

ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм.№ 1). 2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с размером резьбы
от М72×6 до М100×6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d
относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M100×6.
2.12 — 2.13. (Измененная редакция, Изм.№ 2). Допускаемое отклонение этой нагрузки ±5 %.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
Технические данные рым-болтов — изготовление по ГОСТ 4751 73
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
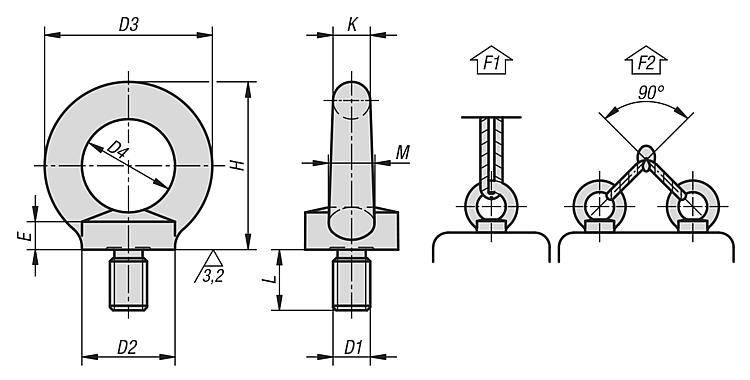
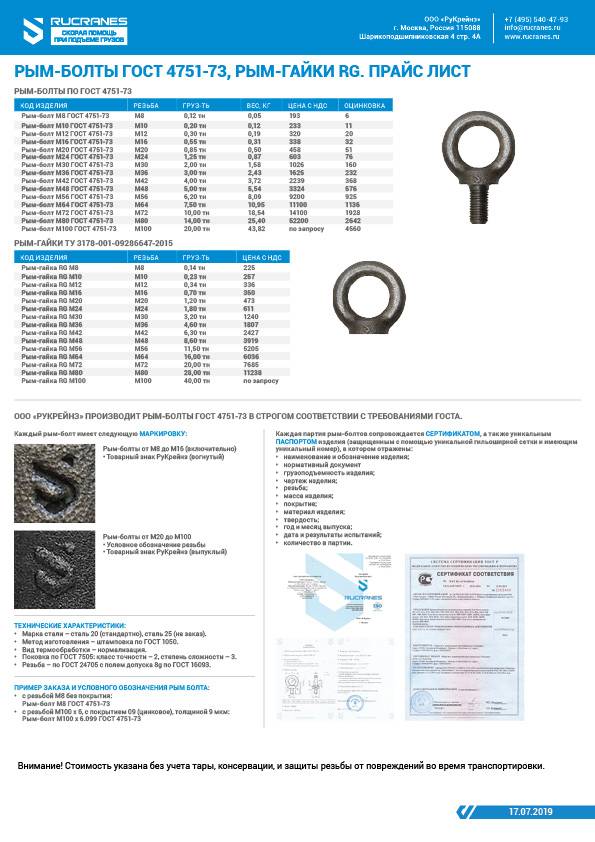
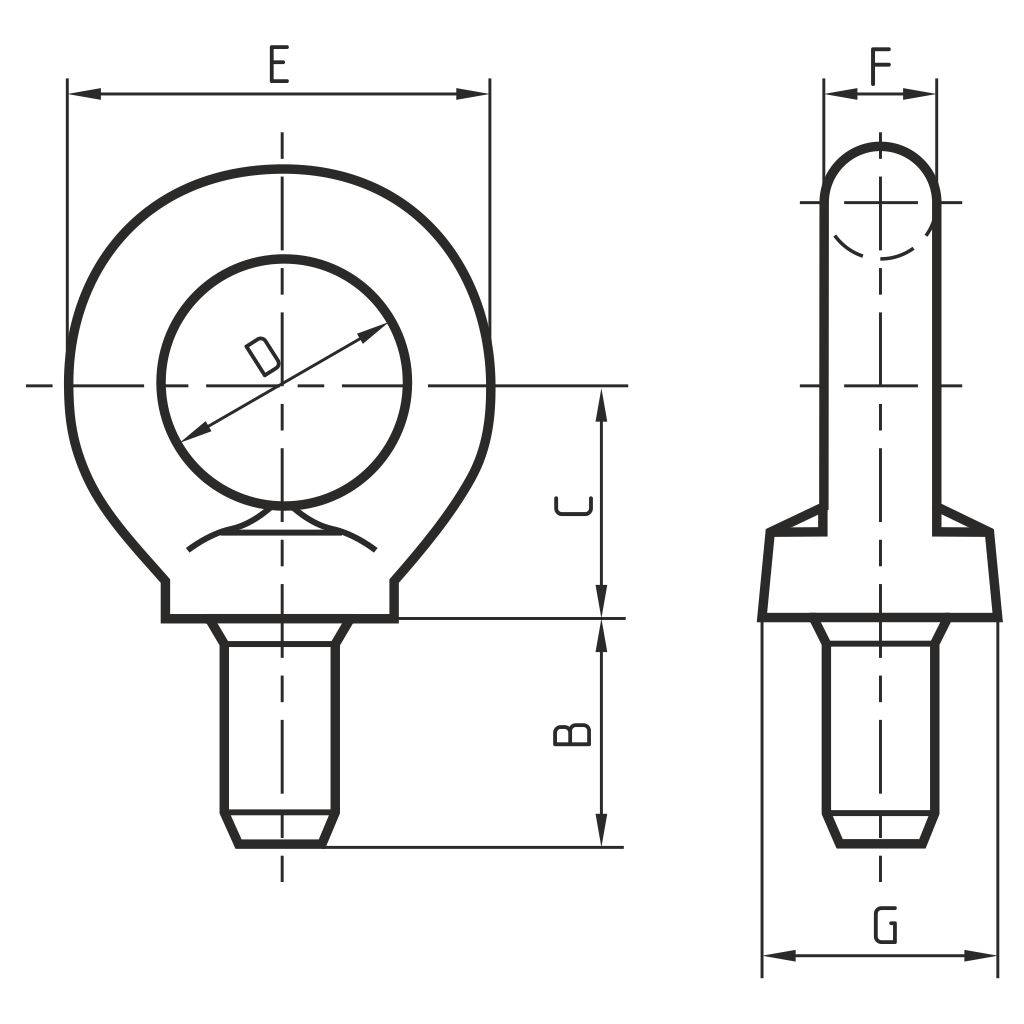
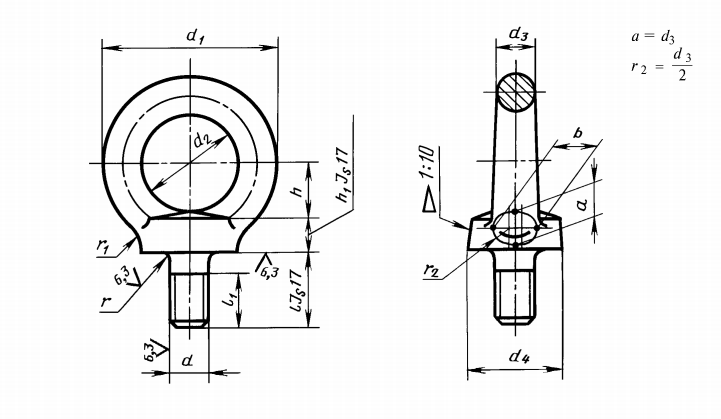
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1. Таблица 1 Размеры в мм Условное обозначение резьбы d | Применяемость | D1 | d2 | d3 | d4 | b | h | h1 | l | l 1, не менее | r | r1 | Масса 1 шт., кг |
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 2 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 0,12 | |||
