

Виды сварочных столов
 Столы сварщика имеют большой перечень в номенклатуре изделий, как правило, выделяют следующие разновидности:
Столы сварщика имеют большой перечень в номенклатуре изделий, как правило, выделяют следующие разновидности:
сварочные столы с элементами механизации;
Это означает, что стол может быть оснащен слотами для установки сверлильных или шлифовальных, заточных станков.
Так же все перечисленные станки могут быть сразу включены в исполнение стола.
Такие столы принято называть универсальными. Такие столы обладают встроенной системой вентиляции, о которой будет сказано чуть позже.
классические сварочные столы представляют собой обычный металлический верстак, который в оснащается лишь кронштейнами для сгиба прокаленного прута, который требуется для изготовления цепей или звеньев;
поворотные столы;
Такие столы оснащены суппортом, который позволяет разворачивать стол вокруг своей оси и под углом, это требуется при сварке габаритных и криволинейных поверхностей.

Поворотные столы являются наиболее сложными в исполнении, так как имеют вращательный механизм, сфера применения данных столов – тяжелая, химическая и металлургическая промышленность, работа с сосудами, которые находятся под давлением.
Вращение детали позволяет сварщику или сварочному автомату осуществлять прокладки высокоточных швов, не вращаясь вокруг детали самостоятельно, что крайне пагубно влияет на качество.
Закрепление заготовки происходит в центральном желобе с регулируемым диаметром, который зажимает заготовку в диаметральных тисках.
Безопасность при исполнении сварочных работ
- Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.
- Во время проведения работ нужно использовать все необходимые для сварщика средства личной защиты. К ним относятся специальная невозгораемая одежда, обувь, кожаные или брезентовые рукавицы, сварочная маска или щиток, а в отдельных случаях респиратор (при сварке оцинкованного металла).
- Все стыки сварочных кабелей должны быть изолированы, и их изоляция не должна иметь повреждений. Если повреждения будут обнаружены при визуальном осмотре, их требуется немедленно заизолировать.
- На рабочем месте не должны находиться какие-либо легко возгораемые материалы и вещества.
Производители, торговые марки
Сварочный стол – фундаментальная оснастка, применяемая для получения качественных изделий сварочной технологии. Поэтому существует множество производителей, выпускающих такое оборудование. Конкуренцию выигрывает предприятие, чей продукт позволяет на одном рабочем месте сваривать совершенно разные виды конструкций.
Совплим
Совместное российско-шведское предприятие основано в 1989 годы, в Санкт-Петербурге. Главная цель — создание вентиляционного оборудования на отечественной базе. Одним из направлений является разработка и изготовление фильтровентиляционного оборудования для сварочных столов.
Siegmund
Оборудование компании Siegmund полностью соответствуют понятиям, вкладываемым в тезис «немецкое качество». В комплексе с оригинальной быстрозажимной оснасткой на столах собираются самые сложные конфигурации заготовок и быстро перенастраиваются на другие виды. Таким образом, сварочные столы Siegmund значительно повышают производительность работ.

Сборочно-монтажный сварочный стол с колесами Siegmund 16 Система. Фото Дом сварки
Foerster
Немецкая компания специализируется на производстве модульных вариантов. Чугунные или не ферритные полосы, образующие их поверхность, легко снимаются, каждая новая сборка способна видоизменить форму стола под конкретную заготовку. Для удобства сварки изделия Foerster выполняются поворотными, вращающимися или подъемными.
Demmeler
Немецкая компания лидер в производстве 3D сварочных столов и приспособлений к ним. Сварочно-сборочные системы отличаются универсальностью и способны создавать конструкции под любые потребности заказчика.
TEMPUS
Немецкая компания Tempus представляет покупателям свое оборудование, как эффективное средство решения производственных вопросов. 3D-cтолы идеально подходят для изготовления сборных сварных конструкций (ограждений, каркасов и других).

Пятисторонний сварочный стол Tempus из серии SSTW fix. Фото Центр сварки
ВТО
Ульяновский выпускает широкую номенклатуру не стандартизированного оборудования, куда входят сварочные столы и комплектующие к ним. Столы могут поставляться в комплекте с вентилятором и вытяжным зонтом.
ВТМ
Российская специализируется на изготовлении сварочно-монтажных вариантов систем «D16» и «D28», а также оснастки как типовой, так и под заказ.
ИРС
Одним из направлений деятельности является производство сварочных столов. Они обладают всем набором элементов для точного позиционирования заготовок. Отличаются сборно-разборной конструкцией, что позволяет их легко транспортировать.









