

Важный атрибут
Основное предназначение противотуманных фар заключается в улучшении видимости ситуации на дороге в случае непогоды, поэтому как делать противотуманные фары должен знать каждый автовладелец.

Их использование значительно повышает показатель безопасности не только пассажиров того автомобиля, в котором они установлены, но и всех остальных участников движения.

В случае плохих погодных условий простые фары обычно совсем бесполезны, поскольку от малейших капель воды световой луч сразу же отражается, как следствие появляется ощущение, словно машина в данный момент времени находится в своеобразном пятне света, мешающем водителю в принципе видеть, куда он направляет транспортное средство.









Благодаря использованию противотуманных моделей фар удается рассеять свет прямо перед машиной, которая движется по трассе. Так получается благодаря тому, что луч выходит достаточно плотный.


На процесс выполнения регулировки влияют условия окружающей среды, но сделать ее достаточно просто без специализированных навыков.

Индукционная печь из сварочного инвертора – приспособление для плавки металла и для нагрева теплоносителя в системе отопления
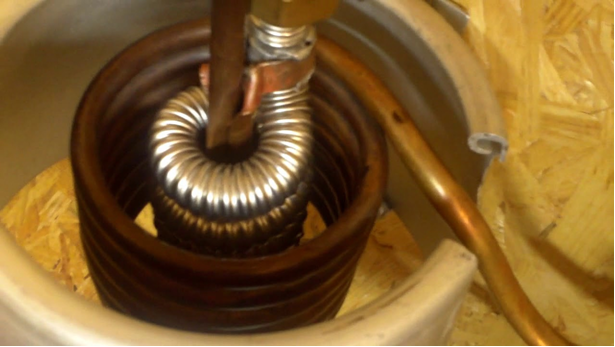 Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Преимуществом такого применения является:
- В отличие от плавки металла при наличии постоянно циркулирующего теплоносителя система не подвергается перегреву;
- Постоянная вибрация в электромагнитном поле не позволяет оседать на стенках нагревательной камеры отложениям, сужающим просвет;
- Принципиально схема без резьбовых соединений с прокладками и муфтами исключает возможность протечек;
- Установка практически бесшумна в отличие от других типов отопительных котлов;
- Сама установка без традиционных ТЭН-ов, имеет больший ресурс работы и высокую надежность;
- Нет выбросов продуктов сгорания, риск отравления продуктами горения топлива сведен к нулю.
