

2.1. Технология – ротационная вытяжка с последующей отделкой декоративными металлическими деталями, поделочными камнями и гальваническое золочение
Ротационная вытяжка
Это процесс последовательного изменения формы и размеров плоских или полых вращающихся заготовок приложением локализованного деформирующего усилия. Локализованное деформирующее усилие передается на заготовку с помощью рабочего инструмента (давильника), перемещающегося по заданной траектории.
Ротационная вытяжка может производиться без утонения стенок и с утонением. Вытяжка без утонения стенок делится на однопереходную и многопереходную. При однопереходной вытяжке инструмент движется по простой траектории, аналогичной образующей готовой оболочки. При многопереходной вытяжке инструмент движется по сложной траектории, поэтапно приближающейся к форме образующей готовой оболочки.
Однопереходная ротационная вытяжка:
1 -ая операция 2-ая операция
– исходная заготовка
– оправка
– прижим
– давильный ролик
Однопереходная вытяжка без утонения стенок производится если зазор между роликом и оправкой несколько больше толщины заготовки:
k(t±δ1)
где: к – коэффициент, учитывающий увеличение толщины стенки вследствие тангенциальных сжимающих напряжений к = 1,1 – 1,2;
δ1- допуск на толщину стенки исходной заготовки. Для обеспечения оптимального режима вытяжки, необходимо:
задавать необходимый зазор между роликом и оправкой;
шлифовать рабочие поверхности роликов Ra = 0,16 мкм, а при тяжелых работах полировать Ra = 0,1 -0,04 мкм;
задавать необходимые радиусы переходов оправки и профилей рабочих частей роликов;
строгое соответствие траектории перемещения ролика геометрическим особенностям процесса;
применять смазочный материал, обеспечивающий стабильно низкий коэффициент трения и хорошо удерживающийся на поверхности. Эффективно покрывать заготовки носителем смазочного материала (фосфатировать, анодировать, пассивировать и т.д.).
Схема траектории движения инструмента при многопереходной ротационной вытяжке:
1 стадия
2 стадия
:3 стадия
1 – 2 – линия подхода инструмента к заготовке. Ролик движется по заданным траекториям,
поэтапно приближающимся к форме образующей готовой детали.
Ротационной вытяжкой с заданным
утонением получают оболочки с
постоянной и переменной толщиной
стенок.
Наиболее простой случай – ротационная протяжка. Применяют два
метода: прямой и обратный с наличием осевого прижима и без осевого
прижима. При обратном методе длина оправки может быть меньше длины детали, можно применять более компактное оборудование, но качество ниже.
Прямая протяжка Обратная протяжка Обратная протяжка
с осевым прижимом без прижима
Торцевая ротационная раскатка.
Применяется для получения кольцевых деталей с фланцами и другими утолщениями взамен обработки резанием или горячей штамповки.
При этом не требуется мощного штамповочного оборудования, уменьшается суммарная трудоемкость на 30%, снижается расход металла до 20 – 30%, сокращается расход инструмента в 1,5-2 раза вследствие резкого сокращения удельных усилий и упрощения конструкции.
Заготовки для торцевой раскатки чаще всего являются заготовки из труб. В качестве основного деформирующего инструмента применяются валки цилиндрической или конической формы.
Цилиндрический валок формирует внутренний или наружный бурты по схеме высадки.
Значительно большие возможности обеспечивает деформирующий инструмент в виде конического валка, расположенного под углом 5 – 15° к оси детали. Этот валок позволяет формировать деталь по схемам высадки, прямого и обратного выдавливания, раздачи, осадки и др.









