

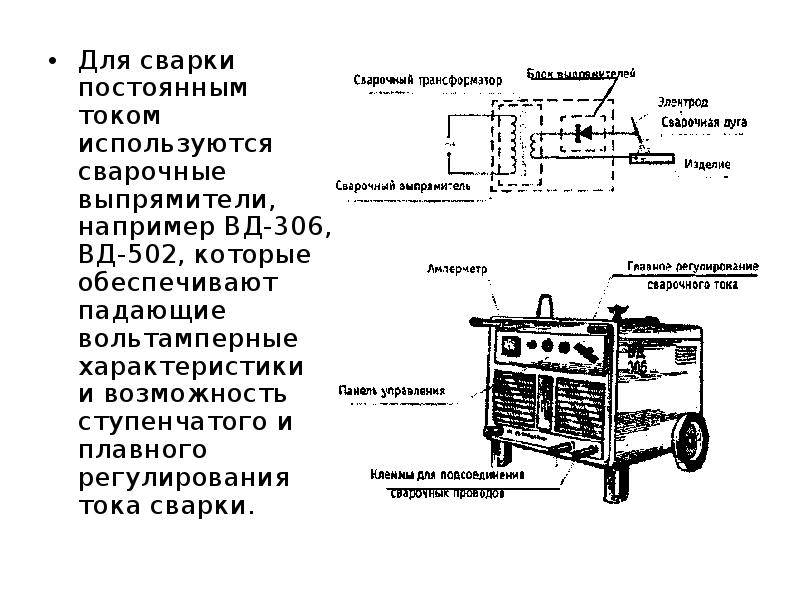
Устройство и принцип работы сварочного выпрямителя
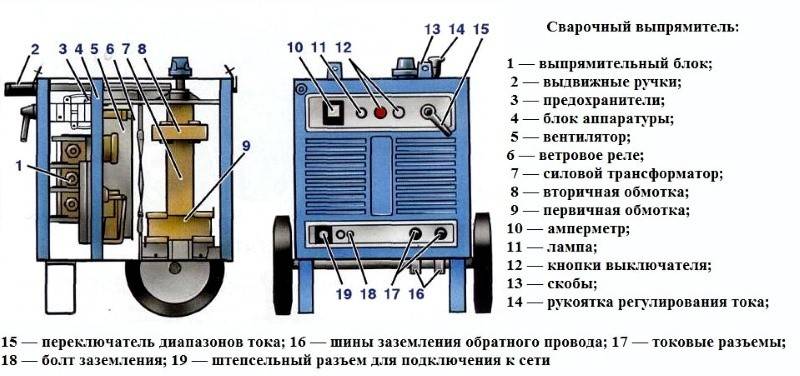
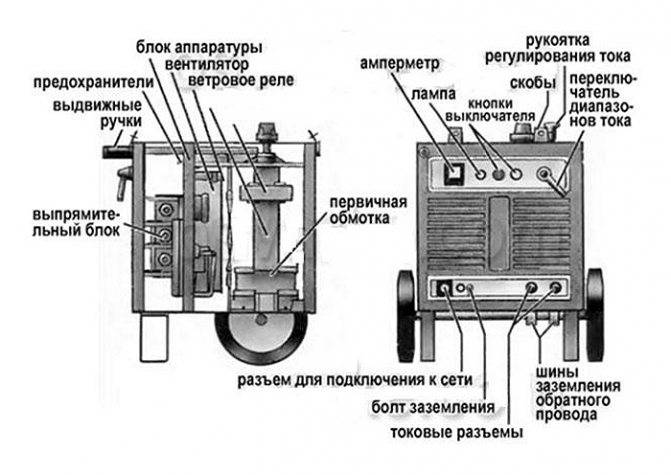
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

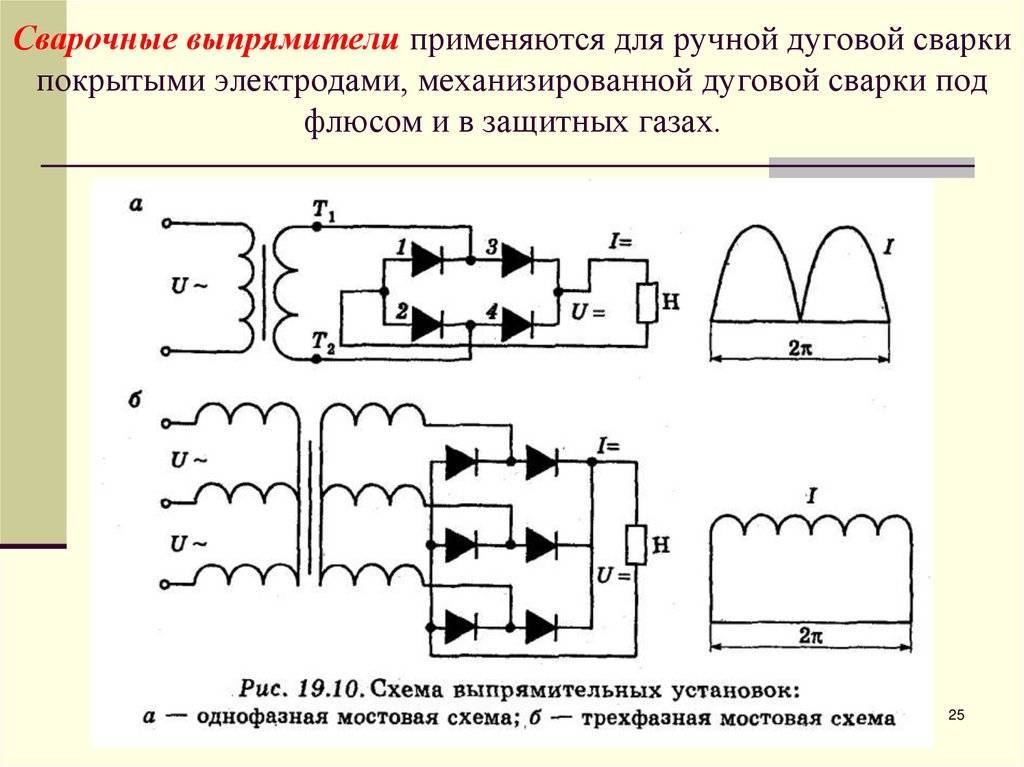
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
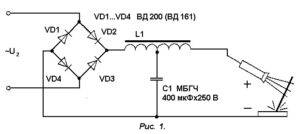
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения
Важно продумать принудительный обдув сварочного аппарата от вентилятора
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.
Важно! Внимательно обращать внимание на характеристики. Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры
Сердечники возможно использовать со старой радиоаппаратуры
Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.



Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
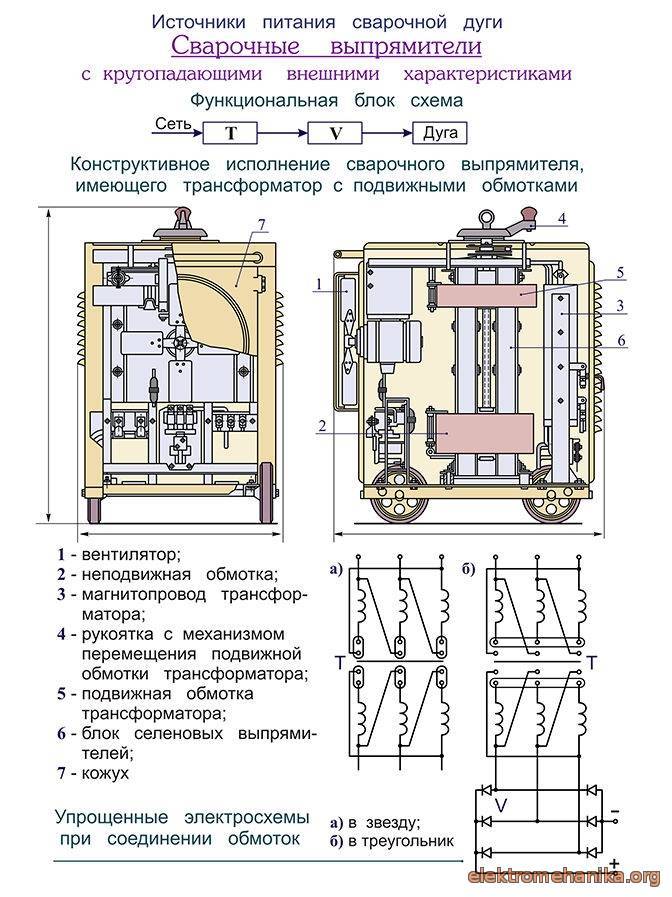
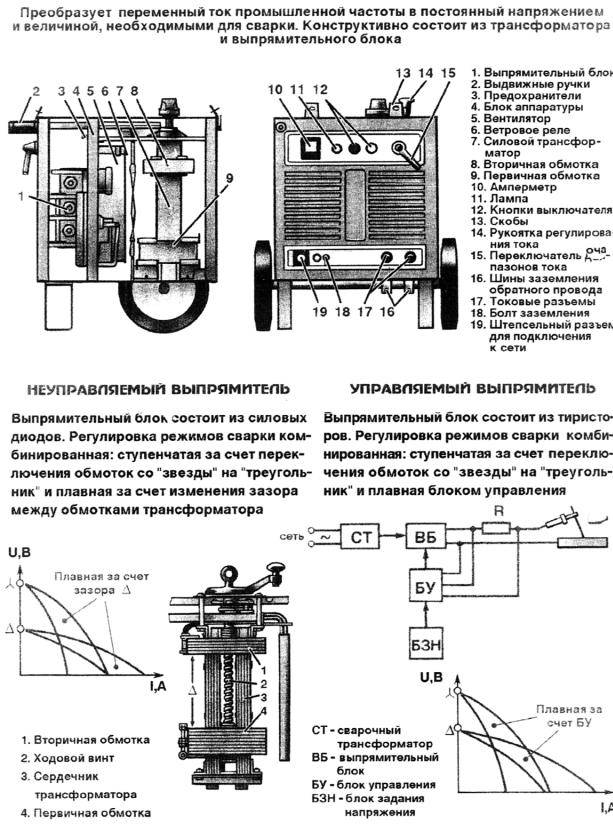
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
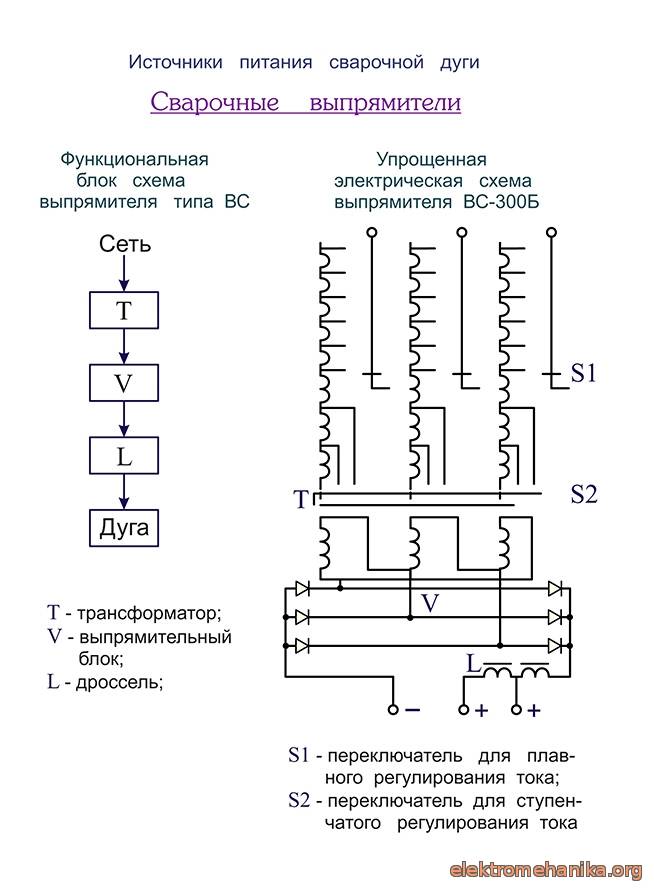
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
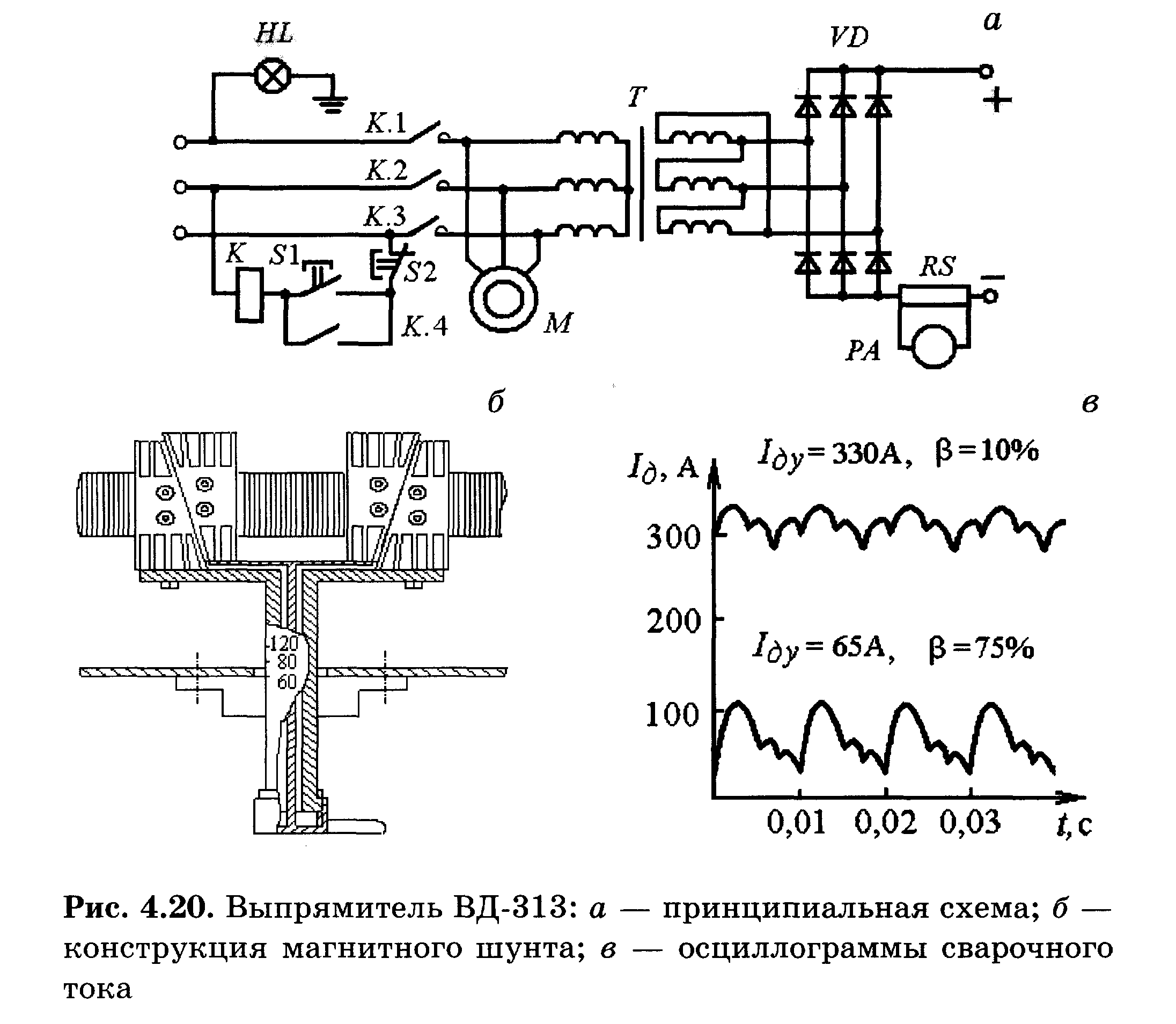
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Сборка диодного моста
Обычно для диодного моста используют 4 диода, но можно использовать от 2 до 5 штук. Количество диодов зависит от значения тока, который нам нужно получить; чем больше диодов, тем больше ток. Мы будем использовать 4 штуки. Два диода подключаются друг к другу параллельно и имеют разную направленность. Еще два диода подключаются так же параллельно, но направлены друг к другу. При правильном подключении все компоненты как раз и образуют диодный мост.