Практическая составляющая процесса создания оборудования для обогрева помещения при помощи индукционной печи из инверторного сварочного аппарата состоит из следующих шагов.
- Для изготовления корпуса подбирается пластиковая труба с толстыми стенками и предназначенную, для использования в трубопроводах с высокой температурой и под высоким давлением;
- Для того чтобы металлический наполнитель постоянно находится в полости нагревателя изготавливаются две крышки с сеткой, чтобы через нее не вываливался наполнитель.
- В качестве наполнителя подбирается стальная проволока диаметром 5-8 мм, и режется кусочками длиной 50-70 мм.
- Отрезками проволоки заполняется корпус трубы и подсоединяется к системе.
Принцип работы этого устройства состоит в следующем:
- Индуктор из медной проволоки диаметром 2-3 мм с 90 – 110 витками устанавливается снаружи корпуса из пластиковой трубы;
- Корпус заполняется теплоносителем;
- При включении инвертора ток поступает на индуктор;
- В спирали индуктора образуются вихревые потоки, которые начинают воздействовать на кристаллическую решетку металла внутри корпуса;
- Отрезки металлической проволоки начинают нагреваться и нагревать теплоноситель;
- Поток теплоносителя после нагревания начинает движение, нагретый теплоноситель замещается холодным.
Такая принципиальная схема системы отопления на индукционном нагревательном элементе в практическом исполнении имеет один существенный недостаток – теплоноситель должен постоянно проталкиваться напором. Для этого в систему должен быть обязательно включен циркуляционный насос. Кроме того, рекомендуется установить и дополнительно датчик температуры это позволит контролировать теплоноситель и защитить котел от перегрева.
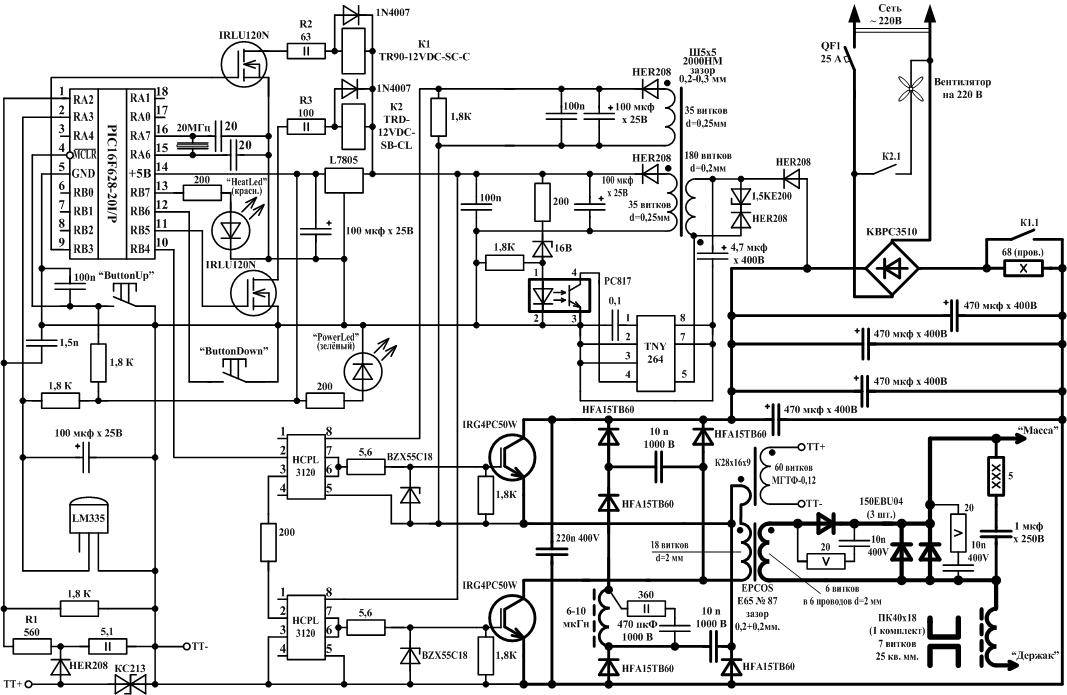
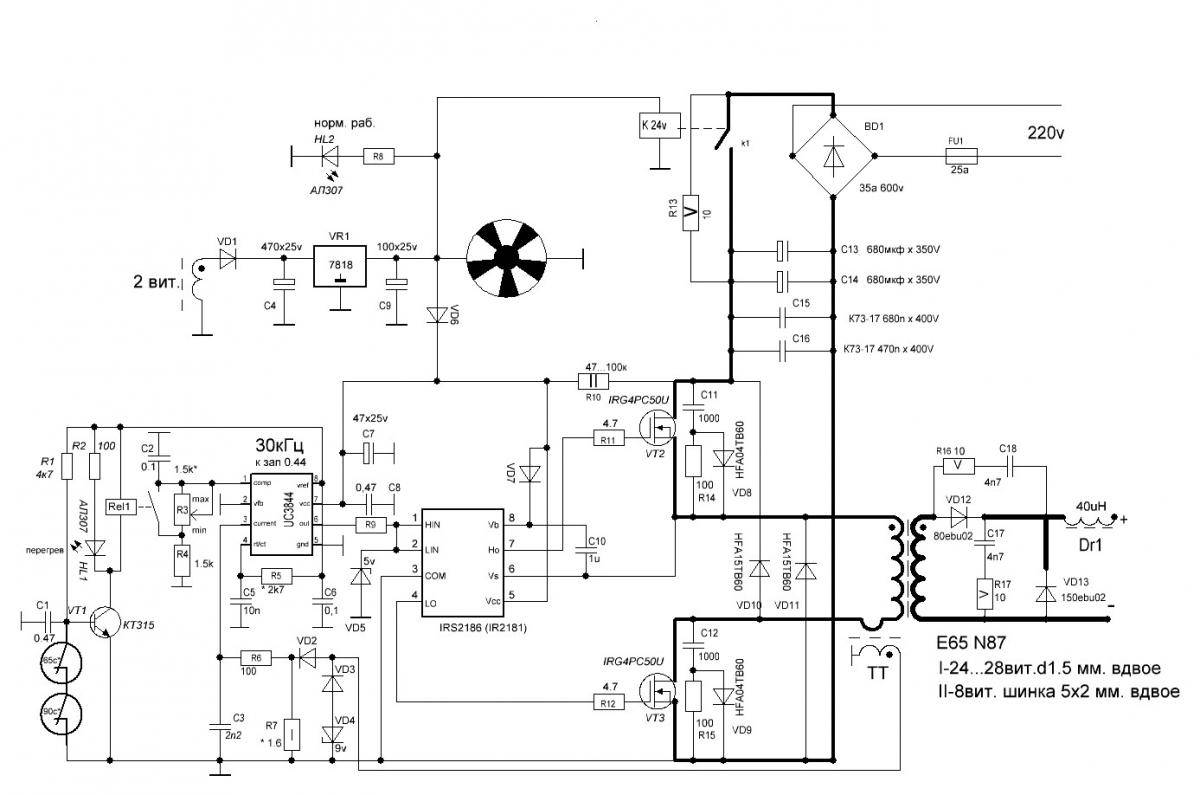
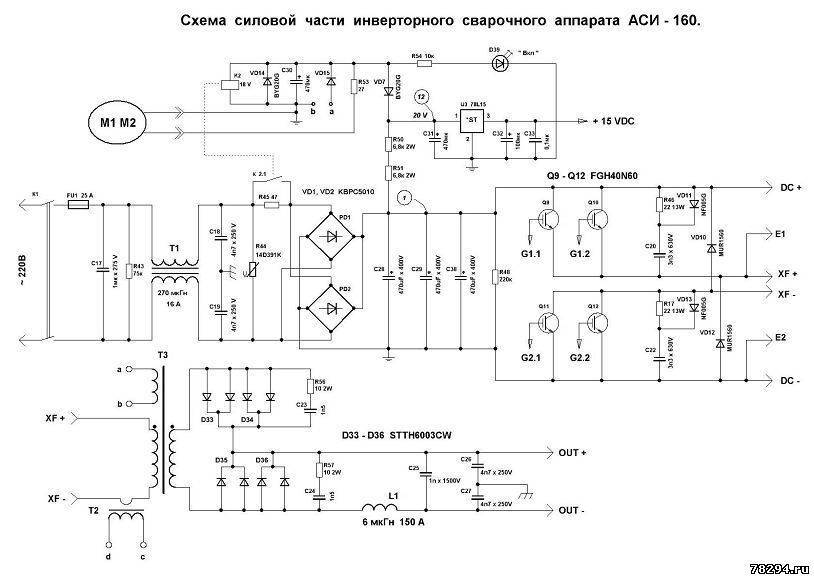
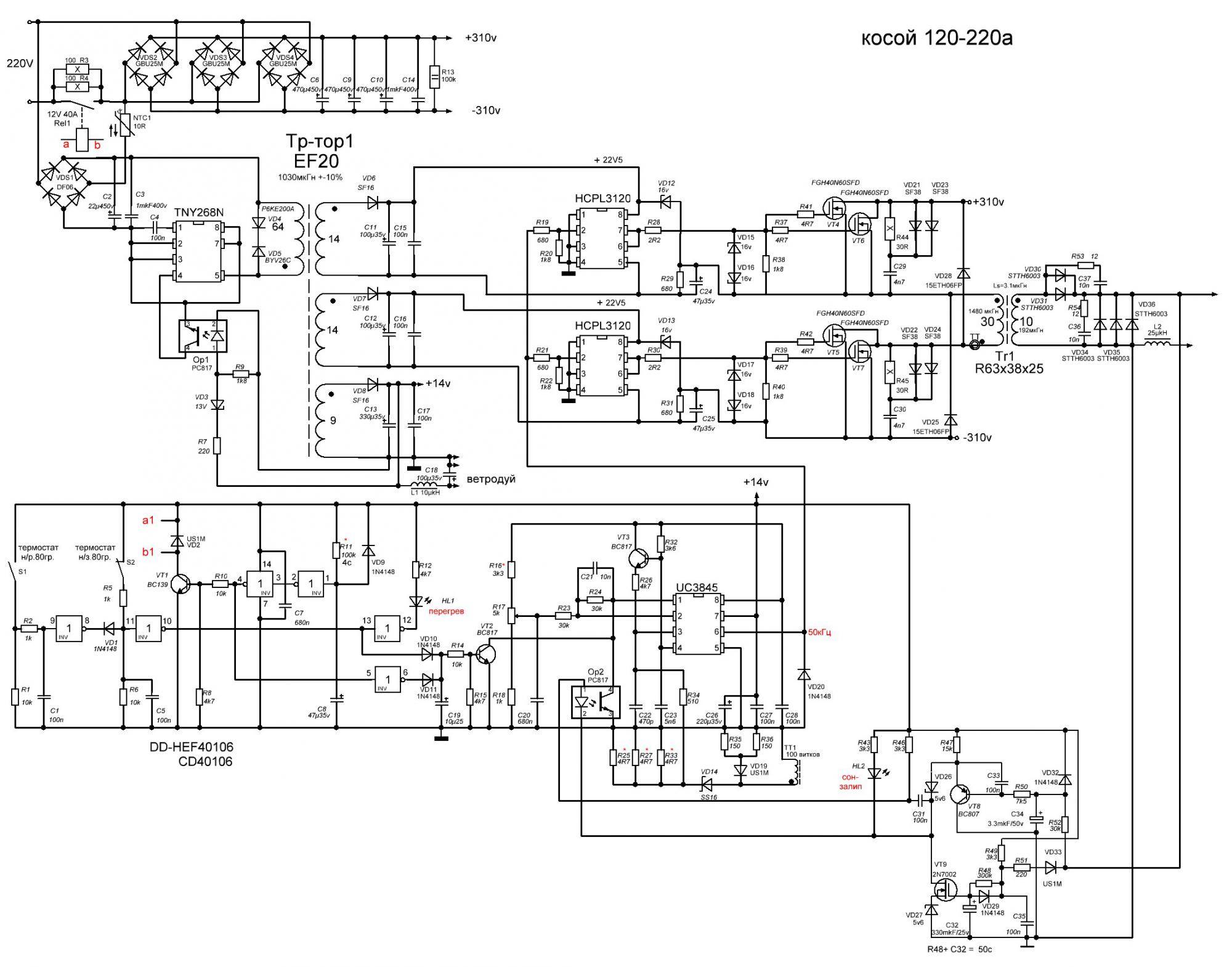
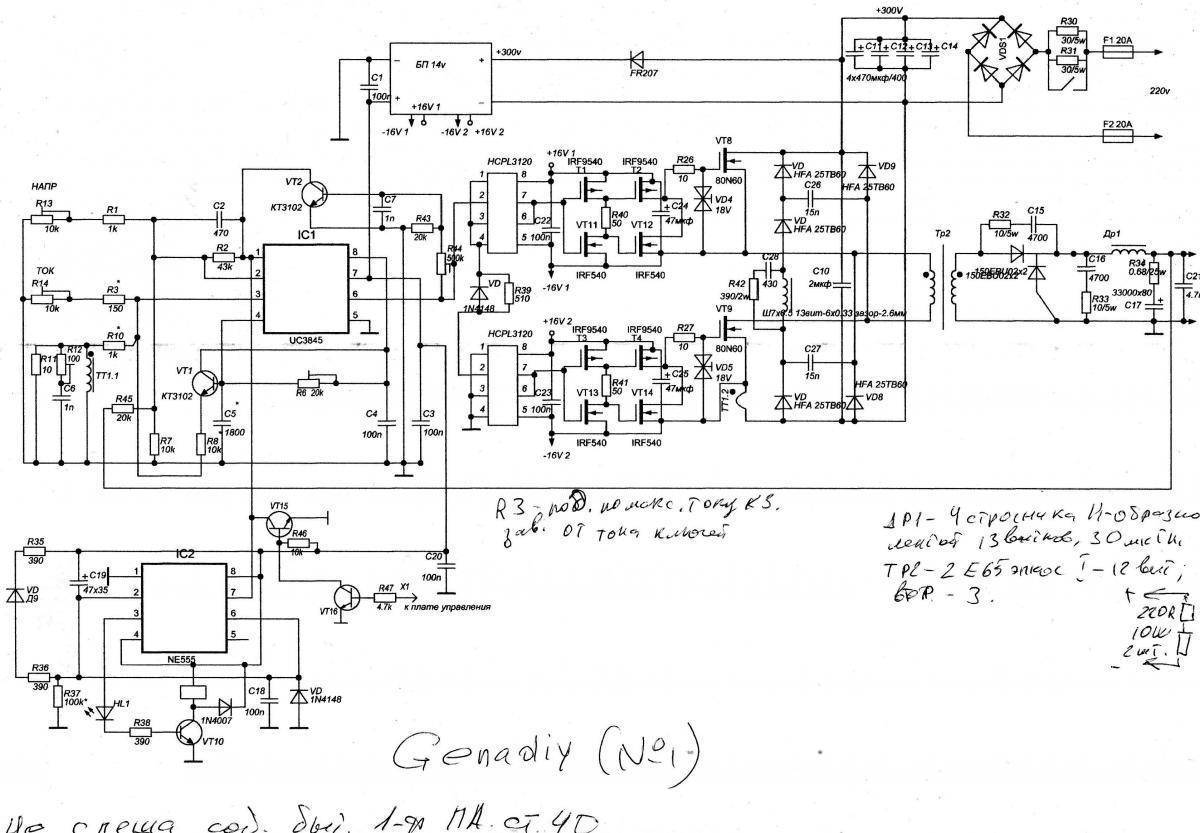
Универсальный блок питания сварочного инвертора
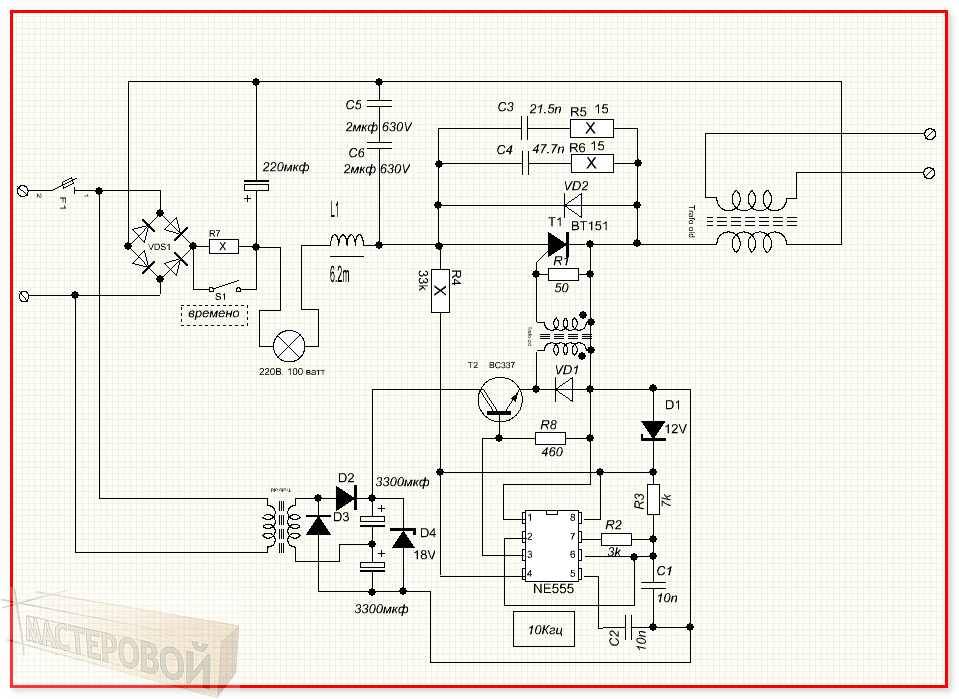