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | ||
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | |||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 3 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 12 | 0,87 | ||
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | ||
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 4 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 20 | 3,72 | ||
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | ||
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 5 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | |||
| М72×6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 35 | 18,54 | ||
| М80×6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | |||
| М100×6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
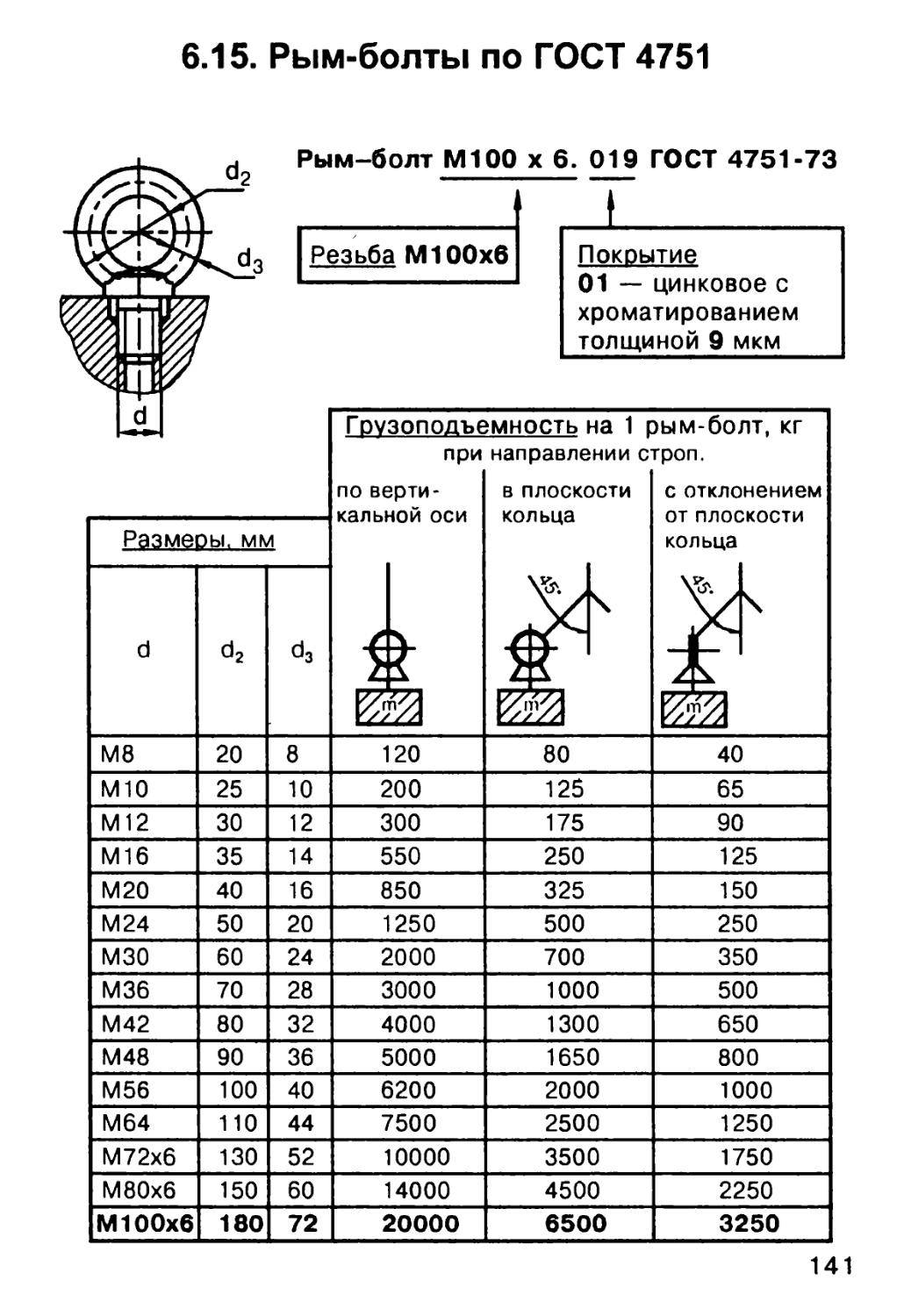
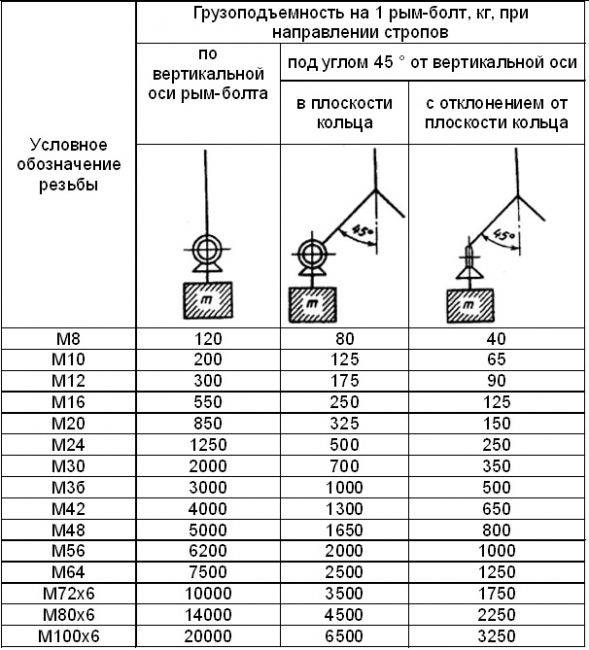
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Условное обозначение резьбы | Грузоподъемность на 1 рым-болт, кг, + | ||
| при направлении строп | |||
| по вертикальной оси рым-болта | под углом 45º от вертикальной оси рым-болта | ||
| в плоскости кольца | с отклонением от плоскости кольца | ||
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72×6 | 10000 | 3500 | 1750 |
| М80×6 | 14000 | 4500 | 2250 |
| М100×б | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-M12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
Примечания фгуп «стандартинформ»
1. На первой странице под наименованием стандарта на английском языке дополнить кодом: МКС (указатель «Национальные стандарты», 2008)
2. Указанные в разделе «Информационные данные» к ГОСТ 4751-73:
ГОСТ 1759.0-87. В части маркировки на территории Российской Федерации действуют ГОСТ Р 52627-2006 (ИСО 898-1:1999) и ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994);
ГОСТ 16093-81 заменен на ГОСТ 16093-2004;
ГОСТ 24705-81 заменен на ГОСТ 24705-2004.
