

Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше
Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга. Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга
Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
Фитинги для монтажа медных труб
Для монтажа медных труб применяются различные фитинги, не только прямые, а и разные фасонные: отводы, угольники с поворотом 45, 90 градусов, тройники и переходные муфты с одинаковыми и разными диаметрами (для соединения труб одного или разных диаметров) и др. На фото фитинги для монтажа медных труб пайкой:
А на этом фото – фитинги для медных труб резьбовые:
Фитинги для резьбовых соединений изготавливаются из латуни, а для пайки – из меди, что видно даже по цвету деталей (медные – красные).
Соединительные детали могут иметь как внутренние резьбы, так и наружные, разумеется, выбрать следует, исходя из своего проекта, и из того ассортимента, который имеется в магазинах.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
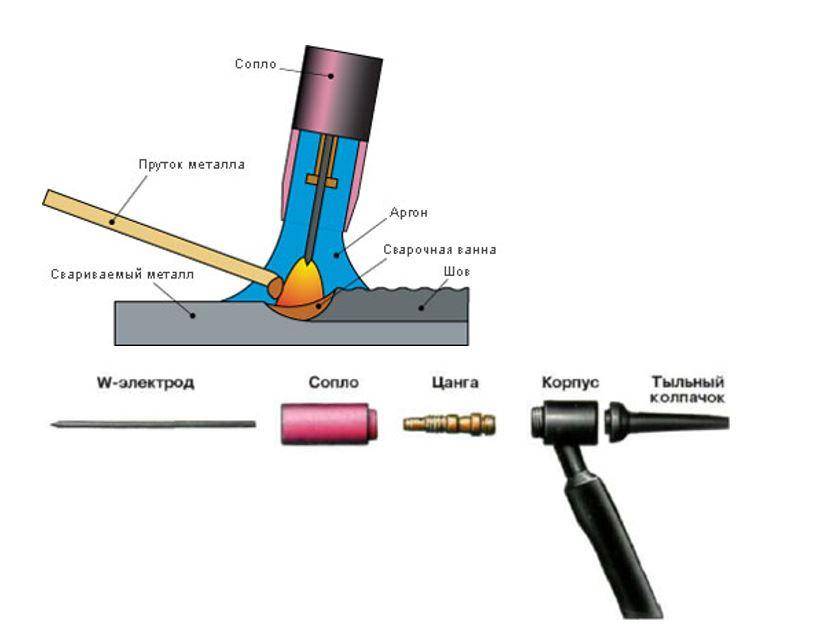
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
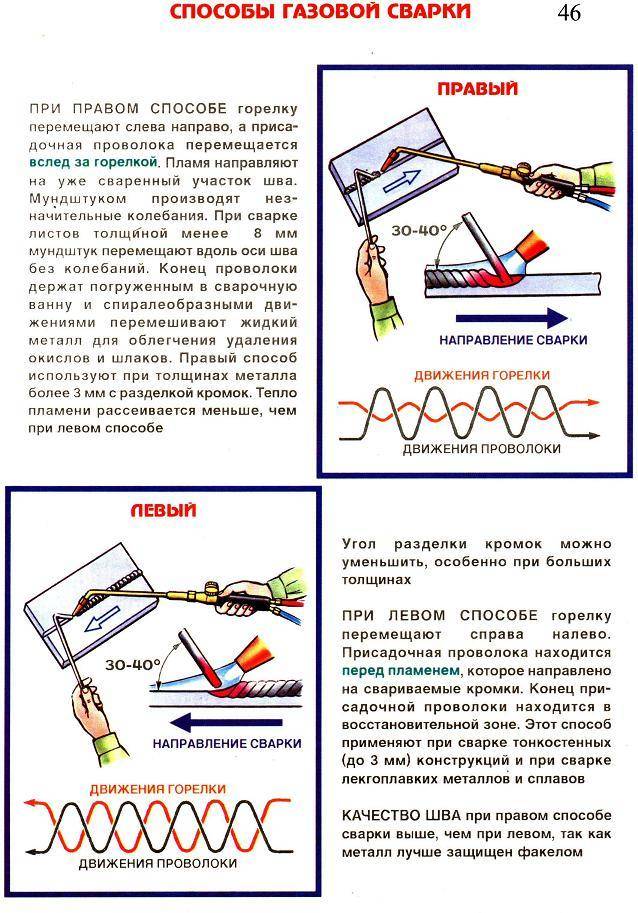
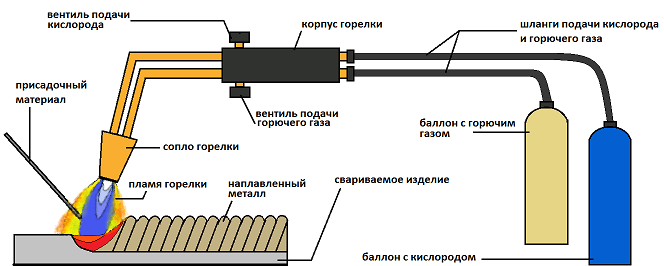
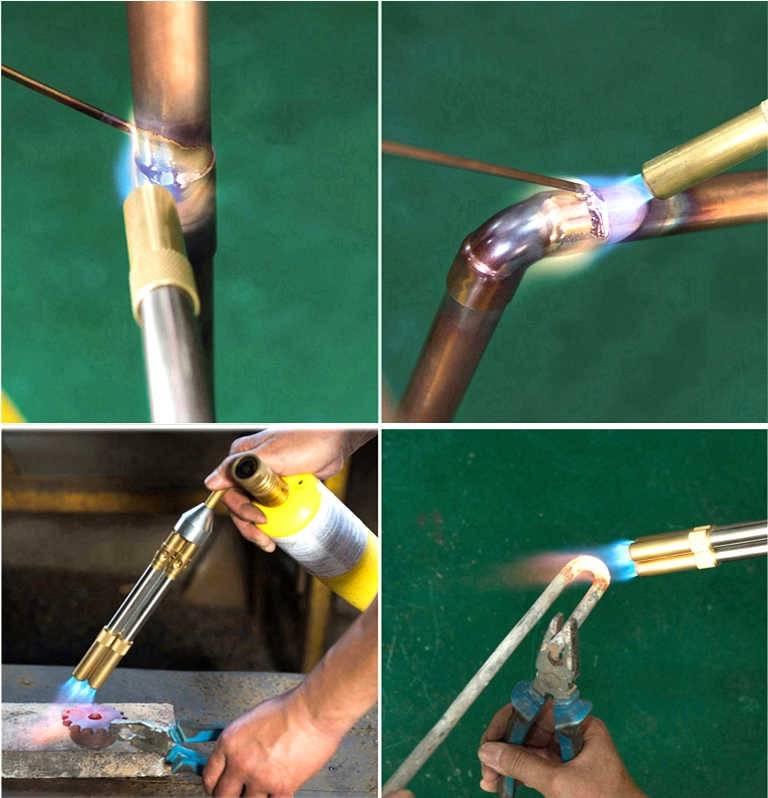