При параллельном подключении диодов друг к другу учтите, что они могут несколько отличаться по своим характеристикам в работе, даже если вы купите идентичные комплектующие. Так что тщательно рассчитывайте необходимое напряжение и мощность диодов, которые вам необходимы для изготовления моста. В таком случае диодный мост на сварочник получится более компактным и эффективным.
Диодный мост можно смело устанавливать на один радиатор. Готовую конструкцию можно прикрепить к корпусу сварочника с любой удобной стороны или просто использовать как отдельный прибор. Мы рекомендуем устанавливать их на радиатор с предварительным нанесением теплопроводящей пасты.
Проводники лучше скреплять с контактами методом пайки, чтобы сократить вероятность потери мощностей через контакты при работе
Также обратите внимание, что при изготовлении моста по стандартной схеме нужно дополнительно использовать электролитический конденсатор с большой емкостью, чтобы облегчить сварочные работы
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.

Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Промышленные образцы
Рассмотрим один из промышленных образцов многопостового сварочного оборудования под заводским наименованием ВКСМ-1000-1-1 (ГОСТ 5.153-72).
Этот выпрямитель обеспечивает одновременное питание сразу шести сварочных постов с рабочим током 300 Ампер и выполнен по схеме с «жёсткой» выходной характеристикой.
В состав выпрямителя входят следующие основные узлы:
- преобразователь (понижающий трёхфазный трансформатор);
- выпрямительный модуль со встроенным вентилятором охлаждения;
- элементы пускорегулирующей и блокирующей (защитной) аппаратуры.
Производители этой модели сварочного агрегата побеспокоились о простоте конструкции прибора, а также о его надёжности и экономичности.
Для этого первичная обмотка трансформатора ТС обустроена по схеме классического «треугольника», а вторичная состоит из 2-х фазных обмоток, соединённых «звездой».
Среди популярных моделей отечественных выпрямителей можно выделить универсальный агрегат марки ВДМ 1202С, отличающийся прекрасными сварочными характеристиками.
При работе с этим прибором могут применяться любые типы покрытых электродов, что упрощает работу с ним и устраивает не только любителей, но и профессионалов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.




