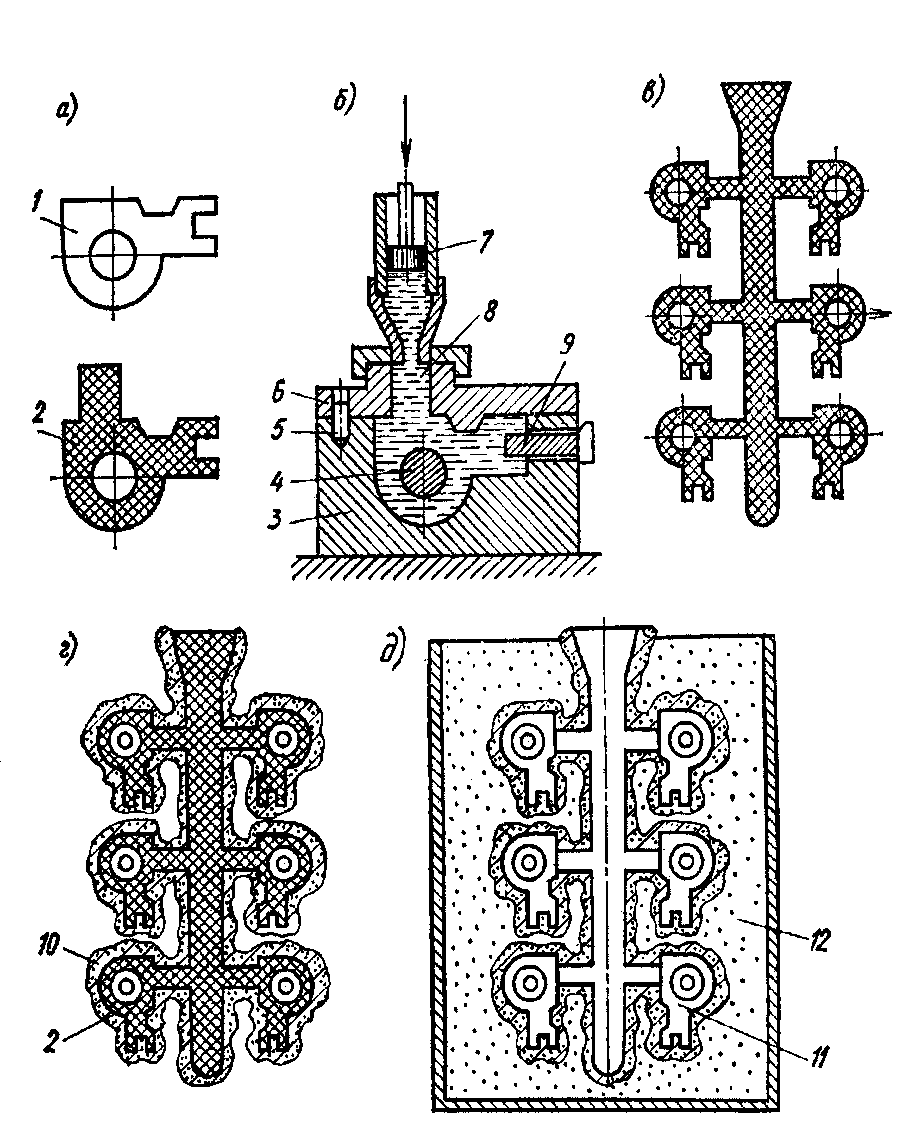
Литниково-питающая система при литье по выплавляемым моделям
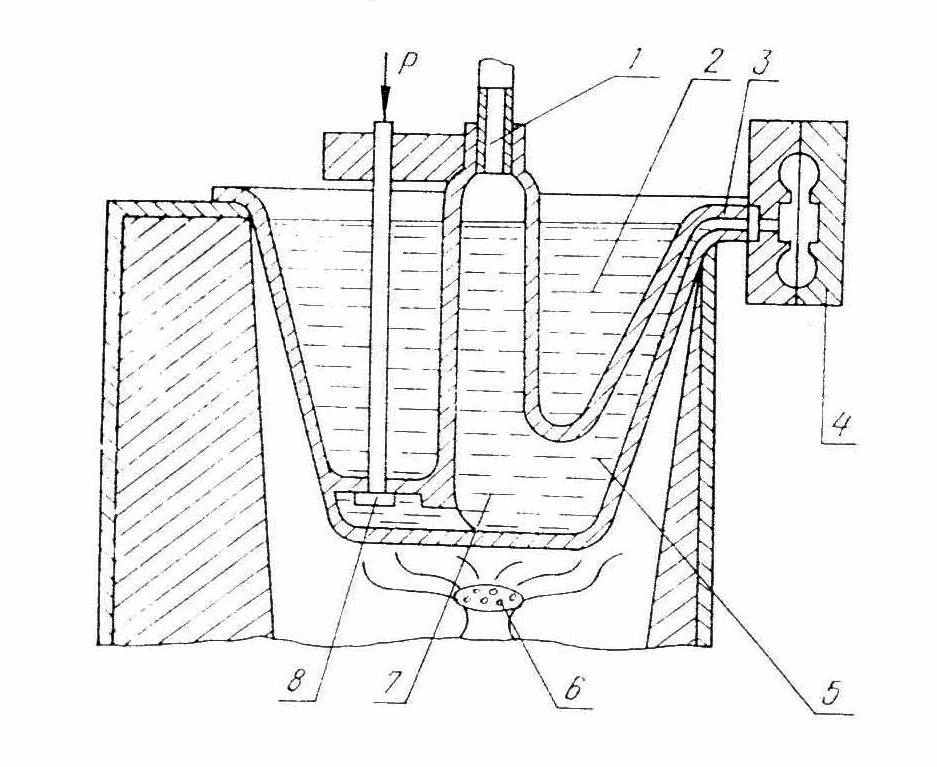
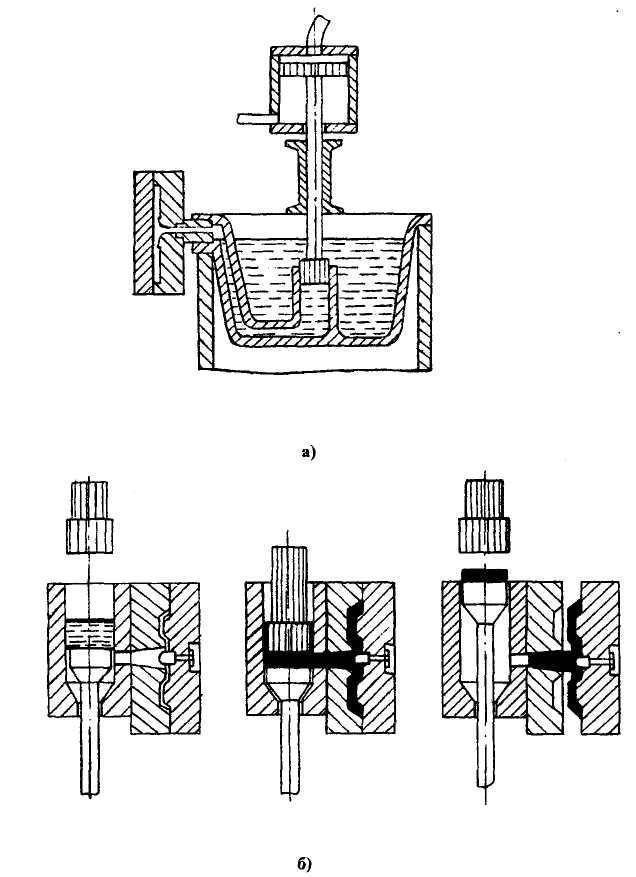
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
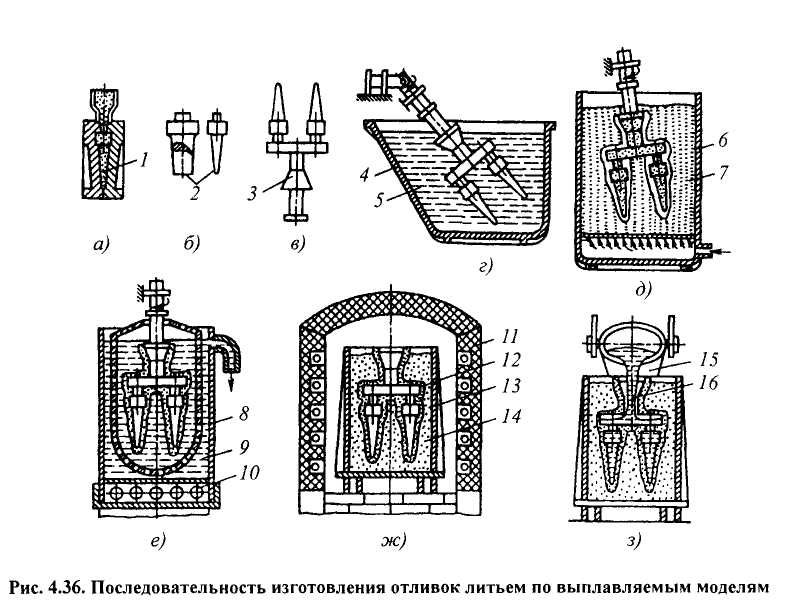
Литье по выплавляемым моделям: технология
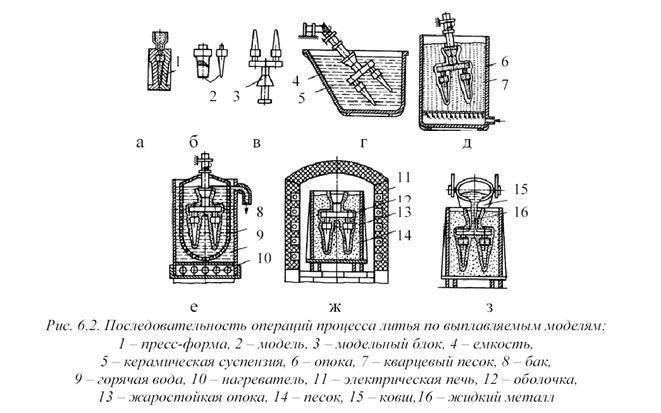
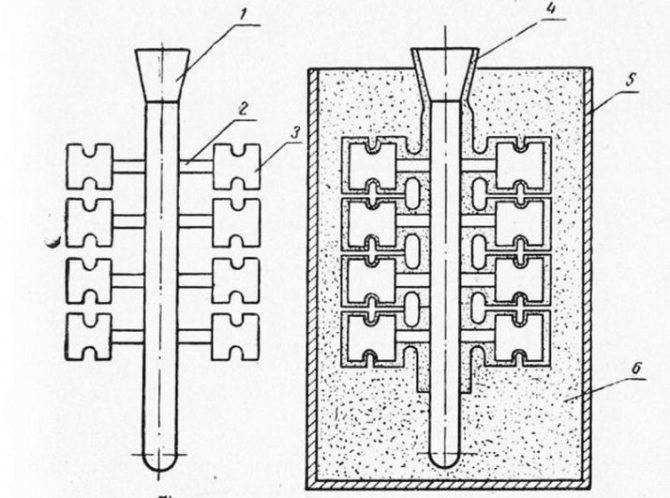
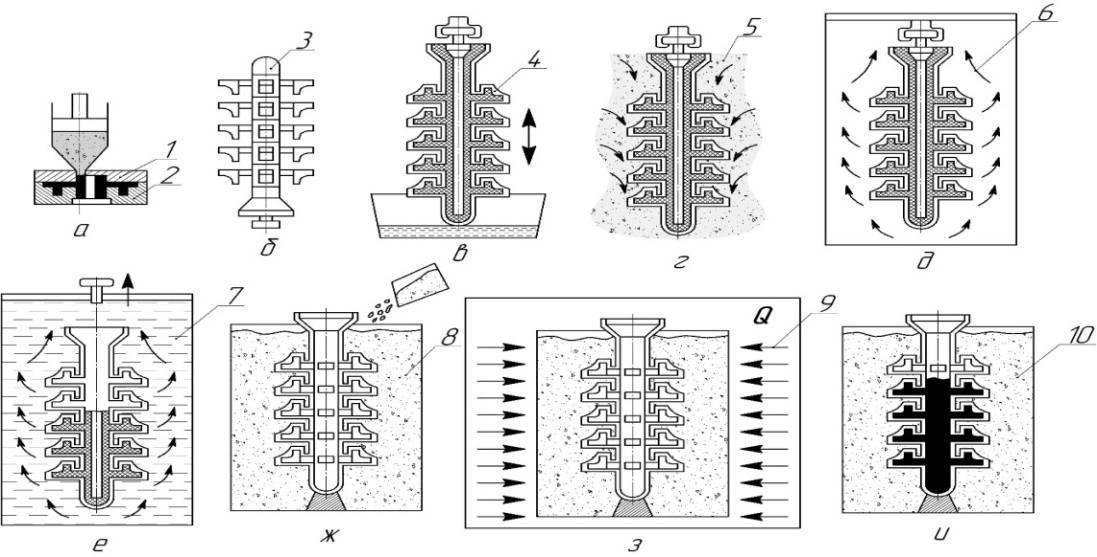
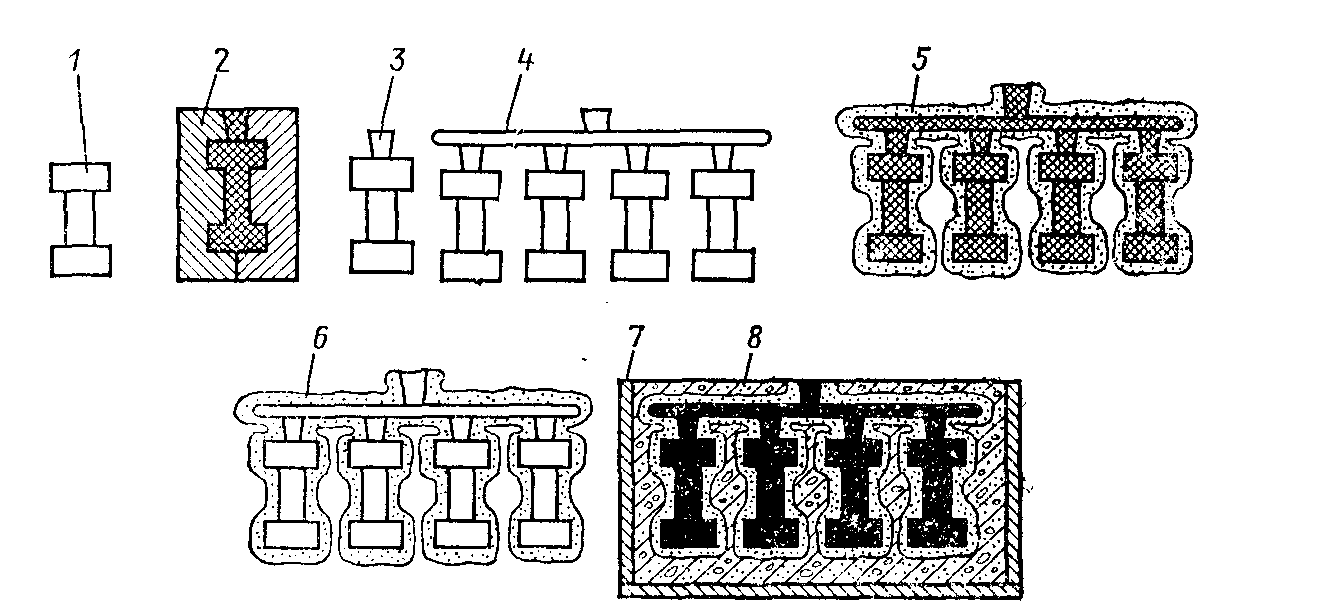
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
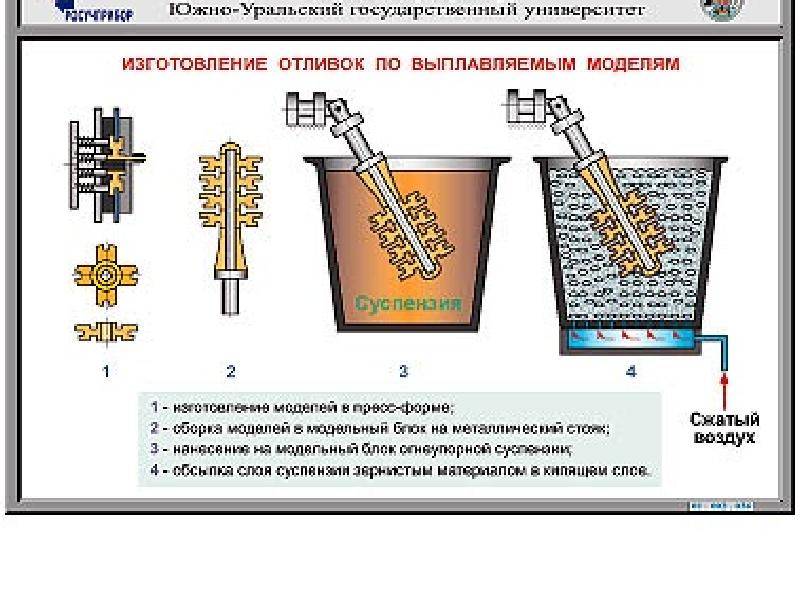
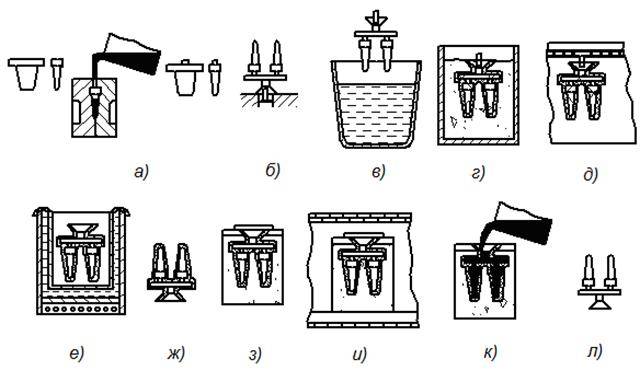
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.

Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Подготовка к работе
Металл популярен не только в различных отраслях современной промышленности (судостроение, авиация, ракетная техника и др.), но также для литья скульптурных композиций по причине долговечности и стойкости к механическим повреждениям. Высокохудожественные формы бронзовых изделий украшают театры и дворцы, залы торжественных мероприятий.