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
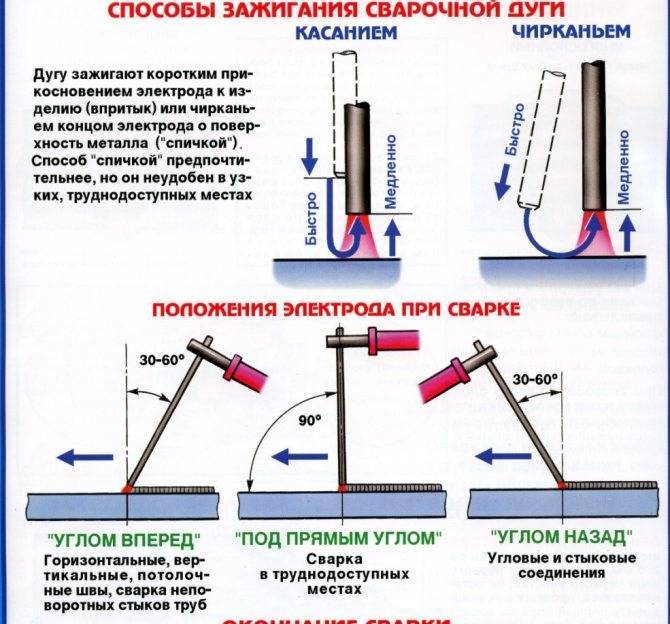
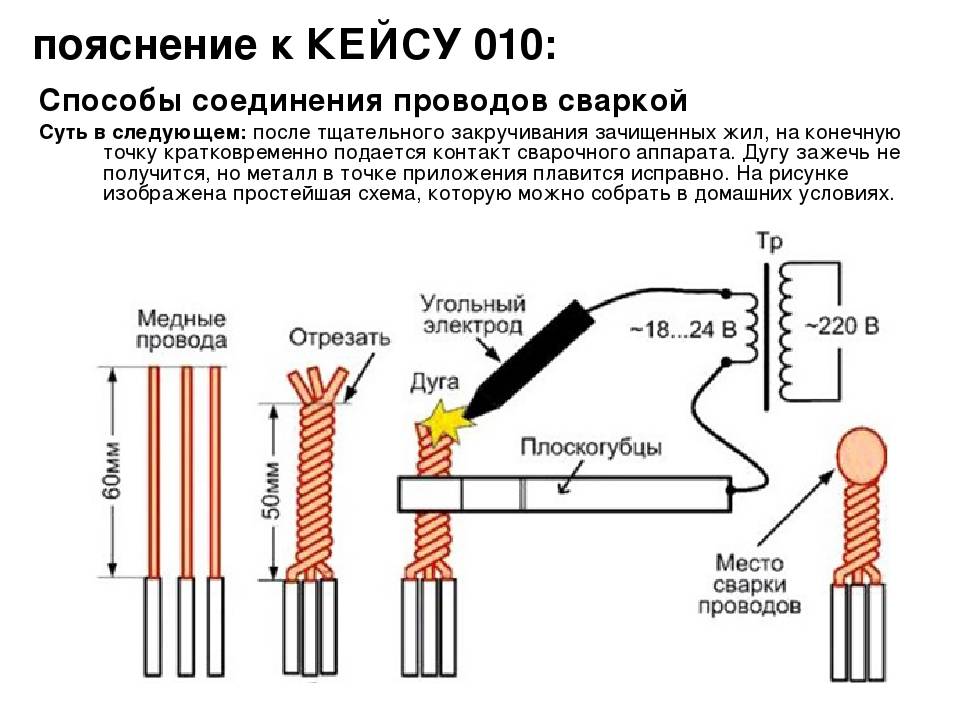
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.





Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Медные трубы для отопления: расчет и диаметр
Все дорогие котельные собираются, как правило, из медной трубы, у которой присутствуют на это ряд таких существенных достоинств, таких как:
1. Медные трубы для отопления считаются безопасным материалом при использовании человеком в жилых строениях. Сравниться в этом с медными трубами, могут не все современные материалы, применяемые для отопления. Под эту «гребёнку» подходят лишь высококачественные полимеры и армированные полипропиленовые трубы.
2. Кроме экологических параметров, у медных труб для отопления и значительно высокий срок эксплуатации, на протяжении которого они абсолютно не утрачивают своих эксплуатационных свойств и качеств.
3. Немаловажным преимуществом является также и тот факт, что медные трубы для отопления абсолютно не подвержены гниению и коррозии, чего нельзя сказать о металлических трубах или о полипропиленовых.
4. Высокий температурный диапазон, который с лёгкостью могут выдержать трубы из меди, является следующим их весьма достойным преимуществом
Медные трубы для отопления, могут работать в различном температурном диапазоне внимание, от — 200 градусов и вплоть до + 350 градусов. При этом с такими трубами ничего не случиться, и они не будут повреждены при столь значительных перепадах температур. 5
Медные трубы для отопления, также имеют достаточно привлекательный вид, их нет необходимости прятать в стену или в декоративный короб. Хотя нужно сказать и о том, что медные трубы нельзя прятать в штробу, поскольку медь вступает в реакцию с бетоном и здесь уже коррозии и быстрой порчи материала не избежать
5. Медные трубы для отопления, также имеют достаточно привлекательный вид, их нет необходимости прятать в стену или в декоративный короб. Хотя нужно сказать и о том, что медные трубы нельзя прятать в штробу, поскольку медь вступает в реакцию с бетоном и здесь уже коррозии и быстрой порчи материала не избежать.
Кроме всех вышеперечисленных плюсов трубы из меди, обязательно необходимо добавить и сказать об очень высокой теплопроводности материала. Благодаря этому фактору, повышается эффективность в работе всей отопительной системе, что влияет на многое, в том числе и на возможность несколько сэкономить на отоплении.
