

Что необходимо для гравировки
Для ручной гравировки в домашних условиях понадобятся следующие инструменты и материалы:
- Штихель.
- Металлическая заготовка.
- Тиски либо аналогичное приспособление для удержания заготовки в неподвижном состоянии.
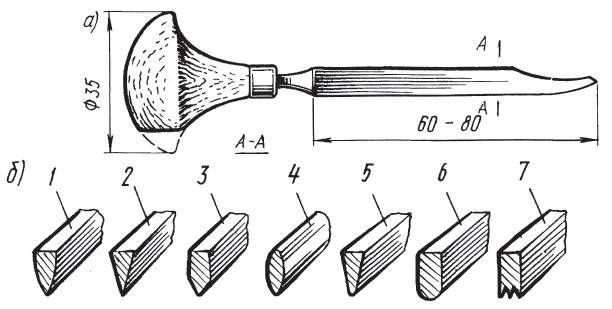
Штихель представляет собой стержень длиной до 120 мм. Один конец этого инструмента срезан под углом и заточен, другой — установлен в ручку из дерева или пластмассы.
Штихель может быть разной формы, а также отличаться по ширине рабочей поверхности. При отсутствии данного инструмента его можно изготовить самостоятельно при наличии подходящих для этой цели материалов.
Самостоятельное изготовление штихеля
Для изготовления штихеля необходимо использовать инструментальную сталь. Отлично подходит для этой цели металл, который используется в рессорах и шарикоподшипниках. Можно для изготовления режущей поверхности, применить старые напильники и надфили, а также различные фрезы, которые необходимо разрезать на тонкие полосы.
Идеальным материалом для изготовления штихеля для гравировки является сталь марки Р18. Из старых кругов для циркулярных пил можно изготовить большое количество заготовок для производства штихелей в домашних условиях. Далее рабочая часть заготовки затачивается под углом, который позволит сделать на металлической поверхности выемку определённой ширины.

Ручка штихеля изготовляется из древесины твёрдых пород, и должна быть такой ширины, чтобы мастеру удобно было держать инструмент в руке. Рекомендуемая длина этой части штихеля обычно составляет 50 мм.
Ручка в форме гриба, является наиболее подходящей для изготовления этого инструмента, но можно поэкспериментировать и изготовить несколько различных вариантов, и уже в процессе работы выбрать наиболее подходящий вариант.
Подготовка заготовки
Прежде всего следует выбрать заготовку на которой и будет отображаться рисунок. Подобранное изделие должно быть без ржавчины и сколов. Для подготовки поверхности потребуется:
- Наждачная бумага P400.
- Паста ГОИ №1 или №2