Несмотря на сложность технологии, художественное литье бронзы остается востребованной процедурой, которая реально станет прибыльным бизнесом по причине низкой насыщенности рынка. Сначала будущему мастеру понадобится стартовый капитал не менее 200 тысяч рублей, чтобы заняться приобретением оборудования, постижения секретов работы с материалом.



Необходимое оборудование
Для обустройства небольшой плавильной мастерской нужно приобрести:
- простую плавильную печь;
- чугунный либо стальной тигель;
- специальный вид щипцов для извлечения тигля;
- формы для отливки, вспомогательный крючок;
- горн потребуется, если печь не муфельная;
- запас древесного угля, если использовать горн для плавления.
Подбирая помещение для литейных работ, важно снабдить его эффективной вентиляцией, подготовить набор надежных средств, обеспечивающих противопожарную защиту. Для отлива мелких изделий можно воспользоваться небольшим помещением
Литье крупногабаритных конструкций лучше выполнять в цеху или гараже.
Общий план процесса выглядит следующим образом:
- создание эскиза, а затем модели для отлива;
- загрузка металлолома в тигель, плавление внутри печи;
- заполнение отливочной формы жидким сплавом;
- извлечение готового изделия, устранение дефектов.
Перед процессом самостоятельного литья бронзы необходимо запастись сырьем. Для этого подойдет небольшой запас бронзового лома – выпускаемые промышленностью слитки металла либо детали сантехнических приборов.
Дефекты литья под давлением
Большинство дефектов литья под давлением связаны либо с потоком расплавленного материала, либо с неравномерным охлаждением изделия при затвердевании.
Ниже приведён перечень дефектов, о которых необходимо помнить при изготовлении изделий методом литья под давлением. В следующем разделе будут рассмотрены подходы к работе, позволяющие избежать возникновения этих дефектов.
Искривление
При охлаждении (и, в результате, усадке) отдельных частей изделия быстрее, чем других, эти части могут стать искривлёнными за счёт внутренних напряжений. Изделия с неравномерной толщиной стенок наиболее подвержены данному дефекту.
Искривление
Утяжины
При затвердевании внутренней части изделия раньше части могут образовываться небольшие углубления на в целом ровной поверхности, называемые утяжинами.
Изделия с толстыми стенками или некорректно продуманными рёбрами особенно подвержены данному дефекту.
Утяжины
Следы волочения
При усадке пластика он оказывает давление на форму.
При выталкивании изделия стенки изделия будут скользить и цепляться за края формы, что может привести к появлению следов волочения. Изделия с вертикальными стенками (и без угла конусности) особенно подвержены данному дефекту.
Следы волочения
Швы
При встрече двух потоков на изделии могут образоваться места обесцвечивания толщиной с волос. Такие швы портят внешний вид, а также отрицательно сказываются на прочности изделия.
