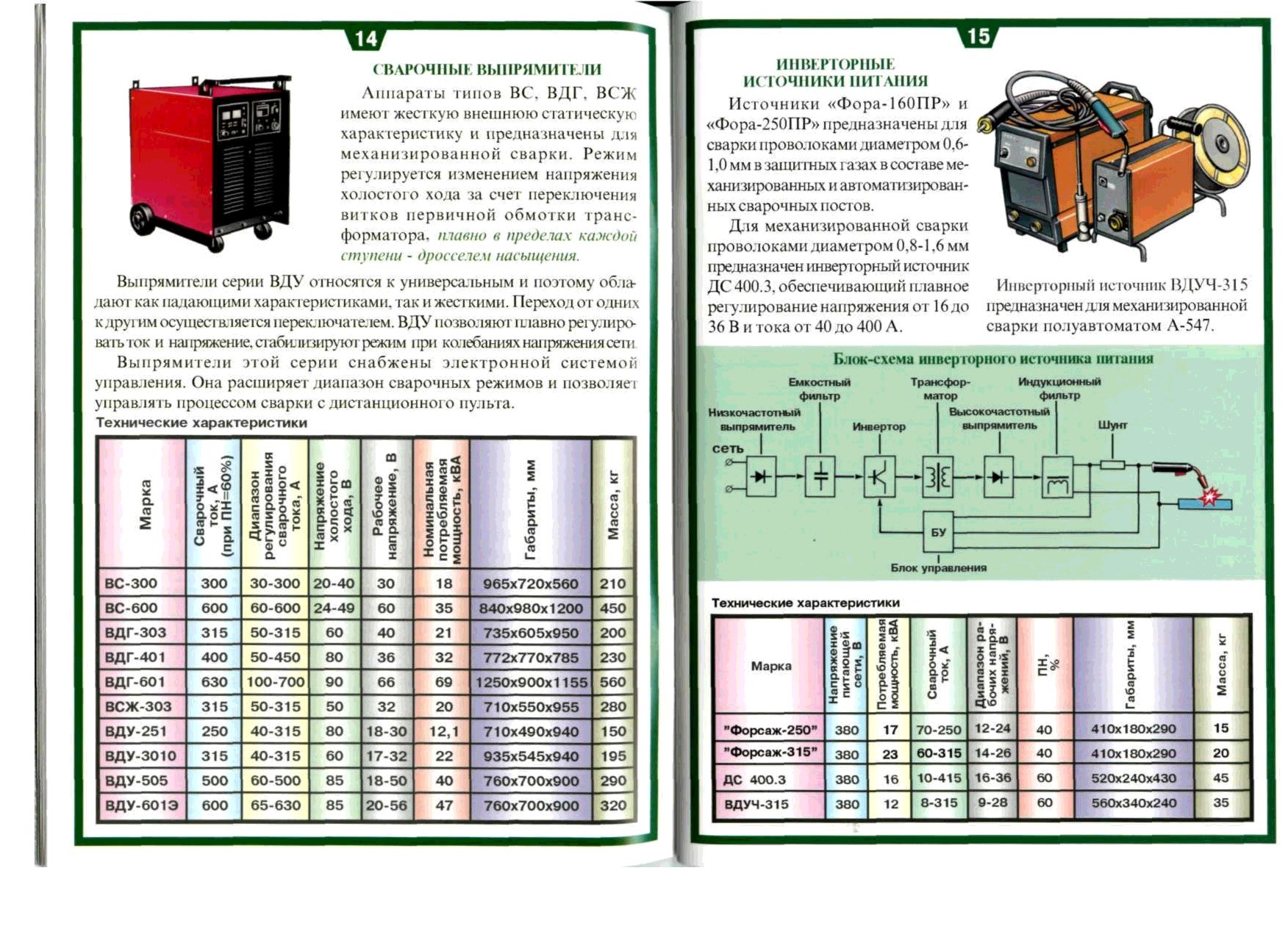
Инверторы
Отличие сварочных аппаратов инверторного типа заключается в более высокой частоте. Данная модель была разработана для сварки в условиях постоянного напряжения, обеспечиваемого присутствием электрогенератора и соединительных проводов.
Плюсы:
- высокий КПД;
- малогабаритность;
- лёгкий вес;
- удобство эксплуатации;
- высокий уровень качества работы;
- высокая устойчивость электродуги;
- изначально ровная поверхность стыков;
- возможность работы в значительном диапазоне тока;
- устойчивость к перегрузкам;
- возможность использовать новичкам;
- универсальность в отношении электродов.
Лучшие фирмы сварочных инструментов
Каждый производитель сварочных аппаратов заслуживает внимания. Все они достойные и делают хорошие инструменты.
Aurora, это фирма, которая выпускает множество различной техники предназначенной для работы в строительстве и ремонте. Сварочные аппараты не исключение, данная фирма производит их в лучшем качестве. Купить технику фирмы Aurora можно в 65 регионах РФ. У каждой техники есть гарантия от 12 до 24 месяцев, что придает спокойствие при покупке.