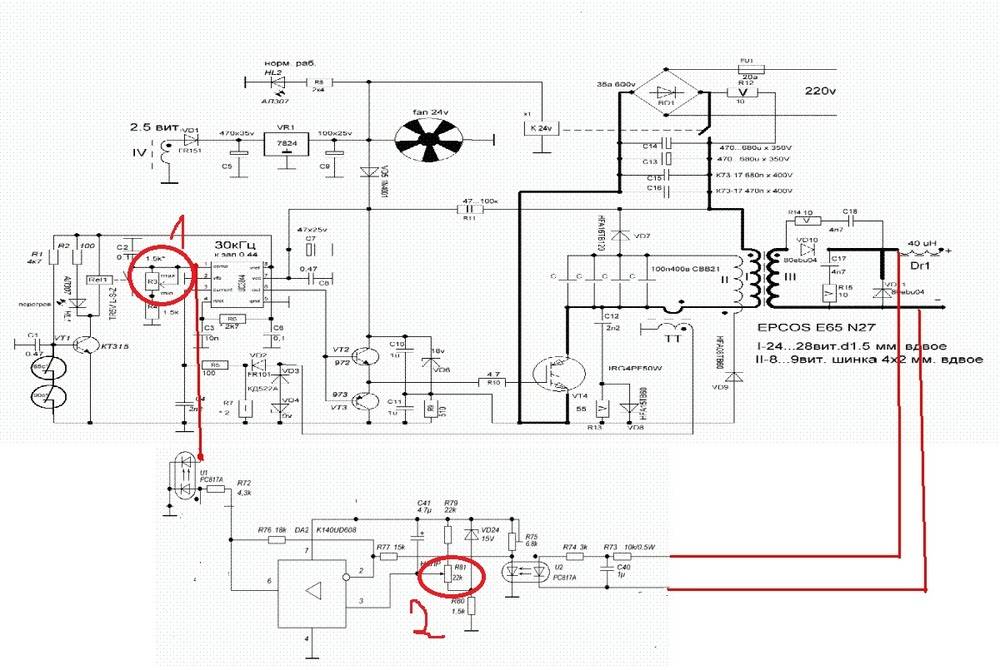
Схема.
В первом БП применена защита по току из даташита. Это резистор на 3-ей ножке. Я выбрал 7,5 ком, что обеспечивает 2 ампера на выходе. При прогреве защита срабатывает при 2-х амперах. БП начинает «всхлипывать» пытаясь подняться.
В мостовом БП защита настроена на 3 ампера, но при желании, а так же при дополнительном охлаждении может быть перестроена на ток до восьми Ампер. Защита выполнена на управляемом стабилитроне TL431. Фактически TL сравнивает 2 напряжения, и когда напряжение на резисторах R18, R19 станет меньше напряжения на управляющем электроде + Uref микросхема открывает ток базы транзистора A733. Это увеличит напряжение на 4-ом выводе TL-494, увеличит мёртвое время и уменьшит ток БП. Таким образом «короткое» БП держит без «бахов». На втором БП так же намотана дополнительная обмотка для питания «главной кнопки» на держаке 12 вольт.
Так же на плате для удобства смонтирована схема задержки включения реле и ключ управления вентилятором.
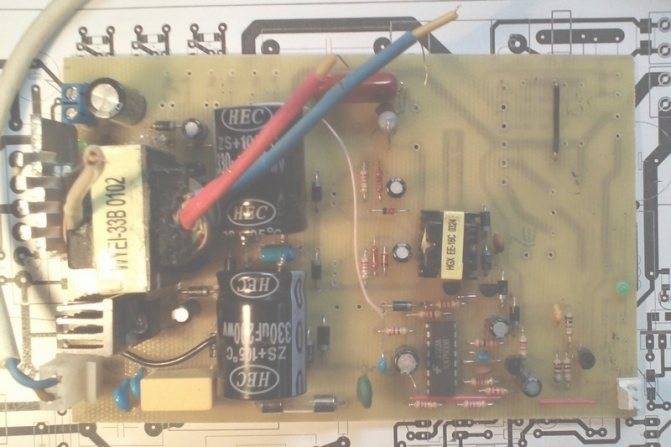
Конструкция.
Всё устройство смонтированно на одной печптной плате. Топология ПП здесь. Каждый под себя сможет подправить. У меня, например, было ограничение высоты 32мм. Кому-то это не надо, можно будет поставить эл. конденсаторы «манхэттеном», тогда размер в плане можно значительно уменьшить. Силовые трансформаторы, естественно, разбирались подогревом, перематывались, склеивались. Даже изоляцию применил ту же.
Настройка.
Для начала монтируем частично, как показано на фотке.
И запускаем только «маленький БП. После этого можно посмотреть, как работает TL-494, в частности настроить частоту импульсов задающего генератора, проверить, правильно-ли подключён промежуточный трансформатор. Его я не перематывал, просто выпаял из АТХ, но перед этим внимательно посмотрел распиновку. После выпайки уже не разберёшся…
Тут главное не насмешить и остаться целеньким. Ещё разик напоминаю о вечных ценностях. А впрочим вот они….

