

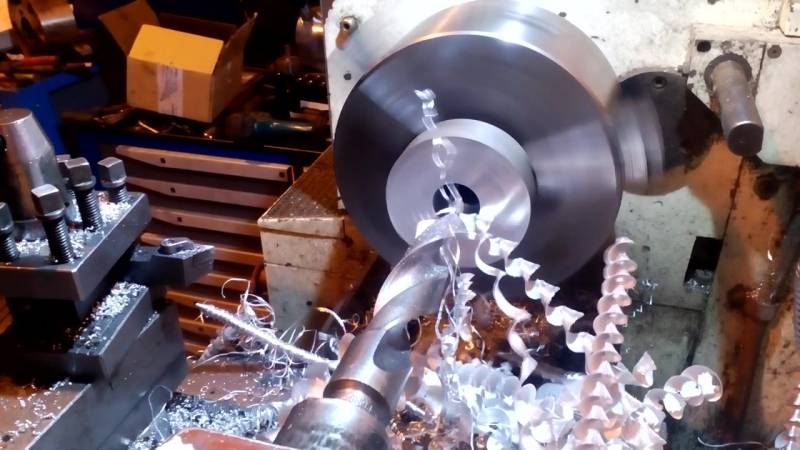
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
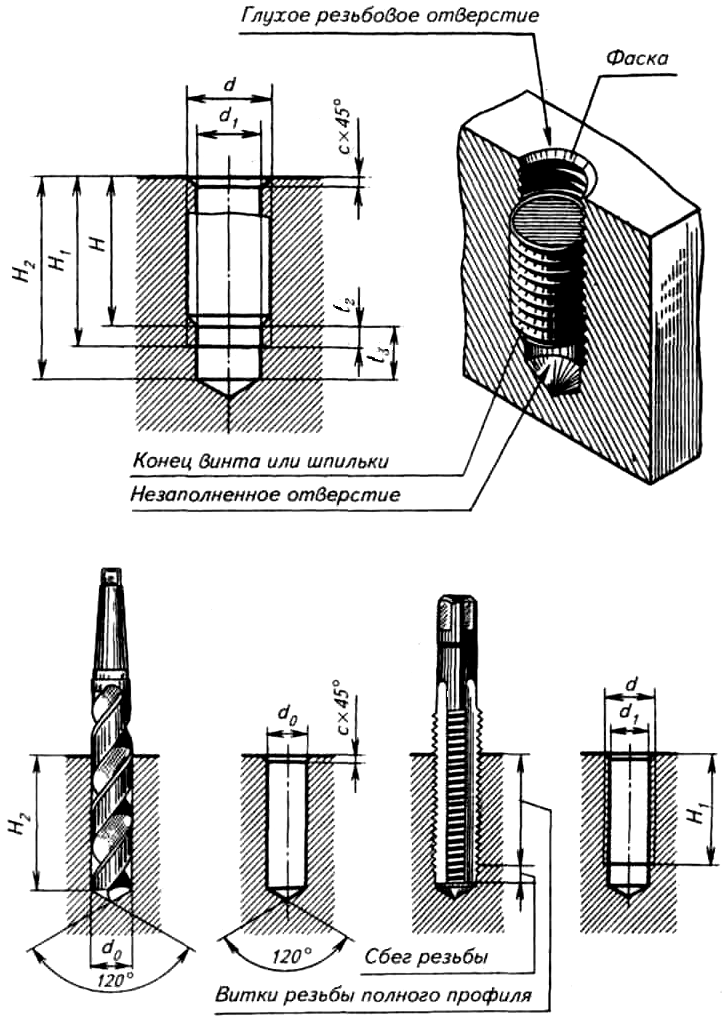
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.
Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

![§ 60. нарезание внутренней резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/5/0/0/5005f5ec7cac2a6014c5695dd516112c.jpeg)


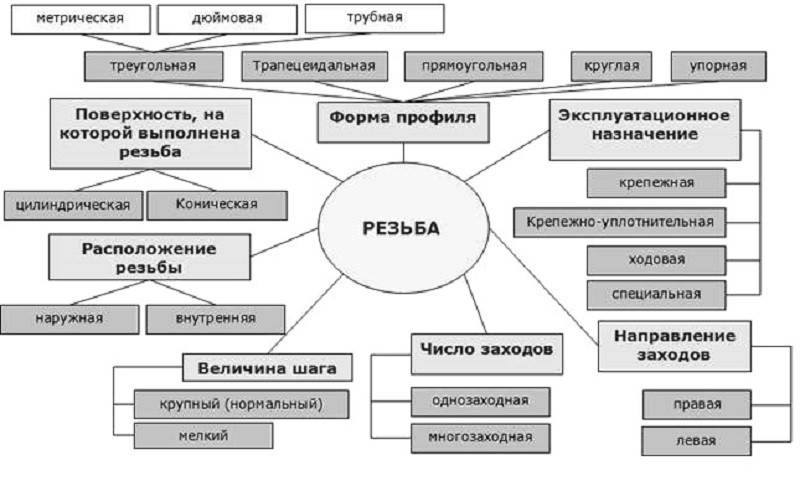
Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
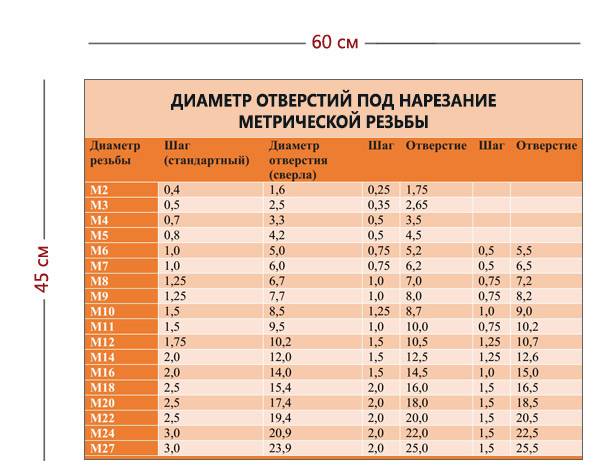
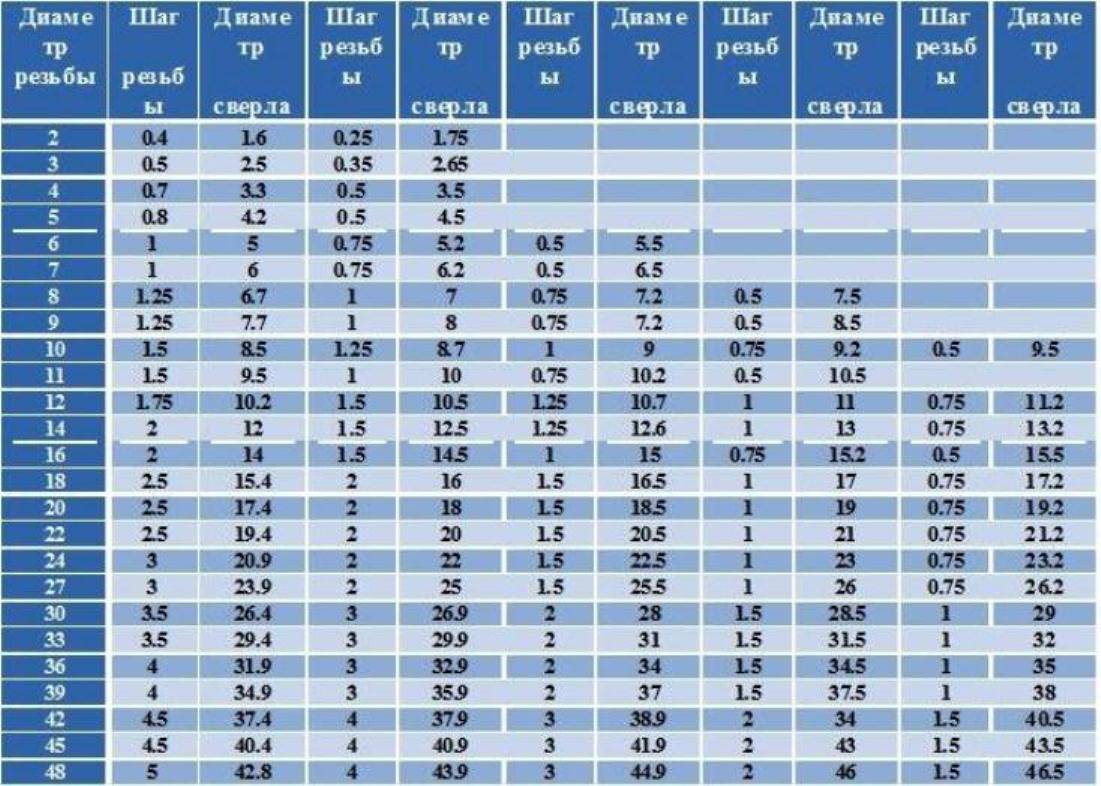
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