Раскатка цилиндрическим Раскатка коническим
валком валком
– матричный блок
– матрица
– заготовка
– оправка
– раскатный валок
– деталь
- вытяжки для кухни 60 см |
- вытяжки кухонные 90 см |
- кухонные вытяжки 50 см |
- вытяжка эликор аметист |
- вытяжка эликор вента |
- эликор интегра |
- elikor квадра |
- elikor оникс |
- эликор оптима |
- эликор ротонда |
- elikor эпсилон |
- эликор аквамарин |
- эликор бельведер |
- другие |
- вытяжки плоские |
- вытяжки подвесные |
- классические вытяжки |
- купольные вытяжки |
- вытяжка угловая |
- угольные вытяжки |
- вытяжка встраиваемая в шкаф |
- как выбрать вытяжку на кухню |
- лучшие кухонные вытяжки |
- кухонные вытяжки отзывы |
- угольный фильтр для вытяжки |
- установка вытяжки |
- короб для вытяжки |



Контакты
Официальное представительство Elikor Эликор в Москве
Единый тел. +7 495 268-02-32
Особенности процесса вытяжки
Операция вытяжки металла
выполняется на вытяжных штампах и образует полые детали с замкнутым контуром. Пластической деформацией при вытяжке изготавливаются детали чашеобразной (круглой) формы, а также в виде коробки или сложных форм из листового металла. Таким способом можно также увеличивать глубину готовых полых изделий.
Повторной вытяжкой можно за несколько раз увеличить длину детали до заданной точки. И если для простых деталей подходит вытяжка с давлением на внутреннюю сторону дна, то сложные детали вытягивают реверсивным способом – давление на внешнюю сторону дна.
При вытяжке металла
происходит уменьшение поперечного сечения заготовки и увеличение ее длины. Пуансон втягивает в матрицу, изготовленную по размерам и форме будущей детали, часть металла. Металл, который находится в полости матрицы растягивается. Толщина стенки образованной детали будет приблизительно равна зазору между пуансоном и матрицей.
При необходимости может выполняться вытяжка с утонением стенок или без. При вытяжке с утонением зазор между матрицей и пуансоном меньше стенки детали. За счет утонения стенки увеличивается длина заготовки. В изделиях, изготовленных данным способом, дно толще стенок.
Чаще применяется вытяжка без утонения стенок. В этом случае толщина стенок не меняется, а уменьшается диаметр (в круглых деталях) или периметр (в прямоугольных и квадратных деталях).
Вытяжка заготовки
Вытяжка заготовки без утонения стенки
Вытяжка без утонения стенки — операция, превращающая плоскую заготовку в полое изделие (полуфабрикат), без обусловленного изменения толщины стенок.
Исходную плоскую заготовку для вытяжки получают с помощью вырубки. Заготовка для изготовления детали, имеющей форму тела вращения, представляет собой диск.
Схема операций вытяжки приведена на рис. 179. Нажимая пуансоном на заготовку, последняя постепенно вдавливается в отверстие матрицы. Центральная часть заготовки тянет за собой остальную кольцевую часть (фланец) до тех пор, пока вся заготовка не пройдет через отверстие матрицы ( рис. 179, а ).
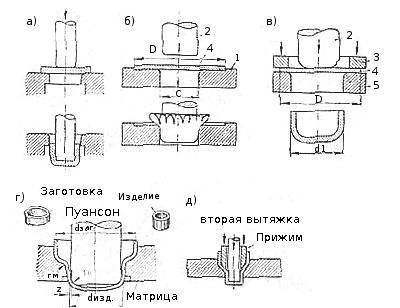
Рис. 179. Схема операции вытяжки: а — первая вытяжка; б — образование складок; в— с прижимом заготовки; г — без прижима; д — с прижимом.
Для снижения концентрации удельных давлений на металл заготовки кромки пуансона и матрицы делают скругленными. Для первой вытяжки стальной заготовки толщиной менее 3 мм радиусы закругления пуансона и матрицы принимают равными r n = r m — (6 ÷ 10) S, а для других материалов несколько меньшими. Радиус закругления пуансона для промежуточных вытяжек
r n = 1/2 ּ (d n + 1 – d n ) ,
где d n+l — диаметр полуфабриката после n + 1 операции; d n — диаметр полуфабриката после n-й операции.