Что нужно для соединения медных труб
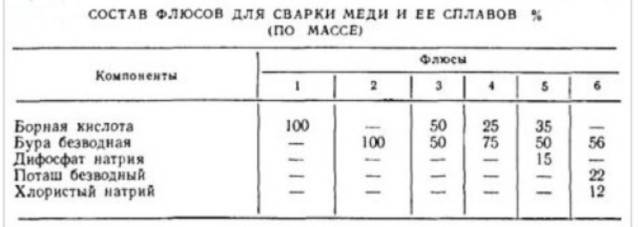
И хоть широко распространилось сегодня мнение о том, что монтаж медных труб для отопления чрезмерно сложен и под силу лишь специалистам, на самом деле это не совсем так, и при правильном подходе можно самостоятельно спаять систему отопления из медных труб. В этом нет ничего сложного, а для того, чтобы это правильно сделать, прежде всего, потребуется узнать всю информацию о том, как паять медные трубы, и что для этого собственно, прежде всего, потребуется.
Во-первых, нужно знать, что паять медные трубы необходимо при помощи газовой горелки и определённого флюса с мягким припоем. Резьбовое соединение на сегодняшний день практически не применяется, поскольку оно не обеспечивает надёжной герметичности и долговечности стыков. Также, нужны будут определенные инструменты для монтажа медных труб.
Кроме газовой горелки и флюса, потребуется специальный резак по меди или небольшая болгарка с регулируемыми оборотами. И хоть губки для зачистки медной трубы редко кем используются из монтажников, всё-таки рекомендуется приобрести данное изделие, для того чтобы качественно зачистить медную трубу перед пайкой.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
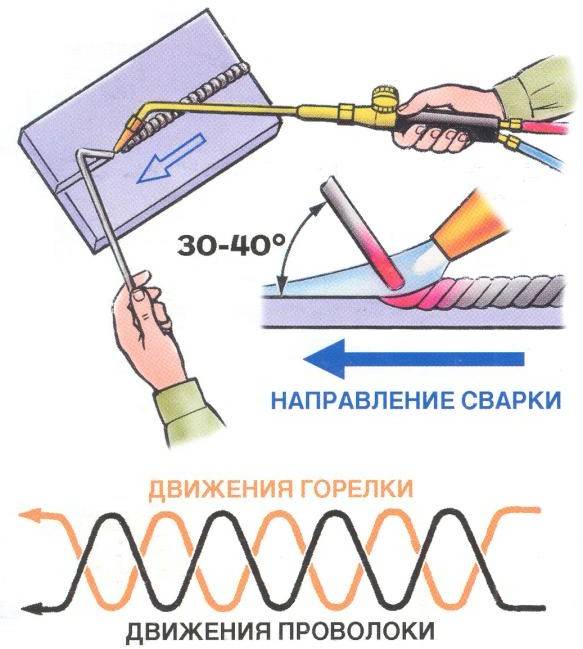
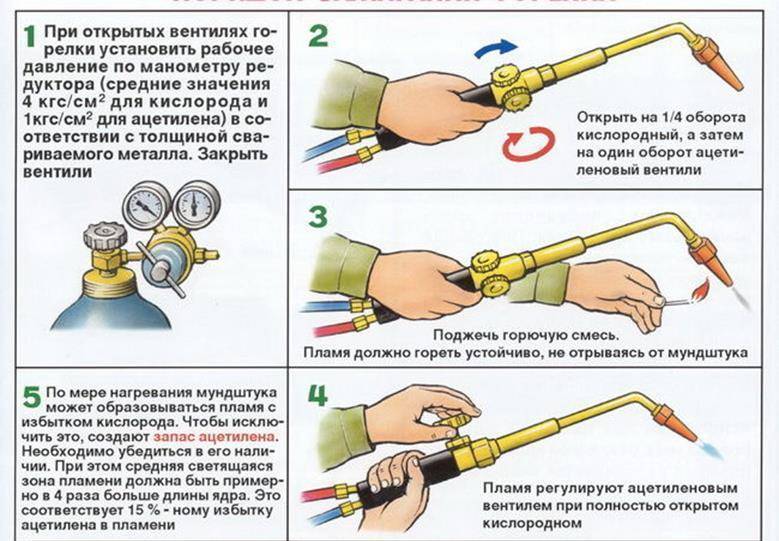
Газовая сварка секреты технологии
Источником получения энергии в данном способе является газовый баллон. Сварка меди, выполненная по такой технологии, позволяет получить надежное и качественное соединение. Ввиду того, что медь обладает повышенной теплопроводностью, следует применять пламя с усиленной мощностью. Рекомендуемые значения:
- 150 литров за час при толщине трубы менее 10 мм;
- 200 литров в час – для всех остальных изделий.