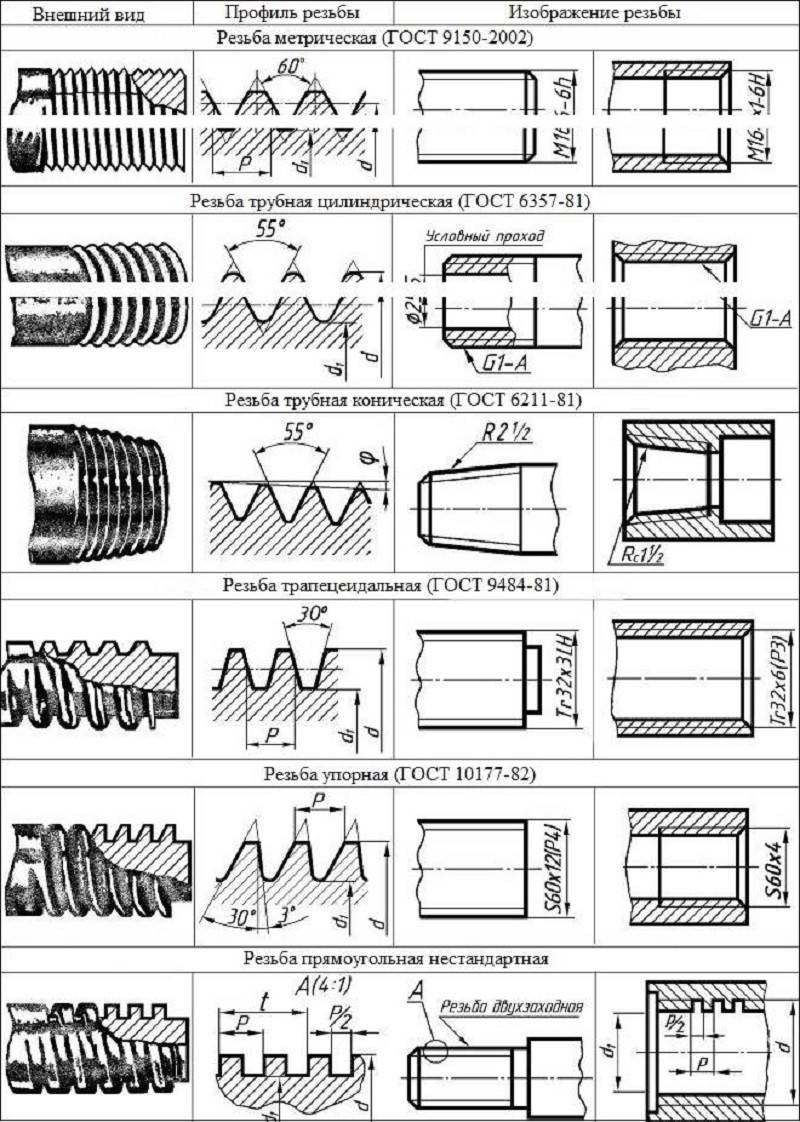
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
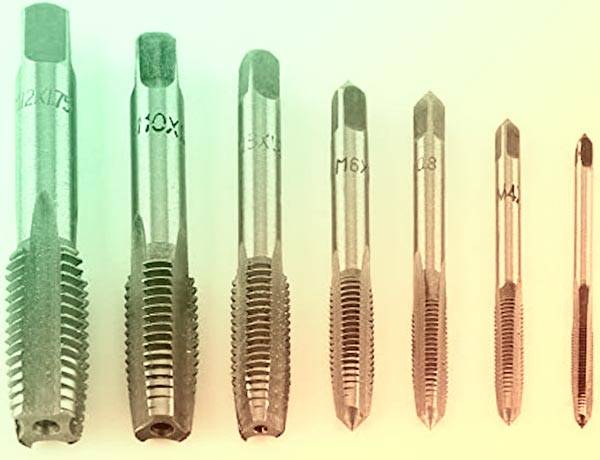
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Как нарезать резьбу метчиком
Перед проведением самой процедуры тщательно подготавливается поверхность детали. Металлическая часть изделия на которой планируется нарезать резьбу, осматривается, очищается от пыли, грязи, окислов и стружки.