Фирма Daewoo Корейская и производит технику с 1967 года. Сварочные аппараты и другую технику для строительства данной компании можно купить в онлайн магазинах.

Компания Elitech также производит большое количество аппаратов и инструментов для строительства и ремонта. Качество продукции европейское, поэтому и срок использования большой.

FUBAG немецкая фирма, которая производит качественное оборудование уже больше 40 лет. Торговые точки с товаром этой компании расположены по всей России.

Patriot Американское производство, пользующиеся популярностью с 1970-ых годов. Производит пилы, сварочные аппараты и другие инструменты для строительства.

Инструменты производства «Интерскол» самые востребованные в России. Покупатели ценят качество и стоимость продукции.

Советы
Сварочное оборудование довольно травмоопасно. Поэтому каждому начинающему сварщику будет полезно ознакомиться со следующими рекомендациями, которые дают опытные профессионалы сварного дела:
Производство сварочных работ допустимо только в спецодежде и при наличии средств защиты.
Во время сварочного процесса проволоку нужно держать таким образом, чтобы направление брызг металла было обратным от сварщика.
Необходимо следить, чтобы не было контакта с токонесущими проводами. Также в рабочем состоянии нельзя касаться электрического держателя, рабочей поверхности и горелки.









Пространство, где проходят сварочные работы, должно хорошо проветриваться и вентилироваться.
Помните о необходимости сразу же, как закончились работы, обесточить оборудование. Его ни в коем случае нельзя оставлять включённым.
Позаботьтесь о том, чтобы рядом с местом, где будет проводиться сварка, не было легко воспламеняющихся вещей.
Поверхность рабочих элементов обязана регулярно очищаться и обезжириваться.
Площадка, где планируется проводить сварку, должна быть очищена от присутствия домашних питомцев и домочадцев.
Оборудование для сварки нельзя использовать для размораживания чего-либо.
Защитные газы и их влияние на технологические свойства дуги
В качестве защитных газов при дуговой сварке плавлением ТИГ и МИГ/МАГ применяют инертные газы, активные газы и их смеси. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам.
Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ и МИГ/МАГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси.
Активными защитными газами называют газы, способные защищать зону сварки от доступа воздуха и вместе с тем химически реагирующие со свариваемым металлом или физически растворяющиеся в нем. При дуговой сварке сталей в качестве защитной среды применяют углекислый газ (СО2). Ввиду химической активности углекислого газа по отношению к вольфраму этот защитный газ используют только при сварке МИГ/МАГ.
К активным газам применяемым при МИГ/МАГ также относятся газовые смеси в состав которых входят аргон (Ar), кислород (О2), азот (N2), водород (H2). Готовые газовые смеси поставляются в баллонах, также они могут быть получены путем смешивания газов составляющих смесь.
Классификация способов сварки в защитных газах приведена на схеме ниже.
Свойства защитных газов
В таблице ниже приведены физические свойства защитных газов.
| Газ | Плотность кг/м3 | Теплоемкость, Дж/г oС | Теплопроводность, вт/м oС | Энергия диссоциации, эВ | Потенциал ионизации, В | Сечение столкновения, м2 |
|---|---|---|---|---|---|---|
| Ar | 1,783 | 0,524 | 0,19 | не диссоц. | 15,76 | 2,5∙10-20 |
| He | 0,178 | 5,242 | 1,66 | не диссоц. | 24,58 | 10∙10-20 |
| CO2 | 1,977 | 0,821 | 0,19 | 5,5 | 14,3 | 25∙10-20 |
| H2 | 0,090 | 14,246 | 2,36 | 4,48 | 15,4 | 130∙10-20 |
| O2 | 1,429 | 0,916 | – | 5,08 | 12,5 | 20∙10-20 |
| N2 | 1,251 | 1,039 | 0,29 | 7,37 | 15,5 | 20∙10-20 |
| Воздух | 1,293 | 1,006 | – | – | – | – |
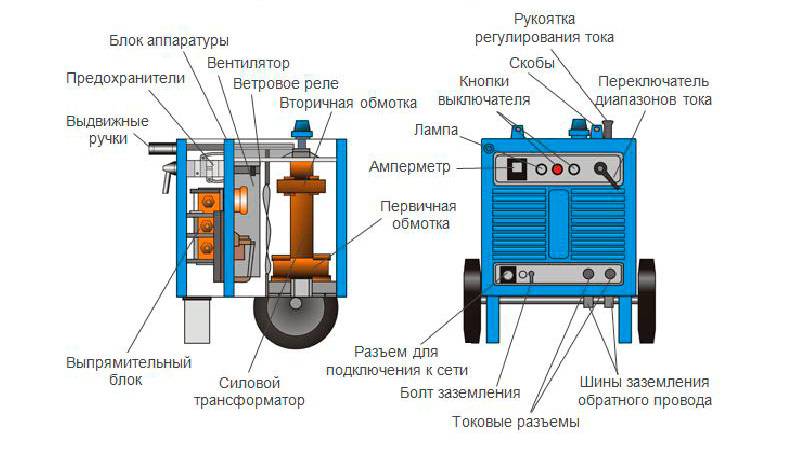
Трансформаторы
Это одна из наиболее простых конструкций сварочного оборудования. Принцип действия аппарата трансформаторного типа заключается в преобразовании переменного электрического тока большего напряжения в переменный ток меньшего напряжения.









