

Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
.
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра.
Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
Внутреннее устройство и принцип работы листогибочных станков
Внутреннее устройство трехвалкового станка выполнено таким образом:
- средний валок неподвижен;
- передний сдвигается по вертикали на величину, немного превышающую максимальную величину изгиба элемента;
- задний ролик движется в станинных стойках, гарантируя изгиб детали на заданном радиусе.
Ведущим является передний или же средний ролик. Работы регулируются благодаря рамке и подшипнику, с движущейся в горизонтальном направлении основой.
 Роликовый нож листогиба
Роликовый нож листогиба
Профилегибочный агрегат обладает другой расстановкой валков, что кардинально меняет способ обработки заготовок. Оси валков размещены вертикально или горизонтально. Встречаются также профилегибочные станки с наклонными валками. Регулировка чаще всего выполняется посредством электропривода. Для данного типа установок применяется асимметричное размещение валков.
Профилегибочное оборудование сегодня позволяет:
- выравнивать;
- сгибать;
- корректировать рабочий материал;
- выпускать профили с требуемыми формами, размерами и конфигурациями.
Прежде чем начать обрабатывать заготовку, нужно учесть такие характеристики, как:
- толщина металла;
- качество материала;
- форму.
Листогибочный станок
Изготовление станка своими руками
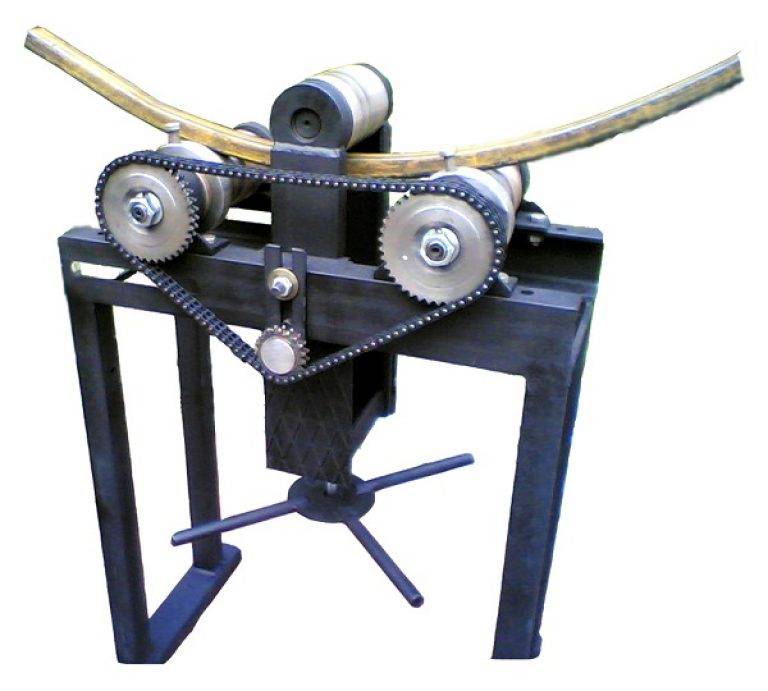
Роликовый тругогиб в сборе
Для изготовления своими руками даже самого обычного самодельного профилегиба понадобится расчет. В таком случае мала вероятность ошибиться с размерами, потребностью в материале и выдерживаемыми усилиями.
После этого:
- при помощи болгарки нарезаются металлические или деревянные элементы основания;
- изготовление валов и других ответственных деталей доверяется токарю. При наличии токарного станка и навыков работы с ним можно все сделать самостоятельно. Размеры вала должны быть согласованы с применяемыми подшипниками и звездочкой;
- в кольцах просверливаются пазы и отверстия;
- готовится основание для прижимного вала. Он крепится к полке через шпонку;
- монтируется каркас основания;
- монтируются опорные валы и устраивается портальная конструкция для верхнего вала;
- все движимые элементы станка соединяются цепью;
- крепится ручка вращения для работы вручную или подкрепляется к двигателю. Монтируется домкрат.