Если отверстие под болт или шпильку предварительно уже имеется, то оно оценивается по следующим параметрам:
- глубина отверстия – важный критерий для выбора необходимого инструмента и планируемых временных затрат;
- изначальный диаметр отверстия. На этом этапе определяется под какой размер болта лучше всего производить нарезку с учетом необходимости плотного захвата будущих нитей резьбы;
- тип металла. Каждый металл имеет собственной сопротивление механическому воздействию и требует качественно иного подхода – предварительная температурная обработка и т.д.
К нарезке приступают после детального уяснения плана работы, подготовки всего рабочего инструмента и средств защиты.
Метчик для нарезки внутренней резьбы
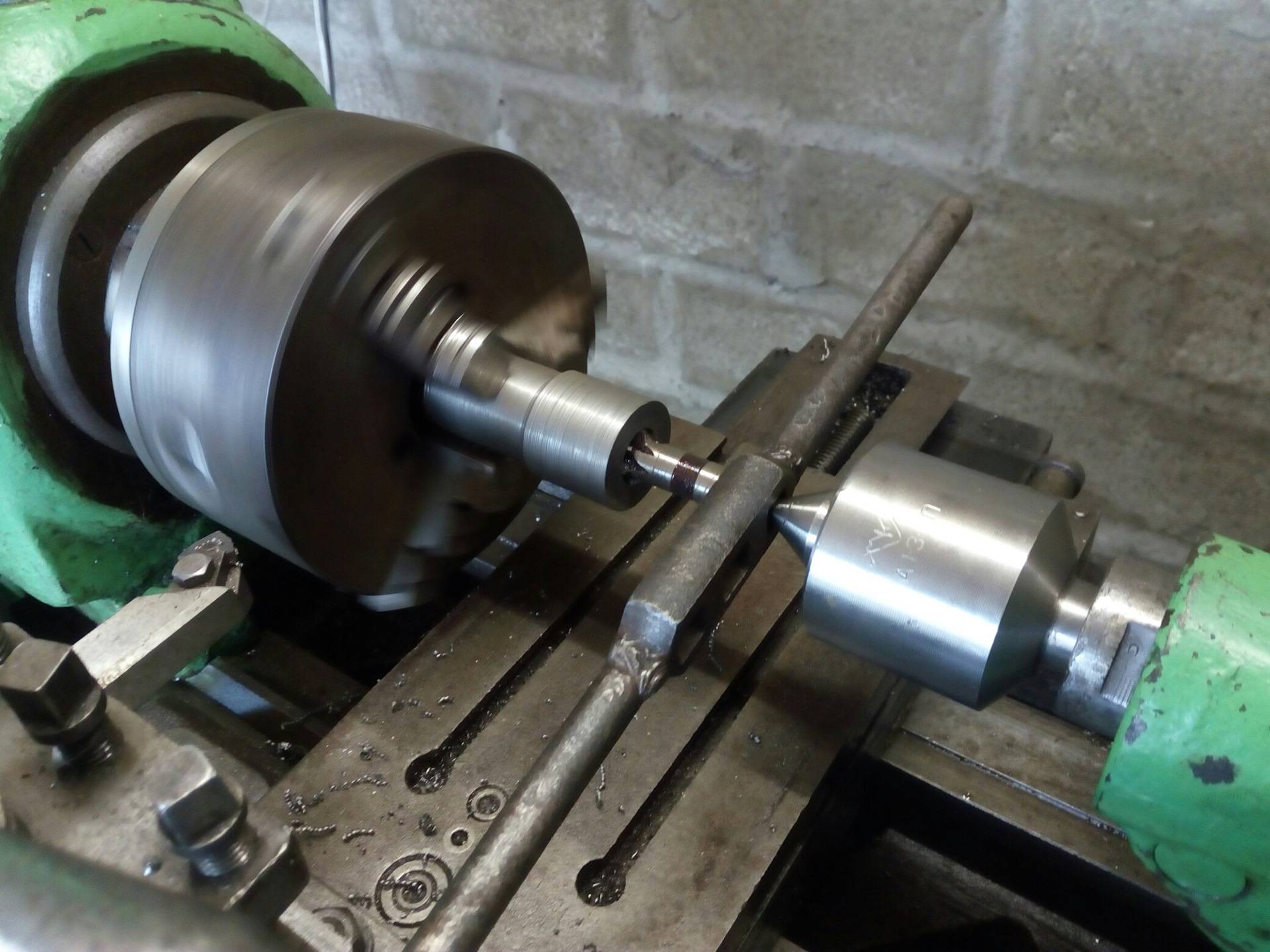
Внутренние резьбовые соединения изготавливаются промышленным и ручным (кустарным) методом. При промышленном изготовлении, деталь сверлится вращающимся сверлом в параллельной плоскости после чего специальным резцом с выставленным шагом нарезается резьба.