EVIDENCE
Российский — основатель линейки продукции под маркой Evidence. Под данной маркой выпускаются сварочно-сборочное оборудование с различными размерами столешниц. Столы имеют пятистороннюю рабочую поверхность и относятся к 3D системам.

Стол сварочно-сборочный Evidence SS8-2d-as (800х1200). Фото Сварщик Алтая
СЛОТ-СТОЛ
Российская компания изготавливает сварочные столешницы с рабочей поверхностью из наборных пластин. Материал пластин: чугун и алюминиевый профиль – не подвергается прилипанию брызг расплавленного металла. Легко-съемные пластины позволяют трансформировать рабочую поверхность под любые конфигурации деталей. Для облегчения сборки и сварки сварочное оборудование оснащается электромеханическими и гидравлическими механизмами.
SIBAR
Молодая российская компания работает над расширением ассортимента сварочных столов и оснастки к ним. Ориентируется на мнение потребителей продукции.
ESAB
ESAB – один из самых узнаваемых сварочных брендов. Шведская компания помимо великолепного сварочного оборудования и расходных материалов, выпускает профессиональные сварочные столы. Кроме сварочных работ имеется возможность производства шлифовальных, так как качественно организован отвод газов, сварочной пыли и других частиц, образующихся при шлифовке.

Сварочный и шлифовальный стол ESAB. Фото СваркаPRO
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.
Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.
Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Конструкция сварочного стола
Самый элементарный стол состоит из тяжелой металлической столешницы с окантовкой из асбеста или несгораемой пленки.
Ножки стола выполняются произвольно, но они должны обеспечивать устойчивость и прочность всей конструкции.
Такие столы квадратные или прямоугольные, используются для обычных штатных сварочных работ.
Высота стола не более 1-1,25 метра, ширина избирается целесообразно проводимым работам.
Поворотные сварочные столы выполняются с круглой столешницей, так как это облегчает его вращение относительно заготовки.
Заготовка помещается в центр стола, а все вращение суппорта осуществляется с пульта.
Сборочные столы для сварки, как правило используются для сварки прутка и изготовления металлической арматуры.
Сварочные столы такого типа устроены по типу обычных столов, но рабочая зона оснащена вальцами и канавками для проката арматуры и удобной подачи ее к сварщику.
Монтажный стол для сварки параллельно, кроме сварочных работ, используется для сборки агрегатов тяжелого машиностроения, поэтому стол и называют монтажным.
На такие столы устанавливаются фрезерные станки, токарно-револьверные станки, шлифовальные машины и прочее.
Основное требование, которое предъявляется к такого рода столам – устойчивость и способность выдерживать динамические нагрузки от движения крупногабаритных станков.
Такие столы кроме станков оснащены рабочей зоной для проведения огневых работ.
Техника безопасности при сварочных работах
Так как все этапы процесса непосредственно связаны со сваркой, необходимо придерживаться стандартных правил безопасности. Они касаются размещения и оснащения сварочного поста, спецодежды, физических параметров работы приборов. Техника безопасности включает следующие пункты:










- Мастерская должна быть оборудована вентиляционной системой. Помещение должно предусматривать возможность проветривания.
- Если сварка проводится на открытом воздухе, рабочее место должно находиться под навесом. При этом во время сильного дождя или снегопада процесс останавливают.
- Сварщик должен быть одет в защитную одежду, которая включает маску (щиток), рукавицы из спилка или замши, обувь и костюм из невоспламеняющегося материала.
- Если проводится сварка деталей из оцинкованного металла, мастеру для защиты дыхательных путей необходим респиратор.
- У сварочных кабелей должна быть неповрежденная обмотка, а у мест их стыковки — качественная изоляция. При обнаружении дефекта работу следует прекратить и восстановить целостность провода.
- Длина электрокабелей, идущих к сварочному аппарату, не должна превышать 10 м. Шнуры подвешивают на высоте 2,5 м или опускают на пол в заземленной стальной трубе.
- Оборудование можно использовать под напряжением не более 90 В. Оптимальная сила тока для работы составляет не более 0,05 А.
Как собрать своими руками простой стол-трансформер, подсказки мастерам
Для мастера, обладающего необходимыми навыками, изготовление стола для сварочных работ — несложное мероприятие. Главное — соблюдать все правила техники безопасности, придерживаться подготовленного чертежа и выполнять действия в определенной последовательности. В этом случае конечный результат будет отличаться надежностью и устойчивостью, а прочное готовое изделие на долгие годы обеспечит сварщику удобство при работе.
Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания
Сварщик должен выполнять сварочные работы в специальной защитной одежде
Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
#5
Отправлено 20 Март 2019 10:55
Струбцина позиционер (СтП), вещь хорошая. Давно пора учиться у гнилого запада.
А, допуски, посадки, твёрдость, на том же уровне?
Вентиляция сварочного цеха: особенности подачи воздуха
При обустройстве вентиляционной системы воздухообмен в цеху может подаваться как вертикальными потоками, так и горизонтальными.