| Поделитесь в соц.сетях: |
- Предыдущая записьКакие самоделки для домашнего хозяйства можно сделать своими руками
- Следующая записьКак высчитать амперы зная мощность и напряжение – советы электрика
Нет комментариев
ГОСТ 4751-73
ГОСТ 4751-73 С. 5
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт:
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры I, /, и А, и J) пп. 2.S—2.14 каждый рым-болт:





— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
11 р и м с ч а н и с. Партия состоит из рым-болтов одного размера, изготовленных из стал и одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-бантов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний яааяются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют па кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия: в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Ь по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-баттов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
Сфера применения
Простое устройство рым-болта и надежность получаемого соединения позволяет использовать метиз во многих областях промышленности, хотя изначально его предназначением считалось морское судоходство. Теперь его применяют еще:
- при погрузке и выгрузке тяжеловесного оборудования – промышленных станков, электродвигателей, паровых котлов, производственных аппаратов;
- в машино- и станкостроении;
- строительной отрасли;
- сельскохозяйственной и других сферах.
Стержень метиза вкручивают в резьбовое отверстие под рым-болт. Получается надежное крепление, способное выдерживать огромные нагрузки. В металлическую проушину вставляются тросы, крюки, цепи или канат. С их помощью можно поднимать такелаж либо другие тяжести, передвигать и манипулировать ими в нужном направлении.
Назначение и область применения рым-болтов
Дословно с ирландского ring (рым) переводится как кольцо, которое приварено к обуху. В это кольцо можно ввести и завязать веревку, тросик, крюк, монтажные трубы и другие приспособления, которое можно использовать. С обратной стороны болт вкручивают в специальный паз, который плотно захватывает крепеж. После такого скрепления можно проводить другие манипуляции с грузом. Можно поднимать ли перетаскивать груз на площадке и на более дальние расстояния. В некоторых ситуациях использование рым-болта нельзя исключить и этот элемент является незаменимым.
Основным направлением применения рым-болта является погрузочные и разгрузочные работы. С помощью крепежного изделия с кольцом можно организовать подъем и удержание на весу тяжестей. К самым прямым применениям болтов с проушиной относятся:
· Талекажные работы по переноске и перетаскиванию грузов, закрепление груза, подъем груза, погрузка и разгрузка тяжеловесных объектов, погрузка, разгрузка и перемещение крупногабаритных деталей оборудования;
· Автотранспортное производство. Такие рым-болты помогают буксировать неработающие автомобили;
· Строительная сфера. В строительстве рым-крепежи очень распространены и используются чаще всего. Они помогают проводить строителям многие манипуляции. Особенно важны они при проведении высотных работ.
