

Популярное
В зависимости от назначения схемы на чертеже изображают: а только цепи питающей сети источники питания и отходящие от них линии; б только цепи распределительной сети электроприемники, линии, их питающие ; в для небольших объектов на принципиальной схеме совмещают изображения цепей питающей и распределительной сетей. В кольцевых схемах ревизия любого выключателя производится без перерыва работы какого-либо элемента. Эти два примера иллюстрируют изложенные ниже требования к выполнению перечней элементов принципиальных электрических схем. Линии кВ имеют пропускную способность около МВт, поэтому три линии вполне обеспечат выдачу всей мощности присоединенных энергоблоков с учетом возможного расширения. Они служат основанием для разработки других конструкторских документов, например, схем соединений монтажных и чертежей. Линии связи выполняют толщиной от 0,2 до 1,0 мм в зависимости от форматов схемы и размеров графических обозначений.
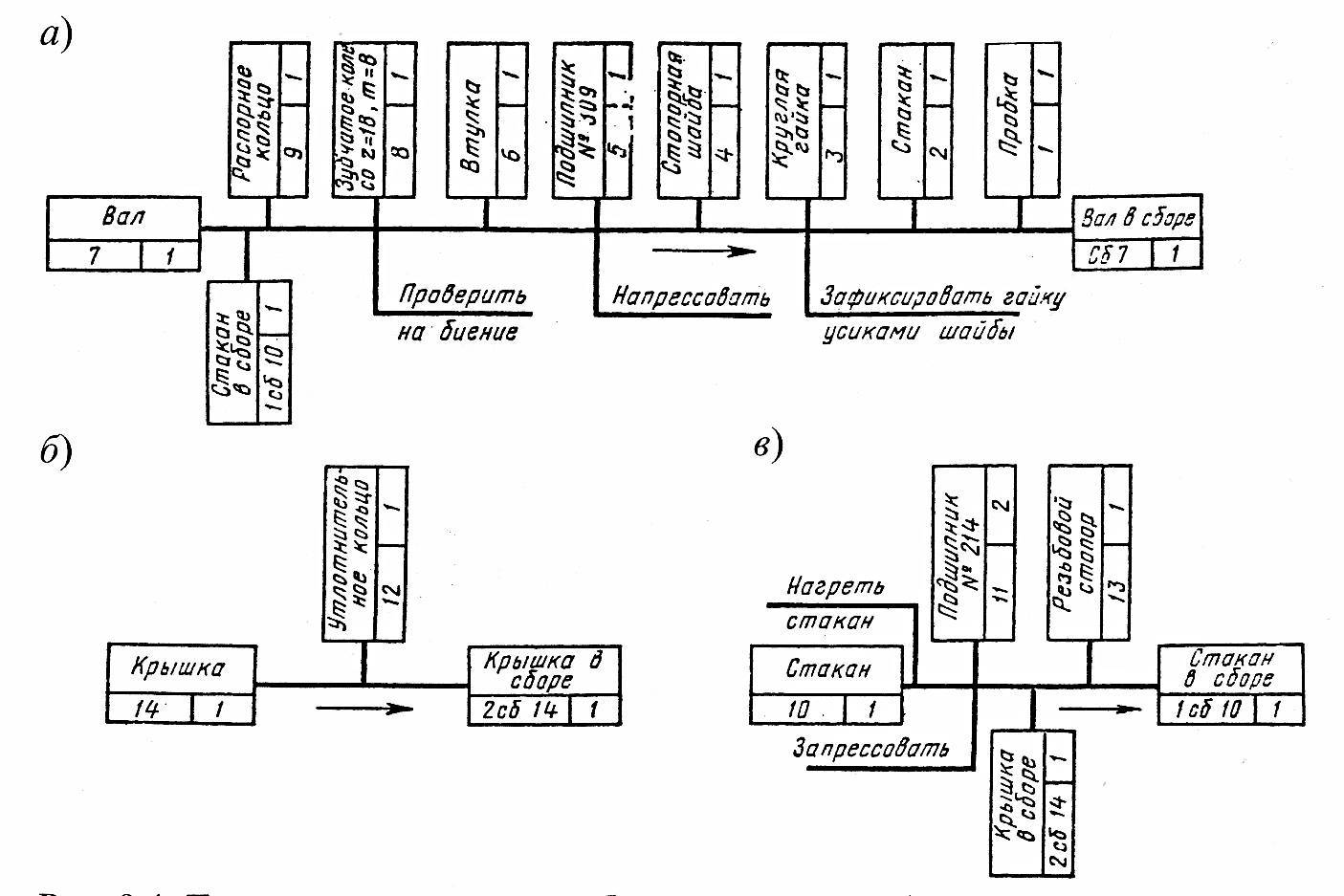
Эти два примера иллюстрируют изложенные ниже требования к выполнению перечней элементов принципиальных электрических схем. Линии кВ имеют пропускную способность около МВт, поэтому три линии вполне обеспечат выдачу всей мощности присоединенных энергоблоков с учетом возможного расширения. Они служат основанием для разработки других конструкторских документов, например, схем соединений монтажных и чертежей. Линии связи выполняют толщиной от 0,2 до 1,0 мм в зависимости от форматов схемы и размеров графических обозначений. Если при повороте или зеркальном изображении условных графических обозначений может нарушиться смысл или ухудшиться читаемость обозначений, то такие обозначения изображаются только в положении, в котором они приведены в соответствующих стандартах. Так, в частности, выполнены схемы на рис. Единственным отличием между схемами может являться расположение и соединение деталей, которые при сборке реального устройства из-за соображений упрощения монтажа или уменьшения влияния одного элемента на другой могут быть разнесены в разные стороны.
