

Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Как выбрать токарный станок
Прежде чем делать покупку, необходимо определиться, какой нужен токарный станок для мастерской – по дереву или по металлу. Каждый вид имеет свои конструктивные особенности: разработчики учитывают специфику работы с относительно мягким деревом и твердыми материалами. Выбирать оборудование необходимо с учетом назначения и других особенностей
Обязательно уделяется внимание мощности электродвигателя, типу станины, размерам и весу понравившейся модели. Правильный выбор поможет решать в домашней мастерской или на производстве самые сложные задачи
Назначение
Перед изучением характеристик токарного станка, определяются с его назначением. Оборудование для работы с металлом отличается от моделей, предназначенных для обработки дерева. Наличие суппорта с резцедержателем помогает эффективно использовать резцы, с помощью которых аккуратно снимаются тонкие слои со стальных заготовок. В деревообрабатывающем оборудовании суппорт заменен на подручник. Металлообрабатывающая техника более универсальная – с ее помощью можно выполнять операции с деревянными заготовками, деталями из пластика.
Размеры и вес
Станок должен без проблем занимать отведенное место в мастерской. Размеры станины определяются решаемыми задачами. При работе с металлом длина заготовок не большая, а при обработке дерева – может достигать 1 метра. Производители деревообрабатывающих комплексов выпускают удлинители для станины, которые помогают при производстве балясин и других габаритных изделий
При выборе необходимо уделить внимание и высоте расположения центров – от этой характеристики зависит максимальный диаметр обрабатываемой детали
Чем больше вес – тем меньше вибраций. Тяжелая станина и массивные балки делают оборудование устойчивым. Если станок планирует перемещать, перевозить, то лучше купить более легкую модель, вес которой не будет превышать 30-80 кг.
Мощность двигателя
Характеристика привода, которая имеет важное значение при обработке деталей с большим диаметром. При работе с небольшими по размерам заготовками можно выбрать модель с электромотором небольшой мощности. Это позволить экономить на электроэнергии
Другим способом снизить расходы является покупка электрооборудования с регулировкой числа оборотов. Для домашней мастерской достаточно техники, с электродвигателем 250-400 Вт. На небольшое производственное предприятие можно выбрать модель с мотором 500-700 Вт. Более мощное оборудование может потребовать подключение к трехфазной электросети






Это позволить экономить на электроэнергии. Другим способом снизить расходы является покупка электрооборудования с регулировкой числа оборотов. Для домашней мастерской достаточно техники, с электродвигателем 250-400 Вт. На небольшое производственное предприятие можно выбрать модель с мотором 500-700 Вт. Более мощное оборудование может потребовать подключение к трехфазной электросети.
Тип станины
Производятся модели с прямой и наклонной станиной. Прямая – самый распространенный тип станины. Используются на станках, предназначенных для обработки деталей большого диаметра и длины. Прямая станина простая в обслуживании, имеет длительный срок эксплуатации, позволяет выпускать модели с разной высотой центров.
Преимущество наклонной станины – высокая скорость отвода стружки из зоны обработки деталей. Это конструктивное решение помогает увеличить жесткость производственного комплекса, сделать скорости перемещения и вращения заготовок более высокими. Оборудование с наклонными станинами актуально для крупносерийного производства деталей.
При выборе станины предпочтение стоит отдать конструкции из чугуна. Она обладает высокой прочностью, устойчивостью к долговременным нагрузкам. К вертикальным стойкам станина может фиксироваться сваркой или болтами. Соединения этого типа надежны, но за болтами придется постоянно следить.
Другие особенности
Возможность выбора скорости вращения помогает оптимизировать токарные работы, улучшить качество выпускаемой продукции. Чем больше передач – тем шире диапазон решаемых задач. Не будет лишним наличие функции реверса. Минимальный шаг лимба помогает выполнить более точную настройку.
Большинство представленных станков имеет механическое управление, но можно выбрать модель с цифровой индикацией скорости, автоматической продольной и поперечной подачей заготовок. Эти особенности помогают увеличить производительность труда и улучшить качество обработки.