Для уменьшения потребного усилия вытяжки и вероятности разрушения заготовки величину одностороннего зазора между пуансоном и матрицей устанавливают равным Z = (1,1 ÷ 1,3)S.
Для того чтобы произвести вытяжку детали цилиндрической формы, необходимо, чтобы коэффициент вытяжки
К = D заг /d д = (1,5 ÷ 2).
Большие значения принимаются для более пластичных материалов.
В процессе вытяжки фланец заготовки претерпевает растяжения в радиальном направлении и сжатие в тангенциальном, при этом толщина заготовки изменяется.
В вытянутом стакане толщина распределяется следующим образом: по краю детали толщина больше толщины исходной заготовки, а у донной части получается утонение.Вследствие сжатия фланца заготовки в тангенциальном направлении при определенном соотношении между шириной фланца и толщиной заготовки может начаться процесс складкообразования ( рис. 179, б ).
В целях избежания образования складок фланец заготовки с помощью прижимного кольца прижимают к рабочему торцу матрицы с усилием, достаточным для предотвращения складкообразования ( рис. 179, в ). Этим обеспечивается качественная вытяжка.
Вероятность образования складок тем больше, чем больше отношение ширины фланца к толщине заготовки.
В процессе холодного деформирования металл упрочняется и пластичность его понижается. Поэтому при необходимости изготовления детали за несколько вытяжных операций полуфабрикат подвергают межоперационному отжигу с последующими травлением, промывкой и сушкой.