Горизонтальный воздухообмен
При подаче воздушного потока в горизонтальном направлении система вентиляции должна быть смонтирована таким образом, чтобы захватывать воздушное пространство всего помещения. Образование застоя воздуха недопустимо. Скорость воздухообмена должна обеспечиваться более 0,1 м/с. Эта схема отлично подходит для малогабаритных помещений. К примеру, в цехе с параметрами 30х20 м устанавливается 7 вентиляторов, общей производительностью 7000м3/час, которые и создают горизонтальные воздушные потоки. Вентиляторы устанавливаются на одну стену на высоте до 4 м и обеспечивают стабильное поступление свежих воздушных масс. Вентиляторы, производительностью 7000 м3/ час устанавливаются на той же высоте на стене напротив притока воздушных масс. Они и устраняют загрязненный воздух.
Донная схема может быть использована для цехов, расстояние между притоком и вытяжкой которых не составляет более 100 м. В том случае, когда расстояние больше воздушные массы «зависают», а вредные вещества скапливаются. Эффективности системы существенно снижается. При такой проблеме необходимо установить дополнительные вентиляторы или струйные аппараты, которые будут ускорять поток свежих воздушных масс.
Вертикальный воздухообмен

Для обустройства вертикального воздухообмена потребуется установить несколько вентиляторов в подвальном помещении, которые будут поставлять свежий воздух в цех посредствам вентиляционных шахт. Отверстия при таком монтаже монтируются в полу и закрываются специальными решетками с ячейками, диаметр которых не превышает 50 мм. Скорость воздушных масс должна составлять 4,5 м/с при выходе от вентиляторов и соответственно 0,1 м/с при входе в помещение. Производительность приточных вентиляторов для помещения 30х20 м составляет 3400 м3/час. Вытяжные вентиляторы устанавливаются на высоте до 6 м, как правило, на крыше. Их производительность составляет 6800 м3/час. Такая вентиляционная система способна в кратчайшие сроки очистить воздух в цеху и снизить концентрацию вредных веществ в воздухе до приемлемы 2 мг/м3.
Полупрофессиональные модели
Более сложную конструкцию и комплектацию имеют сварочно-сборочные столы. Их эргономические параметры не отличаются от обычных сварочных столов, но производители предусматривают механизацию некоторых операций, возможность установки и применения металлообрабатывающих головок (под сверление, фрезерование, шлифование и пр.), а также встроенные вентиляционные и воздуховодные системы. Важная технологическая особенность таких устройств – возможность вращения стола, что позволяет сварщику варить высокоточные швы, не обходя соединяемую конструкцию при работе. Для достаточной жёсткости желательно использовать заделку опор стола в бетонное основание мастерской.
Сварочно-сборочные столы, кроме того, в большинстве случаев комплектуются быстроустанавливаемыми тисками, комплектом зажимных прихватов, а также поворотной подставкой под сварочный инвертор.