При возведении конструкций в короткие сроки также используют рым-болты. В этом процессе они помогают скрепить растяжку. Таким способом возводят купол цирка, палатки и другие временные конструкции.
Рым-болты помогают выполнить крепление рекламных тентов и других конструкций такого типа.
Рым (грузовой болт)
Такелаж грузовой :: Рым (грузовой болт)
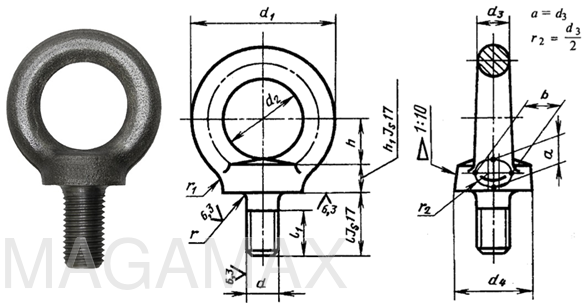
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Технические требования.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
Грузоподъемность рым-болтов
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
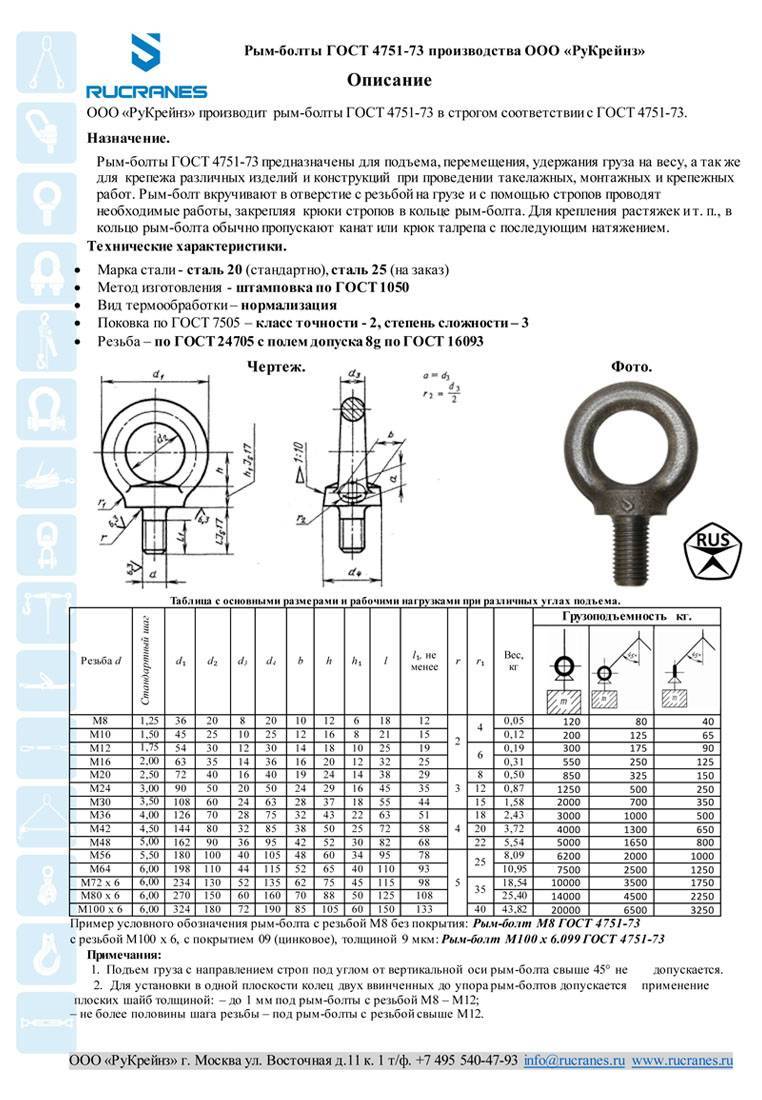







При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.
- Рым-болт по DIN 580
- Рым-гайки по DIN 582
Сфера применения и особенности
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
- Растяжка.
- Прочный крепёж.
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Когда кольцо свободно вращается на стержне, говорят о подвижном соединении. Иногда вместо кольца устанавливают крюк. Он облегчает захватывание груза, а также его последующее удержание.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
Методика производства приспособления
Обычно изделия изготавливаются обыкновенной штамповкой. Иногда рым—болты куются. Категорически запрещается пайка такой оснастки. Стальные болты, сделанные из СТ 25 должны обладать твёрдостью 105—149 НВ.
Когда проводится контроль прочности детали, даётся нагрузка, превышающая установленную ГОСТом в несколько раз. Не допускается появление трещин и вытянутостей. На поверхности резьбы не разрешается наличие вмятин, заусенцев, появление повреждённых ниток.
Завод, выпускающий болты, обязан подвергать их жёсткому контролю качества. Любая партия должна обязательно подвергаться испытаниям, полученные характеристики должны соответствовать указанным в стандарте.
- Параметры резьбы.
- Товарный знак предприятия.
Готовые изделия упаковываются в деревянные ящики. На дно укладывается плотная бумага. В каждый ящик кладется только одна партия с одинаковыми параметрами. Вес такой упаковки не должен превышать 60 кг. В коробку вкладывается сопроводительный лист, в котором указывается:
- Наименование детали.
- Количество.
- Результат испытания.
- Качество.
Каждая упаковка обязательно маркируется. Согласно требованиям техники безопасности, если болты используются на морских судах, то перед началом эксплуатации все детали проверяются на наличие коррозии и возможных дефектов.
Если поверхность детали покрыта коррозией, это может стать причиной очень серьёзных негативных последствий. Ведь на кораблях приходится поднимать, а также заниматься транспортировкой тяжёлых грузов. Поэтому от надёжности болта очень многое зависит.
Разновидности оснастки для подъёма грузов
В настоящее время можно приобрести изделие, оборудованное вертлюгом. Этот шарнир предотвращает любое вращение детали. Приспособление применяется для погрузки:
- Небольших, лёгких деталей.
- Грузов, имеющих удлинённые кольца.
- Нестандартных ёмкостей.
