

Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
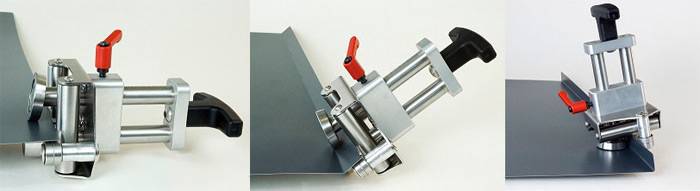
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.
Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.

Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Выбрать подходящее исполнение ручного сегментного листогиба на основании рассмотренной классификации следует, исходя также из дополнительных опций, предлагаемых фирмами-производителями, объёмов изготовления продукции и степени её конструктивной сложности.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Распаковали листогиб НЕ ЗАЛЕЗАЙТЕ в настройки гибочного станка! Сначала посмотрите ИНСТРУКЦИЮ
433
11
6
00:05:49
04.02.2022
Мы просим наших клиентов не трогать и не ЗАЛАЗИТЬ в настройки листогиба при получении. Нужно смотреть эту инструкцию перед началом работы. Листогибочные станки уже приходят настроенными под конкретный металл. Вы можете попросить наших сотрудников настроить гибочный станок под определенный металл. Компания ООО Х-Профиль поможет с подбором гибочных станков для металла.
Данное видео решено было записать, так как многие клиенты сразу после распаковки гибочного оборудования Decker, Sorex или Transformer моментально брались настраивать листогибы. Своими действиями они сбивали заводские настройки и листогибы переставали производить ровный гиб металла.
Компания ООО Х-Профиль производит настройку листогибочного оборудования под толщину 0.5 мм; 0.7 мм; 1.0 мм оцинкованного листа ПЕРЕД отправками своим клиентам! Будьте внимательны!
Все гибочные станки у нас в наличии на складе в г. Москва. Листогибы мы настраиваем под металл заказчика перед отправкой. Цены и прочую техническую информацию уточняйте у менеджеров.
…………………………….
Наши сайты:
1. ????
2. ????
3. ????
…………………………….
Как с нами связаться
1. Написать нам на почту: info????x-profil.ru
2. Позвонить по телефону: +7 (495) 150-64-15
…………………………….
Какие изделия можно производить на ручном листогибах:
1. Фасад и окна: начальная планка, отлив, наличник и пр.
2. Кровля: конек большой, конек простой, угол наружный, угол внутренний, уголок, ендова большая, ендова малая, капельник, карнизная планка и пр.
…………………………….
Так же в продаже имеются станки для производства фасадных панелей, дорожных знаков, пожарных шкафов, коробов, коробок, водосточных систем, вентиляции и пр.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.









Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.
Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Секретная разработка! Угломер на листогиб Tapco.
274
6
00:00:21
22.08.2021
Американцы нервно “курят” в сторонке ! Секретная разработка! Угломер на листогиб Tapco.
Станки Сибири
656008 г. Барнаул ул. Партизанская 266Б
????
info????stansib.ru
+79646037787
Станки , запчасти или просто консультация :
WhatsApp/Viber +79646037787
Листогибы TAPCO #листогиб #tapco , а также оборудование для работы с такими объектами как #кровля #сайдинг #вентиляция #фасад #металлоизделия #фальцеваякровля . А также #станки для #металлообработка #фасадныеработы #кровельныеработы #монтажкровли #вентиляциямонтаж
Оборудование под ключ у вас в цехе!
–
Гарантия качества от производителя!
Широкая линейка !
В наличии и под заказ!
Гарантия !
Расходка в наличии!
Ремонт и сервис!
Доступная цена!
Бесплатно: доставка, настройка и обучение !
#Stansib.ru
#metal #VanMark
#homebuilding
#tools #ремонткровли
#roof #фальц
#металл
#инструмент
#изделияизметалла
#дымоход
Ручной сегментный листогиб STALEX PBB 1020/2,5

На этой универсальной модели с одной сегментной балкой изготавливают изделия сложных конфигураций: коробки, кожухи, корпуса и вентиляционные элементы, поддоны и др. Гибка на четыре стороны происходит регулировкой сегментов, которых на устройстве 11 размерами от 25 до 270 мм.