Если при повороте или зеркальном изображении условных графических обозначений может нарушиться смысл или ухудшиться читаемость обозначений, то такие обозначения изображаются только в положении, в котором они приведены в соответствующих стандартах. Так, в частности, выполнены схемы на рис. Единственным отличием между схемами может являться расположение и соединение деталей, которые при сборке реального устройства из-за соображений упрощения монтажа или уменьшения влияния одного элемента на другой могут быть разнесены в разные стороны. На чертеже главные схемы изображаются в однолинейном исполнении при отключенном положении всех элементов установки. Распределительное устройство — кВ АЭС выполняется с одной или двумя рабочими и обходной системами шин. КАК ТЕЧЁТ ТОК В СХЕМЕ — Читаем Электрические Схемы 1 часть
На чертеже главные схемы изображаются в однолинейном исполнении при отключенном положении всех элементов установки. Распределительное устройство — кВ АЭС выполняется с одной или двумя рабочими и обходной системами шин. КАК ТЕЧЁТ ТОК В СХЕМЕ — Читаем Электрические Схемы 1 часть
 КАК ТЕЧЁТ ТОК В СХЕМЕ | Читаем Электрические Схемы 1 часть
КАК ТЕЧЁТ ТОК В СХЕМЕ | Читаем Электрические Схемы 1 часть
Статья по теме: Нормы испытания электрооборудования
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.
Технологическая схема
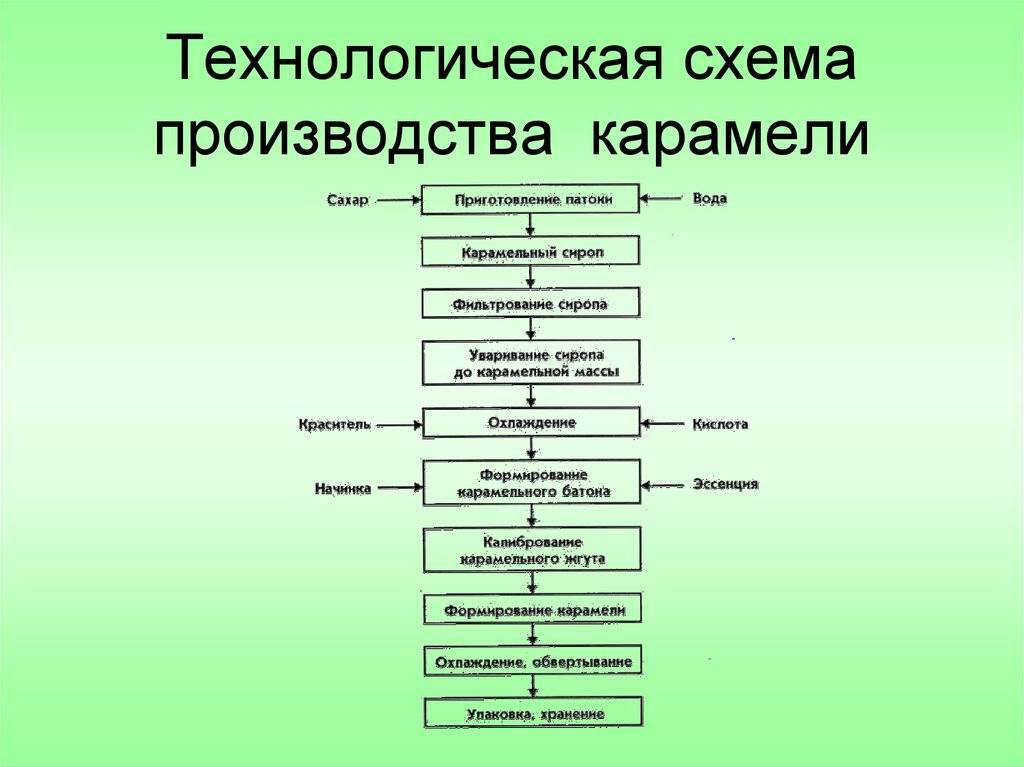
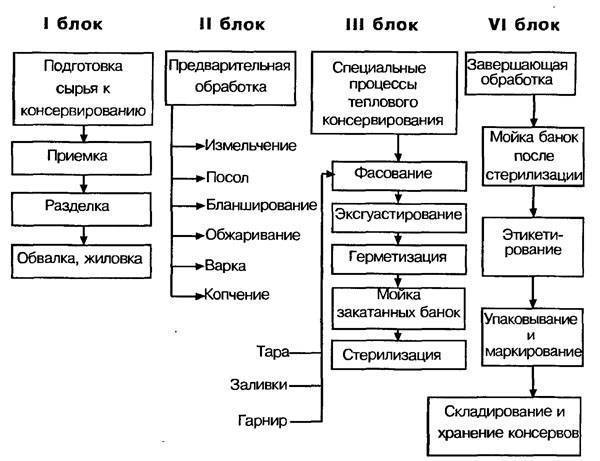
Технологическая схема производства – это последовательное описание или графическое изображение последовательности технологических операций (процессов) и соответствующих им аппаратов из превращения сырья на готовую продукцию.