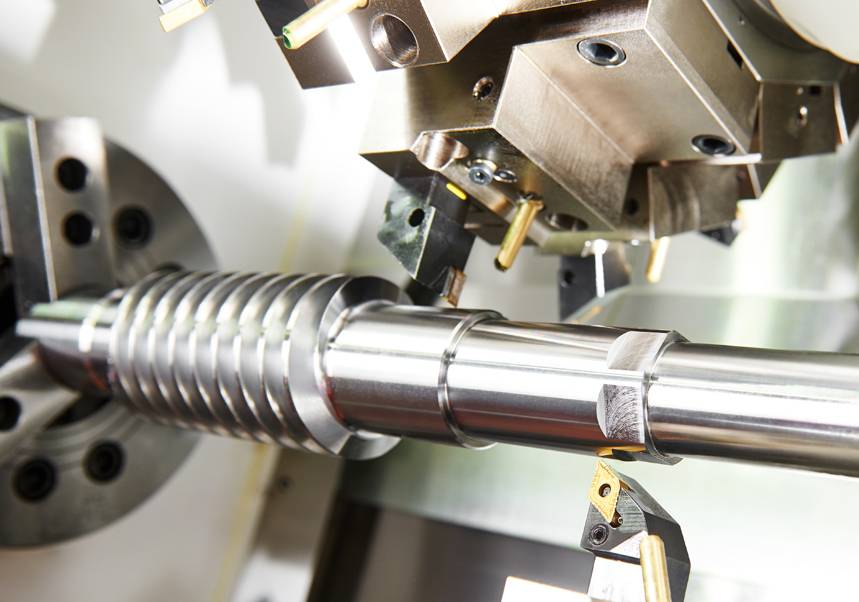


Метод применяется повсеместно и имеет следующие достоинства:
- скорость – работа выполняется на станках, что увеличивает производительность труда в несколько раз;
- точность – диаметры отверстий и шаговая скорость резцов вводятся в автоматизированные станки программным способом и варианты ошибок на этом этапе ничтожно малы.