Вначале заготовка полируется с помощью наждачной бумаги. Затем производится финишная полировка с помощью пасты ГОИ.
Также следует произвести, перед финишной полировкой этим средством, следующие действия:
- Подготовить фланелевую ткань и смочить её уайт-спиритом
- Насыпать на смоченную ткань пасту ГОИ.
- Протереть тканью ненужный участок металла для извлечения крупных кусочков, которые могут поцарапать поверхность.
После такой подготовки, равномерными круговыми движения производится полировка заготовки. После окончания полировочных мероприятий, металлический предмет необходимо ополоснуть в керосине и высушить при комнатной температуре.
Процесс нанесения гравировки на металл
Если гравировка металлической поверхности осуществляется впервые, то прежде чем приступить к нанесению основного рисунка, рекомендуется потренироваться на ненужном куске металла.
Идеальным вариантом для таких тренировок, является использование медной пластины. Кусок меди следует надёжно закрепить на деревянной доске с помощью саморезов с широкими шляпками. Когда заготовка будет закреплена, доску укладывают на стол, включают, при необходимости, дополнительное освещение, зажимают режущий инструмент в правой руке, и делают ровную насечку на металлической поверхности.
Чтобы при выполнении ровной линии рука не соскользнула, на поверхности металлической пластины большие пальцы левой и правой руки должны быть соединены и касаться пластины в месте выполнения рисунка. Указательный палец правой руки, в это время, ложится на резец инструмента, и полностью контролирует процесс нанесения линий. Рекомендуется вначале обучения сделать несколько прямых параллельных полос на заготовке. Когда ровные участки будут получаться хорошо, можно перейти к выполнению полукруглых линий.
Когда рука уже будет немного набита можно приступать к гравировке рисунка на заготовке. Для проведения данной работы металлический предмет также необходимо надёжно зафиксировать. Для этой цели следует изготовить приспособление аналогичное вышеописанному механизму фиксатора на саморезах.
Для гравировки простых фигур, инициалов и других несложных изображений, можно приступать сразу после закрепления металлического предмета. Если необходимо выполнить сложный рисунок, рекомендуется вначале перенести изображение на заготовку.
Гравировка на производстве
Гравировка по металлу на производстве мало чем отличается от процедуры, проводимой в домашних условиях. Изначально рабочая поверхность очищается и обезжиривается. После этого её тонируют раствором серной кислоты. Далее контур обводится металлической иглой. Гравером выполняют основную часть работы. Когда основная работа окончена, поверхность покрывается бесцветным лаком.
Гравировка на металле выполняется различными способами. Для этого используется разнообразное оборудование и инструменты. Не нужно покупать дорогое оборудование, чтобы декоративно украсить металлическую поверхность.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
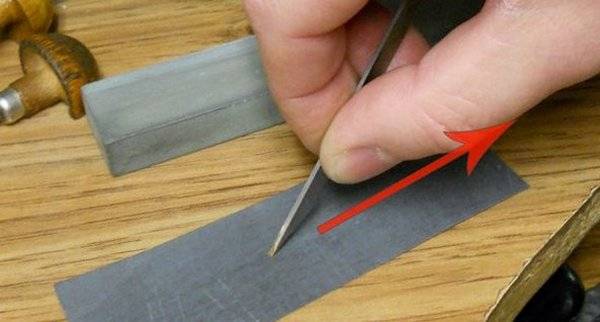
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.
Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Финансовые показатели граверного бизнеса
Для предпринимательской деятельности в области нанесения гравировок на металлические предметы не требуется никакого квалификационного удостоверения. Главное здесь – иметь творческий подход к своему делу, обладать художественными способностями. Не требуется и лицензирование бизнеса. Обязательна лишь регистрация частного предпринимательства. Помещением для граверной мастерской может быть даже комната в полуподвале жилого дома, главный показатель здесь – невысокая арендная плата.
Чтобы купить необходимое оборудование и приборы отечественного производства, потребуется не меньше 300 тыс. рублей. Если же покупать импортное оборудование, то придётся выложить не меньше 1 млн. 500 тыс. рублей. В комплект такого оборудования обязательно должен входить компьютер со сканером, содержащие специальное программное обеспечение для граверных работ. Это лицензионные программы Photoshop и CorelDraw, которые позволяют выполнять обработку изображений в любом диапазоне разрешений и цветовой гаммы.
Следует учитывать и стоимость расходных материалов. Более дорогими из них являются алмазные иглы. Одна игла стоит около 500 рублей, но ей можно выполнить не меньше 30 изображений средней сложности. К тому же для мастерской придётся ещё купить металл для гравировки, стоимость которого зависит как от состава, так и от его размеров, массы.
Значительно может расширить ассортимент оказываемых мастерской услуг покупка лазерного станка с ЧПУ, он уже в короткое время способен существенно увеличить прибыль предприятия. Например, на нерусифицированной компьютерной клавиатуре можно очень быстро выжечь кириллические символы, и стоить это будет не меньше 500 рублей. Время же на такую операцию с помощью лазера будет затрачено не более 15 минут.
Важно предоставлять своим клиентам хорошо оформленный каталог услуг с их стоимостью. Также важна реклама деятельности, которая не ограничится вывеской граверной мастерской
Как говорят, деньги без рекламы может производить один лишь монетный двор. Имея очень большую аудиторию потенциальных заказчиков, от бедного студента до состоятельного бизнесмена, использовать ограниченный вид рекламы непродуктивно. Нужны рекламные объявления в газетах и журналах, необходимо иметь свою страницу в интернете, задействовать местное теле- и радиовещание. Накануне больших праздников очень выгодно заказывать свой бил борд. Реклама услуг гравировки – это не простое вложение средств, это своеобразный путь мониторинга рынка заказчиков, их откликов и пожеланий. Однако следует чётко осознавать, что непродуктивная реклама будет способствовать лишь напрасной потере денег и прибыли компании.
И всё же, главным залогом успешности бизнеса будет прежде всего мастерство гравера, качество выполнения им гравировок. Это тоже является отличной рекламой предпринимательской деятельности. Стоимость гравировки можно примерно оценивать по следующей таблице:
Из таблицы видно, что граверу намного удобнее выполнять заказы одинакового содержания в большом количестве. Это выгодно и заказчику, так как цена за одну гравировку уменьшается с увеличением её тиража в заказе.
——Алмазная гравировка
Относится к механическим способам. Особенность в том, что используется только на плоской поверхности. Алмаз -самый твердый минерал, способный резать металлы. Иглы граверного аппарата оснащены алмазной насадкой. Понимаете насколько прочна такая обработка. После гравировки этим методом, поверхности рельефов переливаются и блестят. Из минусов то, что не любой рисунок или надпись, может быть нанесена. Это зависит от соответствия размеров площади рисунка с размерами станка.
Преимущества алмазной гравировки:
— Не то, что длительное, а вечное нанесение, достигается благодаря этому методу.
— Блеск, который со временем не выцветает, и живет также вечно, как и сам рельеф.
Несмотря на то,что алмазная гравировка может использоваться только на ровной поверхности, сам метод относится к одним из самых качественных и востребованных на сегодняшний день.
Пневмогравер своими руками
Конструкции на пульсирующем давлении. Нужно отметить, что их совсем не много. Отличительные достоинства: Позволяют работать инструментом в довольно широком диапазоне по частоте колебаний поршня. Отличительные недостатки: Более низкий КПД и, как следствие, большой расход воздуха. Сложность конструкции, следовательно, большой вес и габариты. Диапазон работы по мощности более узкий, который можно в каких-то пределах расширять с помощью сменных поршней и пружин.
InSet — довольно недавняя конструкция, которая мне не понравилась. Ручки большие, не эргономичные, тупые в работе. Понравилась ручка, сделанная специально, для нанесения мата, но ради нее покупать агрегат не имеет смысла.
GRS — самая продаваемая в мире конструкция. Кроме пневмоштихелей хорошего качества выпускает целый ряд приспособлений для заточки, и других, для граверных и ювелирных работ. Небольшой диапазон работы по мощности можно компенсировать набором из трех-четырех ручек. В инструменте много настроек и он хорошо себя зарекомендовал в работе у граверов и ювелиров. Недостатки общие для этой группы инструментов. Ну и цена немаленькая.
Китайские подобия — те, что видел, так похабно были сделаны, что даже включать не хотелось.
Штихель, конструкции Сергея Вальтмана. Это, на мой взгляд, для самодельщиков самый простой и вполне рабочий вариант. Если захочется самому сделать, информацию в интернете найти не проблема. Недостаток — при такой схеме колебания давления угасают в длинном и эластичном шланге, ну и по мелочам.