Технологическая схема производства – это последовательный перечень всех операций и процессов обработки сырья, начиная с момента его приема и кончая выпуском готовой продукции, с указанием применяемых режимов обработки (длительности операции или процесса, температуры, степени измельчения и т.д.).
Полная
Полная технологическая схема – детальное графическое изображение и описание технологического процесса, включая все операции, аппараты, резервное оборудование, контрольно-измерительные приборы и автоматику, защитные устройства, системы регенерации тепла и веществ, резервную обвязку трубопроводами и тому подобное.
Полная технологическая схема необходима при детальном изучении технологии, но она не очень удобная при первичном изучении технологического процесса.
При первичном изучении производства лучше работать с принципиальной технологической схемой.
Принципиальная
Принципиальная технологическая схема содержит такую информацию:
- Последовательность технологических операций (нагревание, охлаждение, окрашивание, сушение, химические реакции, и тому подобное);
- Основное технологическое оборудование (теплообменные аппараты, ректификационной колонны, насосы, компрессоры, и тому подобное) без указывания количества однотипных аппаратов;
- Нормы технологического режима (давление, температура, концентрация, и тому подобное);
- Места ввода в процесс сырья и вспомогательных веществ и выхода из процесса готовой продукции, побочных продуктов и отходов производства.
Принципиальная технологическая схема дает информацию о физико-химической сути процессов, которые протекают в производстве, и, следовательно, часть начальных данных для анализа пожарной опасности данного производства.
Если при проведении пожарно-технического обследования или экспертизы проектных материалов у специалиста по пожарной безопасности нет принципиальной технологической схемы, но полна, рекомендуется упростить ее, превратив в принципиальную.
Эту работу могут выполнить как проектная организация или предприятие, так и специалисты, по пожарной безопасности.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.
Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.
Условные схемы производства комбикормов
Схема 2. Условные схемы производства комбикормов
Американская схема производства комбикормов предусматривает сначала измельчение сырья по отдельности (схема 3). При этом на одной дробилке или на нескольких дробилках каждая единица сырья может измельчаться по индивидуальным параметрам (диаметр отверстий решет или даже тип дробилки). Далее измельченное сырье подается в наддозаторные бункеры. Дозируется, и после весов попадает в смеситель.
Схема 3. Американская схема производства комбикормов
Преимущества американской схемы производства комбикормов:
- Процесс происходит более наглядно и контролируемо;
- Более равномерная работа дробилки или дробилок;
- Есть возможность подбора сита для каждого вида сырья;
- Есть возможность избежать измельчения компонентов, которые этого не требуют.
Стоит отметить, что дорогие корма — для собак и кошек, экструдированные корма для рыбы производятся по такой схеме подготовки смеси.
Недостатки: потребность в дополнительных емкостях для измельченного сырья и большее количество транспортного оборудования.
При Европейской схеме сначала недробленое сырье дозируется на весах (схема 4). Передается в бункер/бункеры над дробилкой отдельными взвешенными порциями. Эти порции так же, отдельно друг от друга, мелются и подаются в смеситель. На всем промежутке пути от весов до выхода из смесителя порции не должны «накладываться» друг на друга, иначе произойдет нарушение рецептуры.
Европейская схема была изобретена как вынужденное решение для работы на привозном сырье. Она подходит для припортовых комбикормовых заводов, где цена на землю очень высокая (Голландия, Дания, Германия, Англия). Там, где работают на собственном сырье (США, Бразилия, Китай, Украина, Казахстан) больше подходит американская схема. Хотя, это не является догмой и у нас в Украине уже существует много комбикормовых заводов, работающих по европейской схеме.
Схема 4. Европейская схема производства комбикормов
Европейская схема преимущества:
- Меньше бункеров и транспортного оборудования;
- Несколько лучше перемешивание компонентов.
- Дробилка работает неравномерно, рывками;
- Время холостого хода дробилки может достигать 40% времени ее работы;
- Измельчается сырье, которое могло бы не измельчаться;
- Подача минеральных компонентов приводит к ускоренному износу рабочих органов дробилки.
