

Принцип действия
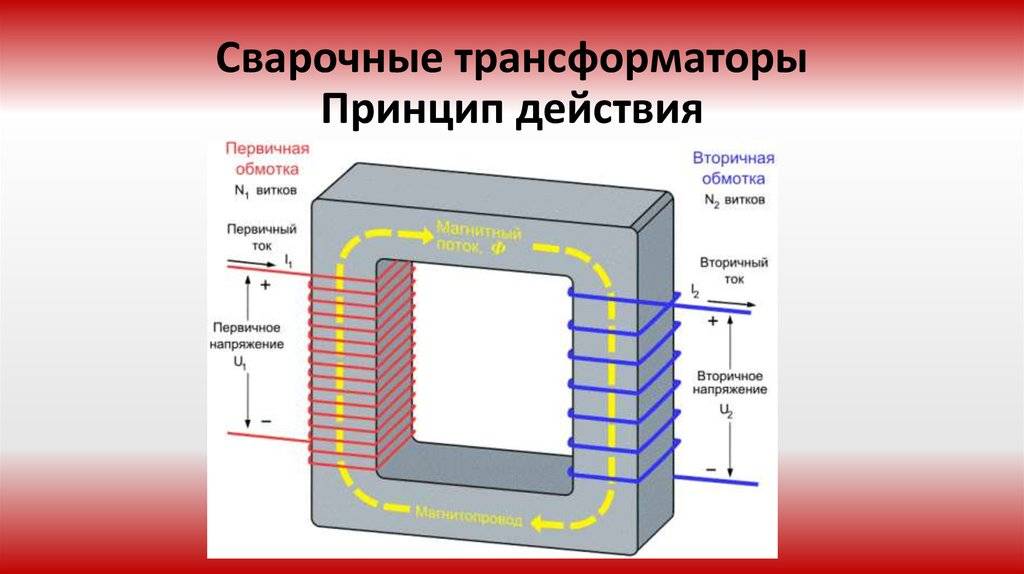
Исходить следует из того, что главная задача таких приборов заключается в преобразовании энергии для последующего энергоснабжения сварочной рабочей оснастки. Попадая на первичный уровень обмотки, исходный ток преобразуется в электромагнитную энергию, после чего поступает во вторичную обмотку. В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек.
Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А. Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками. Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей. В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.

Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником. Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
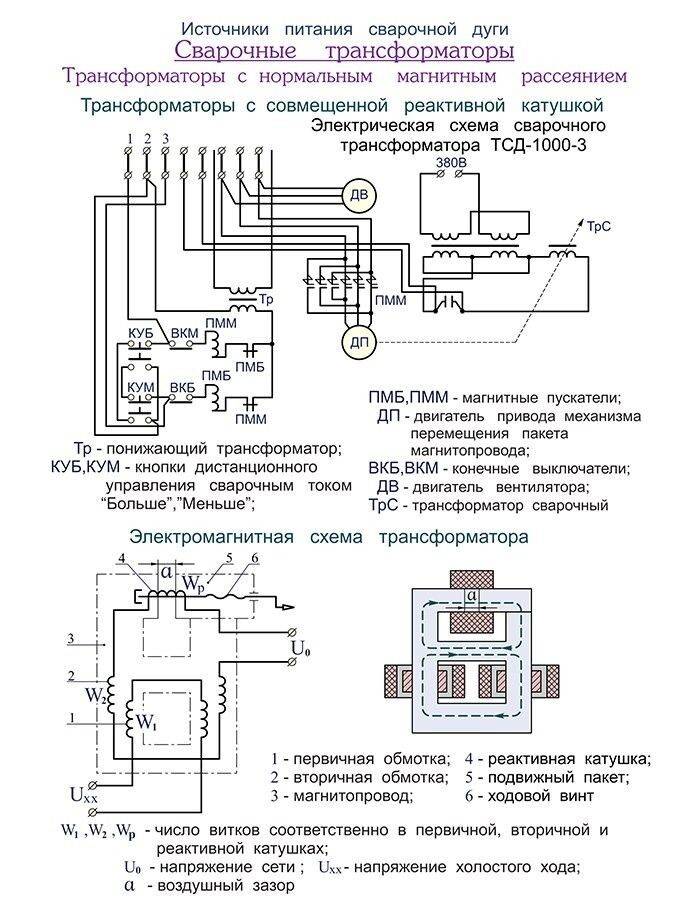
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
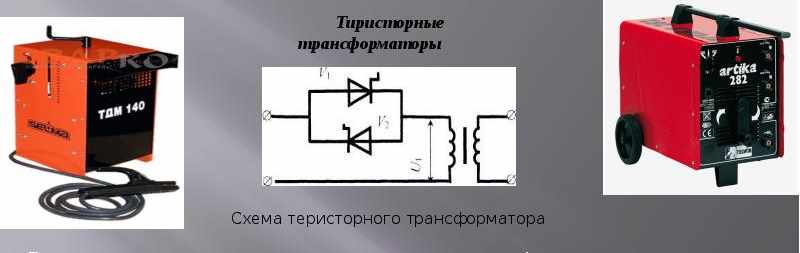
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
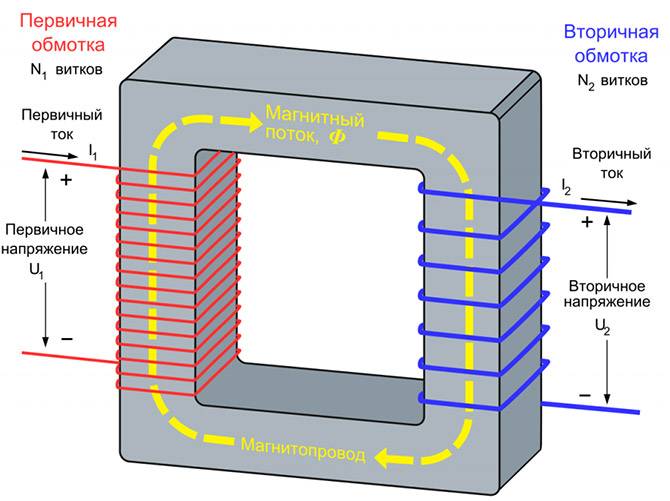 Принцип работы трансформатора
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.
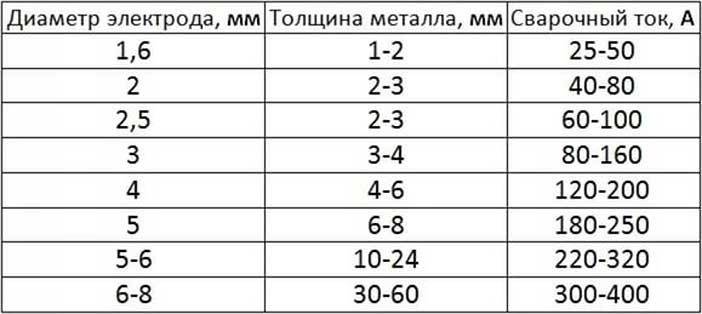 Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
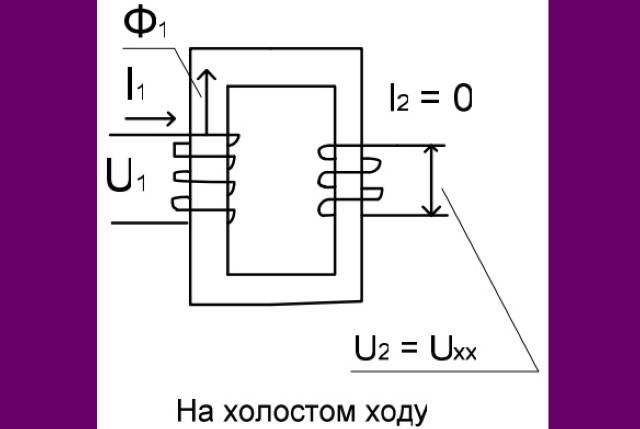
Холостой режим
Агрегат может функционировать в двух режимах:
- нагрузочном;
- холостого хода.