![Гравировка [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://benzo-electro-instrument.ru/wp-content/uploads/9/f/c/9fc7dd05f96d55f32bfaa603a4163ed7.jpeg)



![Гравировка по металлу своими руками [штихель для гравировки]](https://benzo-electro-instrument.ru/wp-content/uploads/a/9/d/a9d2b4d4a3e2696827f4a9aa49027328.jpeg)



Конструкции на постоянном давлении Производителей много, остановлюсь только на некоторых, которые боля-меня
Общие недостатки: плохо регулируется по частоте Общие преимущества: Компактность Простота, долговечность и надежность Более высокий КПД и меньший расход воздуха.
Steve Lindsay — США, производит пшевмоштихели около 20 лет. Красивые инструменты, качественно выполнены. Несмотря на то, что в конструкции заложены некоторые ошибки, до сих пор не устраненные, конструкция , благодаря простоте исполнения, явилась образцом для множества подражаний и почти все инструменты на постоянном давлении являются ее аналогами. Некоторые последователи, усовершенствовав конструкцию, добились лучших характеристик, чем прародитель.
Турецкие производители — не видел, знаю только то, что в интернете.
ПневмоАрт — Украина. Качественно сделанные пневмоштихели. Конструкция Lindsay, немного исправленная.
Владимир Бурдыга — Украина. Качественно сделанные пневмоштихели. Конструкция Lindsay, немного исправленная. Слышал хорошие отзывы.
В интернете большое количество самоделок, разного качества и цены. Я уверен в одном — помощником в работе может быть только хороший инструмент, с плохим, кроме разочарования ничего не почувствуете, даже в том случае, если купите его очень дешево. По каким показателям можно отличить инструмент, грамотный по конструкции, и хорошо выполненный? 1. Плохой инструмент с маленького давления не запустится. Лучшие образцы устойчиво работают уже при трех сотых атмосферы, когда ни один манометр на это давление не реагирует. Существуют штихели, работающие от компрессора, мощностью 4,5 Вт. Естественно, что и расход воздуха у них маленький. Если штихель запускается с 0,1 атмосферы, то это уже не очень. 2. Хороший инструмент имеет широкий диапазон работы по мощности, и на давлении в 3 атмосферы бьет в несколько десятков раз сильнее, чем на самом маленьком давлении. 3. Правильная передача энергии от поршня к инструменту, в основном, за счет ударной волны, что характеризуется маленькой амплитудой движения резца, и звуком, похожим на работу двухтактного двигателя внутреннего сгорания. 4. Инструмент должен плавно и удобно управляться педалью и иметь настройку холостого хода, нужную при некоторых видах работ. Инструменты с управлением ручкой для профессиональной работы не годятся — это понты производителей инструментов.
Как производится гравировка штихелем металлических изделий