Выбирать тип станка, нужно ориентируясь на толщину стенок изгибаемых труб.
| Толщина стенок, мм | Тип приспособления гибки |
| до 20 | бетонная плита с металлическими стержнями, лубковое приспособление |
| более 20 | устройство на гидравлике или электрический станок |
Благодаря сборке станка своими руками можно избежать лишних затрат на заводское оборудование. Плюсом личного станка станет его полная адаптация под конкретные нужды и потребности. В случае необходимости сделанный самостоятельно агрегат можно усовершенствовать и перекомплектовать.







Закрепить навыки изготовления ручного гибочного станка, можно посмотрев видео:
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
 Промышленный станок для гибки профиля из алюминия
Промышленный станок для гибки профиля из алюминия
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании
Здесь речь идет о ручном оборудовании.
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.









Оборудование для гибки алюминиевого профиля
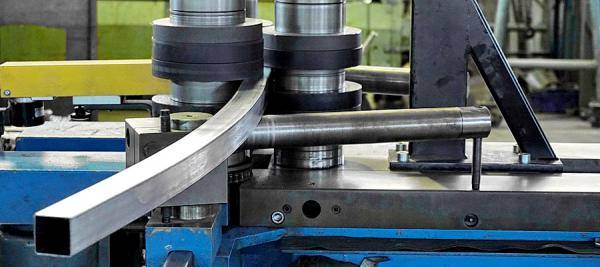
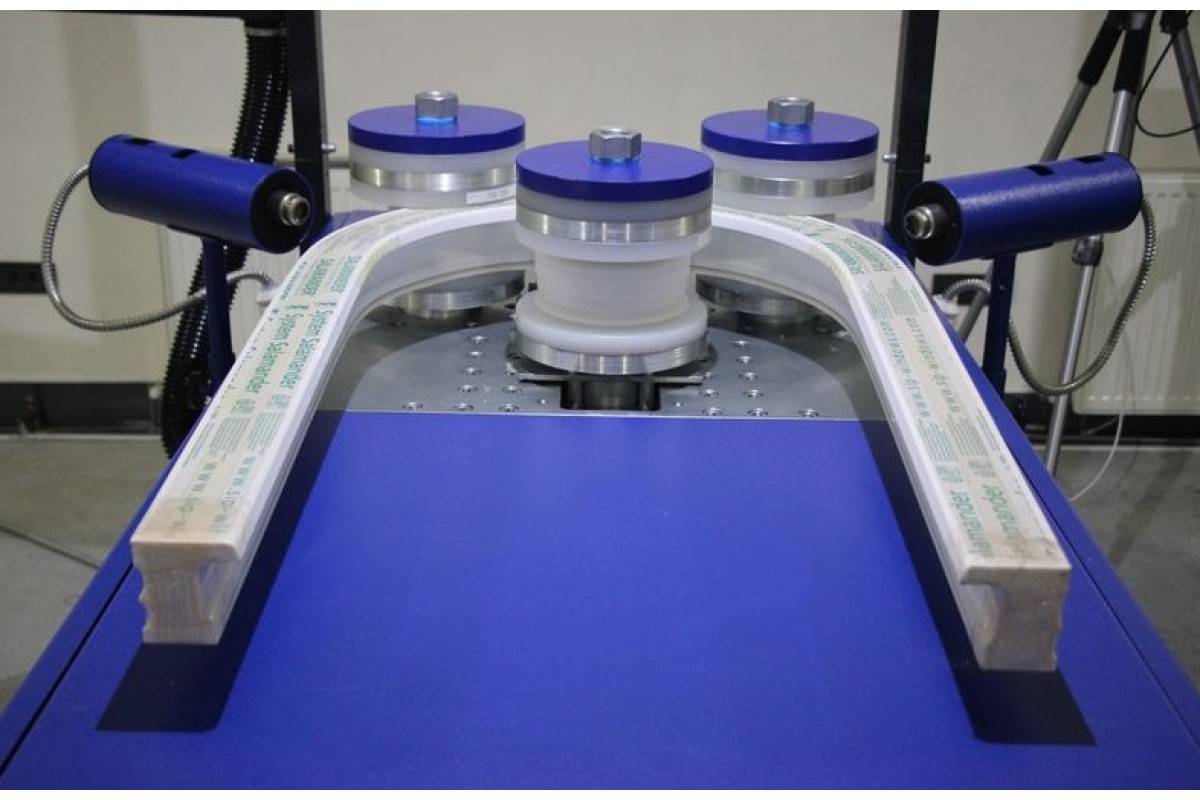
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки — ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1. Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
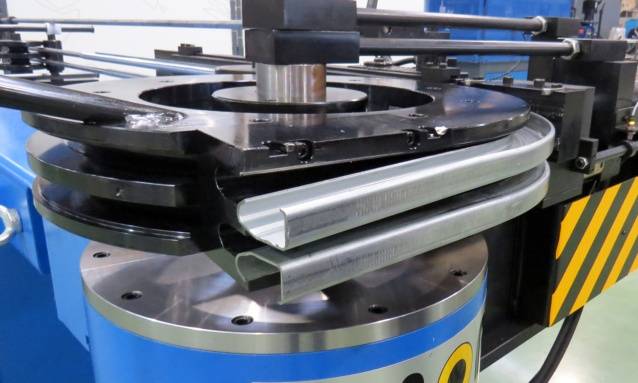
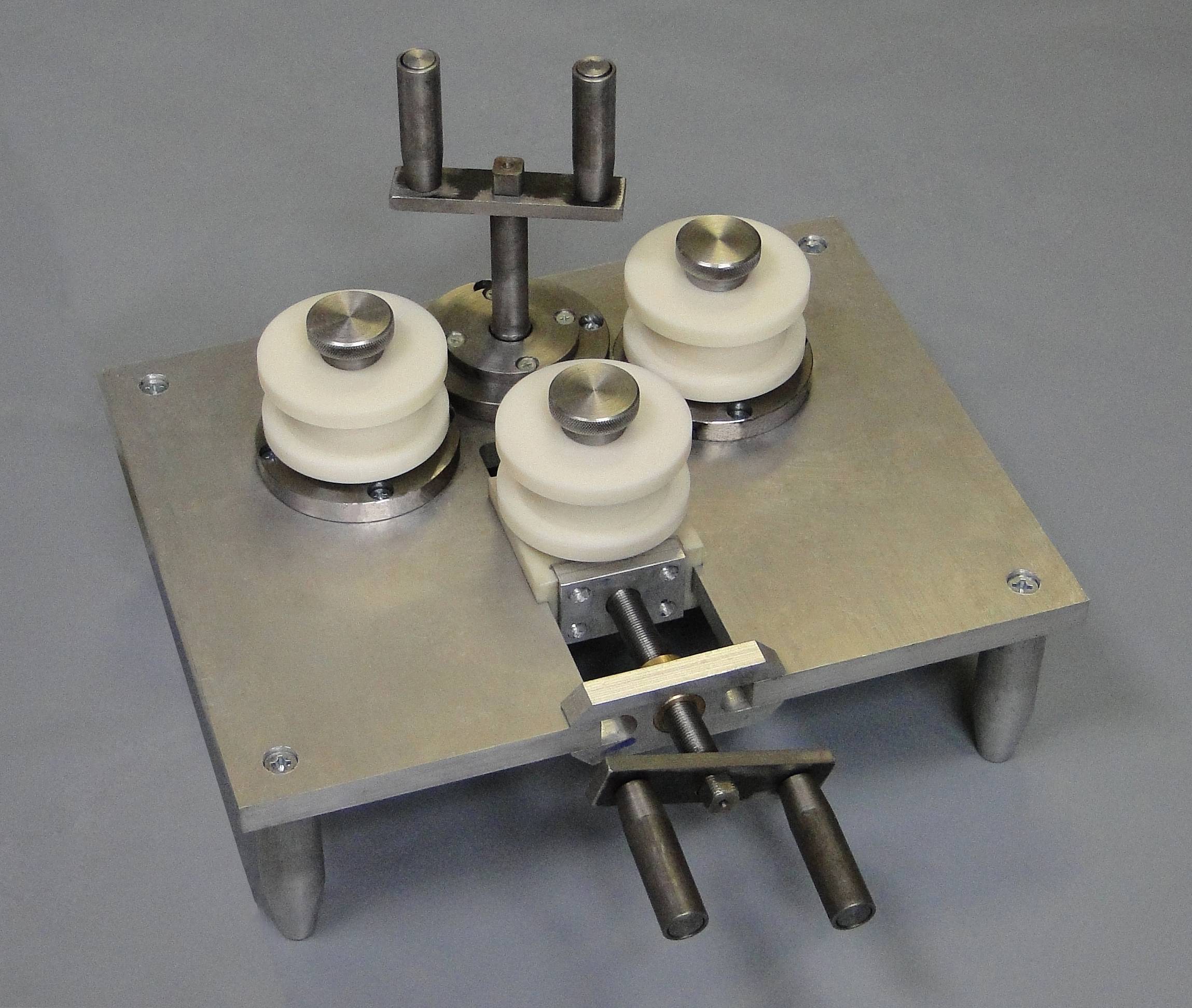
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
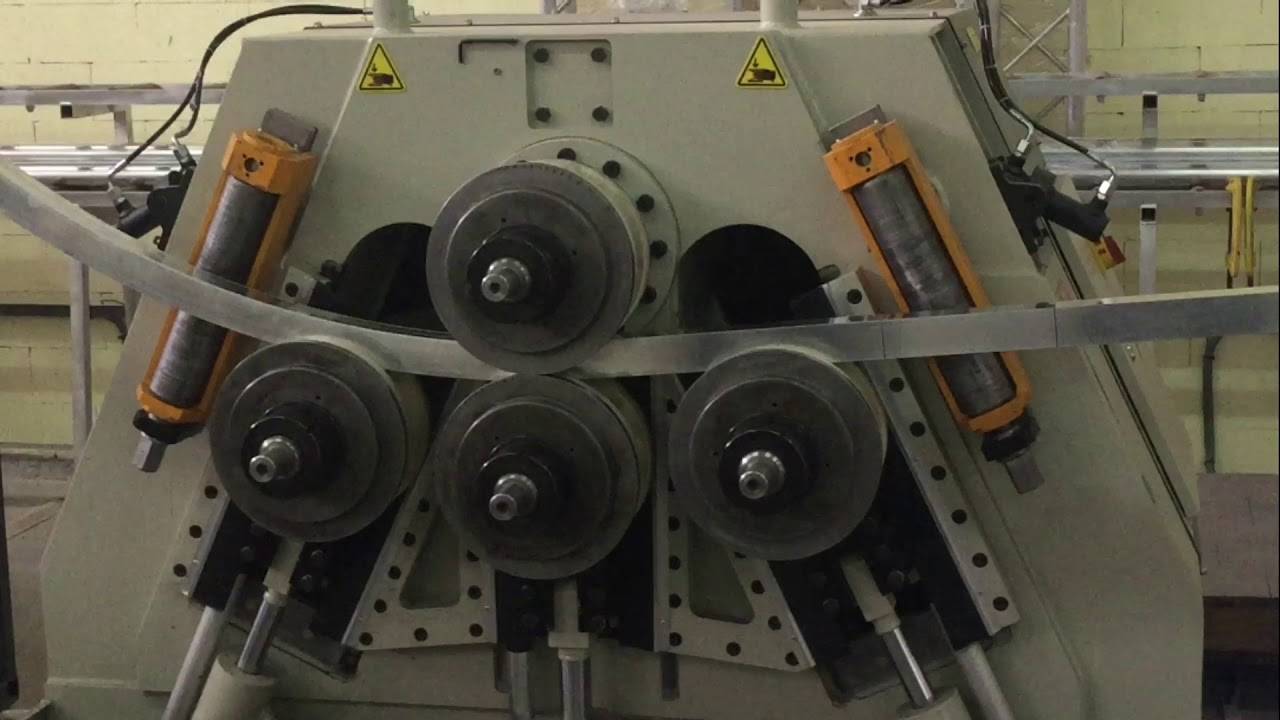
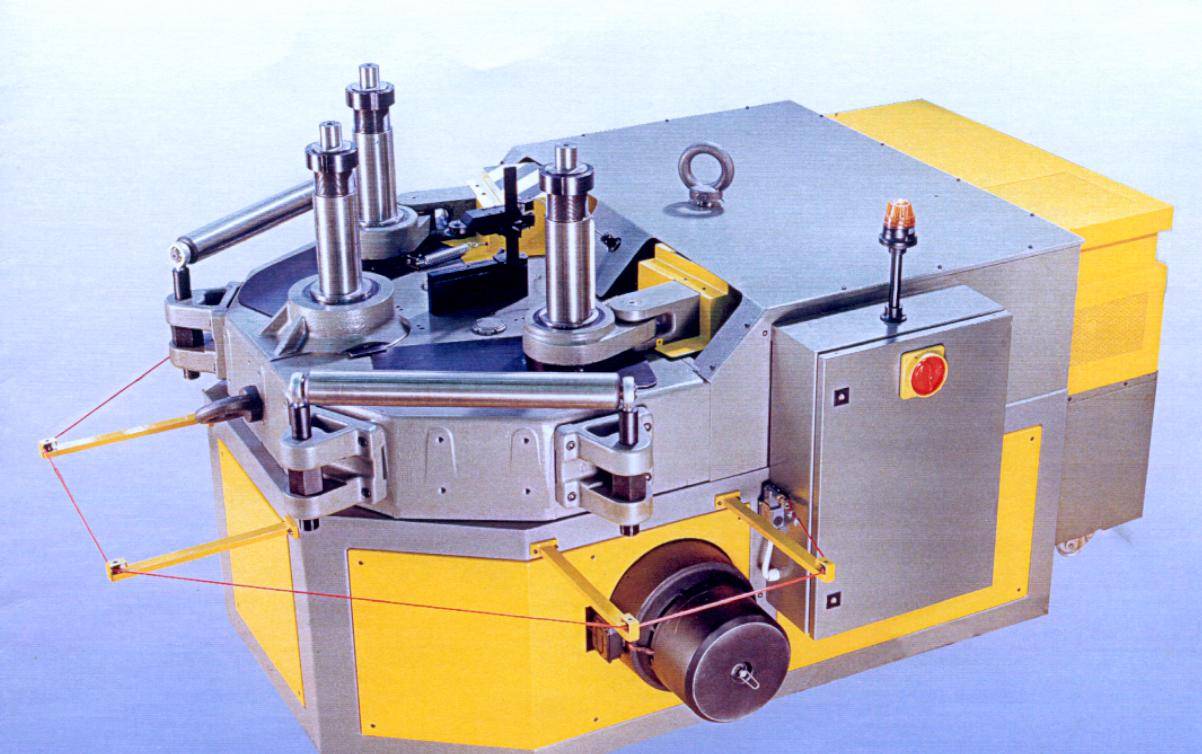
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.
