

1 Листовая штамповка – общие сведения об операции
Штамповка деталей из листового металла – под таким процессом понимают производство готовой продукции, разнообразных деталей и полуфабрикатов из металлов методом деформирования исходного сырья под давлением.
Подобную технологию знали еще наши далекие предки, которые посредством элементарного штампования изготавливали оружие, всевозможные украшения и предметы для домашнего обихода.
С 1850-х годов описываемый вид обработки начали модернизировать и технически совершенствовать, что позволило серийно производить штампованием разнообразные изделия массового спроса. Причем готовая штампованная продукция отличалась довольно-таки высоким качеством и превосходными эксплуатационными характеристиками.

С приходом 20 столетия листовая штамповка изделий из металла вышла на совершенно новый производственный и технический уровень. Благодаря ей начала развиваться сфера производства автомобилей (из штампованного материала делали кузова транспортных средств и многие другие детали). В 1930-х годах штампование взяли на вооружение судо- и авиастроительные предприятия, а через пару десятков лет она стала незаменимой для нужд ракетостроения.
Конструкции из штампованного металла характеризуются рядом особых свойств, что, в принципе, и обусловило популярность рассматриваемой технологии. К ее достоинствам относят следующие возможности:
- механизация и автоматизация производственных процессов, которые достигаются посредством внедрения мощных роторно-конвейерных линий оборудования;
- изготовление любых по геометрическим параметрам и формам готовых к применению изделий и разнообразных полуфабрикатов;
- производство высокоточных по размерам деталей, которые взаимозаменяют друг друга без необходимости их дополнительной обработке при помощи режущего инструмента и оборудования.

Кроме того, горячая и холодная штамповка гарантирует получение сравнительно “скромных” по массе металлических изделий с рациональными формами и высокими прочностными параметрами. Операции листовой штамповки позволяют производить как массивные заготовки для судо-, машино- и автостроительных предприятий, так и тонкостенные, буквально филигранные детали (например, тонкие стрелки для часов).
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.

Сферы использования
Листовая штамповка цветного и черного металла востребована практически во всех сферах производства:
- Авиация и флот.
- Сельскохозяйственная техника.
- Автомобилестроение.
- Производство бытовой техники и инструмента.
- Изготовление подвижного состава.
Производство штампов может быть налажено фактически для любого элемента или детали. Поэтому изделия из металла, изготовленные поэтому методу, будут постоянно пользоваться огромным спросом на рынке промышленных предприятий. Цена серийных изделий делает оборудование для штамповки листового металла выгодной инвестицией в производство.
Помогла ли Вам наша статья ?
Да 77.42%
Нет 22.58%
Проголосовало: 31
Классификация оборудования
Классифицировать разнообразное штамповочное оборудование можно по:
- числу и сложности исполняемых операций;
- рабочему полю и габаритам обрабатываемых деталей;
- наличию автоматических и полуавтоматических систем управления.
Подбор под конкретные цели осуществляется на основе:
- основного материала для производства;
- объем выпускаемых деталей;
- наличие документов соответствия ГОСТ и отраслевым стандартам.
Рассмотрим подробнее самые распространенные исполнительные механизмы и принцип формования в них.
Кривошипно шатунные прессы
Конструкция механики в данном виде прессов относительно проста. Крутящий момент переходит в возвратно-поступательное движение. За счет этого подающий механизм смещает заготовку, а режущая гарнитура (шаговый нож) нарезает заготовки по установленному техпроцессу.