Наиболее подходящие материалы – медь и латунь. Как с эстетической, так и с практической точек зрения. Однако хорошо смотрится и сюжетная гравировка штихелем на алюминии. В крайнем случае, пойдёт и незакалённая сталь, но в этом случае придётся применять больше усилий. Скорее всего, потребуются резцы всех форм для формирования сложного изображения.
Вначале проверяем остроту режущей кромки. Для этого чуть надрезаем ноготь большого пальца. Даже при минимальном усилии должна появиться глубокая отметина. После этого рукоятку штихеля следует удобно закрепить в ладони. Главное – не применять больших усилий. Если штихель подготовлен правильно, достаточно лёгкого нажатия по касательной, чтобы сформировалось хорошо видимое изображение. Ладонь держит рукоятку, а большой и указательный пальцы плотно, но без излишнего нажима фиксируют клинок примерно в 2 см от режущей кромки.
Клинок должен заходить в металлическую поверхность на малую глубину. Требуется менять угол расположения рабочей части. Вначале он должен достигать 30-40 градусов, затем он уменьшается до 5-10 градусов. При этом сила нажатия немного увеличивается. Если вы делаете только первые шаги в гравёрном мастерстве, лучше делать линии длиной не более 4-5 мм, а потом соединять их. Со временем постепенно увеличивайте длину непрерывной линии. Это позволит достичь более высокого качества и точности изображения.
Надеемся, что эти уроки ручной гравировки штихелем по металлу помогут вам в самостоятельной деятельности.
Источник
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Подготовленная форма выворачивается, засыпается просушенный песок, оставшееся отверстие зашивается.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
При работе очень часто появляются заусенцы, избежать которые не получится, но убрать их можно при помощи шабера.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
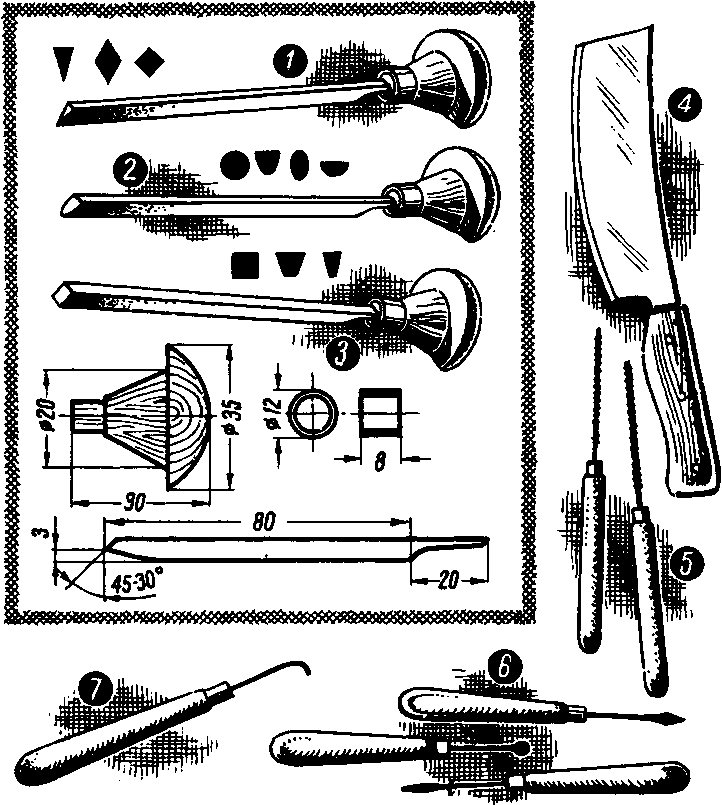
Назначение штихеля
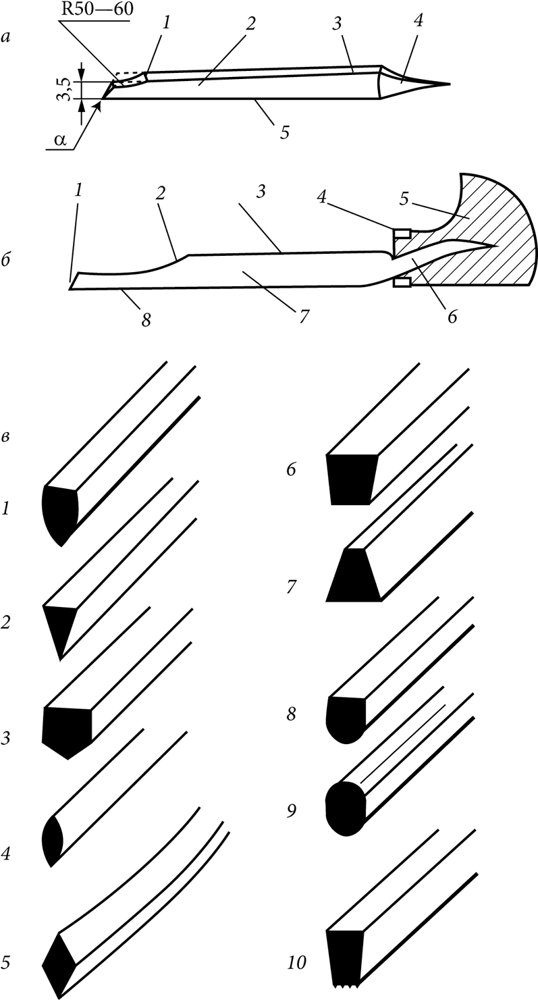
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.

Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Штихель по металлу для гравировки
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью.
Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.
Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.

![Гравировка по металлу своими руками [штихель для гравировки]](https://benzo-electro-instrument.ru/wp-content/uploads/5/3/b/53b32f51d628b6fc1f16c9d55b28b9ea.jpeg)
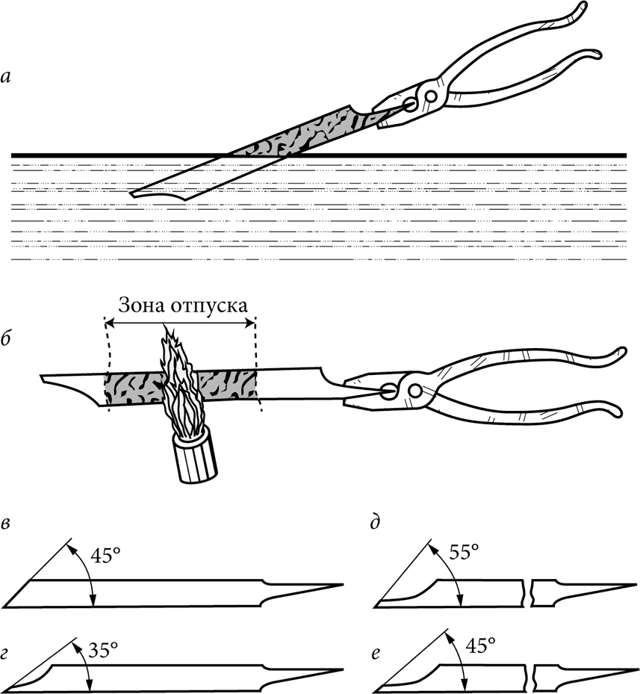





Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.
Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина.
Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом.
Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.

Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Инструмент для резьбы по дереву