Изделия с крутыми переходами геометрии или отверстиями особенно подвержены данному дефекту.
Швы
Неполный впрыск
Воздушные включения в форме могут попасть в поток материала при литье, что приводит к незавершенности изделия. Правильный дизайн должен способствовать распространению потока расплавленного пластика.
Изделия с тонкими стенками или некачественно проработанными рёбрами особенно подвержены данному дефекту.
Неполный впрыск
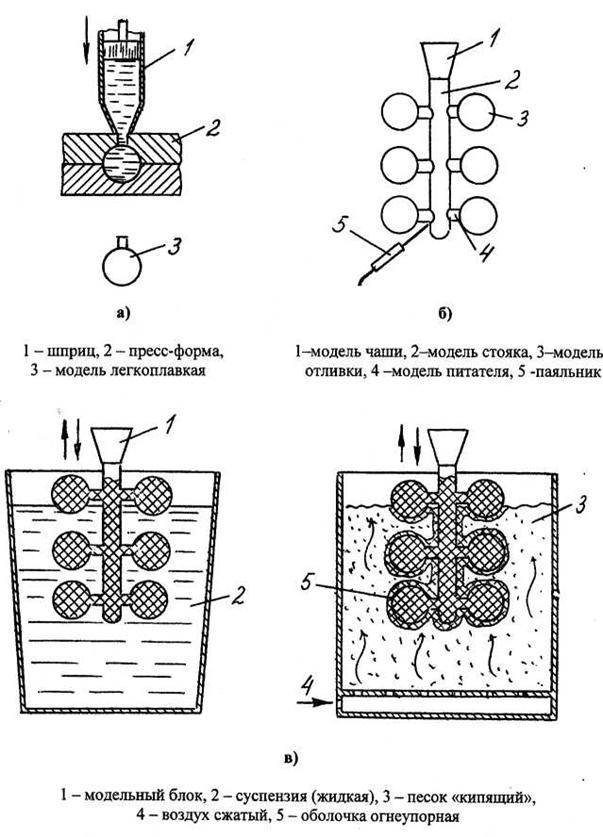
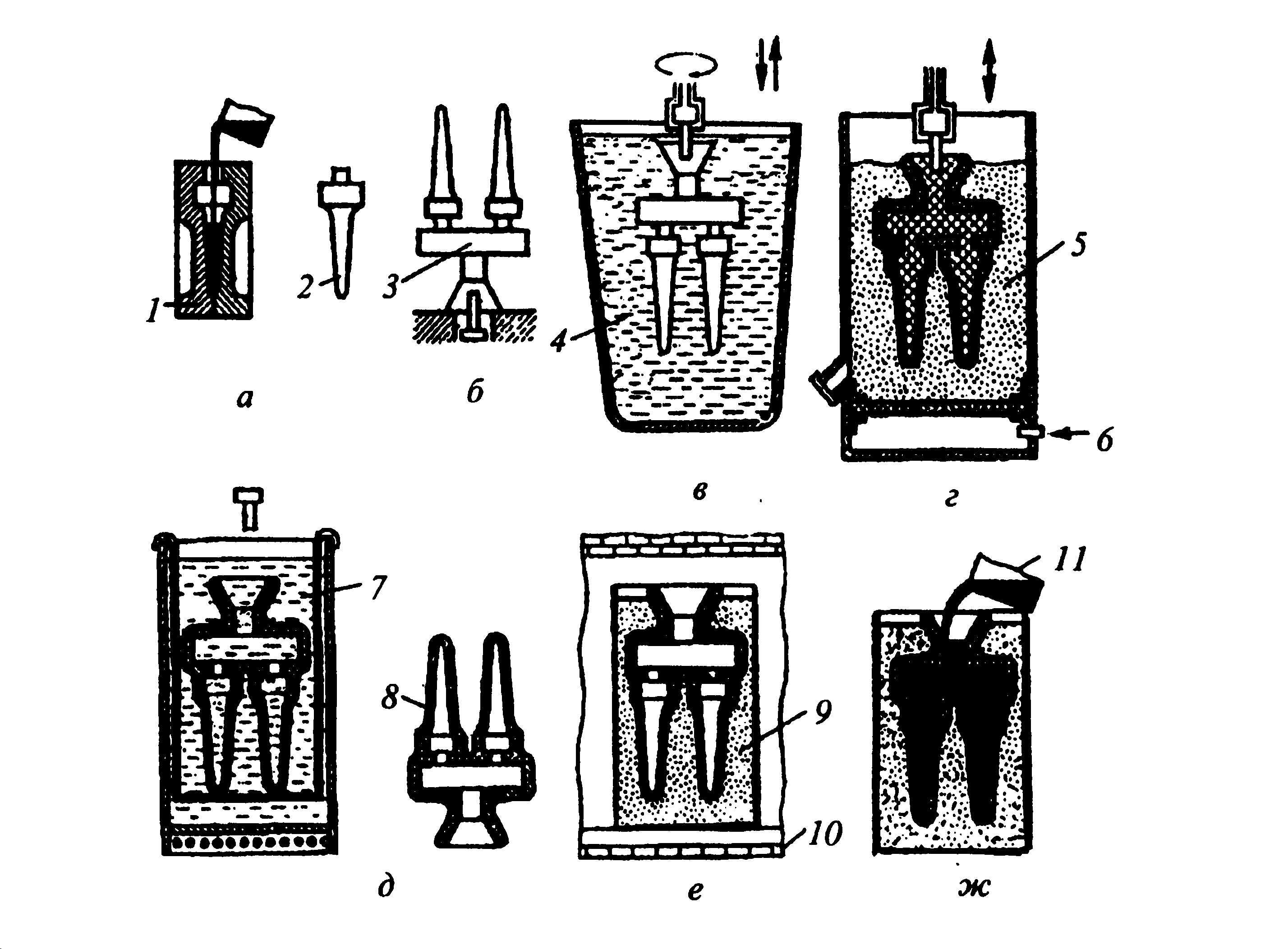
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
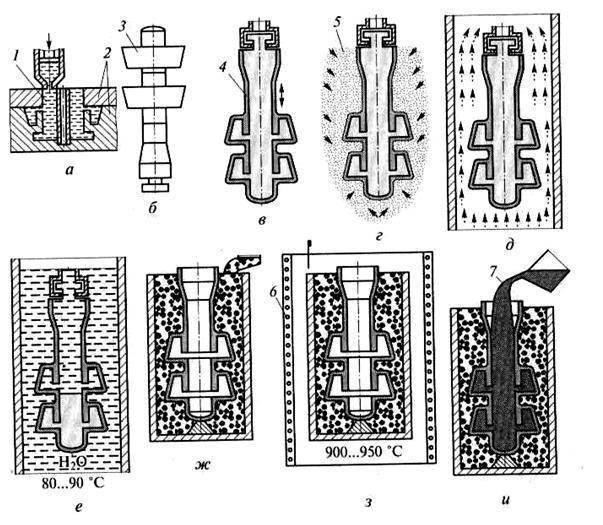
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