слева направо, разделительный трансформатор, ЛАТР и реостат с амперметром.
А вот фотосессия.

Питание драйверов требует тщательной проверки, т.к. эти напряжения не контролируются обратной связью. У меня, в отличии от схемы, намотаны обмотки 3х6 витков. В рехиме ХХ на выходе выпрямителей я получил 3 напряжения по 14/14,2/14,3 вольта. При этом длительность импульса в «прямом ходе» 2мксек, период 18,5 мкСек. Удобно наблюдать на обмотке ОС (5 витков). Далее я нагрузил эти обмотки на резисторы 94 Ома. Напряжение упало до 11,7 вольта. Длительность увеличилась до 2,4 мкСек, значит всё-таки ОС существует, но недостаточная для полной компенсации падения напряжения. Далее нагружаю основной выход резистором 16 Ом, ток около 0,9 Ампера. Напряжение на обмотках драйверов выправилось и достигло 14,7/14,5/14,8 Вольт. Длительность 4 мкСек, период 8 мкСек. Теперь ещё один эксперимент, нагрузим одно плечё на удвоенный ток, т.е. резисторы 94/94/47 Ом. Такая ситуация и будет при питании драйверов мостовых схем. Напряжения на выходе 14,8/14,6/14,6. Это минимум для питания драйверов, поэтому для повторения я поставил на схеме 7 витков, что примерно будет соответствовать 17 вольтам. Ну и для полноты картины такая ситуация. Основной источник нагружен на 0,9 Ампер, источники драйверов не нагружены. Напряжения на их выходах при 6 витках 18,2 Вольта. Вывод, такую схему питания драйверов можно использовать только в случае, если основной источник, охваченый ОС нагружен током не менее 0,5 Ампера. В принципе это условие легко выполняется в реальных схемах, но это надо помнить при конструировании инвертеров с таким БП.
Дерзайте господа. Вопросы, как всегда, в форум.