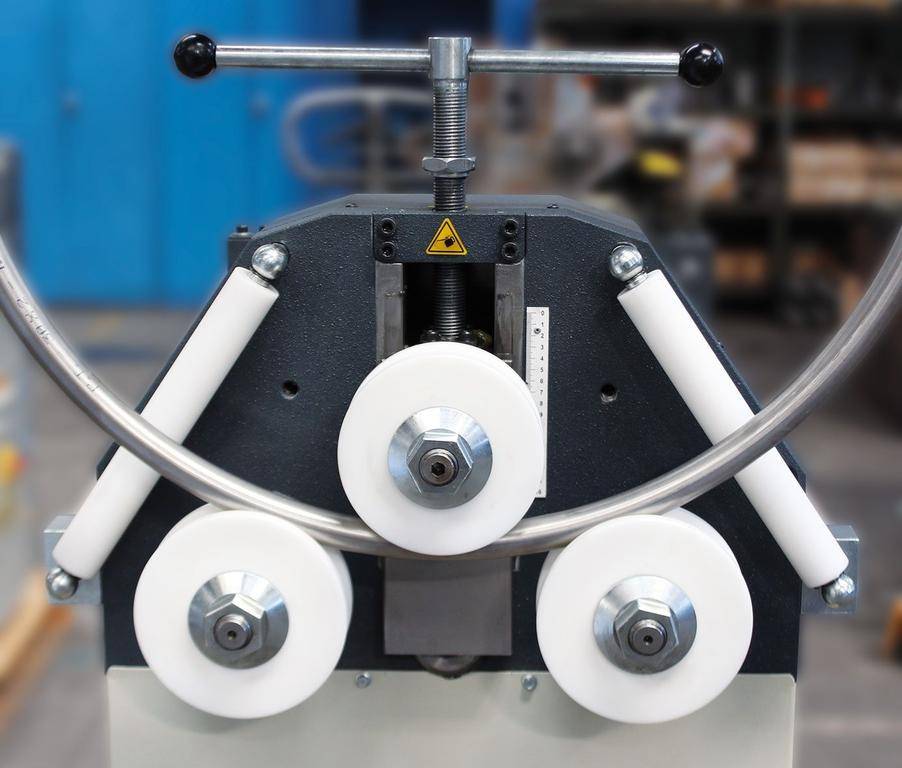
На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.
Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке. Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
Конструктивные особенности гибочного станка
Оборудование для сгибания металлических листовых заготовок отличает довольно замысловатая конструкция. Станок составляется из частей:
- специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;
- роликового ножика для резки. Этот нож, как правило, очень хорошо заточен и отличается прочностью, чтобы мог легко выдерживать нагрузку и без труда рассекал твёрдый металлический лист;
- упоров, расположенных впереди — применяются для регулирования ширины делаемого разреза;
- фиксаторов параметров высоты. Они регулируют обрабатываемые детали по высоте.
Параметры длины и уровень размера максимальной толщины изделия, которое будет обрабатываться, отличаются у станков разного вида.
Устройство ручных листогибочных станков
К примеру, для обработки тонкого металла с толщиной, не превышающей одного миллиметра, следует применять ручные листогибы. Они обеспечивают высокую точность при выполнении работы, не упуская из вида ни одной детали. Если же толщина металла выше одного миллиметра, то понадобится станок с электрическим приводом.
Кстати, оборудование для сгибания профиля с ручным приводом идеально подходит в быту. Станок для гибки листового металла такого класса прост в эксплуатации, не нуждается в высоком уровне квалификации и подойдёт даже любителю токарного дела.
Принцип работы ручного листогибочного агрегата основывается на следующем: металлический лист фиксируется прижимной балкой, а сгибает его подвижный пуансон.
Кроме этого, процесс изготовления жестяных изделий ускоряется при работе за станком двух человек. Этот фактор существенно облегчает процесс обработки металла на ручном оборудовании. Лист металла при этом подается и удерживается 4-мя руками, разметка, фиксация и сгибание производятся одновременно с двух сторон.
Для обеспечения удобства работы с большими листами, нужно использовать такие модели станка, в которых предусмотрена тыловая подача сырья. В таких случаях операторы станка не помешают друг другу.