При т.н. Советской схеме (объемном дозировании, схема 5) различные виды сырья непрерывным потоком с наддозаторных бункеров «сводятся» в один шнековый (как правило лопастной) транспортер, где они перемешиваются в непрерывном потоке и подаются на дробилку.
Я назвал последнюю схему советской из-за ее большой популярности в СССР. Сейчас объемное дозирование малоперспективное, устаревшее, им невозможно проконтролировать процесс дозирования, плохо поддается настройкам.
Схема 5. Советская схема производства комбикормов
Очень простое, дешевое и очень большая производительность. В Украине в 1960-1970-х годах было построено 50 таких заводов продукция которых при переходе на свободные рыночные отношения оказалась неконкурентной.
Разделка, формовка и выпечка
Далее трудовой процесс предполагает разделку и формовку кондитерских изделий. Делается это в отдельном подразделении, где предусмотрены места для разделки разного теста. Слоеное и песочное тесто разделываются и формуются на холодильном столе, так как эти виды теста требуют охлаждения при приготовлении. Сформованные изделия, созданные из песочного, бисквитного, слоеного теста, сразу отправляются на кондитерские листы и выпекаются.

Полуфабрикаты подвергаются термической обработке для готовности, и этот этап – едва ли не самый важный во всей технологической схеме. Каждый вид кондитерки создается при определенной температуре и продолжительности тепловой обработки, что требуется соблюдать. Выпечка осуществляется в специальных пекарских шкафах из 2-4 камер. По окончанию выпечки готовые кондитерские изделия отправляются в остывочное отделение, где они охлаждаются.
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
 Наряду с силовыми контроллерами применяются командоконтроллеры в контакторных схемах управления грузоподъемных механизмов лебедки, краны. Методические указания по чтению электрических схем заключаются в рекомендациях по принятому порядку последовательности изучения электрифицированной установки.
Наряду с силовыми контроллерами применяются командоконтроллеры в контакторных схемах управления грузоподъемных механизмов лебедки, краны. Методические указания по чтению электрических схем заключаются в рекомендациях по принятому порядку последовательности изучения электрифицированной установки.
 Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
 Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
 Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
4.1. Схема электрическая структурная (Э1)
 Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
Создание выпечки
Работа кондитерского производства строится на основании заявок, полученных от потребителей. В соответствии с ними рассчитывается нужное количество сырья, которое правильно хранится в специальных холодильных шкафах. На первом этапе трудовой процесс в цеху начинается с подготовки продуктов, обработки яиц и просеивания муки. Делается это в специальных моечных ваннах и на производственном столе. Просеиватель устраняет из муки механические примеси, делает ее рыхлой, чтобы кондитерские изделия были качественными.

Замешивание теста выполняется в тестомесильной машине, которая быстро и качественно замешивает дрожжевое, пресное или песочное тесто. С помощью планетарного миксера на производстве создается белково-воздушное, жидкое дрожжевое или мягкое песочное тесто, взбиваются кремы, суфле, желе. Если требуется изготовление слоеного теста, используется тестораскаточная машина.
Земляные работы
При производстве работ по разработке выемок (котлованов и траншей) и устройству естественных оснований состав контролируемых показателей, допустимые отклонения, объем и методы контроля должны соответствовать тб.4 СНиП 3.02.01-87.
При этом отклонения от проектных отметок дна котлованов и траншей, продольного уклона траншей, отметок спланированных поверхностей выемок и насыпей – производится нивелиром; геометрические размеры выемок и насыпей проверяются измерительной лентой или рулеткой, а крутизна откосов выемок и насыпей – теодолитом.
Плотность грунта в основании сооружений, а также плотность грунта обратной засыпки и насыпи проверяется плотномером после взятия проб строительной лабораторией.
Типы
Технологические схемы производства разделяют на такие типы:
- с открытой цепью;
- циклические (циркуляционные, круговые, замкнутые).
Схема с открытой цепью состоит из аппаратов, через которые все компоненты проходят лишь один раз. Циклическая схема предусматривает многоразовое возвращение к одному аппарату всех реагирующих масс или одной из фаз в гетерогенном процессе к достижению заданной степени превращения начальных веществ.