Критериями для правильного выбора конструкции служат:
- Наличие облицовки рабочей зоны листами негорючего материала. Ранее для этих целей применяли асбест, но экологически более современными являются суперсил или базальтокартон;
- Масса стола. Требуемая жёсткость конструкции полностью обеспечивается лишь при её массе не менее 180…200 кг;
- Освещением, источники которого не создают бликов при включении (большинство конструкций сварочных масок такие блики не поглощает). Поэтому использование модных энергосберегающих ламп в данном случае исключается;
- Наличие механизма вращения стола (обычно предусматривается для исполнения с инструментальной плитой, круглой в плане);
- Встроенная вентиляция рабочего места.
Столы, на которых предполагается устанавливать настольные фрезерные или сверлильные станки, снабжаются соответствующими пазами в плите, а их конструкция выполняется с учётом возможных динамических нагрузок. Прочие требования к конструкции таких устройств регламентируются требованиями ГОСТ 21694. Минимальная цена на полупрофессиональные столы сварщика составляет 62000…65000 руб.
Устройство сварочного верстака
Если разобрать по элементам, простой стол для сварки довольно прост. Он состоит из следующих деталей.
- Каркас, собранный из стального уголка, на котором собираются все остальные элементы.
- Опоры или ножки, обязательно имеющие регуляторы по высоте.
- Тумбы слева и открытые полки справа, в которых можно хранить дополнительные инструменты и расходники.
- Инструментальная поверхность в виде металлической плиты. Обычно дополнительно имеет упоры для крепежа деталей.
- Поддон для сбора мусора, пыли и отходов.
- Держатели для сварочных кабелей.
Дополнительно возможно наличие подставки или крепления для емкости с водой. Вентиляция может обеспечиваться как стационарно на пост, так и передвижным вентилятором.
Это интересно: Как выбрать и использовать в своей работе зажим сварочный?
Характеристики, которыми должен обладать стол
Мобильный стол SibarWelding. Фото БелСваМо
Не всегда можно подобрать в магазине сварочный стол для конкретного рабочего места, чтобы вписаться в пространство, например, гаража, забитого другими нужными вещами. Стол индивидуальной конструкции, сделанный своими руками, – выход из положения.










Помимо удобства, стол, при работе на котором используются силы тока большой величины, должен иметь средства, обеспечивающие безопасность пользователя. Для комфортной работы рекомендуется выполнить следующие основные конструктивные элементы.
Высоту стола подобрать в зависимости от роста сварщика, что сделает труд на нем более удобным.
Оборудовать рабочее место вытяжкой, так как сварочные газы создают проблемы для здоровья.
Облегчит выполнение качественной сварки установка светильников
Важно чтобы они не создавали блики через щиток сварщика. Напряжение таких источников не должно превышать 36 В.
В столе организовать места хранения электродов и другого нужного вспомогательного оборудования.
С помощью специального крепления включить стол в заземляющий контур.
Конструкция стола для сварки
Существует два вида столов для производства сварных работ для домашних мастерских — это обычные, самые простые столы для периодической сварки средней сложности и полупрофессиональные сборочно-сварочные столы, на которых выполняются более сложные задачи.
По удобству использования к столу предъявляются следующие требования:
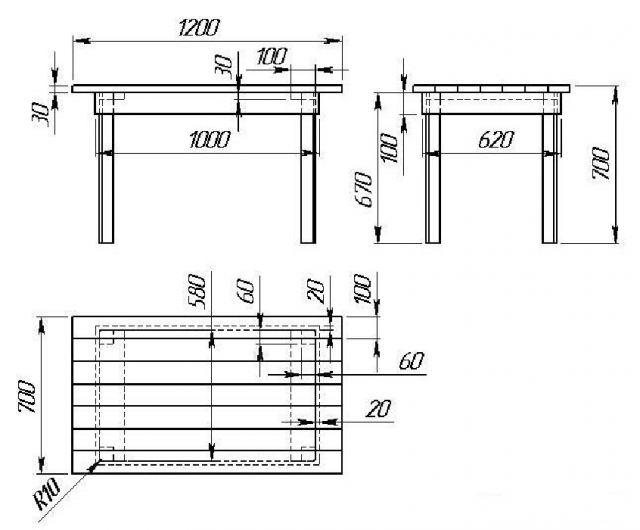
- Высота стола должна быть не ниже или выше пределов в 700 — 850 мм.
- Минимально рекомендованные габариты рабочей поверхности должны составлять 800×1000 мм.
- Высота стола с защитным экраном от сварочных лучей должна быть не ниже 1400 мм.
Простой стол для сварочных работ
Отличается прочностью, простотой сборки и довольно удобной конструкцией для работы сварщика. Его конструкция состоит из жесткой рамы, которая сваривается из металла и состоит из четырех стальных стоек из уголка или профильных труб, сваренных между собой. По нижней части, на высоте примерно 200 мм от пола, стойки сварены уголками, сверху они приварены к прочной раме, на которой находится металлическая столешница.
На металлической столешнице могут иметься специальные пазы для крепления свариваемых заготовок.
На стальной раме, на которой расположена столешница, желательно приварить кронштейны для сварочного провода, а под столешницей рекомендуется разместить неглубокий поддон для сборки пыли и окалины.
С левой или правой стороны может находиться тумба с несколькими отделениями для хранения различных инструментов. Оставшееся место приспособлено для временного складирования более крупной оснастки.
Рядом желательно приварить подставку под емкость для воды.
Полупрофессиональный стол сварщика
Это уже довольно сложная конструкция сборочно-сварочного стола с дополнительной комплектацией. Эргономические свойства таких столов практически не отличаются от обычных, но на них предусматривается установка дополнительного оборудования для фрезеровки, сверления и других металлообрабатывающих операций. Также столы могут оборудоваться встроенными вентиляционными системами.
Ножки стола для жесткости всей конструкции, часто прочно прикрепляются к полу анкерными болтами или бетонной стяжкой.
Важной особенностью этих столов является возможность поворачивать рабочую платформу, благодаря чему сварщик может накладывать сварные швы на свариваемые детали с одной рабочей точки. Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата
Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата.
Критерии выбора стола
Защитные ширмы от лучей сварки, вентиляционных воздуховодов и другие облицовочные материалы рабочей зоны должны быть из негорючих материалов. Если раньше для этого применялась асбестовая ткань, то в настоящее время используются современные материалы Суперсил или базальтокартон.
Для жесткости всей конструкции ее масса должна быть не меньше 180 — 200 кг.
Освещение рабочей зоны должно быть настроено так, чтобы не создавались блики, мешающие работе сварщика (стекла сварочных масок практически их не поглощают).
Конструкция должна иметь поворотный механизм рабочей платформы и встроенную вентиляцию.
Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.