 Тыловая подача
Тыловая подача
Процесс гибки
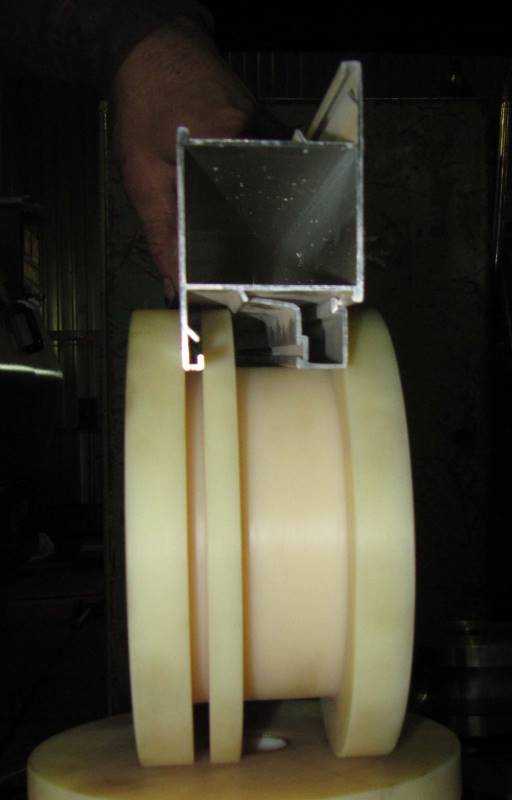
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» — «дуга, изгиб») — тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема — пространства между двумя опорами. Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Установка и уход за гибочным станком
Чтобы во время работы гибочного станка любого вида не возникло проблем, и они не поломались раньше времени и не испортили заготовки, нужно соблюдать несколько правил при их эксплуатации:
- чтобы элементы оборудования не подверглись коррозии, его используют в помещении, поддерживающим плюсовую температуру (до 35 градусов). Если температура будет выше, может потечь смазка, которой обработаны детали станка. При низких температурах она может замёрзнуть, и тем самым работа оборудования будет нарушена, и оно быстро выйдет из строя;
- листогибочные конструкции не должны находиться в местах, где уровень влажности составляет выше 75%;
- если гибочный аппарат был куплен зимой, прежде чем его собрать, нужно оставить его элементы в теплом помещении, чтобы они нагрелись до уровня комнатной температуры, и только после этого начать сборку и работу. Несоблюдение указанного правила может вывести аппарат из строя;
- при сборке обязательно нужно внимательно прочитать инструкцию и проверить комплектацию.
Как и другое оборудование, листогибочные станки требуют должного ухода:
- детали конструкции листогиба следует чистить мягкой тканью и протирать с помощью специального растворителя после каждого применения;
- рекомендуется периодически очищать технику с помощью сжатого воздуха (раз в месяц);
- металлические детали следует смазывать жидким машинным маслом после чистки;
- раз в месяц также рекомендуется наносить смазку на некоторые узлы и рамы.
При соблюдении указанных правил можно продлить срок работы гибочного станка на долгие годы.
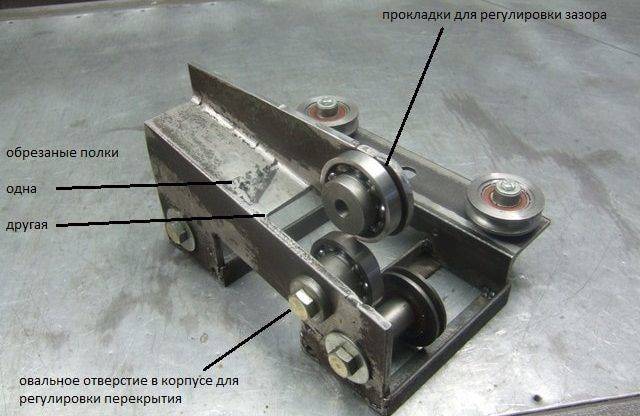
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.