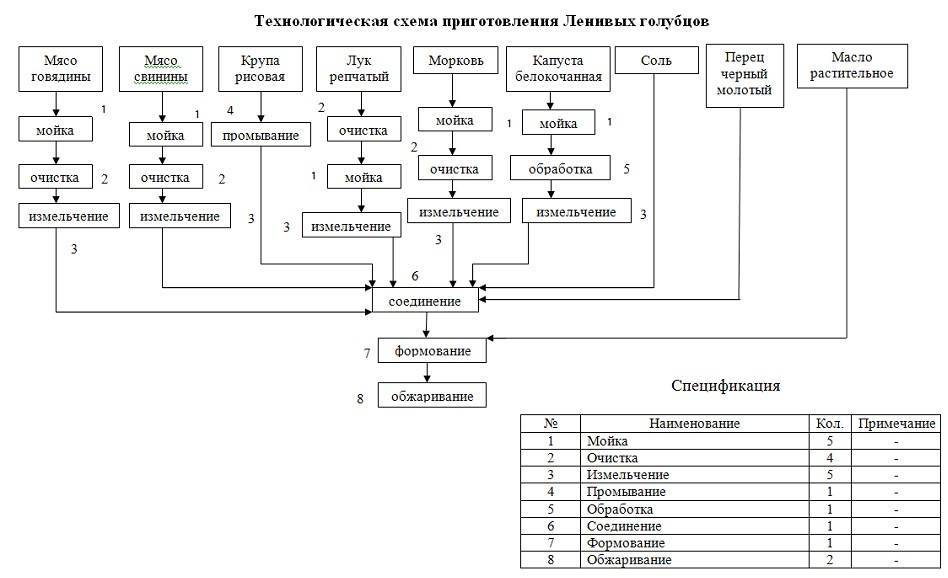
Технологическая схема имеет вид последовательных схематических изображений связанных между собой машин и аппаратов или же последовательных условных обозначений соединенных между собой операций.
Технологические аппараты на схеме изображают в виде упрощенных внешних очертаний элемента, стандартного условного обозначения, прямоугольников и других геометрических фигур.
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
4.1. Схема электрическая структурная (Э1)
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
Технологические схемы монтажа конструкций покрытия с рядовыми фонарными блоками размерами 12×12 м
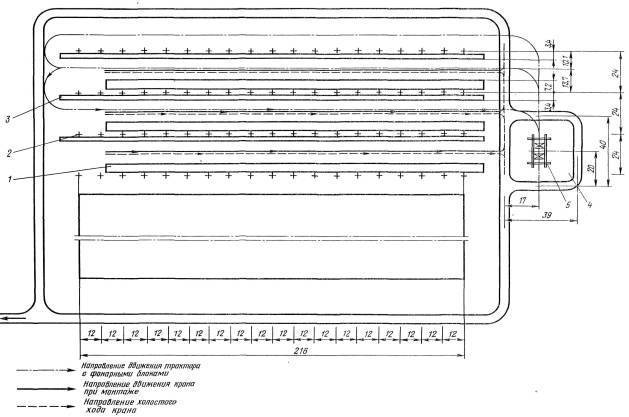
1 — зона складирования плит покрытия;
2 — колонна;
3 — зона складирования стропильных ферм;
5 — сани с кондуктором для укрепления и транспортирования фонарей блоками.
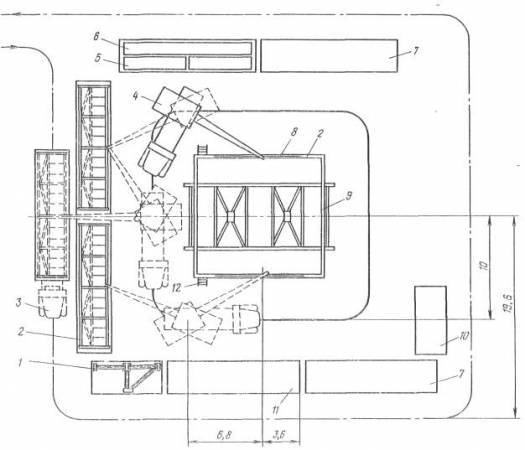
1 — элементы фонарных ферм;
2 — фонарные панели;
3 — транспортное средство;
4 — кран автомобильный к-162 со стрелой длиной 10 м;
5 — место складирования горизонтальных связей;
6 — прогоны;
7 — место складирования вертикальных связей;
8 — траверса;
9 — сани с кондуктором для укрупнения и транспортирования фонарных блоков;
10 — место складирования элементов торцевых панелей;
11 — стенд для укрупнительной сборки панелей и ферм;
12 — приставная лестница.