При вытяжных операциях имеет место внешнее трение между металлом заготовки, матрицей и пуансоном, вызывающее в металле внутренние напряжения, способствующие обрыву донышка, поэтому вытяжку ведут со смазкой, которая снижает коэффициент трения. Для смазки применяют минеральные масла как чистые, так и с наполнителями в виде чешуйчатого графита, мела и талька. Для простых случаев вытяжки применяют мыльные эмульсии. Если за одну операцию нельзя изготовить деталь, то ее изготовление осуществляется за несколько вытяжных операций.
Схема последующей вытяжки представлена на рис. 179, г и д . Коэффициент вытяжки для последующих переходов берется меньше, чем для первой вытяжки, так как пластичность металла в процессе деформирования уменьшается.
Диаметр заготовки при вытяжке находится из равенства поверхности детали и исходной заготовки. Усилие вытяжки (приближенно) определяется по формуле Р = Fσ пч n, где F — площадь поперечного сечения вытягиваемого стакана, σ пч — предел прочности, n — отношение диаметра заготовки к диаметру стакана.






Токарно-давильный станок
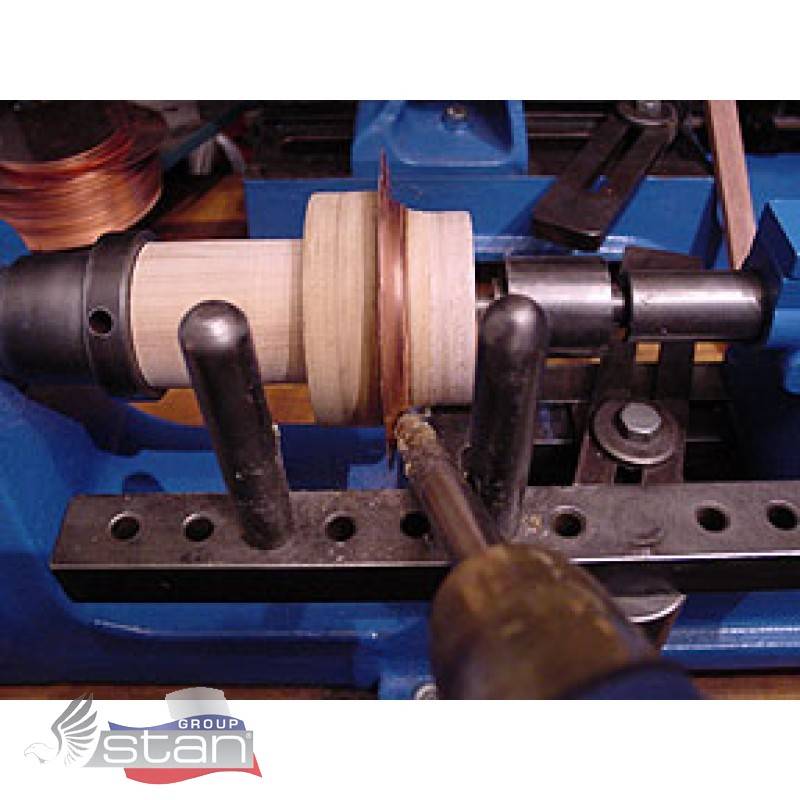
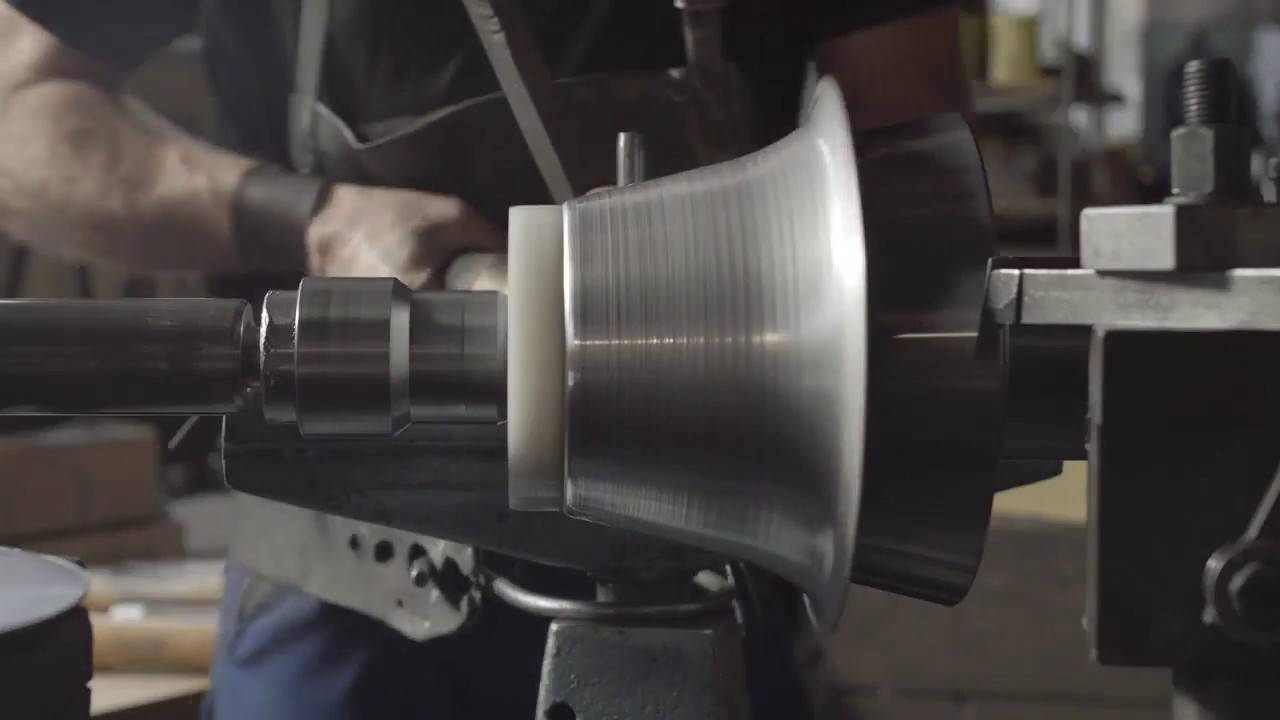
Станок ротационной вытяжки или как его ещё называют токарно-давильный станок, предназначен для изготовления различных тонкостенных деталей представляющих собой тела вращения, получаемые из листовых или из полых заготовок и соответствующего материала. Станок ротационной вытяжки позволяет выпускать большой ассортимент конкурентной продукции, начиная от декоративных изделий заканчивая изделиями для космической отрасли.