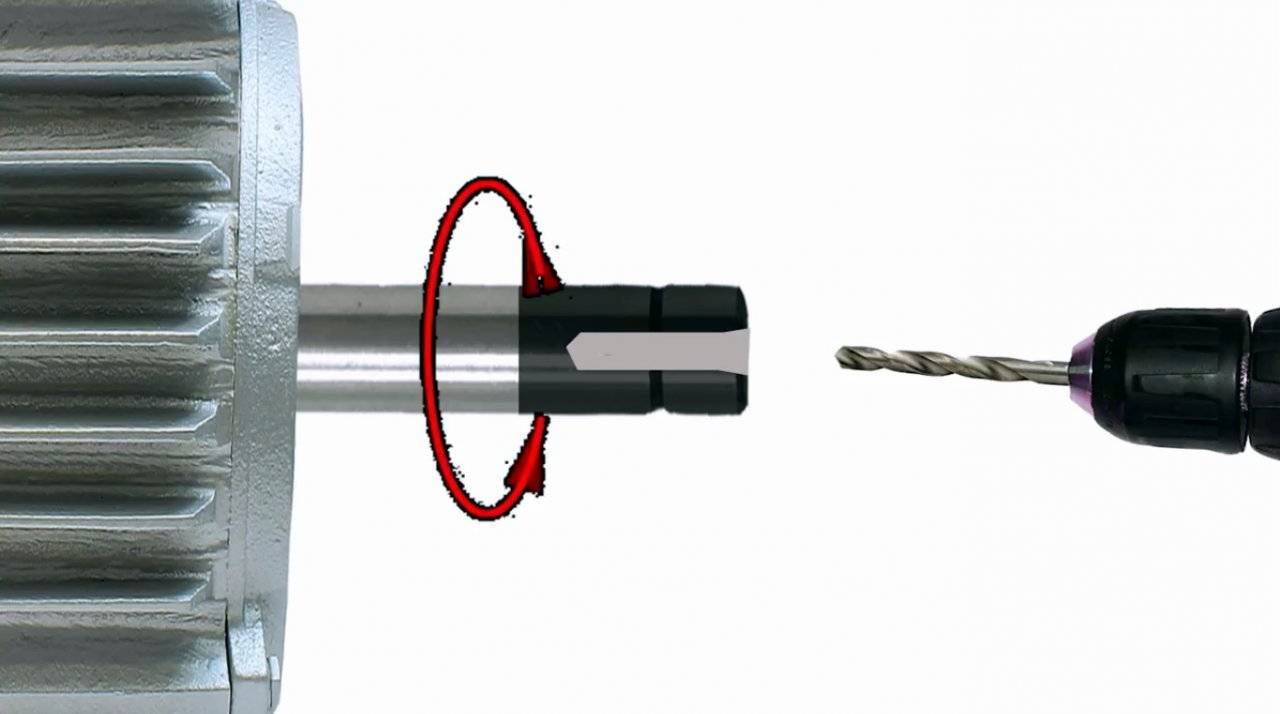
В домашних условиях применяется ручной метод. Для его реализации достаточно иметь дрель, сверло нужного диаметра и специальное приспособление под названием «Метчик».
Метчик представляет собой визуально схожий с простым болтом инструмент, изготовленный из каленой стали высокой прочности.
Метчиком получится подготовить ровное резьбовое соединение даже без опыта таких работ. Примечательно то, что резьба тем ровнее, чем больше глубина отверстия. Существуют несколько разновидностей метчиков, предназначенных для работы с различным материалом – металлами, полипропиленом, пластиком и даже деревом. Разумеется, наиболее распространенными среди них являются классические по металлу.
Как сделать внутреннюю резьбу
Технология ручного нарезания внутренней резьбы метчиком проста. Проводится, как и большинство слесарных работ в несколько этапов. На первом этапе подготовительных работ оценивается заготовки и подбирается необходимый инструмент.
Если отверстие уже есть, то оно проверяется на наличие внутренних раковин и коррозий, при необходимости дополнительно рассверливается. С верхнего края отверстия в точке вхождения метчика снимается небольшая (не более 0,3-0,5мм) фаска для более ровного вхождения инструмента и предотвращении перекосов.
Сам процесс нарезания сводится к выполнению поступательных движений воротком по часовой стрелке с обязательным обратным проворотом через каждые 3-5 витков воротка. Если отверстие большой глубины, то при достижении трети необходимой резьбы, метчик выворачивается полностью.