Штамповка деталей с помощью кривошипно-шатунных устройств оправдана при производстве больших серий одинаковых элементов с небольшими габаритами. Экономически выгодны при длительной эксплуатации.
Гидравлические прессы
Гидравлический узел в составе пресса обеспечивает высокое усилие. Данные модели производительны и являются лидерами отрасли. Отдельные модели прессов выдают усилие в 2 к тонны.
В роли передатчика энергии от насосов к цилиндрам выступает гидравлическое масло. В результате движения системы из пары цилиндров с разными размерами создается высокое давление.
Изготовление рабочих штампов для гидравлического пресса — ответственная процедура. Необходим большой запас прочности, чтобы инструмент прослужил долго.
В результате получается готовый элемент. Его отличает качество поверхности, максимально приближенные к эталонному образцу.
Радиально ковочные прессы
Основная цель использования данного типа оборудования — заготовки цилиндрического формата. Возможно серийное изготовление элементов круглого, призматического сечения. Штамповка и прессование из алюминия и других мягких металлов — основной сегмент для работы этого оборудования.

В актуальную комплектацию оборудования производители добавляют индукционную печь для предварительного разогрева заготовки. За счет повышенной температуры проявляется пластичность, не влияющая на прочность материала.
Геометрические показатели готовых болванок зависят от:
- правильности подбора форм для штамповки;
- опыта оператора.
Эксплуатация и обслуживание радиально-ковочного оборудования поручается опытным инженерам.
Электромагнитные прессы
В технологическом плане оборудование можно отнести к последнему, современному классу.
Принцип функционирования таков:
- Образуется электро — магнитное поле. Его энергия в качестве движущей силы создает усилие на сердечнике.
- Сердечник с обмоткой передает усилие непосредственно на исполнительное звено — инструмент, далее на заготовку и изделие, в результате чего получается штампованный элемент.
За счет интенсивности электромагнитного поля, используя точное управление, можно создавать идеально точную нагрузку. Поэтому листовая штамповка заготовок металла происходит по необходимой установленной программе. Даже если геометрия детали очень сложная.
Вырубка листов статора и ротора на автоматической линии.
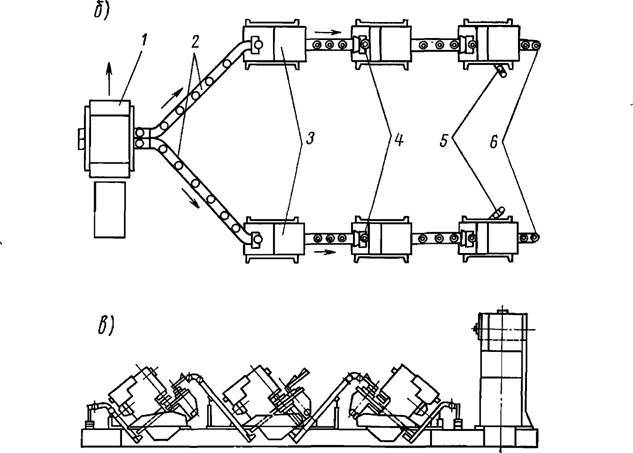
При штамповке листов сердечников на пресс-автоматах применяется однорядный способ вырубки, при котором значительное количество металла идет в отход. G целью экономии электротехнической стали некоторые зарубежные и др.) применили многорядный метод вырубки заготовок. Указанный метод штамповки положила в основу создания автоматической линии штамповки листов статора и ротора. На рис. б показаны схема автоматической линии и расположение наклоняемых прессов в ней (рис. в). Автоматическая линия состоит из семи прессов: одного головного специального пресса с усилием 1962 кн (200 Т) и шести универсальных наклоняемых прессов усилием по 981 кн (100 Т), установленных в два ряда. На головном прессе производится многорядно-шахматная вырубка заготовок — кружков диаметром 160 мм. Лента или лист подается в штамп валковой подачей. Отходы на выходе из пресса разрезаются ножом и сбрасываются в бункер. Вырубленные головным прессом заголовки попадают на лотки В, которыми выносятся из зоны штампа на транспортер подачи к накопителям, установленным перед первыми прессами обоих рядов линии. Производительность пресса 200 заготовок в минуту. Такая производительность головного пресса позволяет обеспечить загрузку шести прессов линии, работающих с высокой скоростью — 120 ходов в минуту. Заготовки в штамп на прессах линии подаются с помощью шиберного устройства. На первой паре прессов пробиваются пазы ротора, отверстие под вал и отверстия для шпилек в листах статора; на паре средних прессов вырубаются пазы статора, центрируется заготовка по отверстию под вал. На третьей паре прессов производится разделение листов статора и ротора. Транспортировка заготовок с позиции на позицию и стапелирование готовых листов статора и ротора производятся с помощью выводящих лотков и магнитной ленты транспортера в следующем порядке: с пуансона штампа заготовка съемником сбрасывается на выводящий лоток, который передает ее на магнитную ленту для транспортирования в стапелирующее устройство следующего пресса. Аналогично производится передача готовых листов статора и ротора на стапелирующие оправки. Кроме повышения производительности труда и экономии металла, при штамповке на автоматических линиях значительно сокращаются расходы на изготовление и эксплуатацию оснастки из-за простоты ее конструкции.
мтомд.инфо
Формообразующие операции — в которых стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
Схемы формообразующих операций
а — гибка; б,в — вытяжка; г — отбортовка; д — обжим; е — рельефная формовка
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы. При гибке пластически деформируется (см. Пластическая деформация) только участок заготовки в зоне контакта с пуансоном 1 (рис., позиция а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.