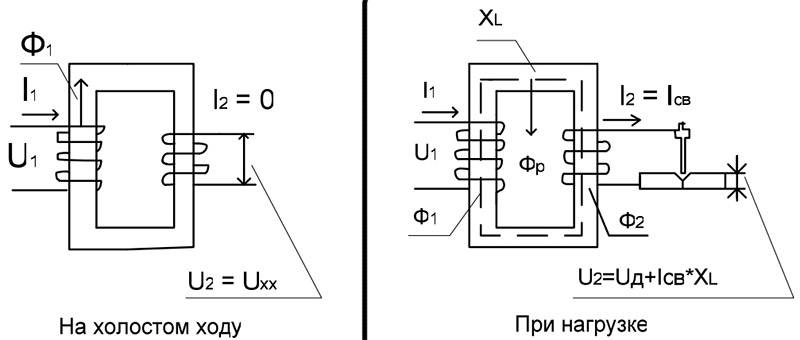
В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.







Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
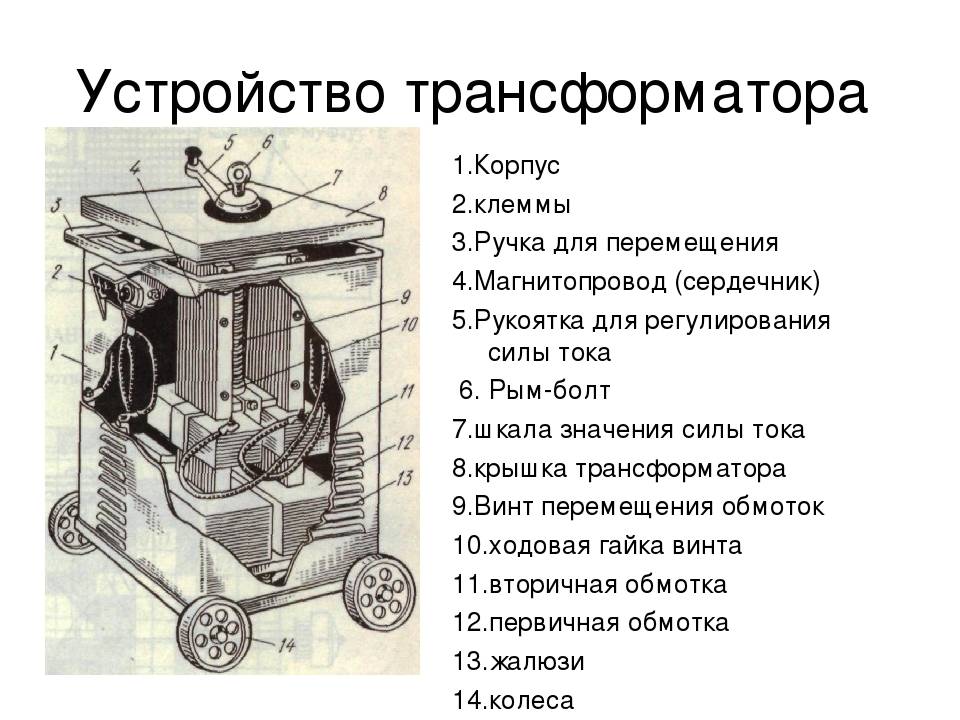
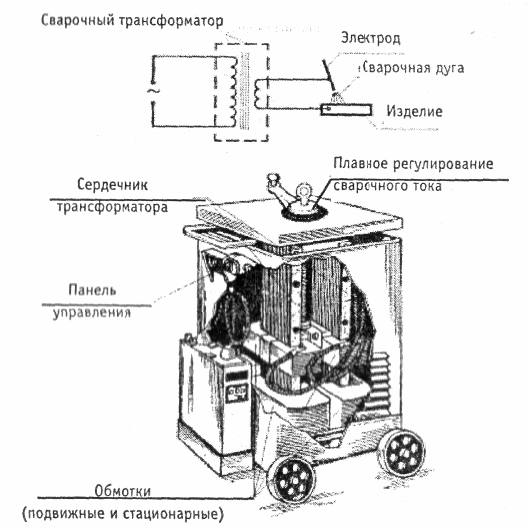
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