Алгоритм изготовления своими руками оригинальных журнальных столиков
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
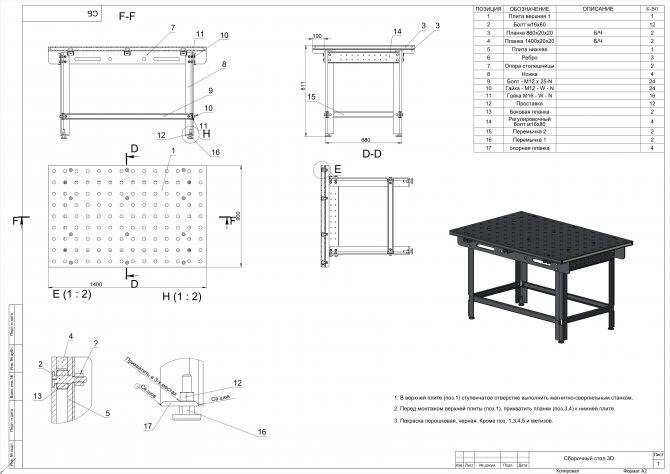
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.

Простой

Полупрофессиональный

Сборочно-монтажный
Чертеж
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
Чертежи сварочного стола
Конструкция сварочного стола состоит из двух основных деталей — опорной рамы и столешницы. Раму можно изготовить из швеллера или трубы, если сварочный стол предполагается сделать передвижным, то лучше всего использовать профильную трубу или стальной уголок.
Рама сварочного стола усилена в нижней части Н-образной обвязкой из профильной трубы.
Для стационарных сварочных столов столешницу и защитный короб лучше всего установить на кирпичном каркасе. Наиболее необычные варианты сварочного стола в виде складывающейся конструкции или откидного столика, закрепленного на стене гаража или мастерской.
Чаще всего для обычного гаража или мастерской стол для сварки изготавливают со столешницей из листового металла. В этом случае его можно использовать как для сварочных работ, так и слесарки или ремонта. Поэтому угловые зоны рабочей плоскости используют для установки слесарных тисов, приспособлений для нарезки и сверловки металла. По сути, лучший вариант сварочного столика для домашних работ представляет собой комбинацию верстака для слесарных работ с небольшими дополнениями для подключения сварочного аппарата.

Порядок сборки
Для выполнения работ потребуется сварочный аппарат, электроды, «болгарка» с дисками по металлу, измерительный инструмент, болты для крепления. Предварительно составляется чертеж конструкции, вычисляются размеры заготовок. В последнем случае нужно учитывать толщину сварочного шва.