Примечание: Перед установкой фонарной панели в блок на панель навешиваются фонарные переплеты с нащельниками
Определение и характеристика
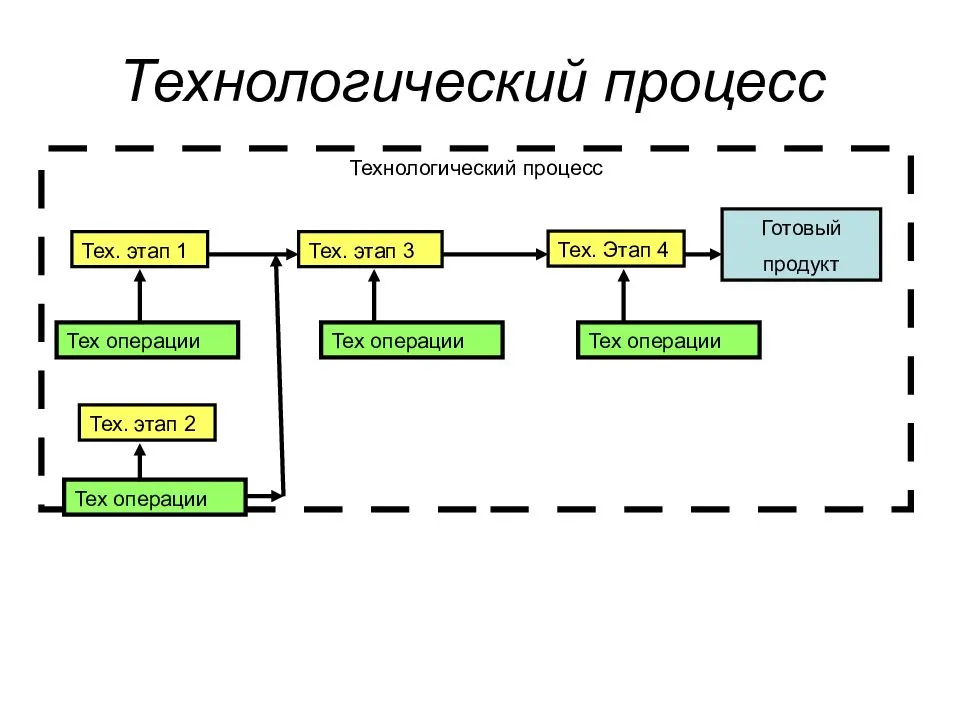
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.



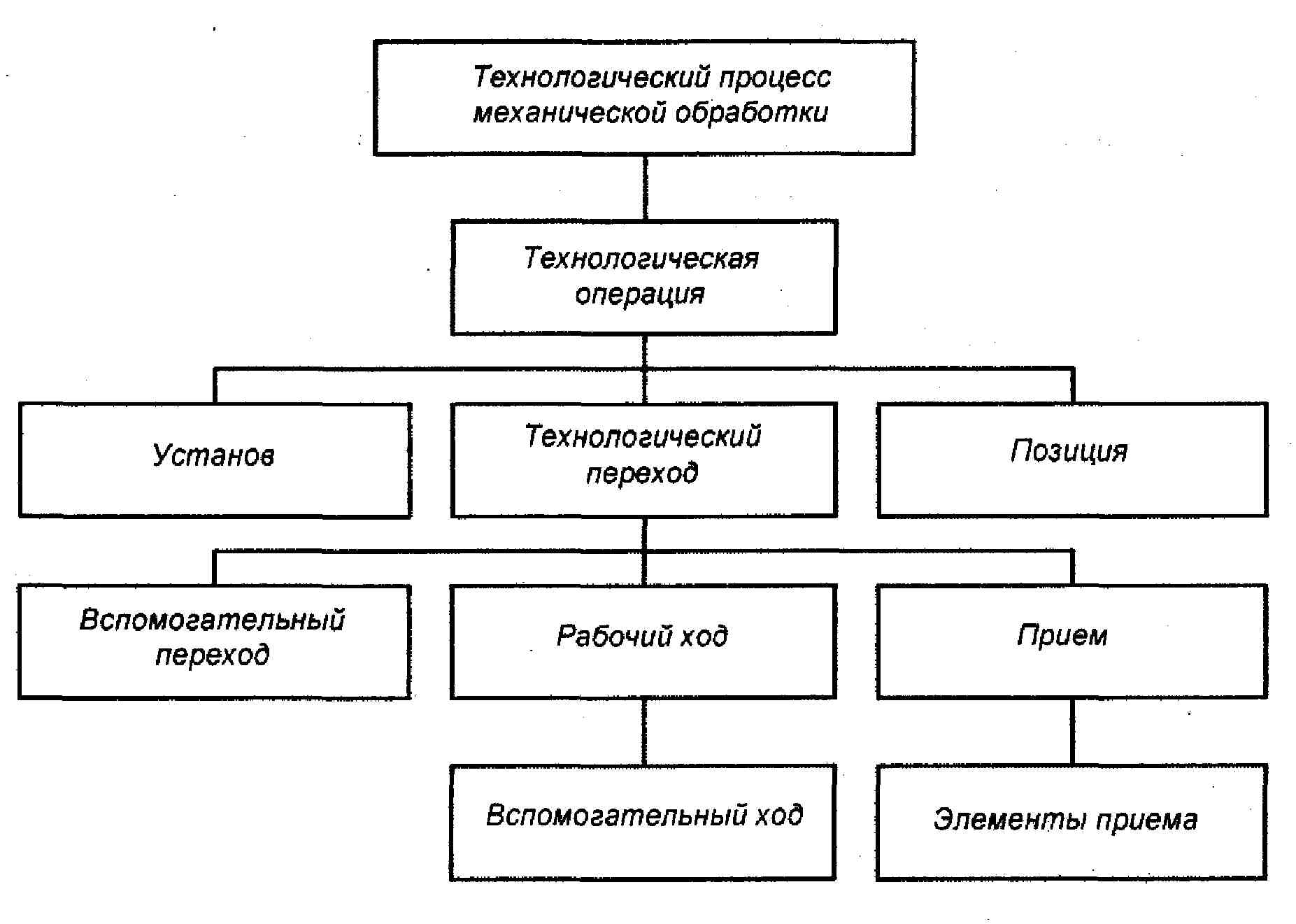
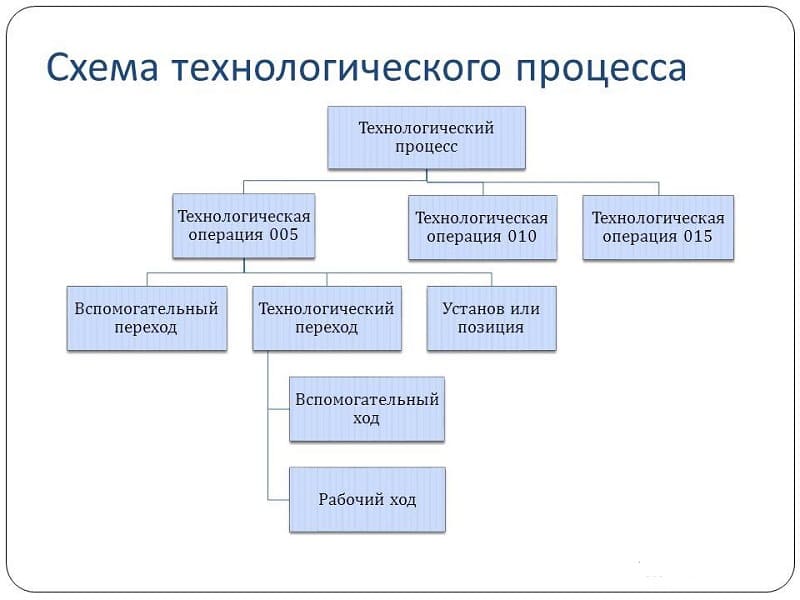
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.

4.1. Схема электрическая структурная (Э1)
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
 Как читать схему . Часть 7. Power sequence for Desktop.
Как читать схему . Часть 7. Power sequence for Desktop.
Правила оформления технологической части курсовой работы
Технологическая часть оформляется по тем же нормам ГОСТ, которые применяются ко всей курсовой работе:
- формат страниц — А4;
- шрифт основного текста — Times New Roman;
- размер шрифта — 14;
- расстояние от левого края страницы — 30 мм;
- расстояние от правого края страницы — 15 мм;
- расстояние от верхнего края страницы — 20 мм;
- расстояние от нижнего края страницы — 20 мм;
- межстрочный интервал — 1,5;
- отступ в абзацах — 1,25 см;
- основной текст выравнивается по ширине.
Стоит запомнить, что таблицы в технологической части оформляются по следующим правилам: размер шрифта — 12, а межстрочного интервала — 1.Чтобы справиться с технологической и другими частями курсовой, нужно хорошо подготовиться
Схема производства пива
Производство пива из сухого солода состоит из следующих операций:
- очистка и дробление солода,
- приготовление сусла,
- брожение сусла,
- дображивание пива,
- фильтрование и розлив пива.
Ячменный сухой солод после хранения содержит некоторое количество пыли, остатков ростков, случайно попавших металлических предметов и других примесей. Поэтому отлежавшийся солод очищают.