![Сварочный выпрямитель [принципиальная схема, характеристики]](https://benzo-electro-instrument.ru/wp-content/uploads/1/4/b/14b9cb396f19666ab91a46143ccbeccc.jpeg)
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

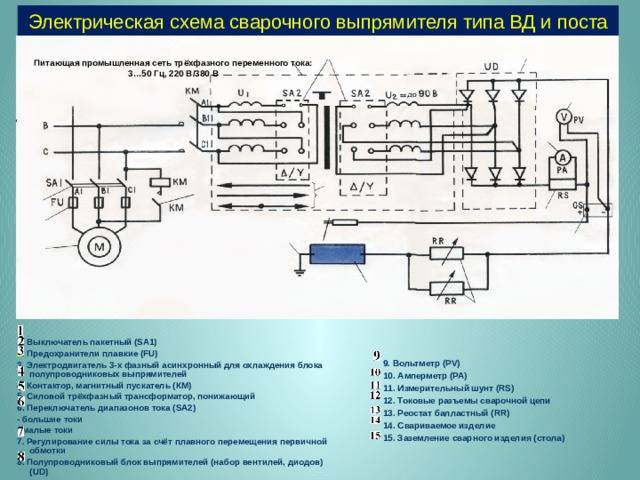
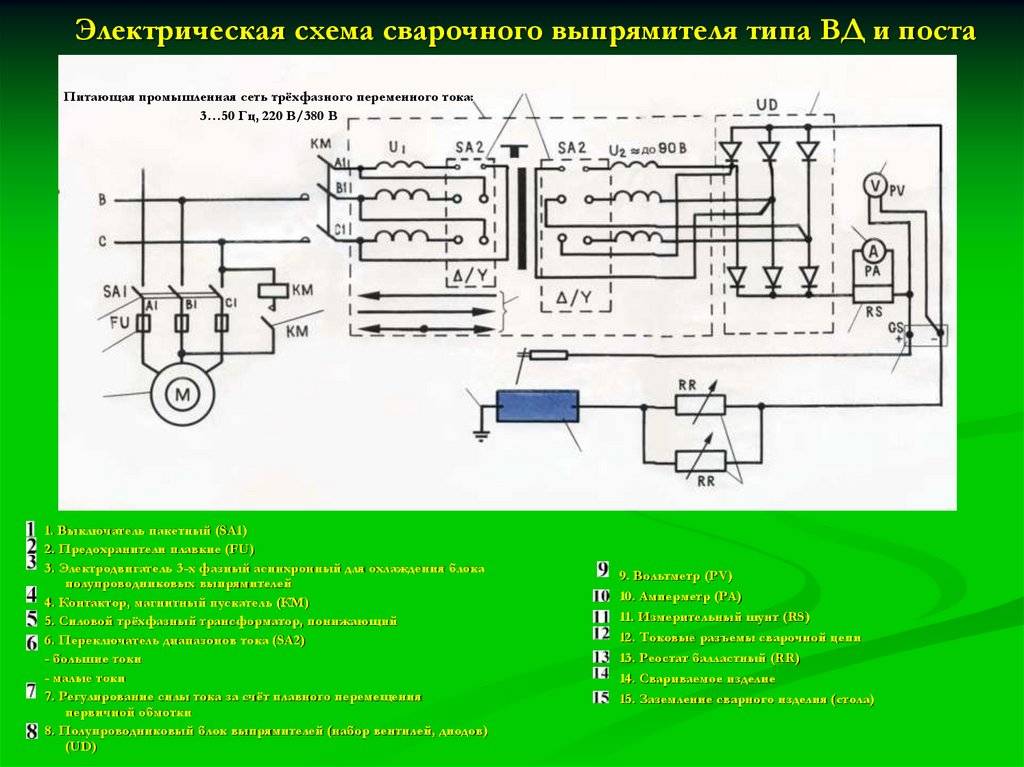
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Принцип действия прибора
В любом выпрямителе, независимо от его типа, применяются полупроводниковые элементы, свойства которых и обеспечивают преобразование переменного в постоянный. Будучи изготовленными из особых материалов, например, кристаллизированного германия или кремния с добавлением легирующих компонентов, эти элементы обладают способностью проводить ток только в одном направлении.
Смотрим видео о устройстве прибора:
В современных выпрямителях переменного потока применяют три типа полупроводниковых деталей:
Диод
Самый простой вариант полупроводникового элемента. Имеет два вывода, которые называются анодом и катодом. Функция диода в электрической схеме аналогична функции обратного клапана в системе трубопроводов: элемент пропускает электроток, направленный от анода к катоду, и закрывается, как только направление тока меняется на обратное.
Главными характеристиками диодов являются:
- Максимальный ток;
- Максимальное напряжение, которое удерживает запертый диод (в случае превышения допустимой величины будет иметь место пробой диода, при котором ток пойдет через элемент в обратном направлении);
- Быстродействие или, иначе говоря, время, которое необходимо диоду для того, чтобы закрыться: от этой характеристики будет зависеть, с токами какой частоты сможет работать элемент;
- Доля потерь электроэнергии, которая рассеивается в виде тепла.