При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению угла гибки α, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Холодная обработка металлов давлением
Вытяжка – образование полого изделия из плоской или полой заготовки (рис., позиция б). Вырубленную заготовку диаметром Dз и толщиной S укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром d.
Формоизменение при вытяжке оценивают коэффициентом вытяжки kв = Dз / d, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При Dз — d > (18..20)S, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом 2 фланца заготовки к матрице с определенным усилием Pпр.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис., позиция в). При последующих переходах для предотвращения разрушения металла принимают:
Промежуточный рекристаллизационный отжиг для устранения наклепа позволяет увеличить kв до 1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет (1..1.3)S.
Отбортовка – получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу (рис., позиция г). Формоизменение оценивают коэффициентом отбортовки:
который зависит от механических характеристик металла заготовки и ее относительной толщины S / do. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение (см. Наклеп. Наклеп металла. Сущность явления наклепа.) у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы (рис., позиция д). За один переход можно получить d = (0.7..0.8)Dз. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис., позиция е). Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Холодная и горячая листовая штамповка
Получение деталей из листового металла может быть выполнено в холодном или горячем виде.
Холодная штамповка
Применение холодной обработки давлением считают наиболее эффективным способом обработки листового металла. Применение такого способа выполняют в тех случаях, когда нет необходимости в дальнейшей механической обработке, например, резанием. Такой метод получения деталей применяют чаще всего при изготовлении автомобильных деталей, элементов конструкции авиационной техники и ряда других.
Использование метода холодной обработки металла давлением позволяет осуществить существенную экономию листового металла, разумеется, при грамотном раскрое листа и правильно изготовленной штамповой оснастки. Наибольшую эффективность штамповка показывает в крупносерийном и массовом производстве.
Такой способ показывает наибольшую эффективность при работе с такими сталями, как углеродистые и легированные. Кроме того, штамповкой получают детали из многих цветных металлов, например, медных или алюминиевых сплавов.

Холодная штамповка листового металла
Кроме листовых металлов, метод листовой штамповки допустимо использовать и при получении деталей из резины, картона и многих полимеров.
Кстати, такая обработка металла улучшает его прочностные параметры.
Горячая штамповка
Этот метод обработки листового металла применяют при производстве деталей котельных установок и некоторых деталей, используемых в корабельном деле. Для таких деталей применяют стальные листы толщиной в 3 – 4 мм.
Технологические операции применяемые в горячей штамповке во многом схожи с теми, которые применяют в холодной обработке листового металла. Инженеры, разрабатывающие технологии обработки листового металла должны учитывать то, что детали должны быть разогреты до определенной температуры. Соответственно должны быть учтены такие явления как утяжка листового металла, при выполнении отверстий, гибке и ряда других. Кроме того, при остывании деталей необходимо помнить и о возникающем короблении.