Солод со склада транспортируют (рисунок 6) в бункер 1, а из него для отделения пыли и другйх примесей подают на полировочную машину 2. После очистки солод поднимают норией, пропускают через магнитный аппарат 4 для отделения ферромагнитных примесей, взвешивают на автоматических весах 5 и направляют в дробилку 6. Из бункера 7 дробленный солод поступает на приготовление сусла, которое производят в варочных агрегатах. Наиболее часто устанавливают четырехаппаратные варочные агрегаты: два заторных котла, фильтрационный чан (или фильтр-пресс), сусловарочный котел. В одном из заторных котлов 8а дробленный солод смешивают с водой; полученная смесь называется затором. Часть затора, так называемую отварку, перекачивают насосом 9 в другой, рядом стоящий заторный котел 86. В котле 8б отварку нагревают для осахаривания, кипятят и после этого перекачивают в котел 8а. Затем часть затора (вторая отварка) снова перекачивают в котел 8б, нагревают, кипятят и возвращают в котел 8а. В процессе затирания примерно 75% крахмала превращается в мальтозу и 25% -в декстрины. Полученный затор фильтруют в фильтрационном чане 10.
При фильтрации затор разделяется на две части: жидкую – сусло и нерастворимую-солодовую дробину. Последнюю используют для корма скота. Сусло поступает в сусловарочный котел 11, где его кипятят с хмелем и выпаривают до определенного содержания сухих веществ.
Затем сусло направляют для отделения хмелевой дробины в хмелеотделитель 12, перекачивают насосом 13 в сборник 14, из которого сусло поступает для отделения мути в сепаратор 15 и для охлаждения – в теплообменник 16.
Охлажденное сусло поступает на брожение, которое в пивоваренном производстве проводят в две стадии: главное брожение и дображивание. Главное брожение происходит в бродильных чанах 17.