Тиристор
Этот элемент устроен похожим образом, но кроме анода и катода он имеет управляющий электрод, по которому можно передавать сигнал на открытие или закрытие. Этим обусловлено второе название тиристора – управляемый диод.
Смотрим видео, простое зарядное устройство на тиристоре:
Перечень характеристик у тиристоров такой же, как у диодов, только к нему добавлены параметры управляющего сигнала. Часто в электротехнике диоды и тиристоры называют полупроводниковыми вентилями.
Транзистор
Этот полупроводниковый элемент позволяет с помощью маломощного управляющего сигнала осуществлять гибкое управление величиной пропускаемого тока большой мощности и его напряжением.
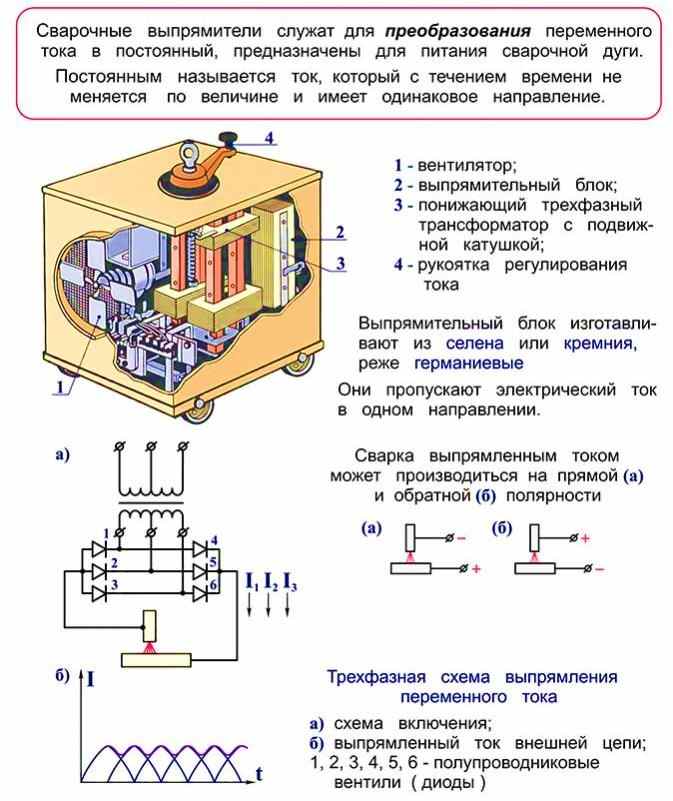
Самой простой версией однофазного полупроводникового выпрямителя является так называемый диодный мост:
Как видно, независимо от направления действия электродвижущей силы в источнике переменного, электрический ток на нагрузке всегда будет направлен в одну и ту же сторону. Одним из основных Недостатков данной схемы является пульсирующий вид выпрямленного тока, поэтому даже самые простые выпрямители не могут работать без применения сглаживающих конденсаторных фильтров.
Следует отметить, что сварочным выпрямителем называют не сам выпрямитель в чистом виде, а устройство, способное выдавать стабильный постоянный ток большой силы, который необходим для проведения сварочных работ.
Поэтому в этих приборах помимо непосредственно выпрямителя имеется еще и трансформатор. Кроме того, они могут оснащаться всевозможными фильтрами, управляющими платами, защитной и измерительной аппаратурой.
Если сравнивать сварочные выпрямители с преобразователями, то можно выделить несколько преимуществ:
Устройство сварочные оборудования
Применение выпрямителя обеспечивает более стабильную электроразрядную дугу;
- Значительно сокращается объем разбрызгиваемого металла;
- Выпрямители имеют более высокий КПД;
- Уменьшены потери холостого хода;
- Обеспечивается более широкий диапазон регулирования силы сварочного тока;
- Применение выпрямителя обеспечивает более широкие возможности по автоматизации процесса электросварки;
- Уменьшается масса и габариты сварочных аппаратов.