Некоторые хитрости, выполняя которые, сварка меди газовым баллоном будет успешной, правильной и высококачественной:
- Все действия необходимо выполнять быстро, не прерываясь. Так можно минимизировать контакт расплава с кислородом и избежать нежелательных трещин;
- Пламя лучше использовать восстановительное;
- Направлять пламя на трубу необходимо под прямым углом;
- В качестве присадки рекомендуется использовать медную проволоку или любую другую металлическую при условии, что она содержит раскислители;
- Кромку трубы необходимо зачистить до чистого металла;
- Тепло газовой горелки следует распределять таким образом, чтобы присадка плавилась раньше трубы;
- Для увеличения прочности сварочного шва, после сваривания изделия необходимо проковать. Делают это в холодном состоянии при условии, что толщина стенки изделия не превышает 5 мм;
- Затем следует поддать шов отжигу при температуре 500 – 550 градусов;
Температура менее 500 градусов станет губительной для меди, она спровоцирует потерю прочностных характеристик.
Последним этапом станет опускание в холодную воду.
Аргонодуговая сварка меди, именуемая также ТИГ, выполняется с помощью аргона, или смеси аргона и гелия. Кроме того, для осуществления сварочного процесса, как в промышленных, так и в домашних условиях, потребуются вольфрамовые электроды.
Вольфрамовые электроды относятся к неплавящимся и характеризуются хорошей устойчивостью дуги.
Особенности выполнения соединения:
- Если применяются вольфрамовые электроды, сваривание необходимо производить при постоянном токе;
- Электроды лучше зачистить до чистого металла перед свариванием;
- В процессе работы электроды рекомендуется направлять на поверхность шва;
- В некоторых случая допускается использовать плавящиеся электроды.
Более детально технология ТИГ сваривания изображена на рисунке:
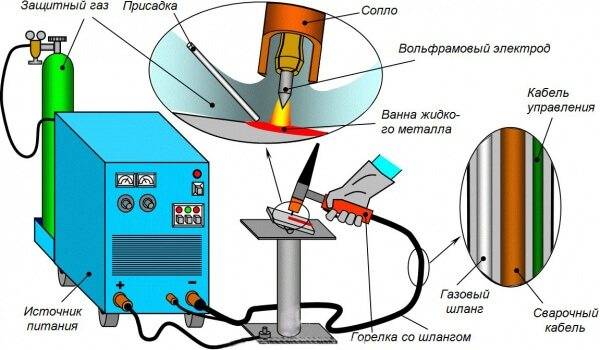
Дуговая сварка меди позволяет выполнить высококачественное соединение при правильном соблюдении технологии.
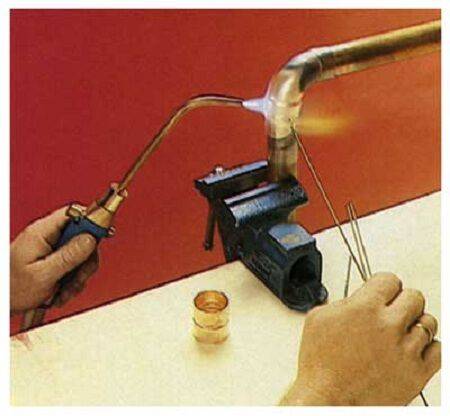
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.





Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Немного теории
Медь и ее сплавы (бронза и никель) используются во многих отраслях промышленности из-за их электрической и теплопроводности, а также устойчивости к коррозии. Температура плавления материала 1083 ° C. Теплопроводность чистой меди в 2 раза выше, чем у алюминия, поэтому при сварке аргоном требуется хороший нагрев металла.
Медь и сплавы подразделяются на разные марки. Чтобы получить качественный сварной шов, лучше использовать раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для аргонно-медной сварки представлены в таблице.