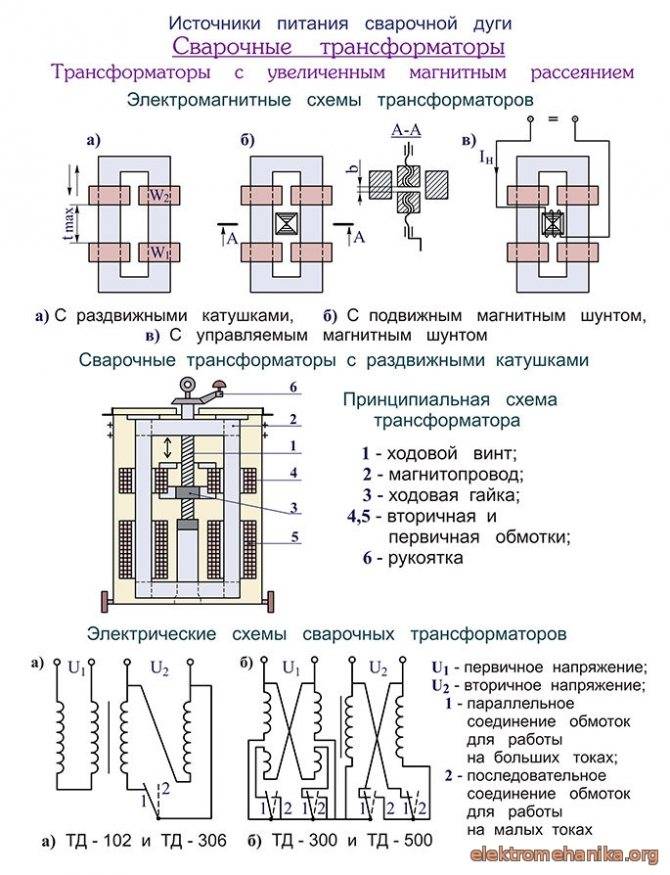
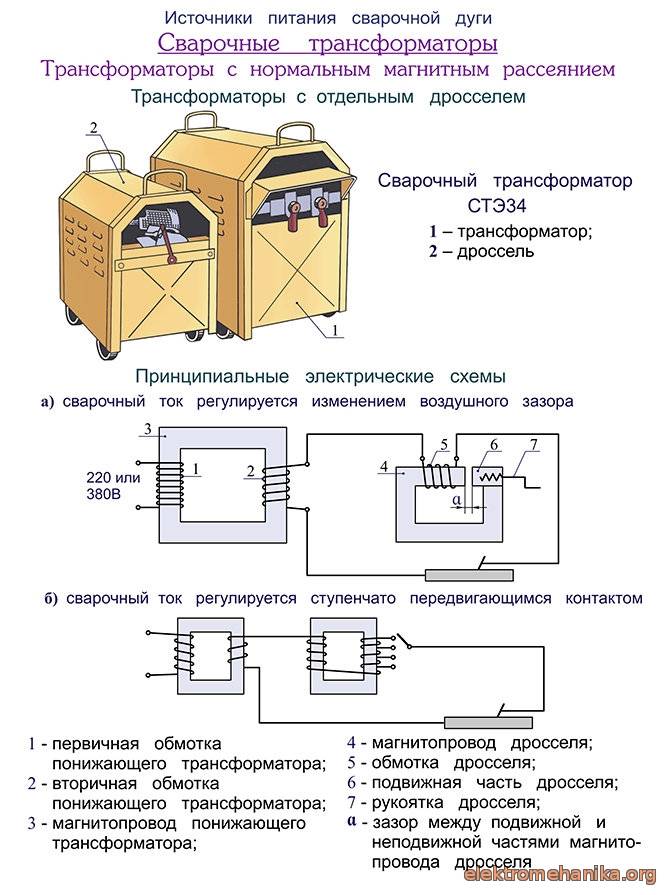
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
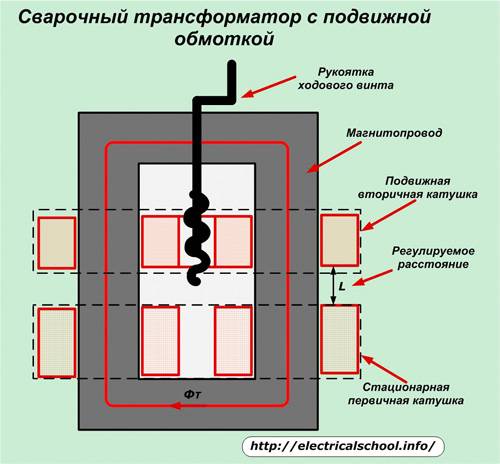
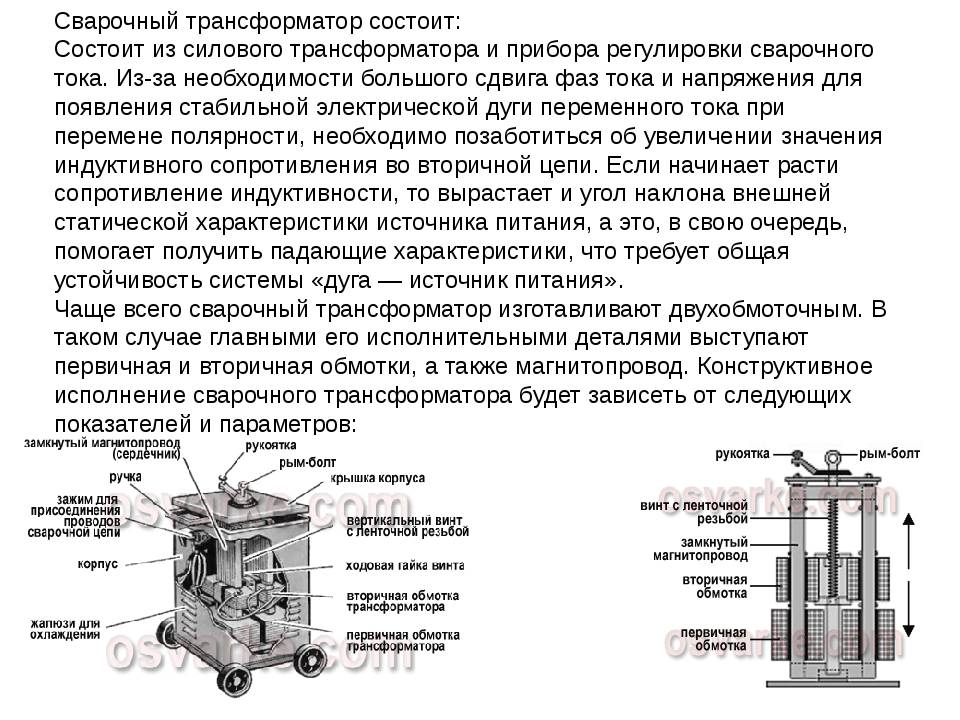
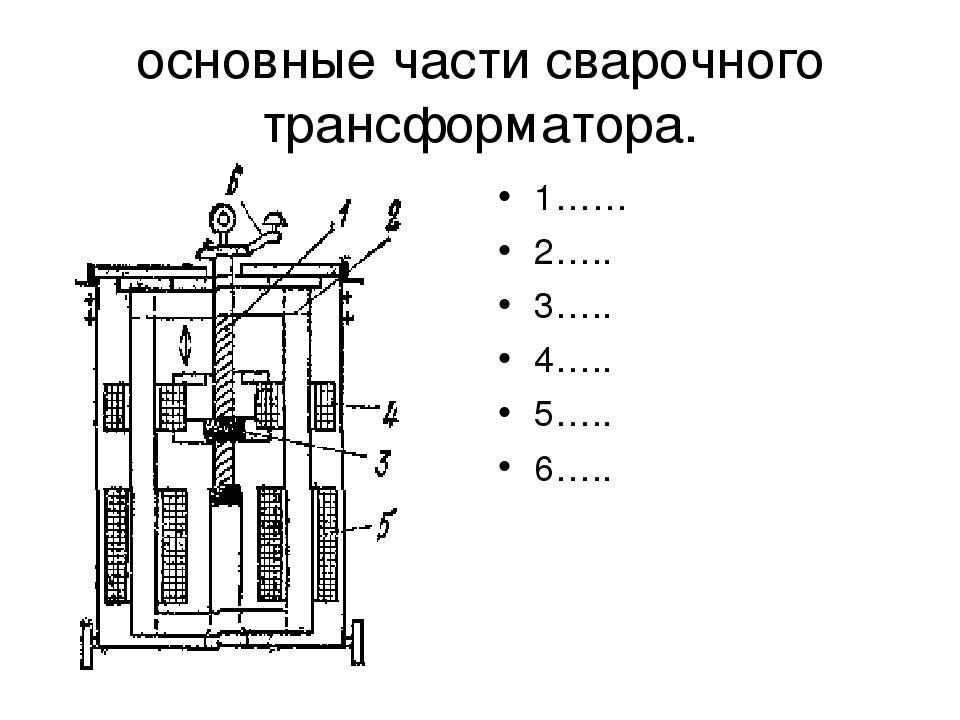
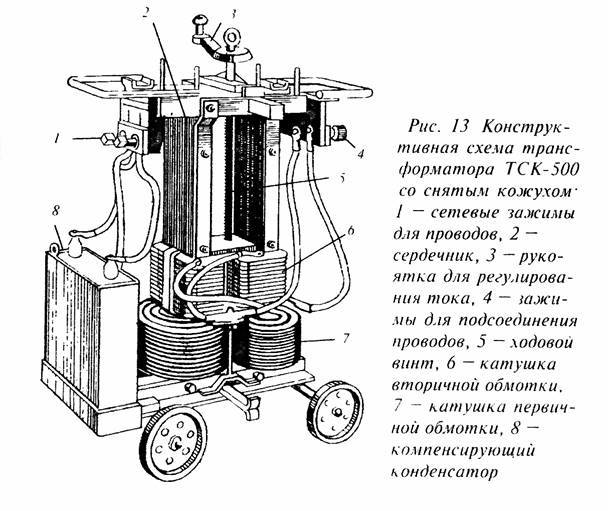
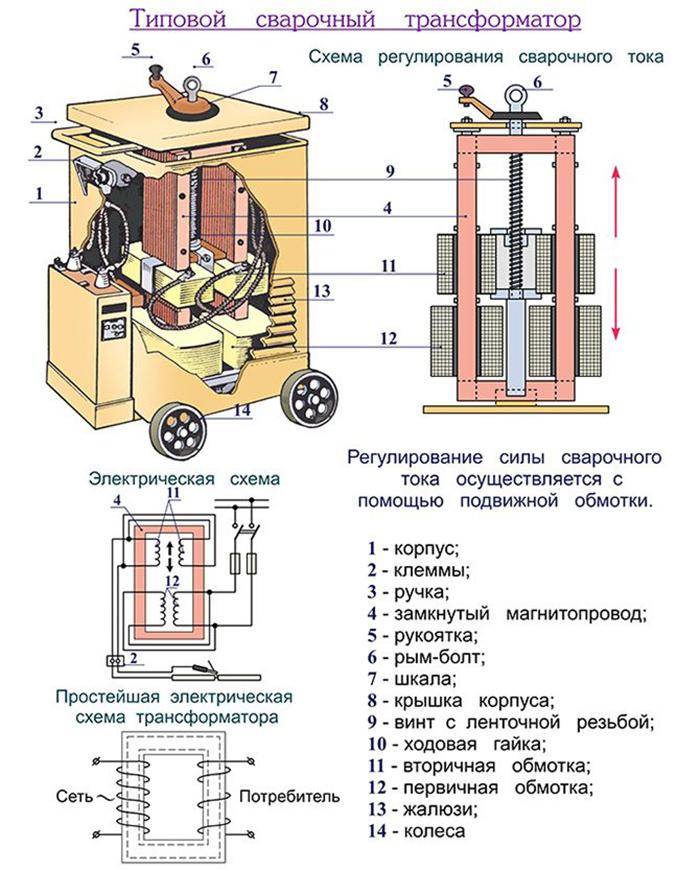
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.

Органы управления сварочным трансформатором. Ист. https://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков: укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи: гаечные;
- накидные;
- торцевые;
пассатижи, бокорезы и т. д. с изолированными ручками;
набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать: защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
провод и проволока. Необходимы для монтажа обмоток;
каркасы катушек. На них наматываются обмотки;
контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
изоляционная лента (типа Х/Б).