Существуют также специальные приспособления для работы с тяжёлыми нестандартными конструкциями. Каждая новаторская система обязана быть изготовленной в соответствии с действующим стандартом. Никаких исключений не допускается. Эти конструкции предназначены для транспортировки и подъёма очень важных тяжёлых грузов, поэтому очень опасно использовать непроверенные детали.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
________________ * См. примечание ФГУП “СТАНДАРТИНФОРМ”
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 N 1169
2. Срок проверки – 1993 г., периодичность – 5 лет
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.014-78 | 5.6 |
| ГОСТ 9.301-86 | 2.15, 3.1 |
| ГОСТ 9.302-88 | 4.6 |
| ГОСТ 515-77 | 5.3 |
| ГОСТ 1050-88 | 2.1 |
| ГОСТ 1759.0-87 | 2.15 |
| ГОСТ 2991-85 | 5.3 |
| ГОСТ 7505-89 | 2.3 |
| ГОСТ 9012-59 | 4.2 |
| ГОСТ 10549-80 | 2.10 |
| ГОСТ 14192-96 | 5.8 |
| ГОСТ 15150-69 | Вводная часть |
| ГОСТ 16093-81 | 2.10, приложение |
| ГОСТ 24705-81 | 2.10, приложение |
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 N 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. N 4).
Технические требования
Болты с кольцом производят из углеродистой стали одной из двух марок – 20 либо 25. Это прочные материалы, которые отвечают самым высоким требованиям. Обязательно должен присутствовать сертификат компании-изготовителя, подтверждающий соответствие стали к необходимым маркам.
Производятся метизы методом штамповки или ковкой. Дополнительно изделия могут цинковать, чтобы защитить от коррозии.
Другие технические условия:
- уровень сложности – C3;
- класс точности – 2;
- заваривать или заделывать каким-то другим образом имеющиеся повреждения нельзя;
- разрешается оставлять лыску, которая образуется в результате устранения заусенцев на кольце, если размер изделия сохраняется в пределах допустимых норм;
- после изготовления с крепежей удаляются следы окалины;
- возможна всего 1 вторичная термообработка;
- на обработанной площади стержня не должно оставаться надрезов и сколов.
В дополнение готовые рым-болты проверяются на твердость. Показатели должны соответствовать определенным критериям, прописанным в ГОСТ.
Рым-болт – что это?
Это изделие, отличающееся от обычного наличием кольца. Рым-болтами пользуются на предприятиях промышленного типа и на заводах. Созданы они были для существенного облегчения перемещения или установки на другое место тяжелых изделий, например, моторов, пресс-форм, штампов и компрессоров. Рым-болты применяют в качестве крепления или точки подъема.
- Описывая, почему так называется рым-болт, заметим, что в переводе с нидерландского это кольцо из металла закрепленное в обухе.
- На каждом изделии в обязательном порядке должен иметься знак ГОСТа и маркировки.
- По маркировке, имеющейся у резьбы, узнают, какие нагрузки могут выдержать данные рым-болты в работе.
Устройство рым-болта
Для изготовления используется углеродистая сталь со следующей оцинковкой, чтобы продлить срок службы данного приспособления. Очищение от каолина, происходит сразу после изготовления, крепежные элементы производятся из стали C15E. Когда принимают рым-болты, испытывают их на прочность.
- Тщательно осматривают на предмет отсутствия трещин, деформаций, имеющихся надрывов и заусенцев.
- По опорной части кольца проверяют твердость на соответствия требований ГОСТ-стандарта.
- При помощи предельных калибров проводится испытание резьбы стержневой части.
- Рым-болт – это прежде всего качество и безопасное перемещение.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25. К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450. Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы. Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Производство рым-болта
Применяются две технологии для производства рым-болтов: ковка изделий или штамповка. Особую роль играет при изготовлении обработка стали, она может быть углеродистая или легированная. В том и другом случае – это высокопрочная сталь, очень высокого качества. Отличие лишь в том, что одни рым-болты применяют в любом направлении, другие лишь там, где они не подвергаются влаге.
Проходящие углеродистую обработку рым-болты – это оцинкованные изделия. Они не ржавеют, стойки к погодным условиям, легко применяются в воде и при перевозках морских, речных грузов.
Легированные рым-болты – это не оцинкованные изделия, которые не менее прочные, чем оцинкованные, но они могут быть подвержены коррозии и рже. Поэтому их применяют там, где они не взаимодействуют с осадками и прочими неблагоприятными для них условиями.
Рым-болт ГОСТ 4751-73, регламент производства, свойства и особенности
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25.
К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления.
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450.
Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы.
Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.






Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза.
Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
- Технические характеристики болтов формируются способом изготовления:
- Готовое изделие подвергается обжигу при высокой температуре.