Горячая штамповка листового металла
Все это приводит к тому, что изменяются размеры допусков, на размеры получаемых из металла деталей.
Резка
Операция, в ходе которой происходит отделение части листового металла, от тела будущей детали называют резкой. Эту операцию применяют для изготовления и готовых деталей, и при выполнении раскроя листового металла на полосы заданных размеров. При выполнении этой операции необходимо обеспечить максимальное количество готовых деталей, таким образом, количество отходов будет минимизировано.

Эффективность раскроя определяет коэффициент использования листа. Его рассчитывают как отношение площади полученных деталей к площади целого листа.
Для этой операции применяют разное оборудование, в том числе вибрационные, дисковые, гильотинные и другие виды прессового оборудования.
Так называют технологическую операцию по получении заготовки с замкнутым контуром.

Вырубка листового металла
Вытяжка
Операция в результате которой заготовку выполненную в плоском виде трансформируют в пространственную. Вытяжку используют при изготовлении деталей разной формы и цилиндрические, и конусные, и коробчатые.

Для вытяжки применяют штамповую оснастку, которая состоит из пуансона, который втягивает листовой металл в отверстие расположенное в матрице.
Эта операция позволяет получать из листовой заготовки детали с требуемой формой изгиба.

Гибка металла
Пробивка
Эту операцию применяют при необходимости получения отверстий определенной формы.

Координатная пробивка и ее недостатки
Рельефная формовка
Так называют операцию, которая позволяет изменять форму в каком-то определенном месте, но при этом сохраняется внешний контур детали.

Рельефная формовка листового металла
Горячая штамповка
Для этого необходимо оборудование для предварительного нагрева заготовки. Горячая штамповка позволяет орудовать с различными металлами, добиваясь высочайшей точности в создании сложнейших геометрических форм.










Однако специфика процесса обуславливает образование пленки окислов. Кроме того, на стыках форм остаются следы материала. Поэтому требуется механическая обработка.
Горячую штамповку выполняют в открытых и закрытых штампах. В первом случае небольшой зазор между плоскостями пресса заполняется расплавленными металлами. Такие излишки называют облоем. Его необходимо удалить, чтобы получить деталь нужного размера и формы. Изготовление с использованием закрытых штампов считается более эффективным, так как облоя практически не образовывается.

Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов
При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки. Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
 Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
 Типы разделительных операций листовой штамповки
Типы разделительных операций листовой штамповки
 Типы формоизменяющих операций листовой штамповки
Типы формоизменяющих операций листовой штамповки
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
| Технические | Экономические | Недостатки |
| С точки зрения производства, то такой способ металлообработки дает возможность делать изделия более твердыми и прочными. Кроме этого, они достаточно легкие. | Возможность широкомасштабного выпуска при минимальном расходе материалов. | К недостаткам относится тот факт, что производимая ХШ листового металла может применяться для изготовления деталей весом не более 1 тонны. |
| Такой процесс позволяет изготавливать необходимые детали самых различных форм, в том числе и сложных конфигураций. | Такой способ позволяет экономить сырье, что, в свою очередь, уменьшает количество отходов. | |
| Возможность получить большое количество деталей с максимальной идентичностью. | При штамповой обработке существенно уменьшается вероятность дополнительной обработки |
Видео: холодная штамповка изделий.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
Схема отбортовки детали вокруг заранее пробитого отверстия
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Схемы формовки
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.