Англичанин Э. Харрис при изготовлении оригинальной 13 метровой ложки из красного кедра потратил неделю времени, работая бензопилой, стамесками с киянкой. Рядовые мастера, для которых резные узоры являются хобби, используют инструмент по дереву более широкого ассортимента. Существуют ручные ножи, стамески, резцы, электрические, лазерные граверы, приспособления для дрелей, заточных станков (гибкий вал). При изготовлении крупных конструкционных элементов жилищ (колонны, балки) с декоративной резьбой обычно используется бензопила, многофункциональный электроинструмент, лобзик, сабельная пила.
Необходимое оборудование
При соблюдении технологии можно добиться углубленного или, наоборот, выпуклого изображения – в зависимости от задумки.
 Граверы для гравировки
Граверы для гравировки
Для нанесения механической гравировки применяются специальные машинки – граверы. Они работают от электросети и помогают нанести качественное изображение на поверхность полированного металла. Работают на основе ударного способа гравирования, выполняя полировку и зачистку поверхности. Обладая удобным размером, граверы просты и легки в использовании.
Принцип работы машинки для гравировки заключается во вращении подвижного элемента, который приводится в движение электродвигателем через редуктор. Как правило, такие машинки обладают небольшой мощностью – всего до 200 Вт, но ее вполне хватает для гравировки в домашних условиях. В комплектацию некоторых машинок входит крепеж, и поэтому, закрепив гравер на столе, мастер вращает деталь обеими руками, выполняя сложный узор.
Машинки для декорирования
Все машинки для гравировки металла делятся на три группы.
Фрезерные машинки. Используются для декорирования деталей большой толщины. Предназначены для обработки металла, дерева, пластика. Такие граверы имеют большие размеры, но в работе удобны из-за отсутствия вибрации и простоты в использовании. Оборудован такой станок рабочим полем, над которым вращается фреза. Фрезы двигаются с большой скоростью и точностью, что исключает человеческий брак.

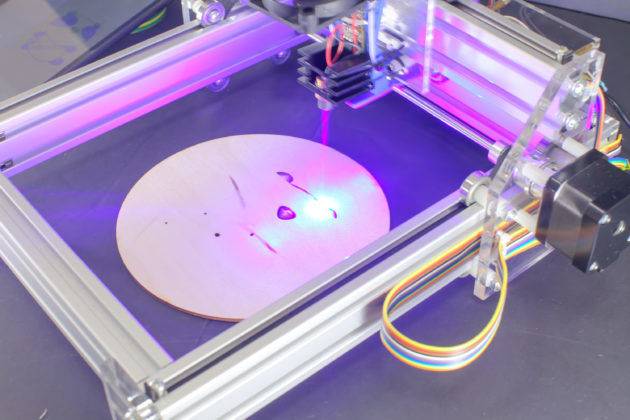
Лазерные граверы. Машинки на основе лазера используют для декорирования не только металла, но и стекла, дерева, камня, картона, пластика, кожи, и многих других материалов. Очень удобные станки, выполняют высококачественные изделия. От мощности лазера зависит толщина обрабатываемой поверхности и скорость работы станка. Технология основывается на нанесении специальной пасты на изделие, затем прибор наводит лазер на поверхность, под его действием металл плавится и испаряется.
Бормашина. Немного похожа по принципу работы на стоматологический аппарат. Работает в комплекте со специальными фрезерными насадками. Перед началом работы такой станок необходимо протестировать, чтобы получить высокий результат с первых мгновений использования.