Originally posted 2018-03-28 15:20:26.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды. По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Преимущества обращения в нашу компанию
- Мастера VT-Metall принимают заказ на гибку алюминия по эксклюзивным эскизам заказчика.
- Высокоточное оборудование позволяет нам максимально приблизиться к требованиям клиента. Гибочные станки, которые мы используем, отличаются большой точностью, они позволяют исключить человеческий фактор из автоматизированного процесса.
- Мы принимаем в работу заказы любой сложности.
- Услуги нашей компании доступны как частным заказчикам, так и руководителям производств.
- Относясь с уважением к своим клиентам, мы стремимся соблюдать сроки заказа и гарантируем высокое качество всего комплекса работ.
Как сделать профилегиб своими руками
 Еще раз напомним, что для профессиональных строителей рекомендуется использовать функциональные стационарные станки. Если же вам необходимо выполнять работы по гибке изделий небольшого объема, то вам будет достаточно инструмента, который можно изготовить своими руками.
Еще раз напомним, что для профессиональных строителей рекомендуется использовать функциональные стационарные станки. Если же вам необходимо выполнять работы по гибке изделий небольшого объема, то вам будет достаточно инструмента, который можно изготовить своими руками.
Для изготавливаемого профилегиба своими руками чертеж станет основой, которая поможет упростить решение этой задачи. Решая вопрос с размерами будущего оборудования, необходимо ориентироваться на размеры заготовок, которые придется обрабатывать. Если вы планируете гнуть трубы диаметром не более 20 мм, то вы можете сделать простейший вариант профилегиба. Конструкция подобного инструмента будет состоять из железных штырей, которые необходимо зафиксировать на основании.
Чтобы выполнить деформацию заготовки, ее помещают между штырями, а затем начинают давить в требуемом направлении. Если вам предстоит иметь дело с более толстыми трубами, то лучше сразу изготовить более мощный профилегиб своими руками. Следует сразу приготовиться к тому, что чертежи и конструкция подобного инструмента будут отличаться повышенной сложностью. Однако при должном упорстве вы и эту задачу сможете осилить.
Для изготовления подобного профилегиба вам потребуются ролики. Если вы будете делать их своими силами, то им необходимо придать круглое сечение. Их в дальнейшем придется установить на основании. Имейте в виду, что между радиусом ролика и радиусом заготовки должно наблюдаться соответствие. Далее берем концы трубы, которая находится между роликами, и фиксируем к лебедке. В то же время с другой стороны ее концы необходимо закрепить на основании. Используя подобнуя лебедку, вы легко придадите заготовке требуемую форму.
Если вам не подошел рассмотренный вариант, то вы можете использовать еще один способ изготовления профилегиба своими руками. Для него вам понадобится цементный раствор. Для этого необходимо взять цемент и песок, соблюдая пропорции 1:4. После этого на площадке, где предварительно создана гравийная подушка, размещаем фрагменты трубы сечением 80 мм. Причем они должны быть удалены друг от друга на расстоянии 50 мм. Когда трубы будут уложены, можно приступать к заливке раствора. При этом вначале необходимо еще раз удостовериться, что фрагменты труб располагаются строго по вертикали. Далее необходимо дождаться, когда раствор схватится.
Во время проведения работ нужно быть готовым к тому, что могут возникнуть трещины и выпучивание. Избежать этих неприятных явлений можно, если в трубу заготовки насыпать кварцевого песка. Один конец трубы затыкают деревянной конусной пробкой, в которой необходимо сделать отверстия, обеспечивающие удаление образующихся газов. Далее начинаем нагревать трубу до тех пор, пока она не сменит свой первоначальный цвет на темно-вишневый. Дождавшись остывания заготовки, снова насыпаем в нее песок для заполнения свободного пространства. Для предотвращения возникновения пустот время от времени обстукивайте трубу молотком.