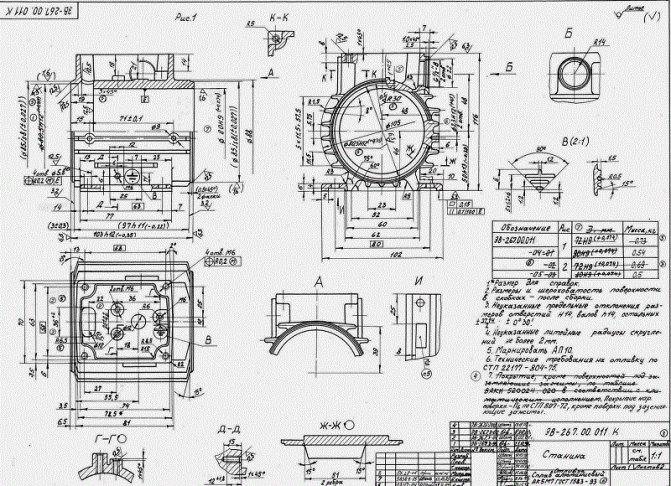
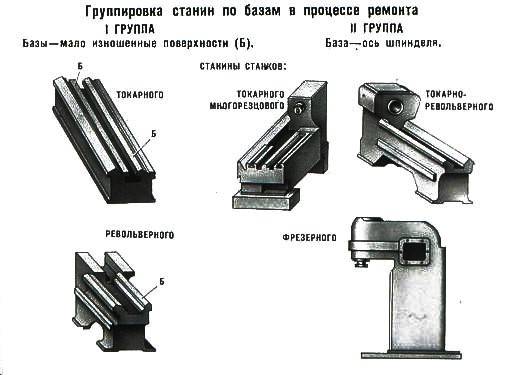
Технические требования к станинам
Технические требования формируются с целью достижения соответствия фактических эксплуатационных качеств станка и проектных требований. Требуется также обеспечить баланс между показателями производительности и себестоимостью изготовления изделия.
Отдельный важный раздел технических требований- это требования к материалам, из которых должна быть изготовлена одна из самых важных деталей станка. Регламентируются:
- марка сплава;
- физико-механические и химические свойства;
- однородность структуры, прочность и упругость как в общем, как и отдельно в наиболее важных и нагруженных местах;
- твердость материала направляющих.
Еще один раздел требований — геометрия конструкции. От точности соблюдения размеров, особенно направляющих, зависит точность работы всего станка. Они служат для перемещения рабочих органов, непосредственно обрабатывающих изготовляемое изделие
Не менее важно соблюдение точности изготовления рабочих столов, разметочных плит и других видов оснастки для размещения, закрепления и перемещения заготовок
Станина станка является точкой (или точками) отсчета координат при разметке и обработке изделия.

Геометрическими требованиями регламентируются как сами размеры, так и их предельные отклонения, параллельности поверхностей, предельно допустимые показатели изогнутости направляющих, углы уклона и радиусы сопряжения.
Немаловажный раздел требований относится к вибропоглощению и шумоизоляции. В нем описываются предельно допустимые показатели по механическим колебаниям конструкций станка на различных частотах, уровни передаваемых на фундамент вибраций. Для шумопоглощения используются специальные покрытия, наносимые как на наружные, так и на внутренние поверхности корпуса и ребер.
Особенности работы на самодельных токарных станках
Устройство и назначение суппорта токарного станка
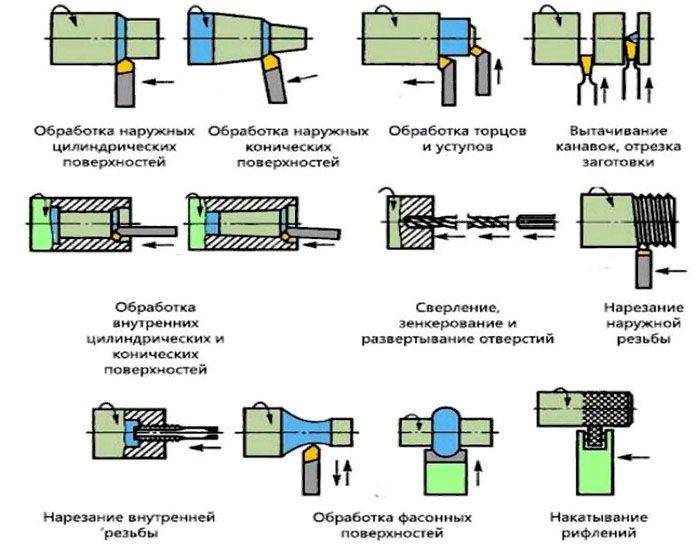
Виды токарных работ по металлу

Для контроля и получения необходимого уровня точности применяют механические и электронные штангенциркули, нутрометры, другие специализированные средства измерения
Освоение обработки металла – тема для отдельной статьи. Чтобы получить необходимый результат, учитывают вязкость и хрупкость, иные характеристики металла и рабочих кромок. Технологию оптимизируют с учётом скорости вращения заготовки, температурного режима.