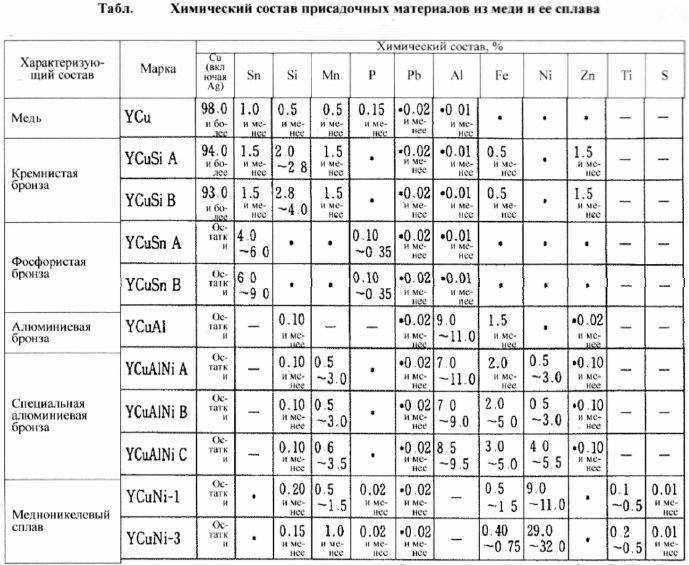
Но на практике в составе обычно используются аналогичные металлы (которые можно найти в домашней мастерской).
Кроме того, для лучшего плавления и плавления металла используются прутки с тонким покрытием слоя текучести.
Подготовка материала (очистка)
Сварку меди аргоном нельзя производить без тщательной очистки материала. Берется любой абразивный инструмент и место сварки зачищается до зеркального блеска. Кроме того, с помощью любого растворителя материал обезжиривается.

Подготовка материала – важная процедура
Будьте ответственны за чистку изделий из меди – это влияет на качество связи.
Во избежание дефектов (отсутствие плавления, шлаковые включения) предварительно нагрейте материал до температуры 350-600 ° С. Разница температур зависит от основного металла, присадочного металла и проточки. Эмпирически определено.
Видео: как подготовить трещину на газовом котле радиатора к сварке.
Сварка аргоном (режим TIG)
По заверениям сварщиков, эта технология лучшая, швы чистые и прочные. Сварка меди аргоном выполняется вольфрамовым электродом постоянного тока. Но при приклеивании бронзы к алюминию соединение лучше производить на переменном токе.
Текущие настройки устройства выбираются в зависимости от толщины продукта и диаметра электрода. Таблица помощи:
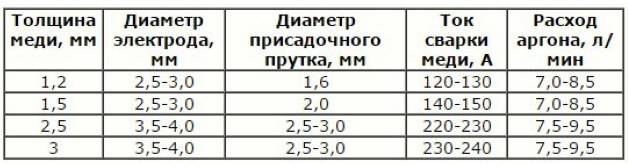
Помимо аргона в качестве защитных газов могут использоваться азот, гелий и их смеси. У всех этих газов есть свои плюсы и минусы. Но еще более востребован аргон для сварки.
Шпатлевки подбираются исходя из состава материала. Но обычно в домашней мастерской используются медные провода, извлеченные из электрических кабелей или трансформатора. Предварительно медную жилу очищают от краски наждачной бумагой и обезжиривают растворителем.
хорошо, если извлеченная присадочная проволока будет иметь более низкую температуру плавления, чем продукт, подготовленный к сварке.
Несколько советов опытных сварщиков:
- всегда вводите присадку перед горелкой;
- аргонная сварка толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести по зигзагообразной схеме, чтобы обеспечить лучшее сцепление металла;
- тонкий материал, чтобы не было ожогов, готовить нужно короткими швами с интервалами;
- если в приборе нет функции «засыпка кратера», то горелку нужно извлекать постепенно (удлиняя дугу);
- аргонная сварка выполняется в вертикальном и горизонтальном положении шва.
Видео: нагрев и склейка меди.
Сварка медных труб
При соединении медных труб с аргоном ток снижается. Сварка ведется медленно отдельными кусками шва с нахлестом не менее 1/3. Присадочная проволока отводится от боковых перемещений горелки. Принцип прост:
- капание – растяжение;
- добавить и снова растянуть.
Оптимальный вариант – иметь аппарат с функцией импульсной сварки. Ток можно установить на более высокое значение, чтобы наполнитель быстро растворялся. Отрегулируйте время между импульсами, чтобы медь успела остыть после подачи импульса (защита от прожига). Также правильно установите время для функции заполнения кратера».