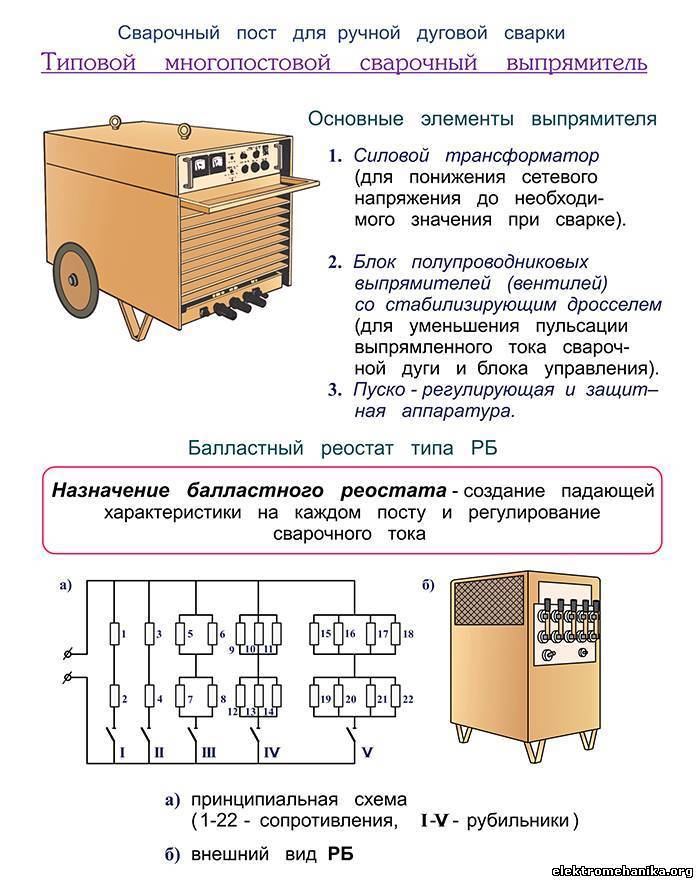
Как подключить балластник, балластный реостат
Балластный реостат (балластник) – устройство цепи со сварочным выпрямителем, с помощью которого сварщик производит регулировку тока. Принцип регулирования основан на действии известного в электротехнике закона Ома. Чем выше сопротивление, которое представляет собой балластник, тем меньше сила тока.



Балластный реостат Балластный реостат Brima РБ-302. Фото ВсеИнструменты.ру
Обычно балластник представляет собой пружину, эффективность работы которой зависит от оптимально подобранных длине пружины, диаметру витков и проволоки, а также материала из которого она изготовлена. К пружине подключается контакт регулятора, перемещая который по направлению навивки, изменяют ее сопротивление, а значит и силу тока. Контакт регулятора соединяется с проводом держака сварочного аппарата. Другой конец подключается к питающей сети.
Устройство аппарата
После выделения и выпрямления мощными вентильными диодами токовой составляющей, на выходе сварочного выпрямителя формируется постоянный ток заданной величины, достаточный для образования мощной электрической дуги.
Полученный дуговой разряд и является той рабочей средой, которая необходима для сварки стальных заготовок и сплавов цветных металлов.
Для более полного ознакомления с агрегатом следует рассмотреть устройство сварочного выпрямителя с точки зрения подготовки его к свариванию заготовок.
При этом должны приниматься во внимание такие технические детали, как соблюдение полярности подключения проводов и другие рабочие моменты. С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности
 С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
Один из ответных концов этих проводов подсоединяется к свариваемому изделию, а второй крепится на держателе электрода или встраивается в специальную газовую горелку.
В зависимости от условий сварки, а также от вида свариваемого материала выбирается требуемый режим работы и полярность подключения электродов к инструменту и заготовке.
Сам процесс соединения заготовок запускается посредством замыкания дуги между сплавляемой поверхностью и концом стержневого электрода. Дуга образуется за счёт сварочного тока, протекающего в цепи.
Все перечисленные элементы управления и подключения трансформаторного выпрямителя объединены на одной рабочей панели с продуманной эргономикой, обеспечивающей удобство обращения со сварочным аппаратом.