Для наружного и внутреннего обтачивания, подрезания, резьбы и других операций применяют разные виды резцов
Видео токарки по металлу (советы опытного мастера):
Технические требования к станинам
Технические требования формируются с целью достижения соответствия фактических эксплуатационных качеств станка и проектных требований. Требуется также обеспечить баланс между показателями производительности и себестоимостью изготовления изделия.
Отдельный важный раздел технических требований- это требования к материалам, из которых должна быть изготовлена одна из самых важных деталей станка. Регламентируются:
- марка сплава;
- физико-механические и химические свойства;
- однородность структуры, прочность и упругость как в общем, как и отдельно в наиболее важных и нагруженных местах;
- твердость материала направляющих.
Еще один раздел требований — геометрия конструкции. От точности соблюдения размеров, особенно направляющих, зависит точность работы всего станка. Они служат для перемещения рабочих органов, непосредственно обрабатывающих изготовляемое изделие
Не менее важно соблюдение точности изготовления рабочих столов, разметочных плит и других видов оснастки для размещения, закрепления и перемещения заготовок
Станина станка является точкой (или точками) отсчета координат при разметке и обработке изделия.
Геометрическими требованиями регламентируются как сами размеры, так и их предельные отклонения, параллельности поверхностей, предельно допустимые показатели изогнутости направляющих, углы уклона и радиусы сопряжения.
Немаловажный раздел требований относится к вибропоглощению и шумоизоляции. В нем описываются предельно допустимые показатели по механическим колебаниям конструкций станка на различных частотах, уровни передаваемых на фундамент вибраций. Для шумопоглощения используются специальные покрытия, наносимые как на наружные, так и на внутренние поверхности корпуса и ребер.






Как выбрать токарный станок по дереву
Среди многообразия видов токарных станков по дереву достаточно сложно сделать правильный выбор. Будущий владелец должен определиться с перечнем задач (набором производимых операций), которые должен выполнять агрегат. Чтобы не приобрести ненужный агрегат следует определиться со следующими требованиями:
- какие задачи планируется решать с помощью выбираемого станка;
- как часто его планируется использовать;
- где он будет установлен;
- какие возможности имеются по энергоснабжению.
Предлагаемые модели токарных станков способны реализовать самые строгие требования будущего владельца.
При рассмотрении первого требования следует понять, для чего выбираемый агрегат необходим. Если планируется проведение большого количества обрабатывающих операций, в том числе с деталями из дерева крупных размеров следует остановить свой выбор на устройствах промышленной или полупромышленной группы.
Для обработки изделий из дерева в домашней мастерской свой выбор останавливают на настольных станках. Такие станки легко устанавливаются в гараже, небольшой мастерской, на даче загородном доме. Они будут выполнять практически те же функции, но занимают меньше места, имеют относительно небольшой вес и не потреблять большое количество электроэнергии. Станки этого типа применяют для обработки и изготовления деталей из дерева небольших размеров в ограниченном количестве. Домашний станок обладает ещё одним существенным преимуществом – приемлемой ценой. Однако многие токарные агрегаты из этой группы имеют широкие функциональные возможности по работе с деревом и часто не уступают полупрофессиональным агрегатам. Для них может быть приобретено или разработано приспособление, способствующее увеличению его производительности и качества обрабатываемой поверхности. В этом случае они способны обрабатывать цилиндрическую, конусообразную или фасонную поверхность.
Металлы для производства станины и их основные свойства
Из какого материала делают станины станков? Традиционно основными материалами для изготовления станин различного оборудования служили металлы и их сплавы.
Учитывая общую тенденцию к снижению массы и габаритов оборудования и повышению их эффективности, перед прогрессивными материалами открываются широкие перспективы.
Для станин легких и средних станков такая замена проходит опережающими темпами. Для тяжелого оборудования значительная часть функций станин переходит к армированному современными материалами железобетону фундамента.
Однако для высоконагруженных станков и производственных комплексов, таких, как прокатные станы, тяжелые прессы, кузнечные станки и сталелитейное оборудование, специальные марки чугуна по-прежнему вне конкуренции.
Его уникальная способность выдерживать большие статические нагрузки, высокая прочность направляющих и коррозионная стойкость выгодно отличают чугун от конкурирующих материалов. Чугунные сплавы с шаровидным графитом, модифицированные с помощью цериевых присадок, обладают такими же эксплуатационными характеристиками, как сталь и существенно дешевле в производстве.