Результатом данного процесса и является сваривание. Для такого агрегата предпочтительнее использовать рутиловые или фтористо-кальциевые электроды диаметром 1,5-2,5 мм. Преимущества трансформатора:
- простое конструкционное решение;
- надёжность;
- относительно низкая стоимость;
- лёгкость эксплуатации;
- высокий КПД.
К недостаткам относятся:
- значительные габариты;
- большой вес;
- высокая энергозатратность;
- зависимость от напряжения.
Активные газы
Углекислый газ (двуокись углерода) – бесцветен, не ядовит, тяжелее воздуха. При нормальных условиях (760 мм рт. ст. и 0°С) плотность углекислого газа в 1,5 раза выше плотности воздуха. Углекислый газ хорошо растворяется в воде. Жидкая углекислота – бесцветная жидкость, плотность которой сильно изменяется с изменением температуры. Вследствие этого она поставляется по массе, а не по объему. При испарении 1 кг жидкой углекислоты в нормальных условиях образуется 509 л углекислого газа.
Двуокись углерода нетоксична и невзрывоопасна. Однако при концентрациях более 5% (92 г/м3) двуокись углерода оказывает вредное влияние на здоровье человека. Так как двуокись углерода в 1,5 раз тяжелее воздуха она может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается объемная доля кислорода в воздухе, что может вызвать удушье. Помещения, где производится сварка с использованием двуокиси углерода, должны быть оборудованы общеобменной приточно-вытяжной вентиляцией.
Основными примесями углекислого газа, отрицательно влияющими на процесс сварки и свойства швов, являются воздух (азот воздуха) и вода. Воздух скапливается над жидкой углекислотой в верхней части баллона, а вода – под углекислотой в нижней части баллона. Повышенное содержание воздуха и водяных паров в углекислоте может при сварке привести к образованию пор в швах, которые чаще всего появляются в начале и конце отбора газа из баллона. Чтобы снизить содержание влаги в поступающем на сварку углекислом газе до безопасного уровня, на его пути устанавливают осушитель. Для улавливания влаги осушитель заполнен хлористым кальцием, силикагелем или другими поглотителями влаги.
При выпуске газа из баллона вследствие эффекта дросселирования и поглощения теплоты при испарении жидкой углекислоты газ значительно охлаждается. При интенсивном отборе газа возможна закупорка редуктора замерзшей влагой, содержащейся в углекислоте, а также сухим льдом. Во избежание этого рекомендуется подогревать выходящий из баллона углекислый газ. Для этого используют электрические подогреватели газа, которые устанавливаются перед редуктором.
Углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие. Из легирующих элементов ванны наиболее сильно окисляются алюминий, титан и цирконий, менее интенсивно – кремний, марганец, хром, ванадий и др.
Кислород – это бесцветный нетоксичный газ без запаха. Является сильным окислителем. Накопление кислорода в воздухе помещений создает опасность возникновения пожаров. Поэтому объемная доля кислорода в рабочих помещениях не должна превышать 23 %. В зависимости от содержания кислорода и примесей технический газообразный кислород изготовляют трех сортов. Содержание кислорода в первом сорте должно быть не менее 99,7 об. %, во втором – не менее 99,5 об. % и в третьем – не менее 99,2 об. %.
В сварочном производстве кислород широко применяют для газовой сварки и резки, а также при дуговой сварке как составную часть защитной газовой смеси. Кислород уменьшает поверхностное натяжение металла, и поэтому с увеличением его содержания в смеси на основе аргона критический ток (перехода крупнокапельного переноса в мелкокапельный, см. Сварка плавящимся металлическим электродом в защитных газах (МIG/МАG)) уменьшается. Обычно содержание кислорода в смеси с аргоном не превышает 2-5%. В такой среде дуга горит стабильно. Перенос металла мелкокапельный с минимальным разбрызгиванием.
Азот – бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали.
Водород – не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах.
Действия при выборе
Лучше приобретать инструмент там, где дают возможность опробовать его на месте.

Если у ваших знакомых есть инструмент и вам он нравится, вы уверены, что вам подойдет такой же. То приобретайте в магазине его. Не нужно экспериментировать.

Покупайте аппарат только тогда, когда точно уверены в нем.
Главное при работе со сваркой вы должны обезопасить себя, это значит должен быть подобран правильный сварочный аппарат и должна соблюдаться техника безопасности.


При выборе аппарата необходимо ориентироваться на тип сварки. При дуговой сварке результат будет зависеть не от аппарата, а от опыта работника. Полуавтоматические сварочные аппараты стоят дороже, но это того стоит.