Машинки для гравировки имеют и различную комплектацию. Съемные части позволяют выполнять не только рисунки и надписи, но и производить полировку, шлифовку или делать отверстия в металле. Надписи и рисунки создаются в результате вращения маленькой насадки в виде конуса, которая и вытачивает металл. Насадки на машинках могут быть нескольких разновидностей:
- резец;
- щетка из проволоки;
- точильный круг;
- наконечник для полировки;
- сверла;
- диски;
- буры.
 Машинки для гравировки
Машинки для гравировки
Гравировка
В процессе гравировки на поверхности металла (изделия) с помощью специального инструмента – штихеля – вырезаются различные рисунки, орнаменты и монограммы.
В технологии художественной гравировки различают плоскостную (двумерную) гравировку, при которой обрабатывается только поверхность, и обронную (трехмерную) гравировку, при которой резцом создается рельеф или даже объемная скульптура из металла. Обронную гравировку в свою очередь подразделяют на выпуклую (позитивную), когда рельеф выше фона, в углубленную, когда рельеф ниже фона, т. е. вырезается с поверхности.
Гравировка бывает ручной и механической. Механическая гравировка выполняется борами с применением бормашины. При гравировке изделий из драгоценных металлов механическая гравировка применяется редко, а в тех случаях, когда применяется, ее назначение – предварительная гравировка, после: которой производится ручная гравировка – штихелем.
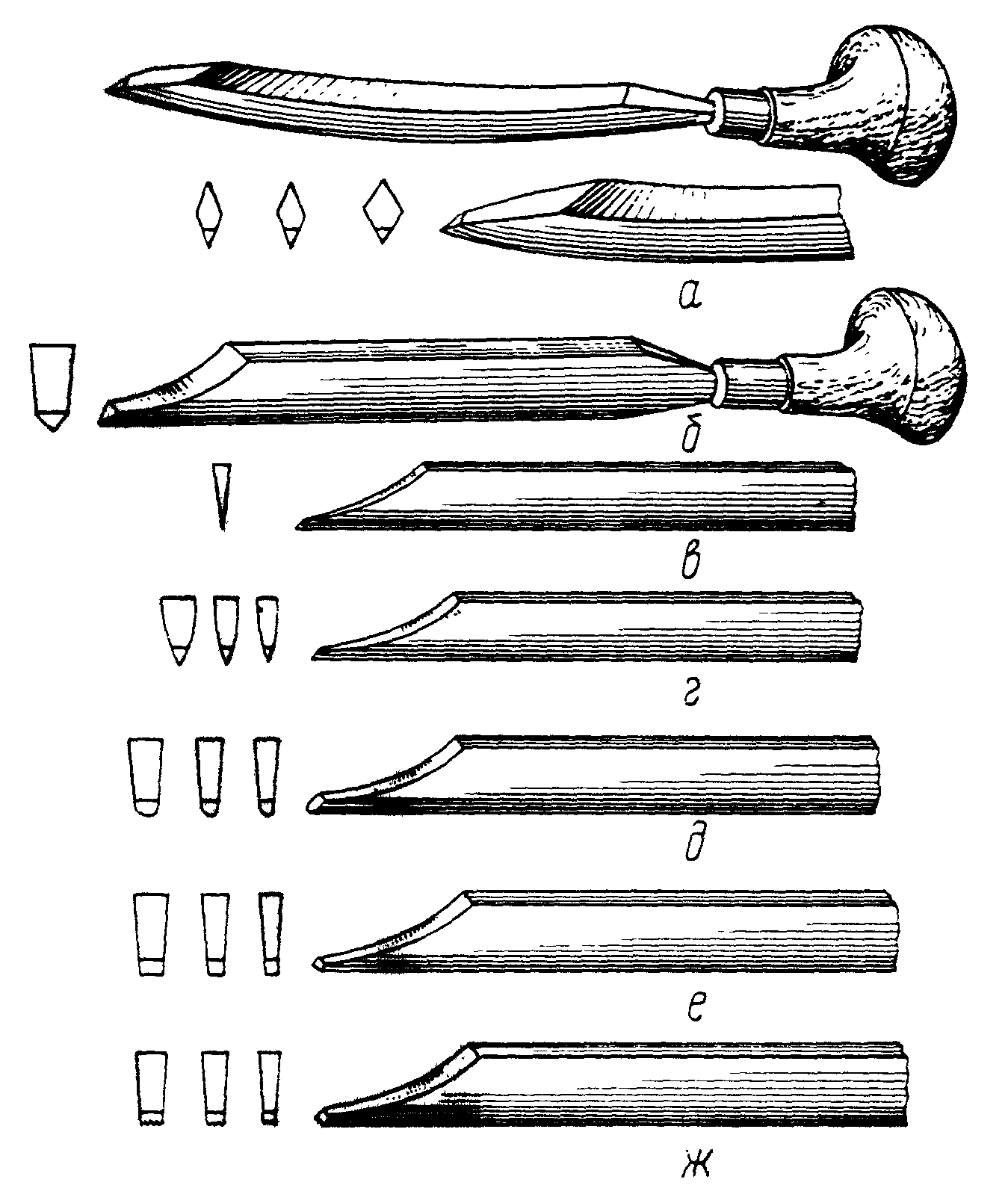
Основным инструментом при гравировке является штихель – стальной резец, вставленный в деревянную ручку. Штихели бывают нескольких видов (рис. 42) и различаются по форме клинка и поперечного сечения. Режущая часть штихеля имеет типичную форму клина, снимающего стружку с поверхности металла поступательным движением. Большое значение имеет угол заточки штихеля, который должен быть 45°, при этом резец будет резать металл легко и на нужную глубину. Если угол заточки меньше 45°, то при гравировке резец будет перемещаться рывками, а при большом угле заточки скользить по металлу. Рабочая часть резца должна быть отшлифована.
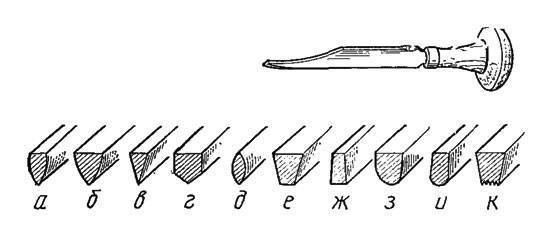 Рис. 42. Виды штихелей: а – узкий шпицштихель, б – широкий шпицштихель, в – мессерштихель, г – фасонный, д – юстировочный, е – флахштихель с широкой спинкой, ж – флахштихель с узкой спинкой, з – болштихель с широкой спинкой, и – болштихель с узкой спинкой, к – фаденштихель
Рис. 42. Виды штихелей: а – узкий шпицштихель, б – широкий шпицштихель, в – мессерштихель, г – фасонный, д – юстировочный, е – флахштихель с широкой спинкой, ж – флахштихель с узкой спинкой, з – болштихель с широкой спинкой, и – болштихель с узкой спинкой, к – фаденштихель
Изготовляются штихели вручную из инструментальной стали У12 и ХВГ. Основные виды штихелей, применяемых при гравировке ювелирных изделий, следующие: прорезной, вырезной, радиусный, плоский и т. д.
Прорезной штихель (мессерштихель) в поперечном сечении имеет клиновидную форму с острой, слегка закругленной режущей кромкой. Радиус закругления 0,1-0,2 мм. Этот вид штихелей имеет шесть размеров и применяется для вырезания волосяных линий большой глубины.
Вырезной штихель (шпицштихель) отличается от прорезного тем, что боковые стенки в поперечном сечении имеют небольшую выпуклость. Этот вид штихеля наиболее распространен, он имеет 20 различных размеров.
Радиусный штихель (болштихель) имеет в сечении клиновидную форму. Режущая кромка выполнена по радиусу от 0,3 до 1,5 мм. Используется для штифтовых надписей и чистовой обработки поверхности изделия. Имеет 20 различных размеров.
![Гравировка по металлу своими руками [штихель для гравировки]](https://benzo-electro-instrument.ru/wp-content/uploads/5/4/f/54f02a2a1fe1d18f183dd5afd96ca63c.jpeg)