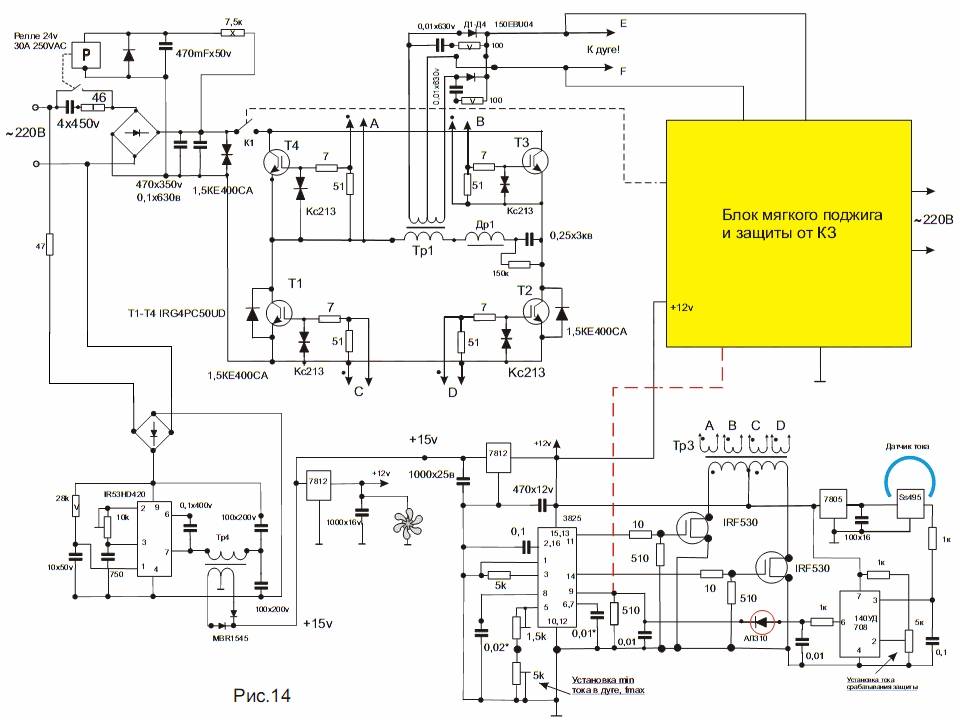
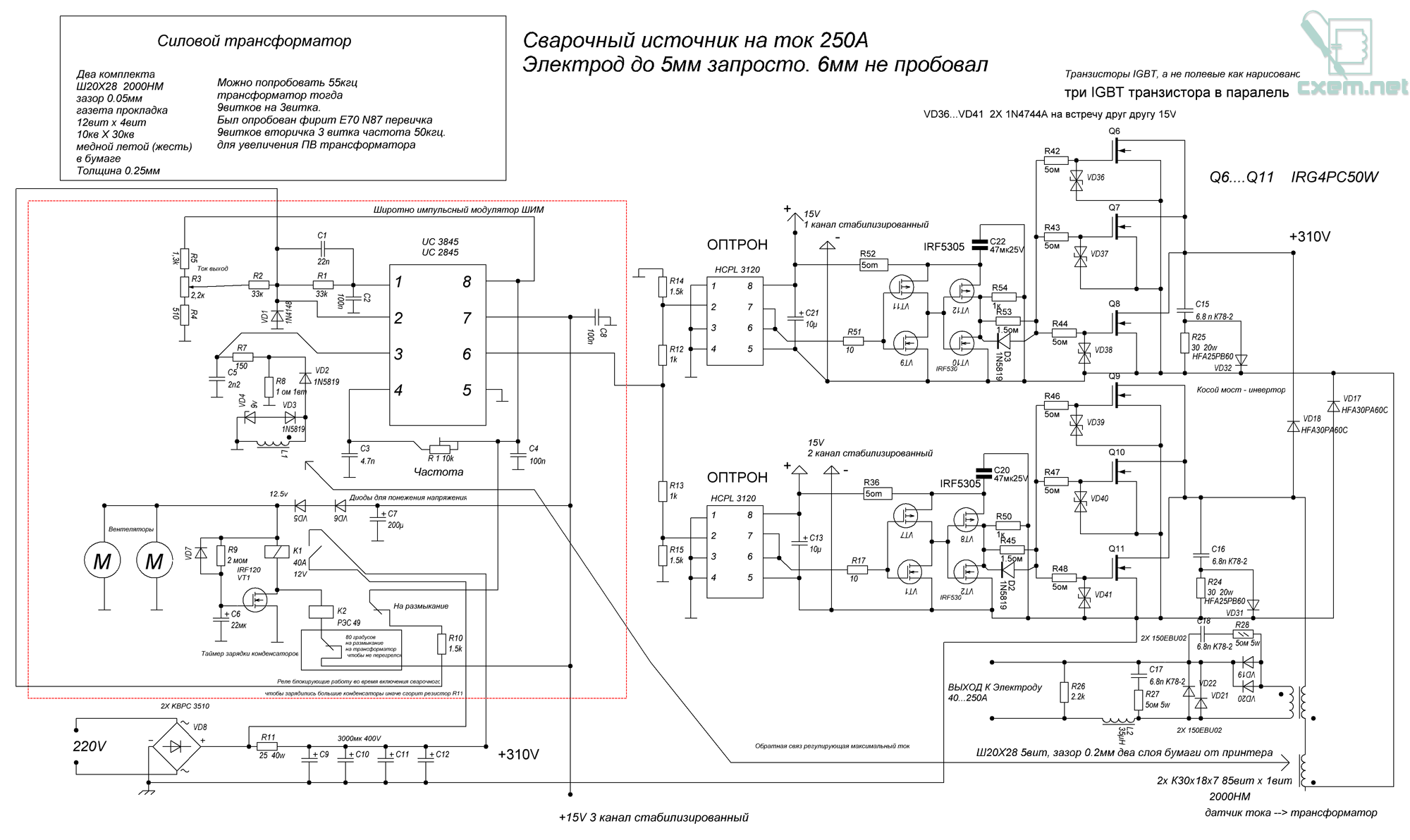
Возможные детали при создании аппарата для сварки
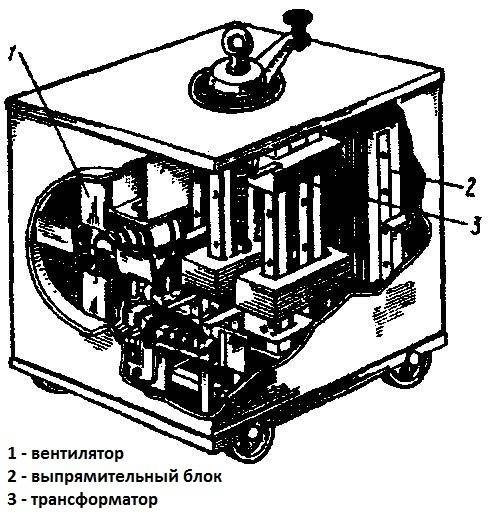
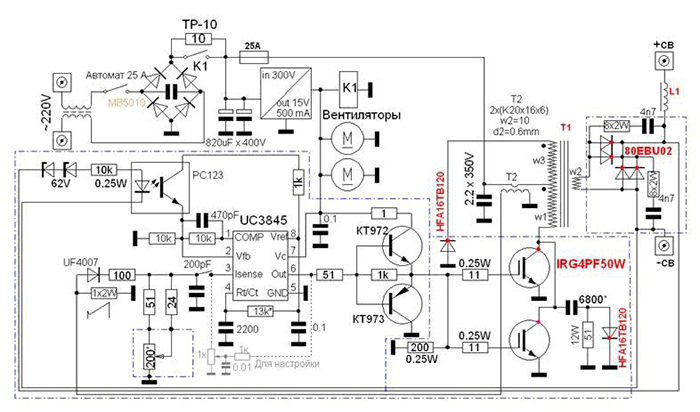
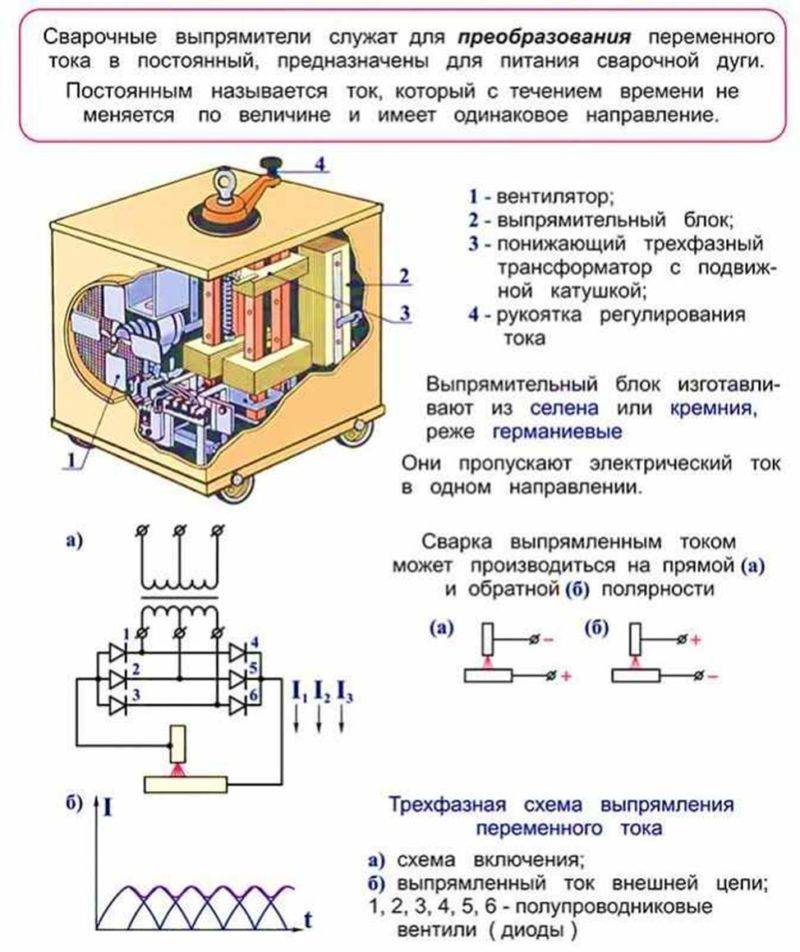
Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Перед сборкой нужно знать устройство
Различные типы и виды сварочных инверторов производят во всем мире. За короткий период времени они приобрели популярность среди людей. Важным фактором в этом сыграла доступность в цене.
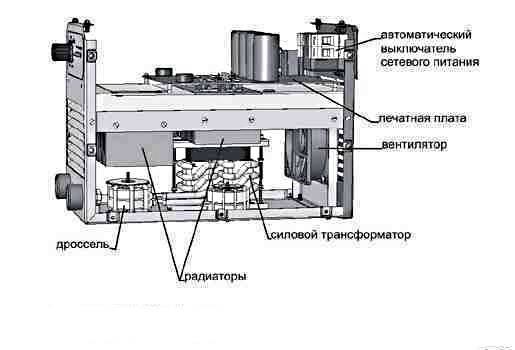
Рассмотрим подробней, из чего сделаны самые распространенные маломощные агрегаты на примере COLT 1300 от итальянского производителя:
- Корпус изготовлен из металлического защитного кожуха толщиной 1мм. Он одет на боковые панели.
- На лицевую стенку выведены разъемы для подключения кабелей, регулятор силы тока, индикатор сети и защиты.
- На задней части присутствует выключатель.
- На всей оболочке выполнены технологические отверстия для вентиляции.
- Внутри находится электрическая плата, на которой закреплены все детали схемы.
Такой вариант сборки наиболее удобный.
Китайцы делают начинку из 4,5 пластин. Это не относится к минусам, но при проектировке своего аппарата возьмем более простую идею.
Комплект состоит из следующих единиц:
- электроплита;
- 2 трансформатора;
- конденсаторы;
- радиаторы;
- вентилятор;
- поглощающий фильтр;
- диодный выпрямитель;
- транзисторы;
- блок управления;
Остальное показано в спецификации.
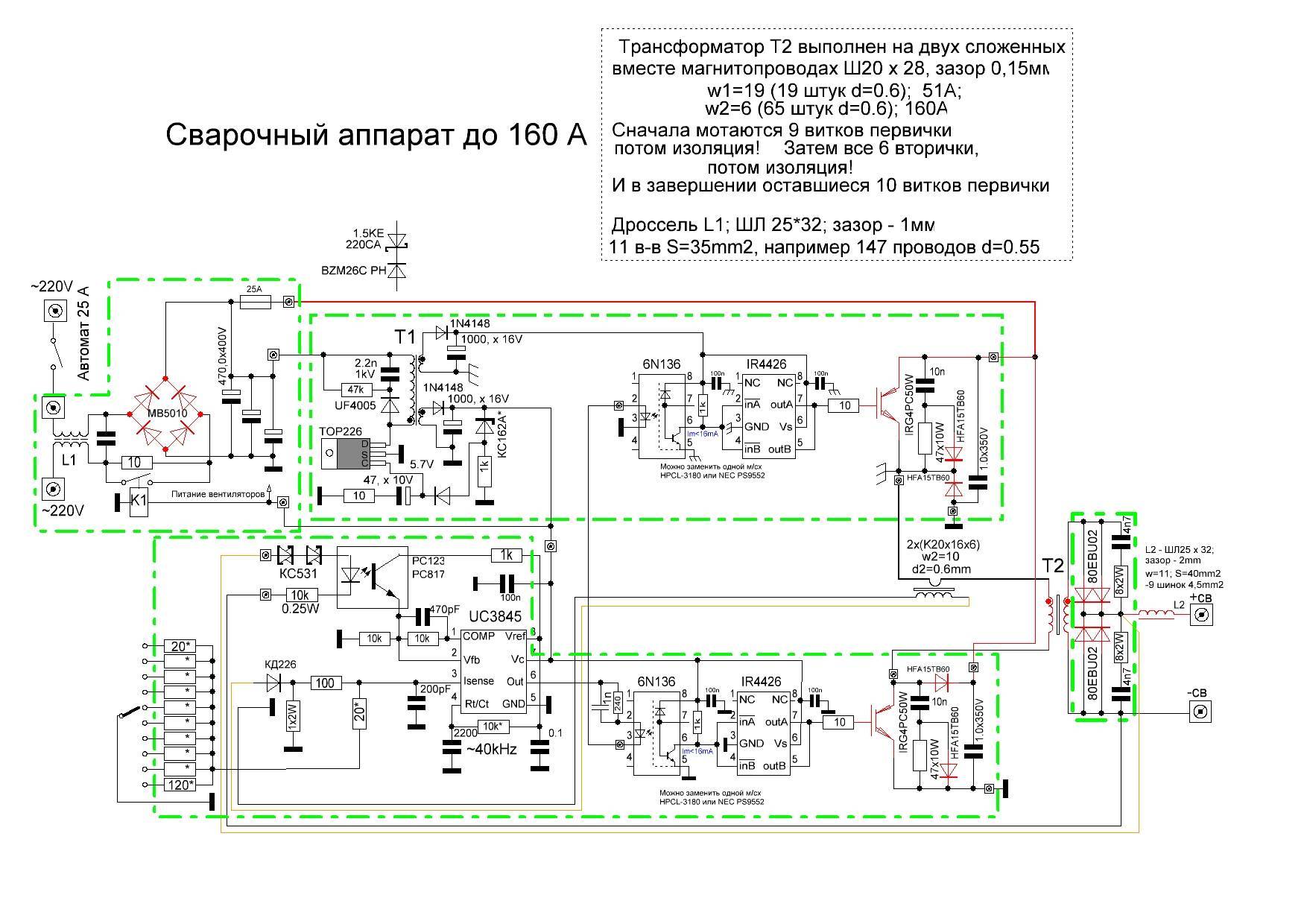
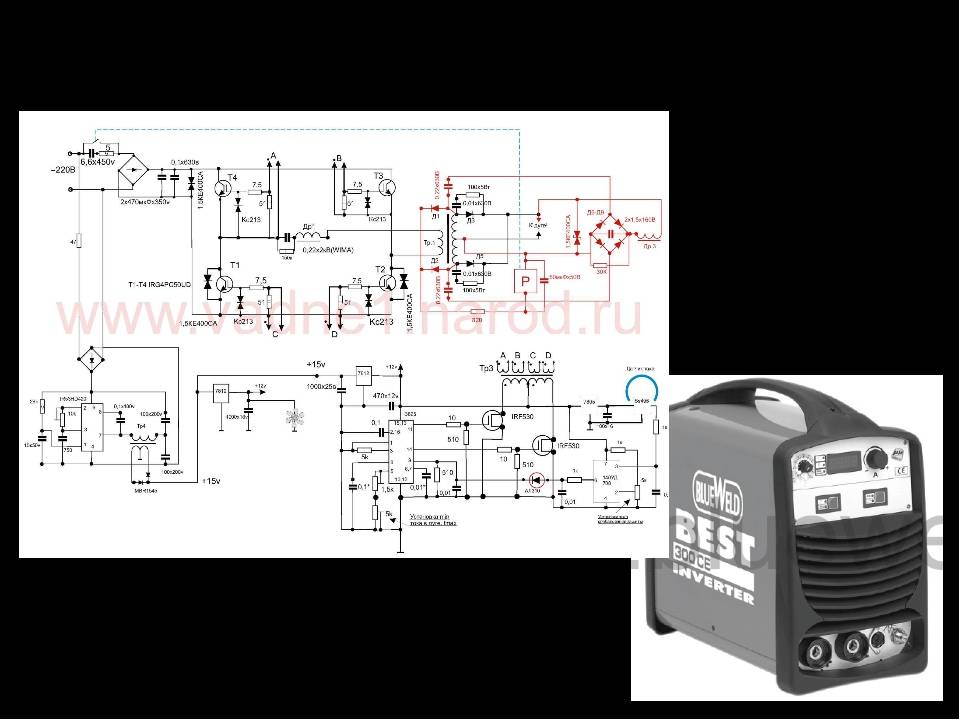
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Правила пользования оборудованием