Вопреки предубеждениям, метчик при работе необходимо смазывать. В первую очередь это делается для охлаждения рабочих поверхностей, а уже потом для лучшего прохождения по виткам.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
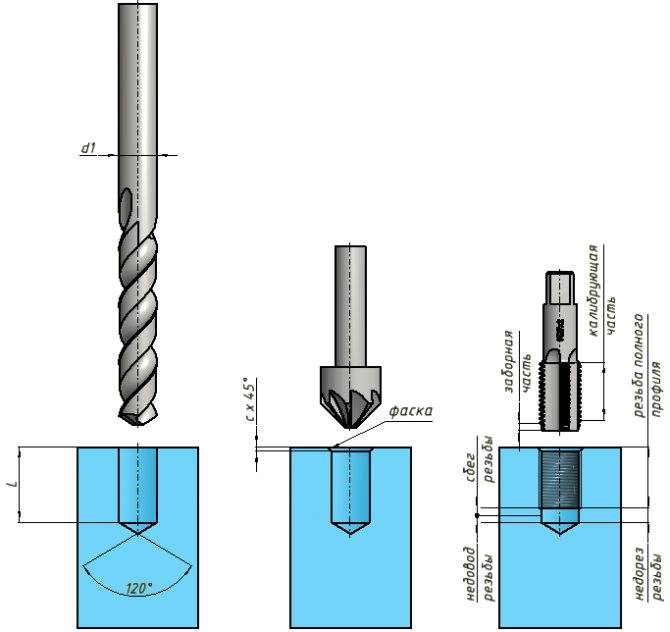
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
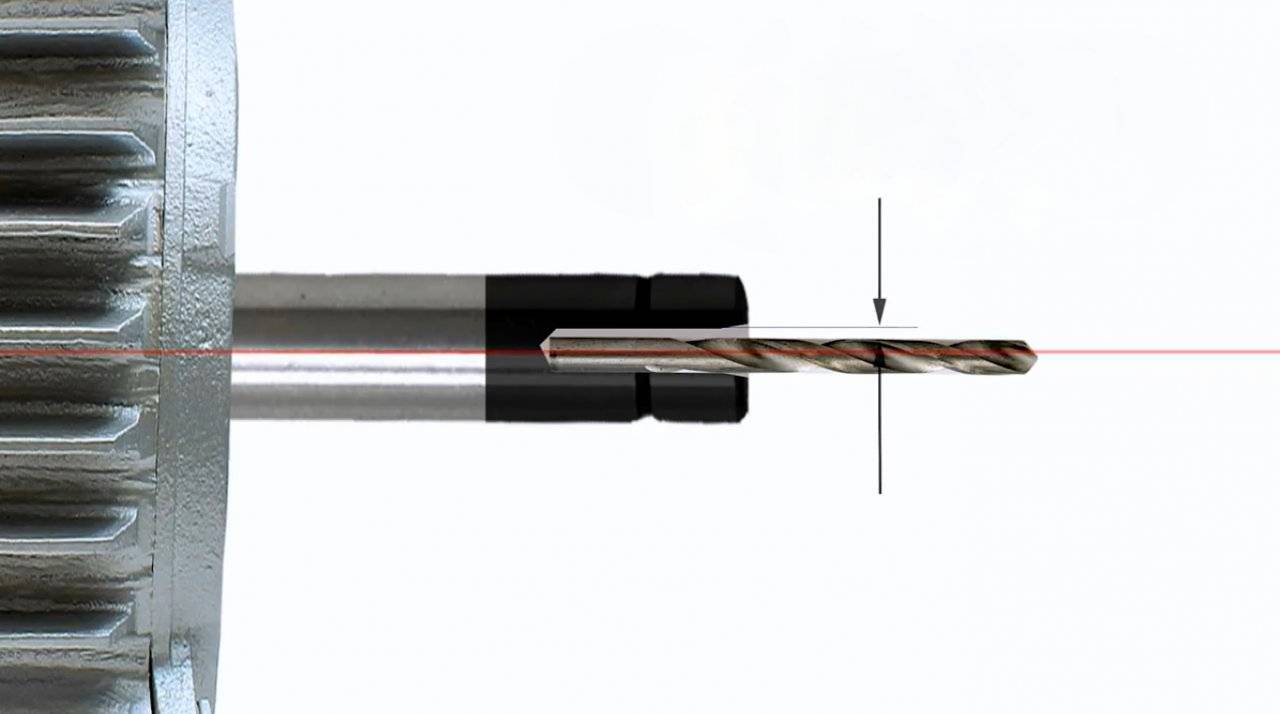
Сверление
За скорость резания (м/мин) принимают окружную скорость точки. Окружная скорость режущей кромки наиболее удаленной от оси сверла:
м/мин.
Откуда
, мин–1 – частота вращения сверла.
Для обработки конструкционных углеродистых сталей:
, м/мин.
Скорость резания при сверлении изменяется от максимального значения вдоль режущей кромки на периферии сверла до нулевого значения У центра. Вызывает сложное деформирование Ме элемента срезаемого слоя.