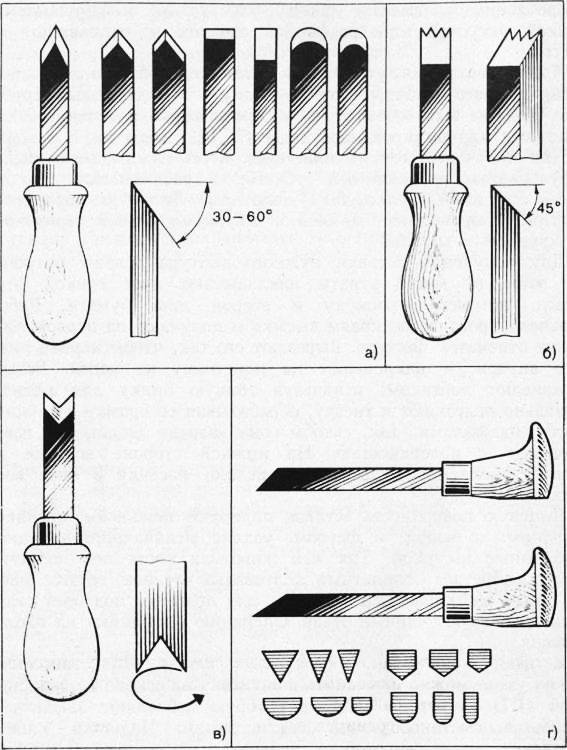





Плоский штихель (флахштихель) имеет плоскую режущую кромку шириной 0,2-3 мм; применяется для получения широких плоских углублений, а также для чистовой обработки ювелирных изделий; имеет 20 различных размеров.
При гравировке плоских изделий применяется специальная кожаная гравировальная подушечка. Часто при гравировке изделия закрепляют в граверную колоду.
При обронном гравировании с поверхности, как правило, снимается большая масса металла, поэтому, кроме штихелей, применяются гравировальные зубила, так как рубить металл значительно легче и быстрее, чем резать его штихелем. Кроме штихелей и зубил при обронном гравировании применяются керны (для разметки поверхности), сечки (плоские зубила различной ширины с заточкой на одну сторону), чеканы (стальные стержни для выравнивания фона и набивки фактуры).
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Фото:

Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
ВАЖНО ЗНАТЬ: Оборудование для литья алюминия в домашних условиях
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.