- При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
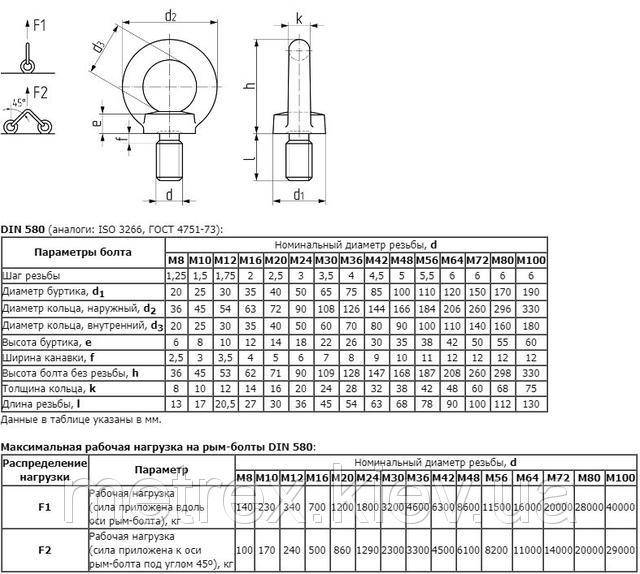
DIN 580 — ГОСТ 4751-73
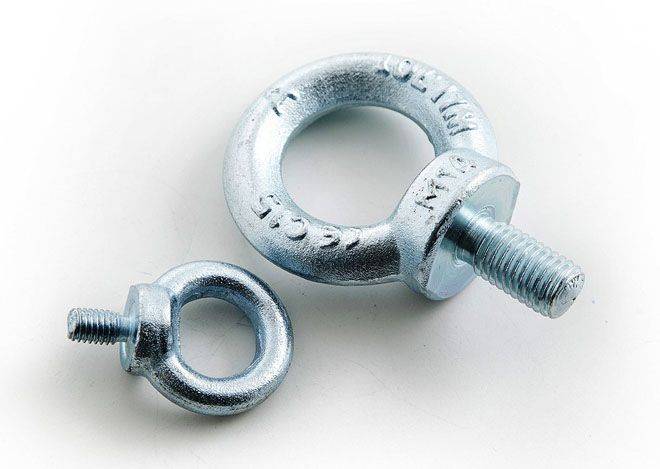
Рым-болт – представляет собой металлическое кольцо с юбкой и стержнем, имеющим на конце резьбу. Резьбовой частью он ввинчивается в корпус детали, узла или механизма, а кольцо служит для установки в него тросов, цепей, строп, карабинов, скоб, крюков.
Назначение
Рым-болт является специальным видом метиза и нужен для захвата, перемещения металлоконструкций, механизмов, машин, узлов, деталей при погрузке, разгрузке, сборке, разборке или транспортировке.
Рым-болты просто не заменимы при проведении разгрузо-погрузочных работ, монтаже станков, двигателей и другого оборудования. Он повсеместно используется в машиностроении, при строительстве, грузоперевозках и во многих других отраслях.
Особенности эксплуатации
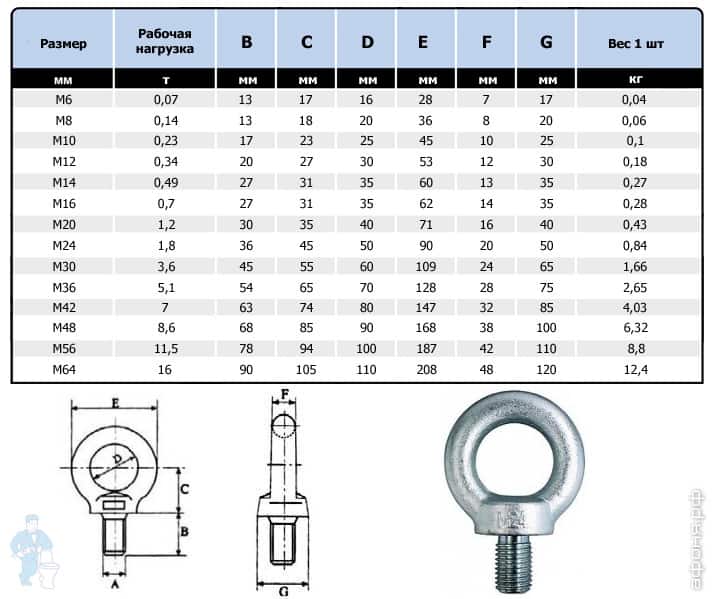
Грузоподъемность одного и того же рым-болта, при выполнении различных работ может быть разной и зависит от:
направления троса относительно оси рым- болта;
положение троса относительно плоскости монтажного кольца.
Максимальная грузоподъемность допускается, только если трос находится на одной оси с рым-болтом. Если имеется отклонение до 45 градусов от оси и плоскости кольца, то грузоподъемность соответственно уменьшается. Когда угол между осью рым-болта и тросом превышает 45 градусов, то использование рым-болта не допускается.