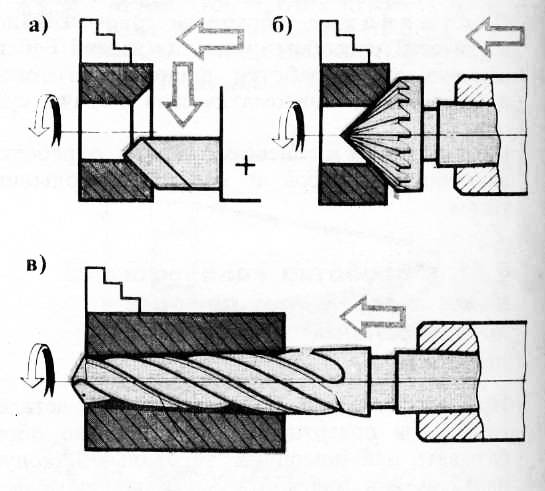

Подача Sв (мм/об) равна осевому перемещению за один оборот. Глубина резания при сверлении в сплошном материале:
t=D/2
При рассверлении:
t=(D-d)/2, мм.
При выборе V особо учитывать стойкость сверла.
Как и чем выполняется?
Перед тем как детально ознакомится с методиками и инструментами для нарезки, следует разобраться, что подразумевается под этим процессом.
Нарезание внутренней резьбы – это специальная механическая обработка заготовки с целью получения нарезки во внутренней ее части. Заготовкой может быть труба или цилиндр. Для создания внутренней резьбы применяется специальный резьбой инструмент – метчик.
В процессе нарезки трубка или цилиндр приобретают выступы-витки и специальные канавки, которые закручиваются в спираль и чередуются друг с другом.
Для того, чтобы цилиндр или трубка с нарезами была правильно закреплена, применяются:
- гайки;
- болты;
- трубопроводные элементы, отличающиеся разъемным соединением;
- прочие детали механизмов и техники.
При создании резьбы используется специальный резьбовой инструмент. При начертании схематического изображения внутренней резьбы на чертежах обозначение точного количества витков затруднительно, и занимает много времени.
Муфта с внутренней резьбой
Поэтому в рамках чертежа цилиндр или трубка с внутренней нарезкой изображаются условно в независимости от особенностей профиля:
- расположенная на стержне – обозначение с помощью сплошных основных линий;
- расположенная во внутреннем диаметре – обозначение с помощью сплошных тонких линий с учетом всей длины с фаской;
- если цилиндр или трубка с внутренней резьбой проецируются в рамках чертежа на плоскость, то обозначение внутреннего диаметра выполняется тонкой линией или дугой равной ¾ окружности цилиндра;
- сплошная тонкая линия, пересекающая цилиндр или трубку на схематическом изображении наносится на расстоянии не менее 0,6 мм от основной линии. Правильно выполненное обозначение – это когда тонкая линия не превышает размер шага резьбы;
- сбег обозначается с помощью тонких линий, которые проводятся под углом в 30° по отношению к центру оси;
- если внутренняя резьба, которой обладает цилиндр или трубка должна быть обозначена на схематическом изображении как невидимая, она обозначается штриховыми линиями с ориентировкой на внутренний диаметр;
- длина внутренней резьбы включает в себя сбег и фаску, как правило, на чертеже указывается только один параметр длины с учетом всего профиля;
- при обозначении многоходной резьбы обозначению подвергается ход, при этом в скобках указывается размер шага и его значение.
Виды инструмента
Выполнять нарезку можно, используя инструменты различных типов. Это может быть:
- Внутренний резьбовой инструмент может правильно нарезать квадратную, треугольную, круглую или трапецеидальную нарезку. Инструмент отличается скошенными гранями, что при осуществлении нарезки помогает избежать трения боковых граней со стенками создаваемой резьбы.
- Токарный резец также может быть использован для нарезки трубного соединения внутреннего типа. Он включает в себя главную и вспомогательную режущую кромку. Резьбовой инструмент отличается простотой крепежа и может быть проходным, отрезным, фасонным и расточным.
- Резец фасочного типа предназначается для снятия внутренней фасочной нарезки со сложной формой.
- Мечник предназначается для внутренней нарезки в домашних условиях. Работа выполняется с помощью специальной плашки, изготовленной с применением твердого сплава и выполненной в виде гайки, оснащенной режущими канавками