Ширина гибочной балки 15 мм, высота подъема – 0,5 метра.
Особенности конструкции:
прочная стальная станина.
ножная педаль позволяет быстро выполнять поворот и перемещать заготовку.
пружинная система и вертикальный ход гибочной траверсы гарантируют закрепление заготовки точно параллельно поверхностям.
аккуратный сгиб обеспечивается длинными зажимными пластинами
Ручные листогибы от торговой марки Tapco
Торговая марка Tapco (США) известна своим оборудованием для профильной гибки листа. Листогибы Tapco ориентированы преимущественно на производство анодированных стальных профилей под кровельные работы, предназначены для установки на открытых площадках, а потому выполнены практически полностью из коррозиеустойчивых материалов. Это, естественно, сказывается на цене листогибов Tapco – она намного выше, чем у отечественного аналогичного оборудования. Отличительными особенностями ЛГС от Tapco являются:
- модульный принцип сборки, что ускоряет процесс монтажа станков;
- наличие предохранителей от повреждения рабочих поверхностей агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на новое место применения;
- расширенные опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, фирменный сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условии выполнения всех требований производителя);
- привлекательный дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду соответствующего оборудования. использование которого предполагается в сложных погодных условиях.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.

По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
станок с матрицей, прессом и пуансоном;


Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.

Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Выбрать подходящее исполнение ручного сегментного листогиба на основании рассмотренной классификации следует, исходя также из дополнительных опций, предлагаемых фирмами-производителями, объёмов изготовления продукции и степени её конструктивной сложности.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.

Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции

Как выбирать станок?
На выбор станка оказывают влияние различные факторы, которые нужно учитывать при их приобретении. Для проведения разовых работ достаточно переносного ручного станка. При постоянной потребности в оборудовании подходить к его выбору нужно более основательно
Важной характеристикой станков, определяющей их выбор, является максимально допустимая толщина используемых для сгибания металлических листов и их размер
С металлическими листами толщиною до 2,5 мм легко справляются ручные листогибы. Они оснащены рычагами подачи материала, имеют небольшой вес. Ручные листогибы незаменимы в производстве нестандартных профилей. Для работы с металлическими листами толщиною более 2,5 мм используют электрические станки. Тонколистовой оцинкованный или окрашенный материал 0,5-1,5 мм сгибают пневматическим оборудованием.
Мнение эксперта
Торсунов Павел Максимович
Обычный листовой прокат до 5 мм можно гнуть на гидравлических станках. Для стальных листов и нержавейки до 2,5 мм хорошо подходит механическое оборудование. От правильного выбора оборудования зависит качество работ.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Страницы
- 1
- …
- следующая ›
- последняя »
Curtiss-Wright KD2C Skeet. Технические характеристики. Фото.










Вертолёт Kaman SH-2G Super Seasprite. Технические характеристики. Фото.
Орбитальный самолет
Последние новости:
В Москве, на фоне коронавируса, смертность достигла максимума за целое десятилетие
Иранские военные по ошибке уничтожили крылатой ракетой собственный корабль — около 37 человек погибли. Видео
Российский Су-57 выполнил уже более 3500 полётов — более десятка только в Сирии
Последнее видео:
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Полёт российских перехватчиков МиГ-31 на малой высоте
Пустая Москва / Карантин / Видео
Далее
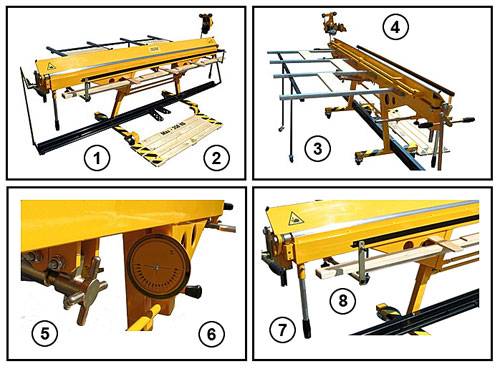
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к бюджетным исполнениям рассматриваемых станков. ЛГС-26 — агрегат проходного типа (имеет отрезной нож для фиксации конечных размеров изделия, способных деформироваться в процессе гиба на сложные конфигурации). Он лёгок, мобилен и может эксплуатироваться непосредственно на строительных площадках, к примеру, при выполнении различных кровельных операций. ЛГС-26 относится к ручным листогибам, предназначенным для работ исключительно с тонколистовым металлом, но при этом может выполнять гиб дажеа небольших полок (до 15 мм), и на угол до 180. ЛГС-26 отличается невысокой ценой, а надёжная конструкция прижима обеспечивает равномерность зажима заготовки по всему фронту гибки. Использование в ЛГС-26 более жёсткой рамы дает сегментному блоку пуансонов отличную точность. Количество опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Кроме того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 имеет угломер, что обеспечивает дополнительные удобства во время работы. ЛГС-26 может сравнительно быстро переналаживаться для работы с изделиями большой длины, для чего в конструкции есть проходной раздвижной стол. Отрезная машинка снабжена долговечными стальными направляющими.