Ротационная вытяжка отличается от штамповки и имеет свои особенности. Заготовками для обработки на токарно-давильных станках служит любой вязкий материал, это может быть: алюминий, медь, латунь. Использовать можно так же отожженные малоуглеродистые стали, ковар, нержавейку и пр.
Токарно-давильный станок по своей конструкции весьма схож с обыкновенным токарным станком, но в отличие от последнего он не имеет коробки подач и суппорта. Вместо резцедержателя, токарно-давильный станок оснащается опорой для специальных инструментов «давильников», если речь идёт об обычном механическом оборудовании.
Помимо ручных токарно-давильных станков промышленностью передовых стран выпускаются универсальные машины оснащённые системами числового программного управления, у которых процесс обработки полностью автоматизирован. Как правило, обкатка на таких станках осуществляется роликами.
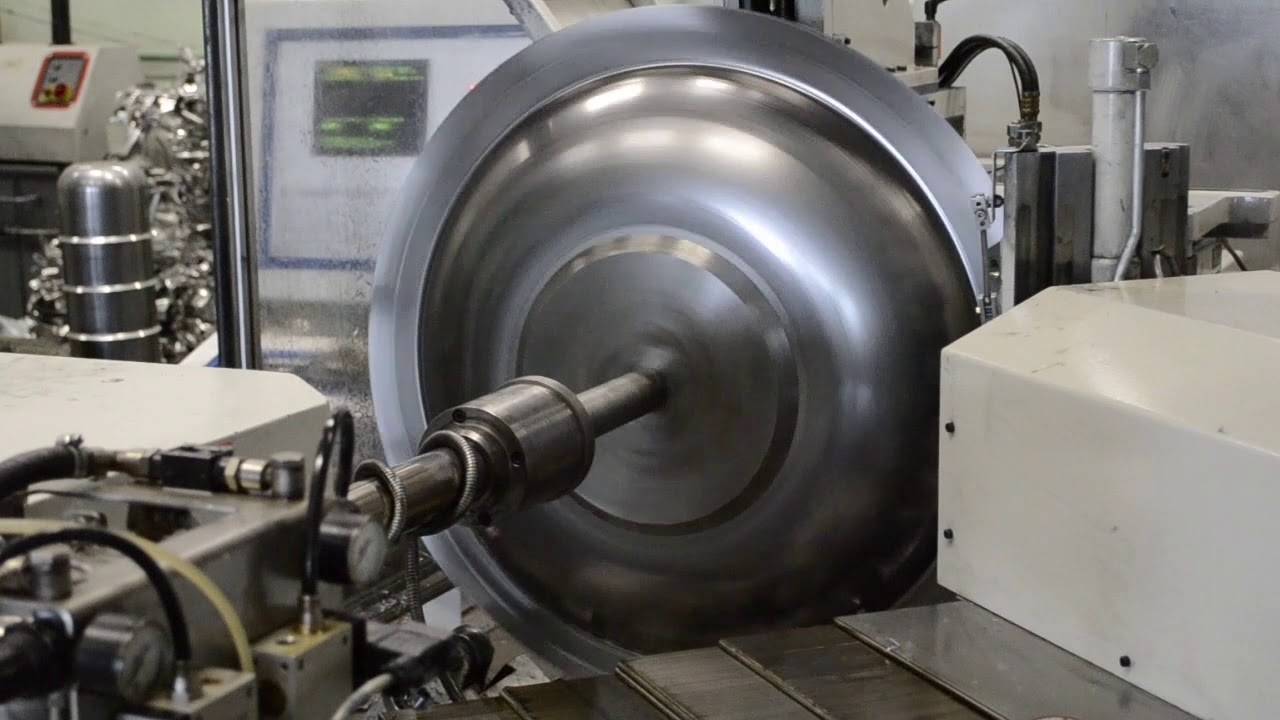
Ротационная вытяжка производится на токарно-давильных станках различной мощности, которые позволяют изготавливать широкий спектр продукции, начиная от музыкальных тарелок и раструбов для духовых инструментов, заканчивая днищами цистерн и емкостей, используемых для хранения жидкостей, устанавливаемых на железнодорожном и автомобильном транспорте.