Важно: изоляционную ленту “ПХВ” применять нельзя, т. к
при нагревании она разрушается.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
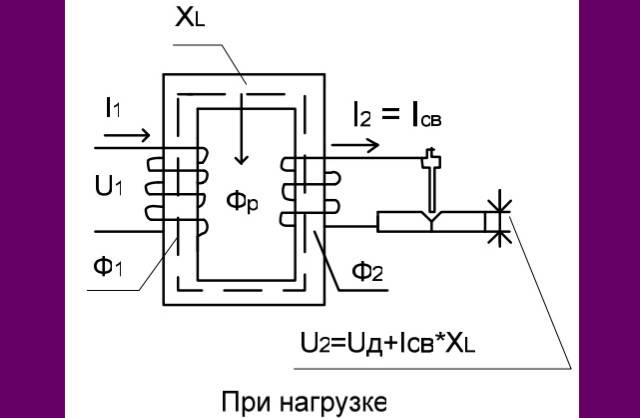
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».

Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.

Сварочная аппаратура с шунтом
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.

Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
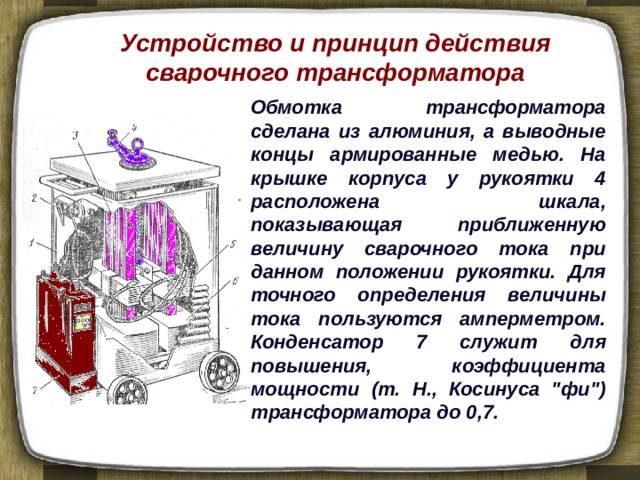
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.



После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
На этом видео показан принцип работы трансформатора:
Сечение магнитопровода и подбор витков трансформатора
Пакет трансформаторного железа (магнитопровод).
Зная сечение магнитопровода, можно найти количество витков обмоток сварочного трансформатора. Главное, что вам придется решить, это то, каким конкретно должно быть сечение. В идеале было получено значение, равное 28 см². Но оно не всегда может быть применено в сварочном трансформаторе, если посмотреть на конструктивные и экономические составляющие. Необходимо тщательнейшим образом обдумать, как вы будете мотать провод. Для одной мощности можно выбрать две схемы:
- 30 см² и 250 витков;
- 60 см² и 125 витков.
Возможно также использование промежуточного варианта. Если окно маленькое, лучше просто увеличить площадь сечения. Но тогда увеличится и масса сварочного трансформатора. Поэтому свободно передвигать его можно только на специальной тележке.
Бывают случаи, когда приходится судить о полезной мощности трансформатора для сварочного аппарата лучше всего по току, который замеряется в первичной обмотке устройства в режиме холостого хода. А если быть точнее, то приходится вести разговор скорее не о значении мощности во время образования дуги, а только лишь о регулировке сварочного трансформатора на самую большую мощность. Выжимаете из вашей конструкции максимум. И главное в процессе расчета трансформатора – это не допустить недостаточного числа витков первичной обмотки. Необходимо наличие следующих приборов:
- ЛАТР (линейный автотрансформатор);
- амперметр;
- вольтметр.
Даже у однотипных трансформаторов различным может оказаться ток. Поэтому по нему судить о мощности электросварки нельзя. Но зависимость в первичной обмотке тока способна рассказать о многом. Можно выявить некоторые особенные свойства сварочного трансформатора. Чтобы сделать это, необходимо с выхода ЛАТРа подавать напряжение на первичную обмотку сварки. Благодаря линейному автотрансформатору вы сможете изменять значение напряжения от 0 до 240 В. Параллельно обмотке включается вольтметр, а в разрыв одного провода – амперметр.