PS Сварка медных труб или плоских изделий из любых материалов требует актуального выбора методом тыка. Рекомендуется проводить испытания на близких по составу материалах. Не обязательно портить деталь, которую вы решили сварить.
Правильно подобранный ток должен обеспечивать хороший нагрев и проникновение медного изделия. Ямок и пор быть не должно. Удачи в освоении техники!
Медные материалы используются в условиях с повышенными требованиями к пластичности и коррозионной стойкости. Сварка меди осуществляется с использованием различных областей производства, декоративных деталей в связи с повышенными эстетическими свойствами. Теплопроводность материала вдвое больше, чем у алюминиевых сплавов; Есть много способов соединить изделия из меди. Современные технологии позволяют избежать горячих трещин, пористых образований и прочего несоблюдения норм при эксплуатации.
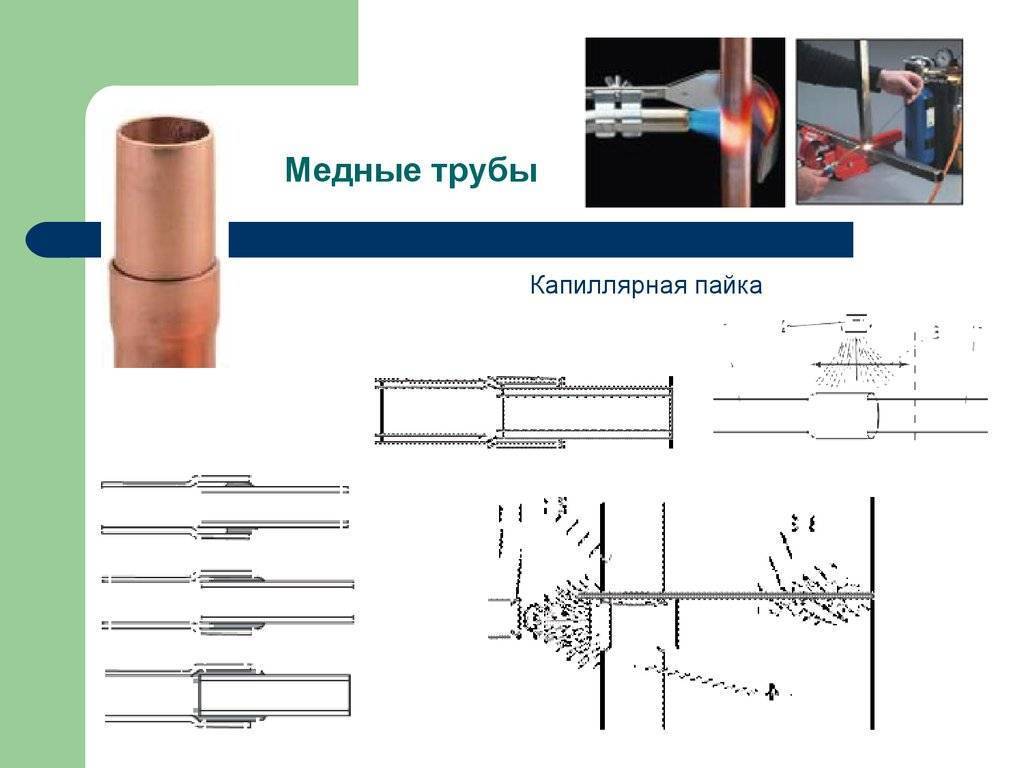
Что такое пайка медных труб
 Пайка
Пайка
Не так часто сейчас встречается медный трубопровод. Обычно трубы изготавливаются из полипропилена или металлопластика. Это объясняется высокой стоимостью меди как материала для целого водопровода. Но среди всех доступных видов труб, медные считаются самыми лучшими.
Детали из меди обладают повышенной прочностью, термостойкостью и гибкостью. Они несоизмеримо долговечнее своих пластиковых аналогов. Их легко спрятать в стену или под бетон. Материал с легкостью выдержит нагрузку.
Так что при выборе материала трубопровода очень часто дают рекомендации рассмотреть медные модели. Они потребуют больших начальных вложений, однако сэкономят много средств в будущем. Стоит отметить, что вкупе с отличными техническими параметрами, медь еще и очень просто монтируется.