С помощью высокопроизводительных токарно-давильных станков выпускаются различные изделия такие как: головные обтекатели передних частей ракет, самолётов и иных быстродвижущихся объектов, обеспечивающих наименьшее аэродинамическое сопротивление, спутниковые антенны, реализующие качественный приём и передачу сигнала. На данных станках изготавливают отражатели света, которые после обкатки принимают сферическую или коническую форму и используются для освещения заводских территорий, магазинов и иных помещений. Отражатели так же могут быть декоративными, которые помимо освещения имеют приятный внешний вид и служат достойным дополнением интерьера.
Технология ротационной вытяжки позволяет снизить себестоимость при серийном и мелкосерийном выпуске некоторых деталей машин, например – шкивов, которые обычно вытачиваются из заготовки ( круглой болванки ), они же могут быть обкатаны на токарно-давильном станке, что значительно быстрее по скорости изготовления и экономнее по металлоемкости. Деталями могут быть так же различные кожухи, фланцы, направляющие, тонкостенные сосуды особой формы, накладные конуса и т.д.
Но основное направление токарно-давильных станков является, конечно же, выпуск товаров массового потребления это: кастрюли которые постоянно пользуются спросом, кружки повседневно необходимые в быту, декоративные подносы и подставки, тарелки миски для приёма пищи, термосы, сохраняющие содержимое в тёплом состоянии, и многое другое.
Процессы производства деталей исследуемого типа
При производстве сложнопрофильных осесимметричных изделий из листового материала возможно применение следующих формообразующих операций: штамповка жестким инструментом на гидропрессе, гибка, в сочетании со сваркой и калибровкой, штамповка на прессе эластичным инструментом, гидроформовка и ротационная вытяжка (рисунок 2). Рассмотрим целесообразность применения вышеуказанных операций при производстве сложнопрофильных осесимметричных деталей из жаропрочных и коррозионно-стойких сплавов.
Несмотря на сравнительно маленькую трудоемкость штамповки на гидропрессе, в связи с необходимостью проведения данной операции в инструментом на прессе профилирование инструментом на прессе несколько переходов, стоимость оснастки вносит значительный вклад в Гибка в сочетании со сваркой и калибровкой обеспечивает достаточную многономенклатурность производимых деталей, однако наличие сварных швов значительно снижает механические характеристики получаемых изделий. Штамповка эластичным инструментом может исключить все недостатки вышеуказанных технологий, однако ограничения по прочностным характеристикам деформируемого металла сводят на нет все преимущества процесса при штамповке жаропрочных и коррозионно-стойких сплавов. Штамповка жидкостью (гидроформовка), не смотря на возможность получать сложнопрофильные изделия за один переход, имеет два главных недостатка -значительное утонение материала в куполообразной части детали или у дна и возможность нарушения осевой симметрии изделия в связи с неравномерностью трения по прижиму и отсутствием трения между заготовкой и жидким пуансоном .
Ротационная вытяжка на специализированном оборудовании исключает либо значительно уменьшает все недостатки вышеуказанных способов, позволяя производить высокоточные детали из жаропрочных и коррозионно-стойких сплавов различных типоразмеров и форм, обладающих высокими механическими характеристиками .