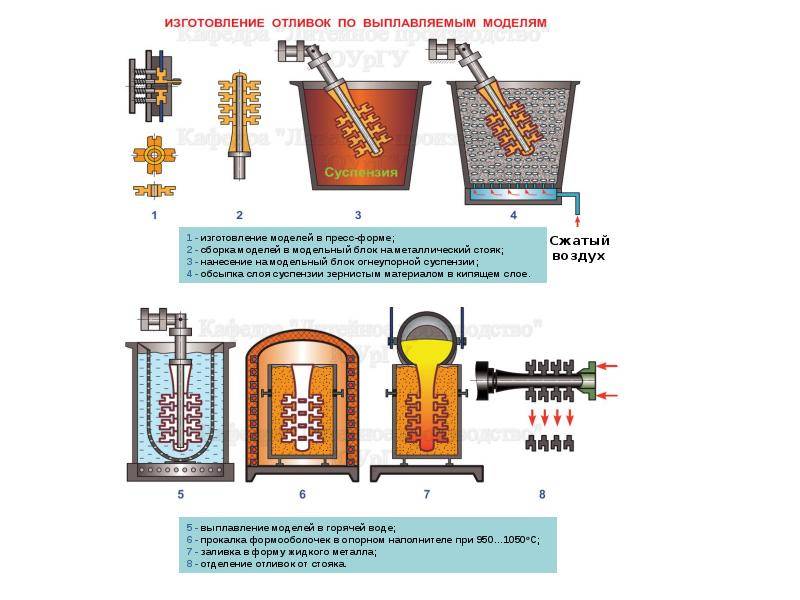
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
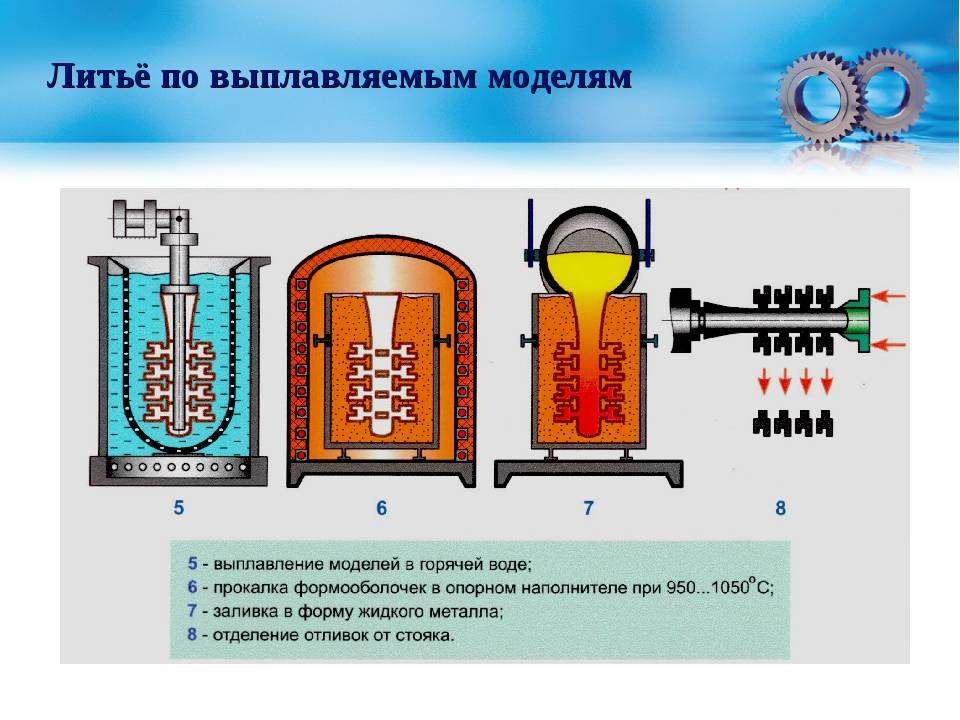
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +1200 С…+1500 С или в горячей воде 900 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 9000 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
требует осторожности в ходе проведения технологического процесса литья;
длительность рабочего процесса подготовки формы;
данное производство является рентабельным только при его массовом применении;
необходимость проветривания в помещении;
следует строго придерживаться технике безопасности;
работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.






Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Виды литья под давлением
О данном методе переработки полимеров
Литье пластмасс под давлением (ЛпД) наряду с экструзией является наиболее распространенным и изученным методом переработки пластмассы в готовые продукты или полуфабрикаты. В отличие от экструзии, данный метод позволяет сразу получить деталь заданных размеров и практически любой геометрии (с некоторыми ограничениями – см. ниже). Литью находят применение главным образом при производстве изделий из термопластов, однако и для реактопластов этот способ переработки время от времени встречается. Если оборудование для переработки термопластов называется термопластавтомат (ТПА), то реактопласты перерабатывает на реактопластавтоматах, которые конструктивно отличаются от ТПА. В общем виде оборудование для этого способа производства часто называют просто «литьевая машина».
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.
Видео 1. Работа современного термопластавтомата
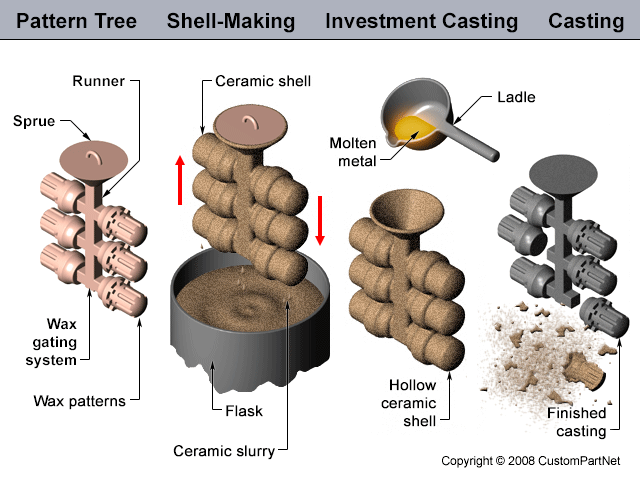
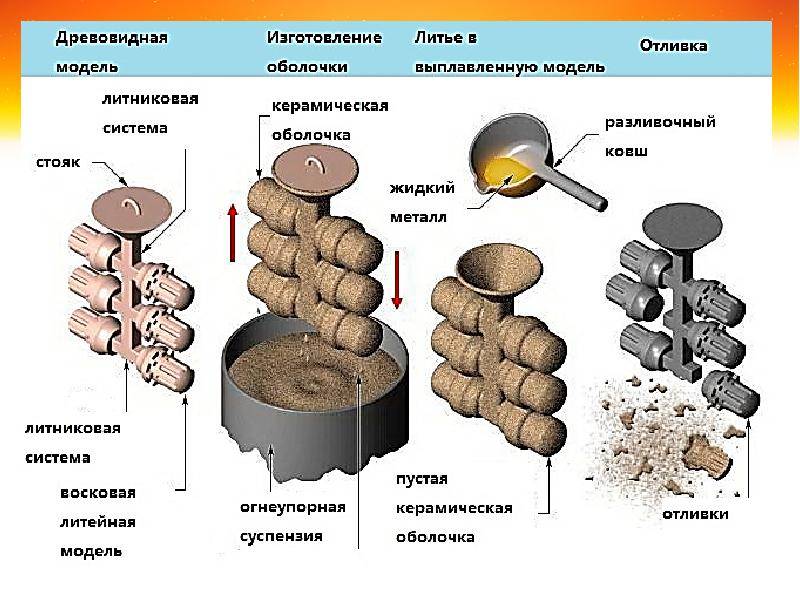
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
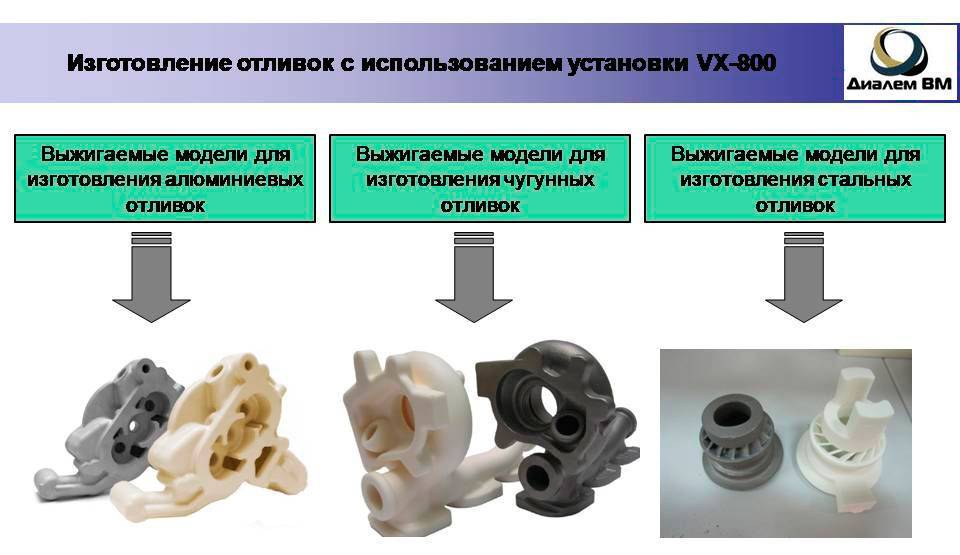
Модельные материалы и способы изготовления
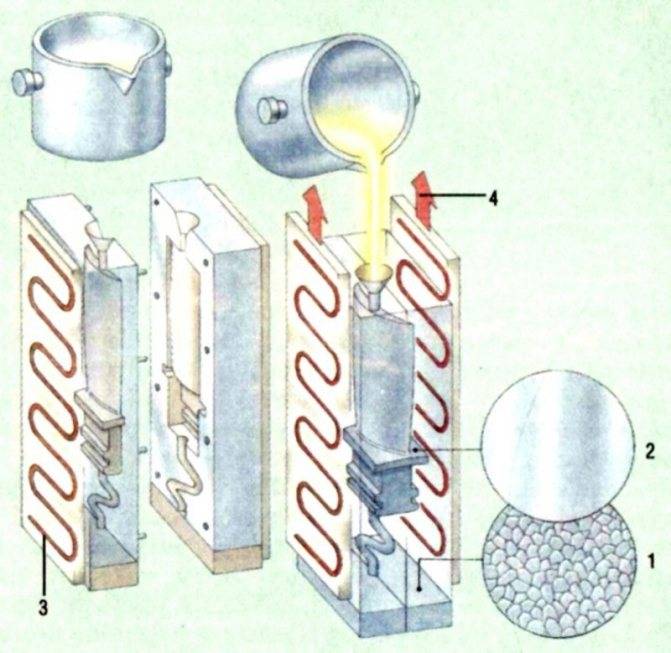
В качестве материалов для газифицируемых моделей шире всего применяется плотный пенопласт (вспененный полистирол) мелких фракций.
Плотный пенопласт для ЛГМ
В зависимости от размеров детали применяются гранулы от 0,2 до 1,0 мм. Материал обладает такими ключевыми свойствами, как:
- Низкая цена.
- Высокая прочность.
- Легкообрабатываемость.
Вторым важным материалом для газифицируемых моделей являются антипригарные покрытия, которыми смазывают поверхность модели перед формовкой. Современные покрытия делают на основе водных связующих, они обладают высокой экологичностью.
Антипригарные покрытия для ЛГМ
Газифицируемые модели для отливок по ЛГМ производятся двумя способами. Небольшие матрицы для массовых отливок делают методом экструзионного вдувания жидкого пенопласта в алюминиевые изложницы. Их изготовляют в свою очередь методом литья или механической обработки. Газифицируемые макеты для изготовления сложных отливок вырезают из твердого куска пенопласта раскаленной нихромовой проволокой, закрепленной в шаблоне или в станке с ЧПУ.
Газифицируемые модели для литья
С помощью склеивания можно создавать газифицируемые модели для литья деталей больших размеров и практически любой конфигурации. Не является больше сложностью любое количество и глубина выступов и впадин, внутренних полостей и переменных уклонов поверхностей. Не требуется высокое искусство проектировщика и модельщика и многие часы ручного труда. Теперь это — простая последовательность операций.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Работа с поднутрениями* (нишами)