Пайка медных участков труб представляет собой их скрепление при помощи температурного воздействия. Медь легко паять даже без предварительной подготовки. Надо соблюдать ряд обязательных правил, которые позволят не бояться за герметичность. Для методов не потребуются дорогие флюсы, так как медь очень вяло взаимодействует с кислородом даже во время тепловой обработки. Детали из меди сохраняют первоначальную форму даже при очень сильном воздействии извне, так что можно не бояться перегреть материал.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.
То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).
Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.





На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
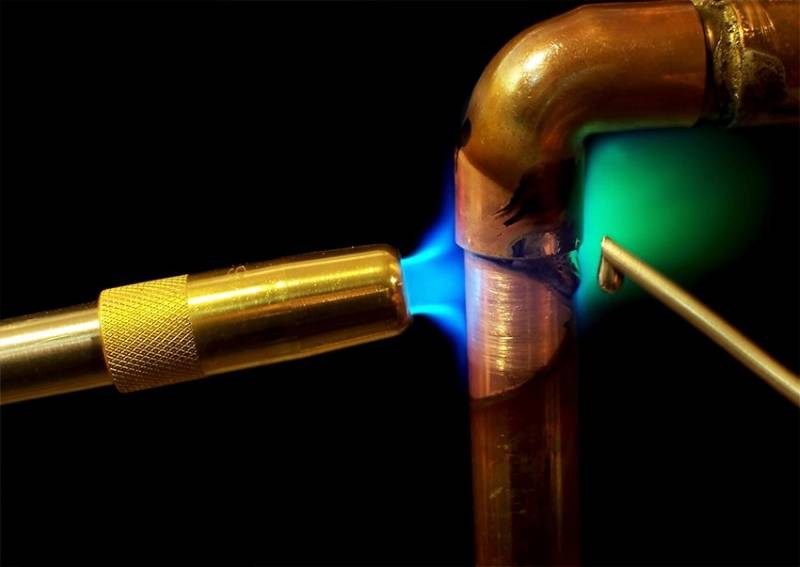
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
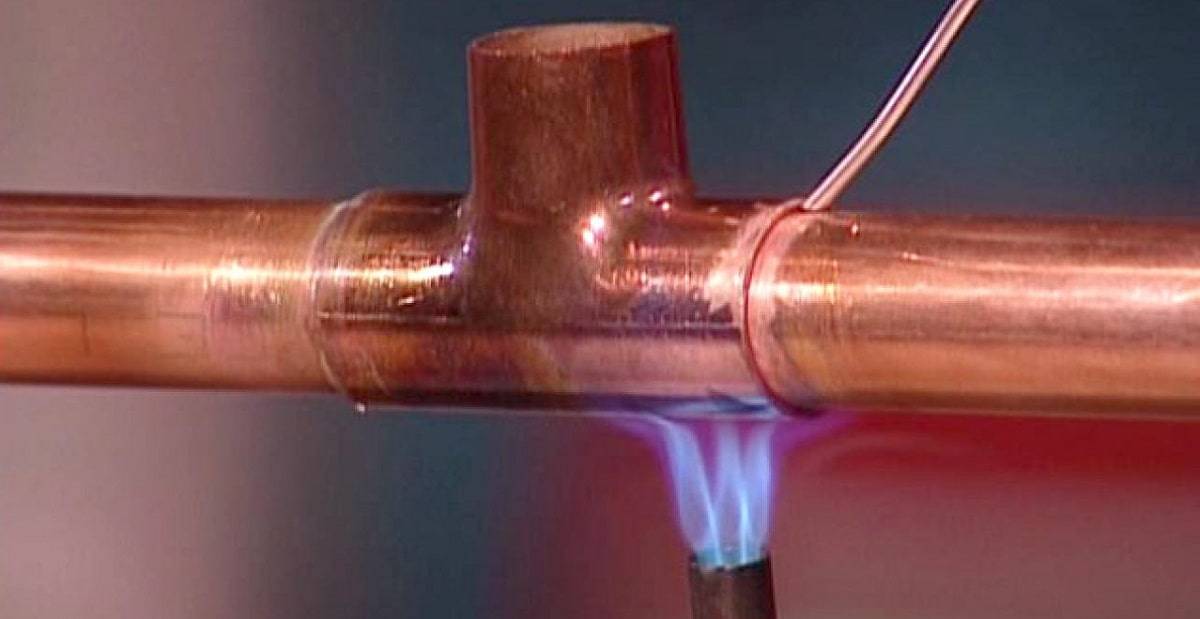
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.