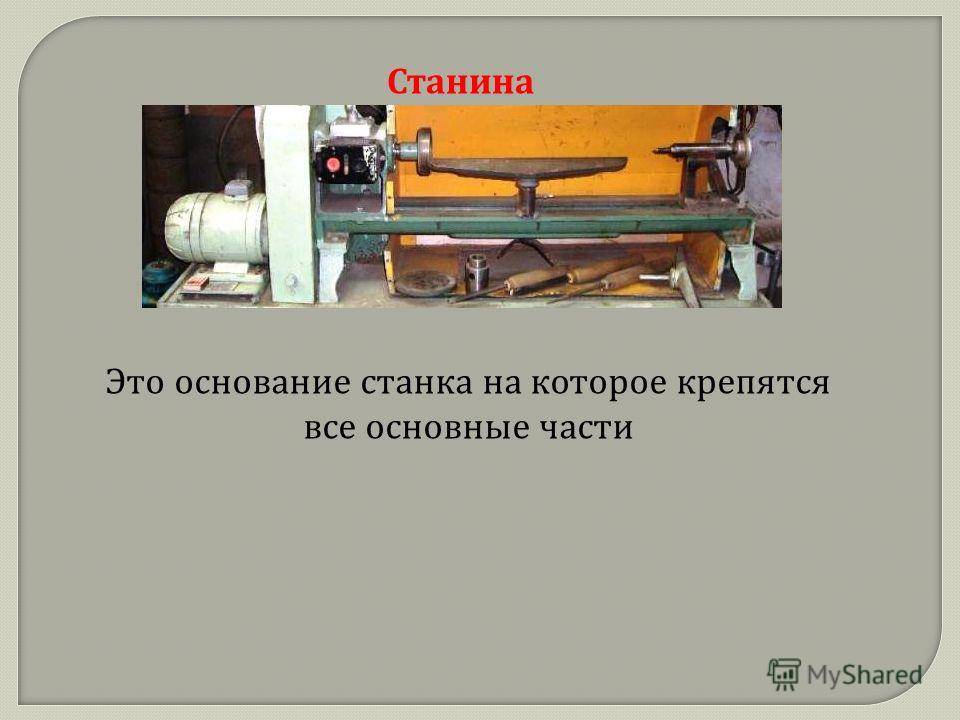
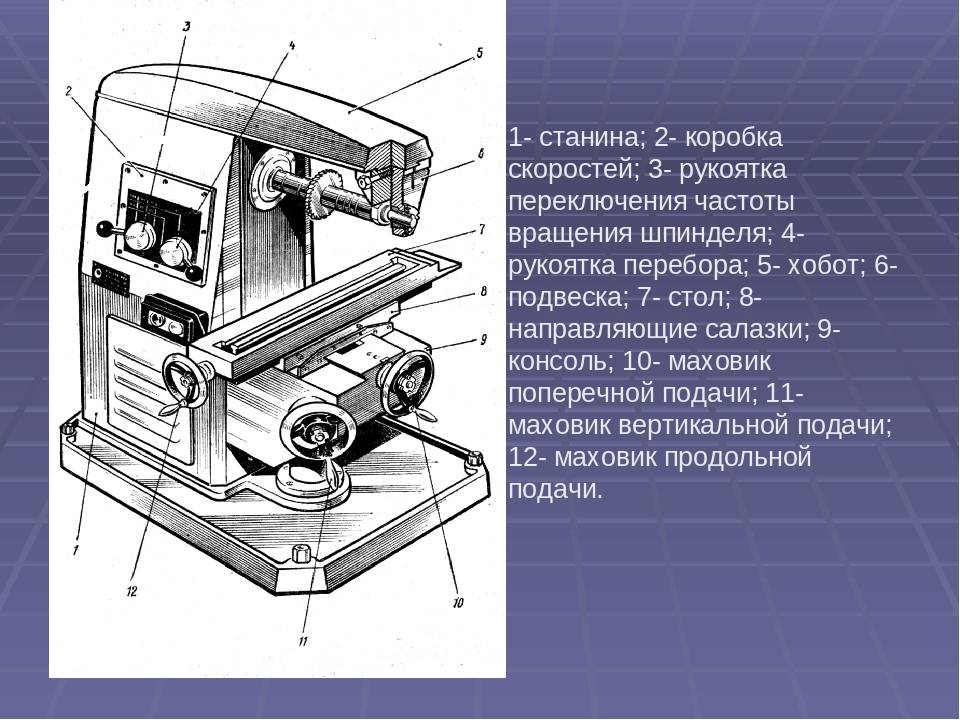
Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.
Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
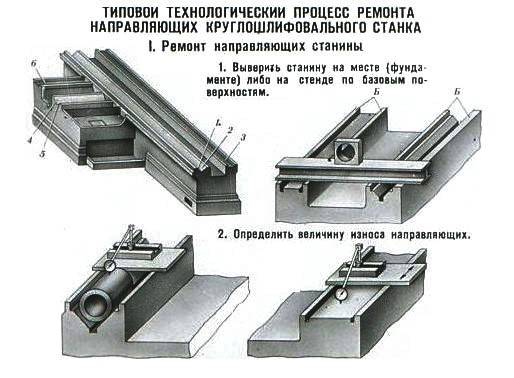
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.







Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
Читать также: Как подключить газовый баллон через редуктор
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Фрезерные станки
Фрезерование позволяет создавать у деревянных заготовок элементы сложной формы, предназначенные для формовки деталей, выполнения их соединений, а также несущие декоративную функцию. Работы выполняются при помощи вращающихся фрез. Движение заготовки обеспечивается, как правило, перемещением рабочего стола в трех плоскостях. Фрезерные станки делятся на три больших класса в зависимости от конфигурации:
- Вертикально-фрезерные — имеют вертикально расположенный шпиндель, который, в некоторых моделях, также выполнен подвижным относительно горизонтально оси. В зависимости от особенностей конструкции выделяют консольные и бесконсольные вертикально-фрезерные станки.
- Горизонтально-фрезерные — шпиндель расположен над столом горизонтально и допускает, в отличие от вертикальной конструкции, двухточечное крепление фрезы.
- Универсально-фрезерные — повторяю, по сути, горизонтальную конфигурацию, однако имеют поворотное устройство стола, позволяющее изменять расположение заготовки относительно шпинделя без ее снятия.
В последнее время в производство массово внедряются фрезерные станки с копировальными устройствами и ЧПУ. В этой нише такая автоматизация особенно необходима из-за специфики и сложности технологического процесса фрезерования сложных поверхностей.
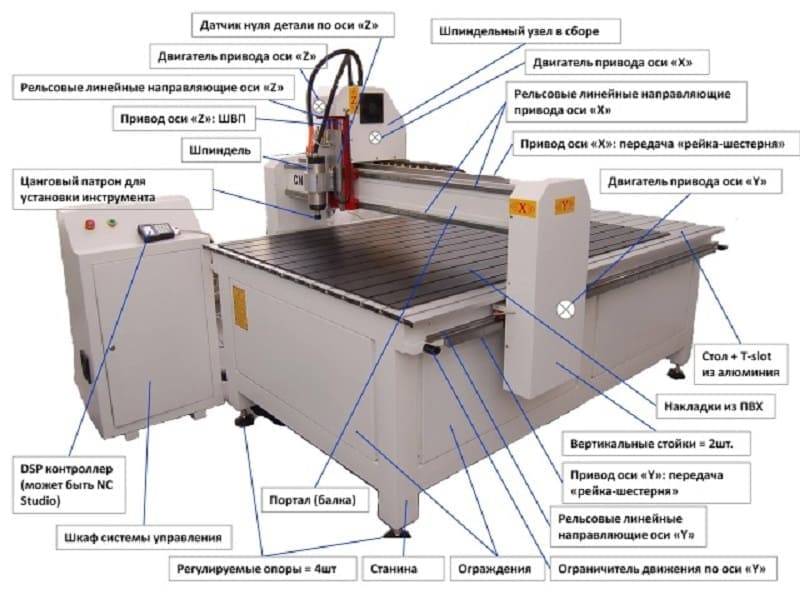
Принципы выбора
При выборе металлорежущего станка нужно учитывать некоторые факторы:
- Систему управления.
- Габариты, вес установки.
- Возможность выполнять одну или несколько технологических операций.
Преимущества и недостатки
У металлорежущего оборудование есть ряд сильных, слабых сторон. Преимущества:
- Автоматизация рабочего процесса при наличии ЧПУ.
- Высокая точность обработки металла.
- Высокая производительность.
- Надежность, долговечность.
Недостатки:
- Необходимость установки системы охлаждения.
- Трудности починки.
- Наличие опыта в настройке ЧПУ.
Важно внимательно следить за рабочим процессом, чтобы снизить риск получения травмы, браковки детали. Точность резки металла

Точность резки металла
Производители и стоимость
Среди производителей металлорежущих станков выделяют:
- Калибр — Россия.
- Энергомаш — Россия.
- Jet — Россия.
Цена зависит от типа, размера, производительности, наличия дополнительных функций, системы управления. Стоимость стандартного промышленного металлорежущего оборудования начинается от 500 000 рублей.
https://youtube.com/watch?v=SNAKlrlLhR8