Всё хорошо? Тогда изучите следующие правила эксплуатации:
- Правильно подбирайте заготовку. Она не должна иметь трещин и быть сучковатой.
- Надёжно фиксируйте заготовку перед тем, как начать с ней работать.
- Обязательно проверяйте заземление перед включением станка.
- Пользуйтесь защитным экраном и сменной спецодеждой.
- Проверяйте инструмент перед началом работы на целостность и надёжность крепления. Все найденные дефекты сразу же устраняйте.
- Используйте древесину, влажность которой не превышает 20%.
- Сохраните чертежи станка.
- Каждый раз подкладывайте под ноги резиновый коврик.

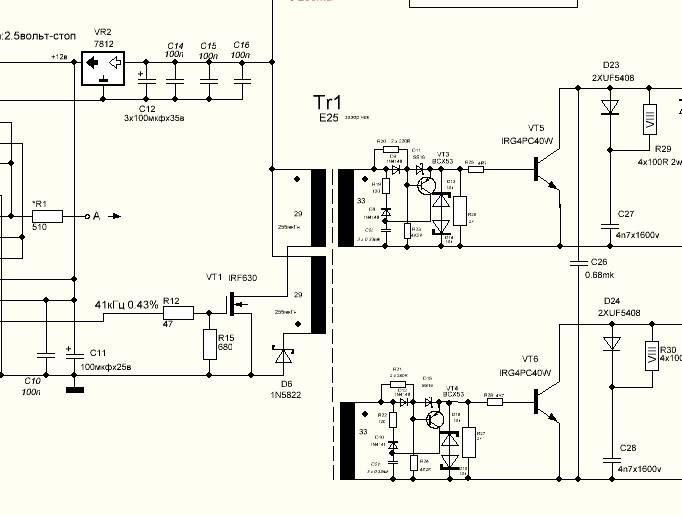
Изготовление инвертора
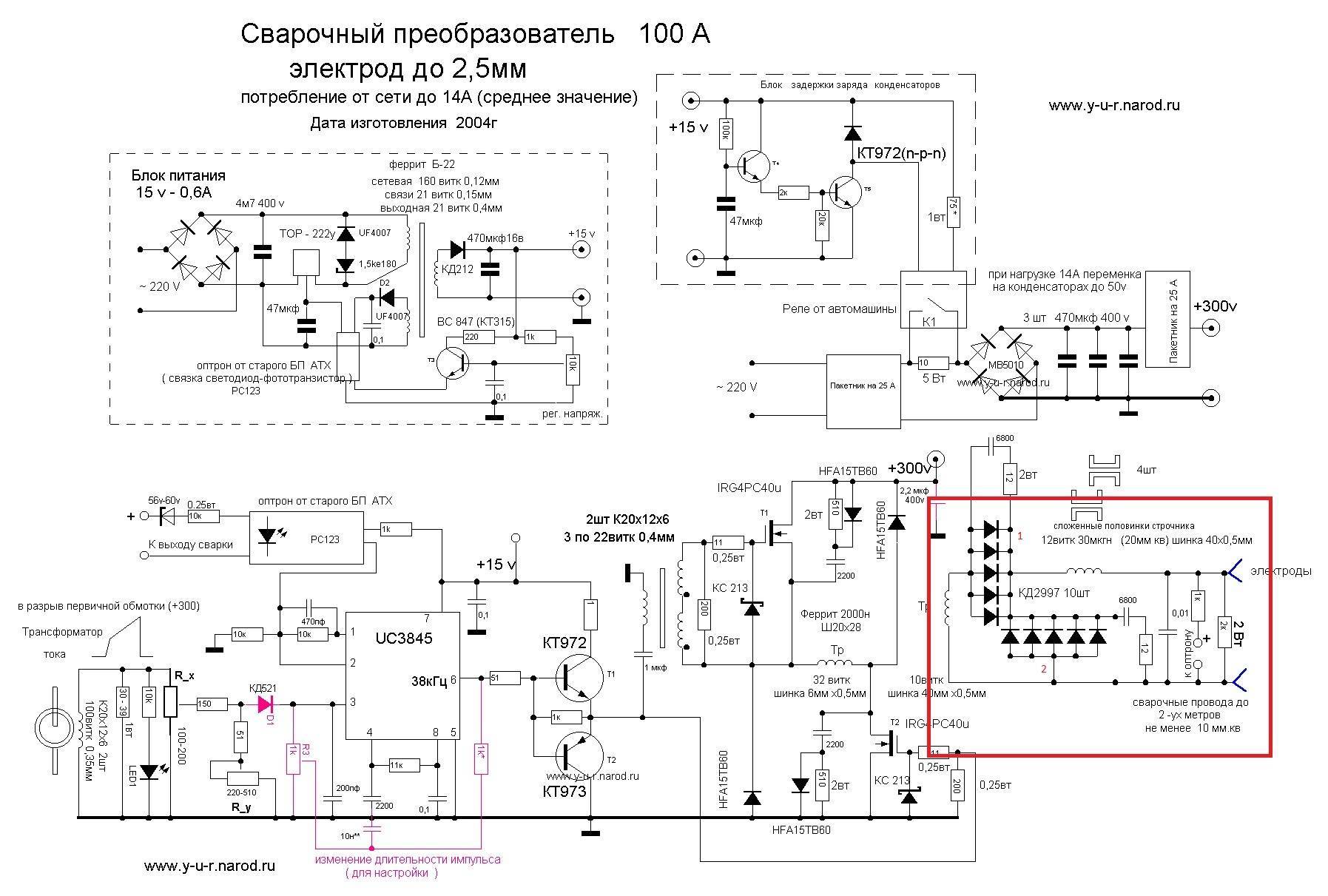
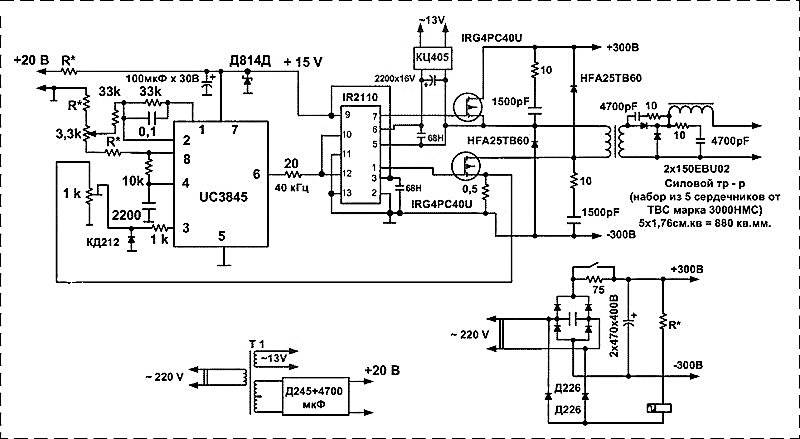
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
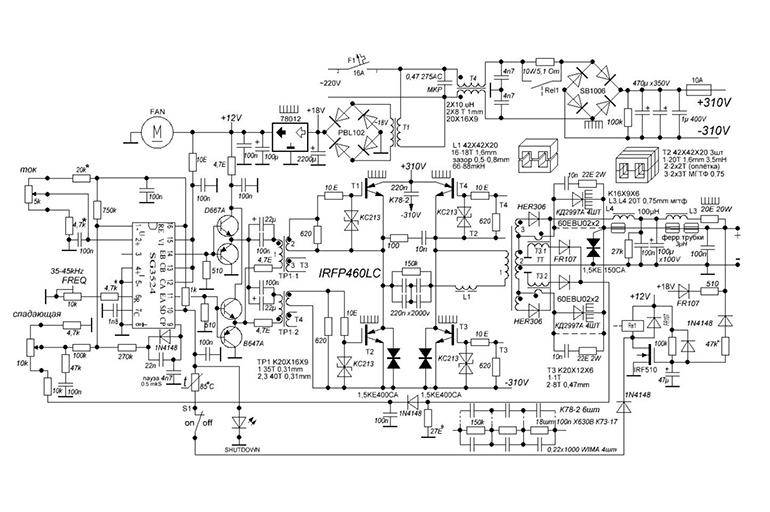


- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).

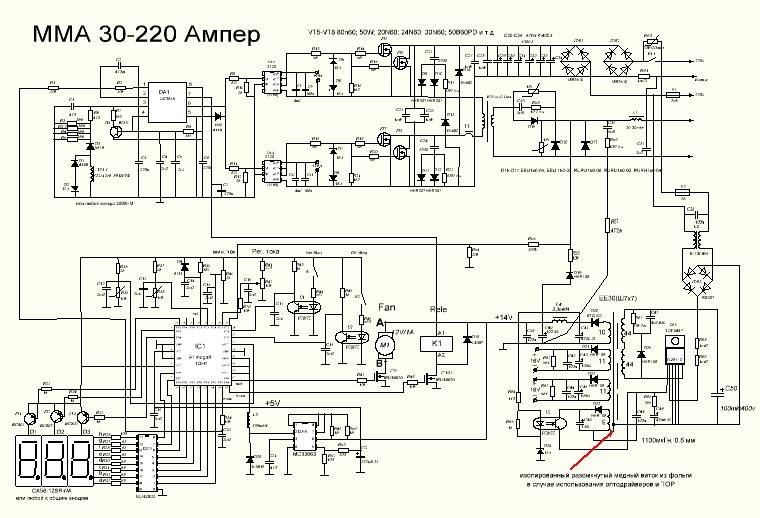
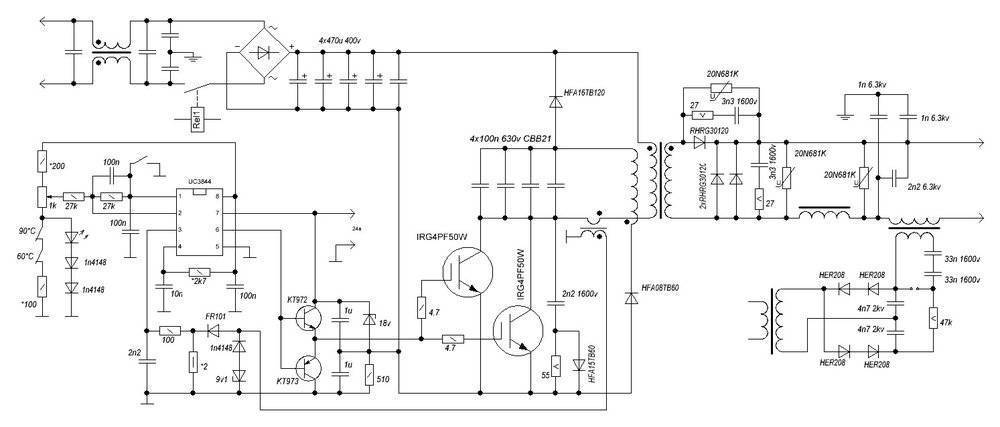
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
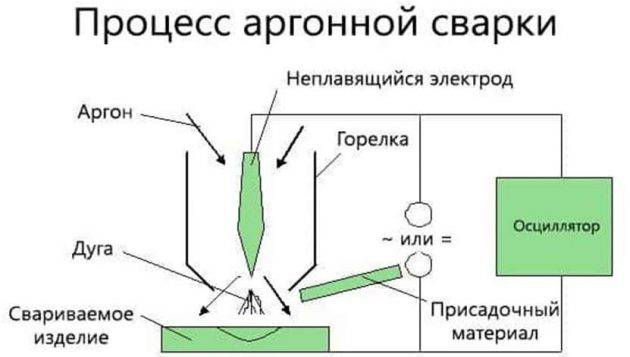
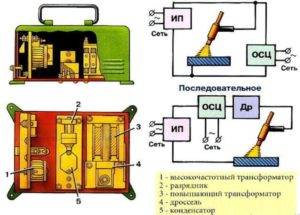
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.

Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.

Сборка конструкции
 Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Разновидности сварочных аппаратов
Сварочники бывают нескольких типов. Самыми распространенными являются те, которые работают на переменном и постоянном токе.

И иногда для того чтобы определиться с тем, какой вид техники является более подходящим, нужно подробнее узнать об устройстве таких аппаратов. Это поможет окончательно определиться и не сделать при этом ошибку.






На переменном токе
Такие аппараты принято использовать не только в частных хозяйствах. Широко распространена эта техника и в промышленности. Но почему же многие умельцы отдают предпочтение таким сварочникам? Попробуем разобраться в этом вопросе.

В действительности, существует две причины для этого. Первая причина – это простота эксплуатации. Механизм работы такого аппарата не отличается сложностью. И это большое преимущество. Поскольку даже начинающие мастера смогут с ним работать.

Вторая причина – это конструкция, которая не отличается сложностью. Прибор очень легко сконструировать и использовать дорогостоящие детали при этом вовсе не обязательно.