Инструкция по сборке:
- Формирование заготовок, проверка их размеров по чертежу.
- Сборка каркаса, сварка опорных стоек, крепление ребер жесткости.
- По габаритам готового каркаса изготавливают рабочую столешницу. После замеров ее не крепят.
- Монтаж защитного экрана. Угол наклона – до 45°, дополнительно делают желоб для ссыпания отходов сварки.
- Установка основной рабочей поверхности.
- Изготовление боковин, они крепятся к конструкции на шарнирах. Подвижные упоры из труб небольшого диаметра.
- Грунтовка и покраска.
- Установка листа ДВП или ДСП.
Дополнительно на стол сварщика можно установить крючки, ящики или коробки для хранения и фиксации инструмента. Выбор зависит от требований к функциональности и удобству эксплуатации.
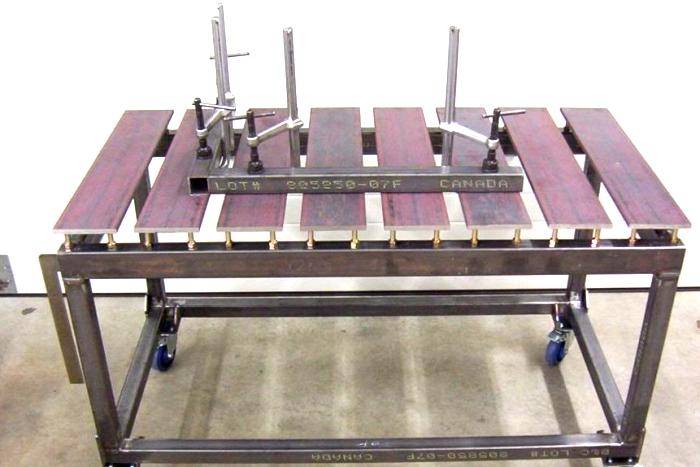
Изготовление сварочного стола
Процесс изготовления стола начинается с разделки купленной квадратной трубы. Рама и каркас столика изготавливаются из квадратной трубы 70х70 мм. От того, насколько точно будет выполнена нарезка и сборка всех деталей каркаса, зависит, будет ли вся конструкция достаточно устойчивой.

Ножки для стола
Первые отрезанные четыре куска квадратной трубы длиной по 80 см будут использованы для изготовления опорных стоек или ножек сварочного стола. Предварительно трубные заготовки собираются на стальной плите в один пакет, подрезаются и торцуются так, чтобы длина у всех ножек была выдержана с точностью до миллиметра.
Опорную часть каждой ножки необходимо снабдить толстой металлической пластиной, на которую будут крепиться поворотные колеса или ролики. Вырезанные из стали – пятерки пластины сразу засверливаем под крепеж колес и привариваем на ножки.










Далее необходимо собрать каркас сварочного стола. На бетонном полу размечаем плоскость будущей конструкции и выставляем готовые ноги на бетоне по выполненной разметке.

По выбранным габаритам вырезаем детали опорной части каркаса сварного стола.

Выложенные на бетоне заготовки выравниваем по уголкам — калибрам и фиксируем струбцинами. Каркас свариваем точками полуавтоматом или обычной электросваркой.

После того как металлические детали были прихвачены небольшими сварными швами, необходимо дать конструкции остыть и еще раз проверить геометрию ножек. Необходимо, чтобы стойки находились в строго вертикальном положении, а расстояния между ними на противоположных сторонах различалось не более чем на 1-2 мм.
Следующим этапом необходимо изготовить нижний ярус стола. Его конструкция несколько отличается от традиционной обвязки уголком, как это делается в случае сборки для столярных и слесарных верстаков.

Рама сварочного стола усилена в нижней части Н-образной обвязкой из профильной трубы. Такая конструкция нижнего яруса обеспечивает удобную постановку ног при работе с деталями, уложенными на сварочном столе. Ничего не мешает переносу центра тяжести далеко вперед, в результате появляется возможность сварить самые сложные и тонкие изделия.
Изготовление столешницы
После зачистки деталей от окалины и установки опорных роликов каркас сварочного стола окрашивают термостойкой краской. Столешницу лучше всего изготовить из стального листа толщиной не менее 5 мм. Большая толщина металла гарантирует, что рабочая поверхность не деформируется и не выдаст пузырь при сильном нагреве.

Плиту столешницы вырезают по чертежу и укладывают на готовый каркас. Прежде чем сварить, необходимо проверить наличие зазоров и подогнать опорные места так, чтобы столешница опиралась на все четыре точки основания. Металлическую плиту фиксируют струбциной и приваривают к каркасу углекислотным полуавтоматом.
Защитный короб
Главные враги опытного сварщика – пыль, шлак и окалина неизбежно накапливаются на рабочем столе. Иногда остатки эмульсии и крупные капли расплавленного шлака необходимо удалять со столешницы еще до окончания работ.
Для этих целей к столешнице добавляется защитный короб, его можно сделать из оцинкованной стали или обычного кровельного металла. Место для установки защитного короба на столе выбирается в зависимости от предпочтений сварщика.