В качестве возбудителей брожения добавляют дрожжи чистой культуры из аппарата для размножения дрожжей 18 или повторно используют дрожжи из сборника 19.
При главном брожении мальтоза, содержащаяся в сусле, под действием ферментов дрожжей превращается в этиловый спирт и углекислый газ. По окончанию главного брожения получают молодое (зеленое) пиво. Его перекачивают насосом 20 для дображивания в лагерные танки 21. Во время дображивания происходит медленное сбраживание оставшихся сахаров, насыщение углекислотой, осветление и созревание пива. Готовое пиво из лагерных танков насосом 22 перекачивают для осветления в сепаратор 23, фильтруют в фильтр-прессе 24, охлаждают в охладителе 25, направляют в сборник фильтрованного пива 26 и затем разливают в бочки и бутылки.
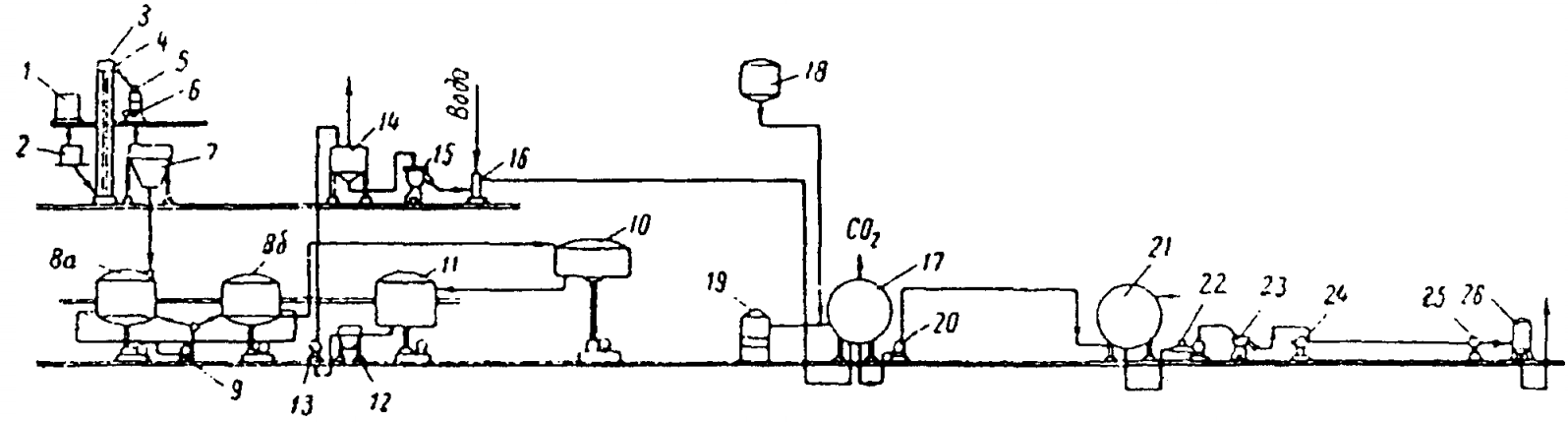 1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива
1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.





Дорожные работы
При производстве дорожных работ состав контролируемых параметров, их объем и предельные отклонения от проектных значений должны соответствовать указанным в приложении 2 к СНиП 3.06.03-85. При этом такие показатели, как плотность и влажность земляного полотна определяются плотномером и влагомером, планировка поверхности оснований контролируется трехметровой металлической рейкой, соответствие поперечных уклонов проверяется шаблонами, качество уплотнения оснований проверяется проходом тяжелого самоходного катка при отсутствии видимых следов от вальца, качество асфальтобетонной смеси контролируется лабораторными пробами, температура смеси определяется термометром, прочность и однородность уложенного бетонного покрытия проверяют отбором и испытанием кернов или ультразвуковым импульсным методом.
Зачем нужны технологические карты
ТК – составная часть комплекта организационно-технологической документации, регламентирующей технологию производства строительных работ. Этот документ:
- формулирует требования к качеству предыдущих операций;
- указывает на необходимые для получения нужного результата количество и номенклатуру машин, механизмов, средств малой механизации, ручного инструмента, технологической оснастки; разрабатывает схему их расстановки;
- приводит условия, необходимые для ведения входного, операционного и приемочного контроля качества примененных в производстве материалов и выполненных работ;
- разрабатывает мероприятия по безопасности производства, в т.ч. труда работающих, пожарной безопасности и безопасности окружающей среды;
- определяет требуемый объем материально-технических ресурсов;
- рассчитывает основные технико-экономические показатели.
Технологическая карта нужна для выполнения отдельных видов работ, она входят составной частью в комплект проекта производства работ (ППР) на весь объект, на возведение его отдельной части или на определенный вид строительно-монтажных или специальных работ. Поэтому в составе ППР может быть несколько ТК на выполнение различных видов работ.