После скорость увеличения становится больше, ток возрастает быстро и стремительно. При недостаточном числе витков в первичной кривая тока будет стремиться к бесконечному значению до достижения порога в 240 В. Поэтому нужно добавить некоторое количество витков к обмотке сварочного аппарата. Причем не забудьте учесть тот факт, что при включении в сеть без ЛАТРа ваше устройство начнет потреблять из нее как минимум на треть большее количество тока. Вот так не просто теоретически рассчитать сварочный трансформатор, на практике же все обстоит намного проще.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной
Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе
Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Промышленные образцы
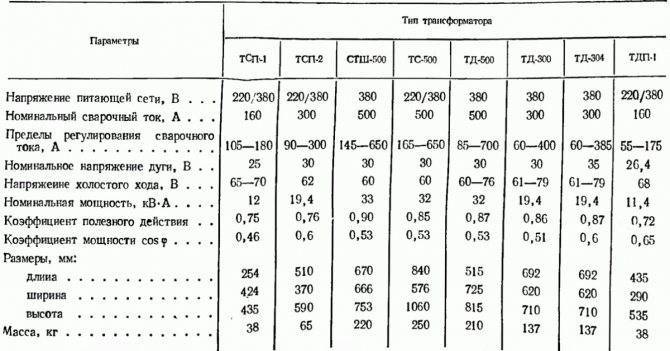
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
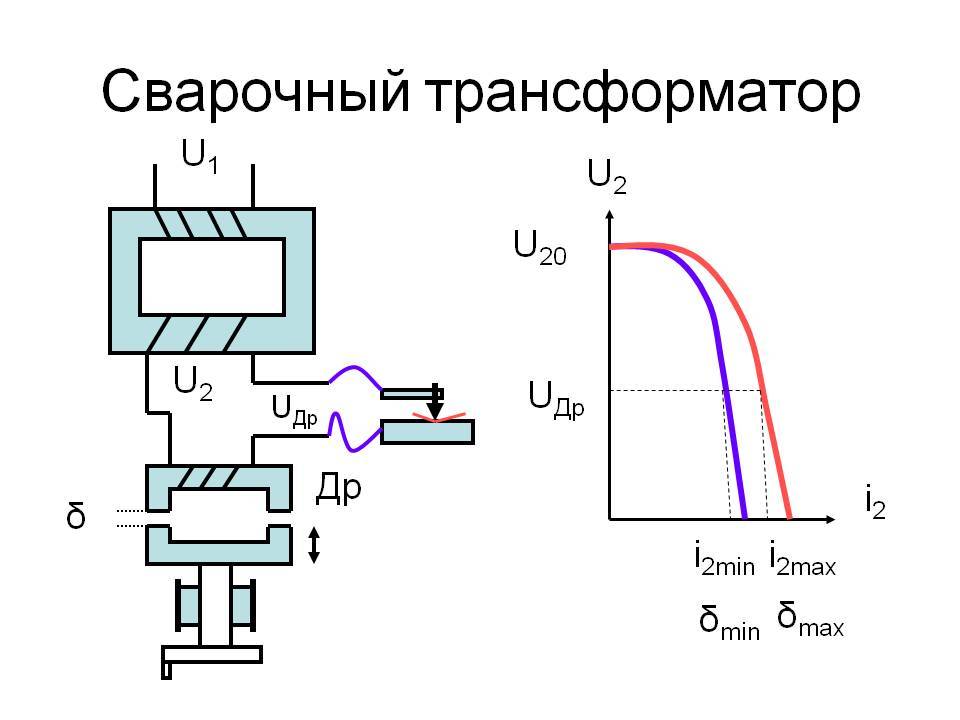
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Советуем изучить Дифференциальный автомат надежная защита электрических цепей и человека
Сварочный трансформатор своими руками: как рассчитать самодельный для дуговой и контактной сварки
страница » Сварочное оборудование » Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки



Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.
Внешний вид самодельного сварочного трансформатора. Ист. https://autokuz.ru/kuzovnoy-remont/kak-sdelat-svarochnyj-apparat-svoimi-rukami.html.
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков: укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи: гаечные;
- накидные;
- торцевые;
пассатижи, бокорезы и т. д. с изолированными ручками;
набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать: защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
провод и проволока. Необходимы для монтажа обмоток;
каркасы катушек. На них наматываются обмотки;
контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
изоляционная лента (типа Х/Б).
Важно: изоляционную ленту «ПХВ» применять нельзя, т. к
при нагревании она разрушается.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше).
При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А.
Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Схема обмоток трансформатора для контактной сварки. Ист. https://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Схема соединения двух трансформаторов точечной сварки. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.