Достаточно иметь под рукой такие материалы:
- генератор;
- провод, которым будет выполнена в дальнейшем первичная и вторичная обмотка;
- сердечник для намотки.


Это важное условие, которое следует соблюдать, желая продлить максимально срок эксплуатации прибора

Для сварочного аппарата, который был собран в домашних условиях, оптимальным будет напряжение в 60 вольт, а ток – 120-160 А. Поэтому и минимальное сечение должно быть 3-4 кв. мм.





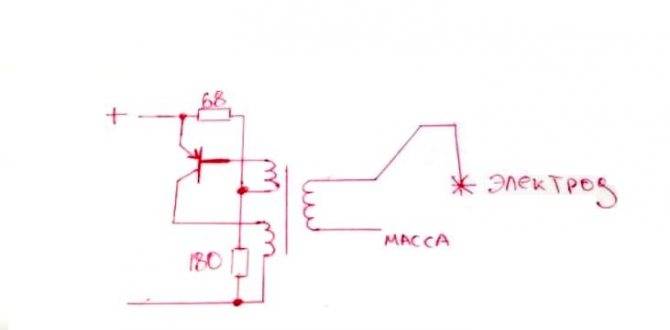
На постоянном токе
Если мастер намеревается использовать сварочный аппарат для того, чтобы работать с такими металлами как нержавеющая сталь и чугун, то придется отдать предпочтение другому виду.

Ведь в таком случае единственным вариантом станет конструирование сварочника на постоянном токе. Только в таком случае становится возможна работа с вышеупомянутыми металлами.

Сделать такой аппарат можно на основе сварочника, работающего на переменном токе. Ведь можно его просто переделать. Сделать это достаточно просто.
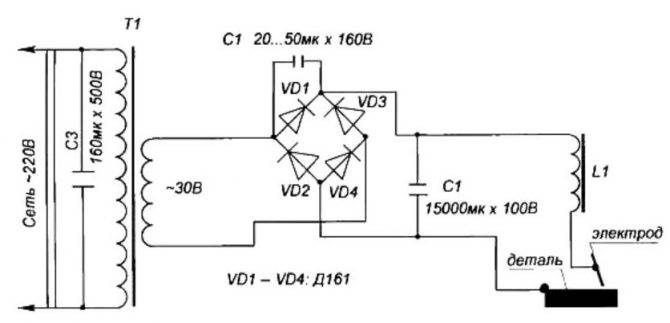
Нужно подключить специальный выпрямитель к обмотке. Этот выпрямитель обязательно должен быть собран на диодах.

При этом не менее важной характеристикой является и способность быстро и качественно охлаждать прибор. Поэтому оптимальным вариантом является использование диодов Д161

Для выравнивания тока следует использовать обычные конденсаторы. А работать, конечно, проще по схеме. Поскольку в таком случае вероятность допущения ошибок при сборке минимальна.



Поверка и настройка
При настройке самодельного сварочного инвертора в первую очередь проверяется модуль плавного запуска на предмет срабатывания специального реле, блокирующего ограничивающий ток резистор.
Далее можно перейти к проверке платы модулятора и с помощью осциллографа убедиться в наличии прямоугольных импульсов сразу же после срабатывания реле.
После проверки модуля формирования импульсов следует замерить напряжение на транзисторах, которое не должно превышать предельно допустимого для них значения.
Затем можно перейти к исследованию формы сигнала на выходе диодного мостика и убедиться в том, что он выпрямляет поступающие на его вход импульсы.
В процессе настройки также следует проверить надёжность работы управляющего блока, посредством которого удаётся регулировать токовую нагрузку инверторного устройства.
Занимаясь изготовлением самодельного сварочного аппарата, нельзя забывать о правилах безопасности. Все сборочные операции должны выполняться только при снятом со схемы (выключенном) напряжении электропитания.
Отдельные детали прибора проходят отборочный контроль в процессе сборки, что исключает возможность их случайного выхода из строя из-за перенапряжений.
При эксплуатации инверторного агрегата (в случае изготовления сварщиком ограждений и изгородей и других металлических конструкций) также должны соблюдаться правила эксплуатации сварочного оборудования.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Читать также: Как сделать бензопилу бесшумной своими руками видео
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
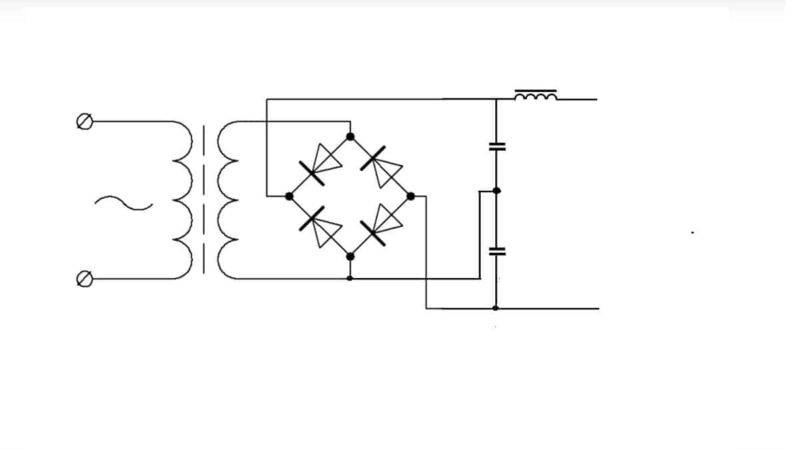
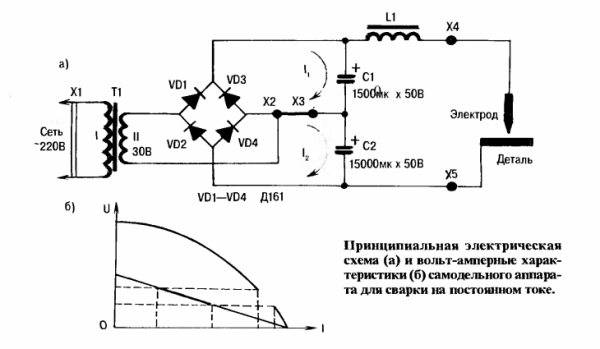
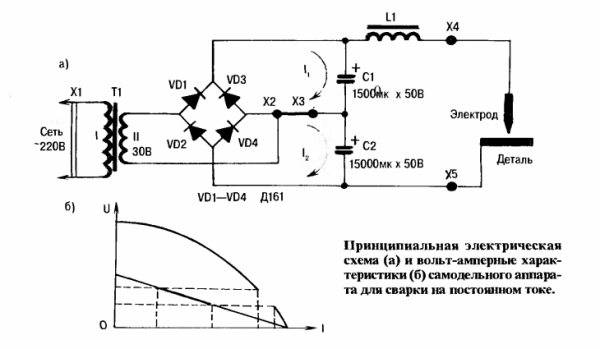
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
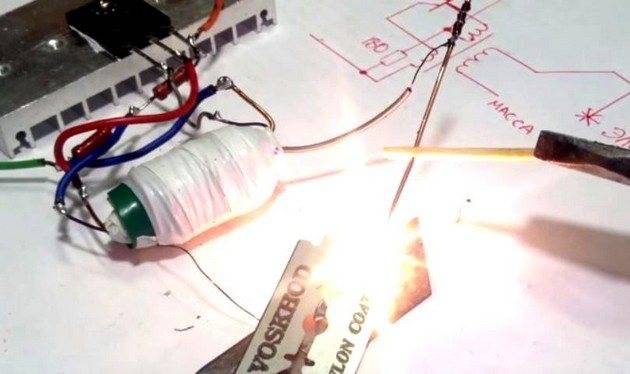
В качестве сварочных электродов можно использовать толстую швейную иглу.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.

Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.

К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Сварочные аппараты: классификация
 Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.

Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Аппарат на основе ЛАТР
Для формирования вторичной обмотки с базового лабораторного автотрансформатора снимают защитный кожух, ползунок и крепежные элементы. Имеющуюся жилу изолируют лакотканью. Поверх нее накладывают понижающую вторичную намотку. Она состоит из 70 витков алюминиевой или медной жилы сечением 25 мм².
Доработанный ЛАТР устанавливают в металлический корпус с отверстиями для циркуляции воздуха. Поверх блока устанавливают текстолитовую плату с тиристорами, выключателем, светодиодным индикатором и сварочными клеммами. В схему включают радиаторы, охлаждающие подверженные перегреву блоки.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