![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://benzo-electro-instrument.ru/wp-content/uploads/b/3/f/b3f4c8486340280361208d2390e869e0.jpeg)


Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
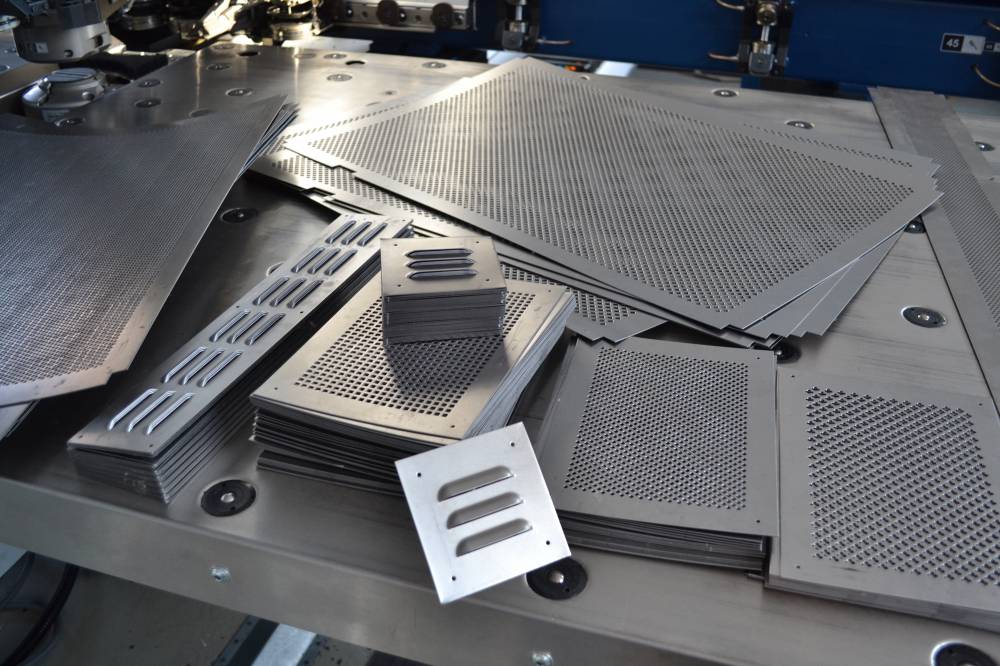
Производственный цех, в котором ведется процесс листовой штамповки
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Листоштамповочные прессы
Гидравлические листоштамповочные прессы простого действия рамные типа ПБ3434 предназначены для формования и глубокой вытяжки, вырубки, отбортовки, гибки и т д Гидравлические прессы двойного действия, аналогичные ПА4044, предназначены для многооперационной вытяжки, формовки, калибровки и гибки. Кроме того, есть прессы гидравлические одностоечные монтажно-запрессовочные, гидравлические одностоечные для различных штамповочных операций. Давление на складкодержатели гидравлических прессов передается от главного цилиндра через пружины или резину от специально установленных гидравлических и пневматических цилиндров.
Автоматы листоштамповочные многопозиционные предназначены для последовательной многопереходной штамповки изделий из металлической ленты с автоматическим переносом штампуемой детали с позиции на позицию.
Прессы-автоматы гидравлические (тройного действия) для чистовой вырубки предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости поверхности контура детали Ra = 1,25 и точностью размеров в пределах от 7-го до 11-го квалитета.
Прессы листогибочные гидравлические применяют для изготовления деталей гибкой из листов и полос в серийном и мелкосерийном производстве (рис. 8). Они оснащаются системами ЧПУ.
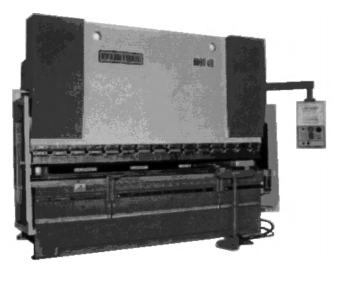
Рис. 8. Гидравлический листогибочный пресс с ЧПУ модели ИР1428Ф3 производства РУМП «Кузлитмаш» (г. Пинск)