*Поднутрения — перевод термина undercuts
Поднутрения или ниши – важный аспект при работе с литьём под давлением.
Поднутрениями называются элементы изделия, которые не могут быть изготовлены с помощью простой формы (из двух частей) в связи с тем, что этому препятствует геометрия изделия при открытии формы или при выбросе изделия.
Защёлки или зубья резьбы являются примерами поднутрениями. Ниже приведены советы по работе с поднутрениями.
Смещение линии разъёма
Простейшим способом работы с поднутрениями является смещение линии разъёма формы для пересечения с ними.
Данное решение подходит для многих разработок с поднутрениями на внешней поверхности изделия
Важно помнить о соответствующей подстройке углов конусности
Смещение линии разъёма
Использование шибера (вставки в форму)
Другим способом работы с поднутрениями является удаление материала из-под или над проблемной областью. Таким образом поднутрение удаляется и всё изделие изготавливается формой напрямую.
Вставки полезны при работе с поднутрениями внутренних (для защёлок) или боковых (для ручек и отверстий) частей изделия.
Использование шибера
Силовой съём изделия с поднутрениями
Если изделие достаточно гибкое, одним из вариантов может быть деформирование формой при выбросе изделия. Силовой съём применяется для внутренних элементов, таких как резьба на бутылочных крышках.
При силовом съёме используются следующие рекомендации:
- Материал должен быть гибким — PP, PE или нейлон (PA)
- Высота поднутрения должна составлять 5% диаметра отверстия
- Угол атаки должен составлять от 30° до 45°
Силовой съём изделия с поднутрениями
Боковые стержни
При невозможности применения ни одного из вышеприведённых методов можно использовать стержни, вынимаемые из боковой части изделия перед его выбрасыванием. Стержни бокового действия должны использоваться отдельно, поскольку они прибавляют к общей сложности и стоимости формы 15–30%.

При разработке стержней бокового действия используются следующие рекомендации:
- Стержень должен двигаться параллельно линиям разъёма формы
- Углы конусности добавляются как обычно
Боковые стержни
Особенности формирования отливок и их качество
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1
. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2
. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3
. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4
. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5
. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).