Материалы
Рым-болт ГОСТ 4751-73 изготавливают при помощи штамповки или ковки из углеродистой конструкционной стали 20 и 25. Эту сталь используют для изготовления крепежа и деталей с повышенными требованиями к поверхностной твердости. Они прекрасно переносят высокие температуры и не подвержены отпускной хрупкости.
Рым-болты DIN 580 изготавливают из стали С15. Это углеродистая конструкционная сталь немецкого производства, аналог отечественной стали 15 из которой изготавливают болты, винты, крюки и другие детали, работающие при высоких температурах и обладающие высокой поверхностной твердостью и невысокой прочностью сердцевины.
Изделия могут изготавливаться без покрытия или с покрытием, на усмотрение завода изготовителя. Из всех противокоррозионных покрытий наиболее распространенным является цинковое, как самое практичное и недорогое.
Маркировка, условное обозначение
Рым-болт очень ответственное изделие, поэтому на каждый из них наносится маркировка. Она содержит обозначение резьбы, грузоподъемность и знак завода изготовителя. Некоторые болты имеют небольшие размеры, на которых не получается нанести все требуемые обозначения. Такое изделие укомплектовывается специальной биркой на тросике, которая содержит всю необходимую информацию.
Каждая партия рым-болтов сопровождается документом, в котором указан производитель, условные обозначения, количество изделий и, обязательно, результаты контрольных испытаний.
Изготовление рым болтов ГОСТ 4751 73
Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов. У стальных болтов марки 25 данные значения ГОСТ определяются 134-187НВ и 105-149НВ.
- Тестирование на прочность изделий – это возможность рым-болтов удерживать двойную нагрузку (в два раза больше, заявленной в ГОСТ).
- Резьба изделия не должна иметь вмятин, заусенцев и вмятин сорванных ниток.
Завод-производитель изделия обязан вести контроль качества деталей на соответствие нормам ГОСТ. Любая партия болтов подвержена испытаниям на соответствие ГОСТ стандарту.
Все рым-болты обязаны иметь на дужке обозначения, которые включают в себя:
- обозначение резьбы (для изделий с резьбой М 8-М 16 возможно нанесение лишь товарного знака завода);
- товарный знак завода, который изготовил крепление.
Как правило, маркировку делают штамповочным способом, но также пользуются и ударным методом нанесения.
Упаковка изделий происходит на заводе, где их упаковывают в деревянные коробки, предварительно застеленные плотной бумагой для упаковки. Каждая из коробок является упаковкой болтов одной партии. Наибольший вес одной коробки не должен быть более 60 кг. Любая партия изделий, согласно ГОСТ, обязаны сопровождаться соответствующим документом с товарным знаком завода-производителя и указанием наименования изделия, количества штук в пачке, результатов проверок и тестирования на качество изделия. Таким же образом, на каждую коробку наносится эта же маркировка.
В правилах техники безопасности на кораблях указано, что перед эксплуатацией грузоподъемного оборудования его нужно проверить на наличие дефектов, в том числе, проверить рым-крепления на наличие коррозии изделия
Это доказывает, какое важное значение придается данному виду изделий на флоте. Коррозия это небольшой детали может привести к печальным последствиям
На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции.
Сфера использования и особенности
Эти крепления устанавливают на различное оборудование, при этом грузоподъемность изделия зависит непосредственно от того, под каким углом закреплен болт. С учетом угла строп относительно оси и типоразмера грузоподъемность бывает от 30 кг до 20000 кг. При этом нельзя поднимать груза, когда угол строп относительно вертикали оси болта больше 45 гр. Специалисты советуют производить поднятие грузов по плоскости оси стержня изделия, это обеспечивает наиболее безопасный и максимальный крепеж. Болты, соответствующие ГОСТ, бывают разными по размерам и форме. Их различают по размерам резьбовой части, диаметру кольца и по типу крепежа между ними. Крепление может быть подвижным или жестким. При подвижном крепеже кольцо свободно крутится на основании болта. Также иногда у рым-крепления бывает крюк вместо кольца, он служит для удержания и захватывания груза.
На изделия распространяются требования рым болты гост 4751 73 . Это обозначает, что изделие обязано четко соответствовать определенным требованиям ГОСТ:
- Наличие сертификатов, которые подтверждают изготовление болтов из стали определенной марки, соответствующей ГОСТ.
- Грузоподъемность изделий.
- Твердость – величина, которая определяется ГОСТ. Стальные крепления марки 20 с шагом резьбы М8-М64 обязаны иметь твердость 105-149НВ; размеры от М-72х6 до М-100х6 – 95-121 НВ.
Готовое изделие обязано быть на 100% зачищено от окалины.