Ротационная вытяжка является одним из древнейших способов обработки тонколистового материала. Первые станки для ротационной вытяжки широко применялись ещё в древнем Египте. Они использовались для производства деталей из мягких металлов и сплавов, таких как кувшины, стаканы и др. .
Со временем процесс стал вытесняться более высокопроизводительными технологиями – холодная штамповка вытяжка, сварка из листа и т.д.
Вновь вспомнили про ротационную вытяжку лишь в 30-х годах прошлого века, когда стали появляться первые станки с электрическим приводом вращения детали и ручным перемещением ролика. Позже они сменились станками с гидрокопирами, а затем, в 70-х годах станками с ЧПУ (CNC) и системой «Playback» (PNC) .
В настоящее время основными производителями станков для ротационной вытяжки в мире являются фирмы Leifeld и Denn. Их оборудование, имеющее жесткую систему крепления и перемещения роликов позволяет получать детали с точностью до Ла=0.63-0.32 не требующие дополнительной чистовой обработки.
Рассмотрим различные схемы процесса ротационной вытяжки, выделив три основные схемы процессов формообразования,
К первой схеме отнесехМ процесс «укладки» заготовки на оправку за один проход, так называемую вытяжку проецированием – формовку сдвигом (shear forming). В ходе процесса изменение толщины стенки заготовки происходит по закону синуса, т.е. толщина стенки заготовки пропорциональна синусу угла наклона образующей оболочки к оси детали. S=S0xsma (1.1)
Принципиальная схема процесса формовки «проецированием» для случая изготовления конических деталей приведена на рисунке Рисунок 3 – Схема формовки «проецированием» из плоской заготовки.
Таким образом, при выборе размеров исходной заготовки необходимо учитывать утонение её стенок при формовке.
При формовке «проецированием» деталей с криволинейной образующей необходимо проектировать технологию с учетом изменения угла наклона касательной к элементу заготовки, что обуславливает необходимость применения заготовок различных форм .
На рисунке 4 представлены варианты выбора заготовок, обеспечивающие получение оболочек с равномерной толщиной стенок. Это предварительная формовка заготовки (а) и применение заготовок с переменной толщиной (б).
Преимущества станков данного типа
Все виды давильно-ротационных станков имеют одинаковый принцип использования. Роликовый инструмент используется наиболее часто. При работе с данным оборудованием имеется возможность производить уникальные запчасти сложной формы, одновременно осуществляя оснащение. Оснащение станка осуществляются по низкой цене. При других видах манипуляции металла цена на оснастку будет значительно выше.
Среди основных преимуществ агрегатов с наличием ротационной вытяжки выделяются:
- возможность осуществления массового, мелкосерийного и единичного производства;
- возможность эксплуатации в больших и малых цехах;
- возможность изготовления деревянной оснастки;
- производство деталей для хозяйственной, химической и пищевой отраслей производства;
- экономичность использования.

Оправки-патроны [ править | править код ]
В качестве приспособления (оправки, патрона) для давильно-обкатных работ используют оправки, устанавливаемые и закрепляемые в шпинделе станка. Для крупно серийного и массового производства их изготовляют из цементируемой низкоуглеродистой стали. Рабочая поверхность оправок шлифуется; окончательное шлифование её рекомендуют производить на месте, чтобы устранить малейшее биение.
При изготовлении точных деталей для получения размеров с жёсткими допусками последнюю операцию обработки выполняют обязательно на металлической оправке. Для грубых работ можно использовать оправки из дерева твёрдых пород.
Точность деталей после давильно-обкатной обработки зависит от биения шпинделя станка, биения и степени износа оправки, жёсткости и точности станка, качества материала заготовки, от способа снятия детали с оправки и других факторов.
Стоимость инструмента для давильно-обкатной обработки не велика и обычно составляет 10—25 % от стоимости инструмента, используемого при пластическом формоизменении, выполняемом другими способами.

| 89636543965 |
Товар находится в неверной категории?
Нажмите на ссылку и мы подберем для товара правильную категорию.
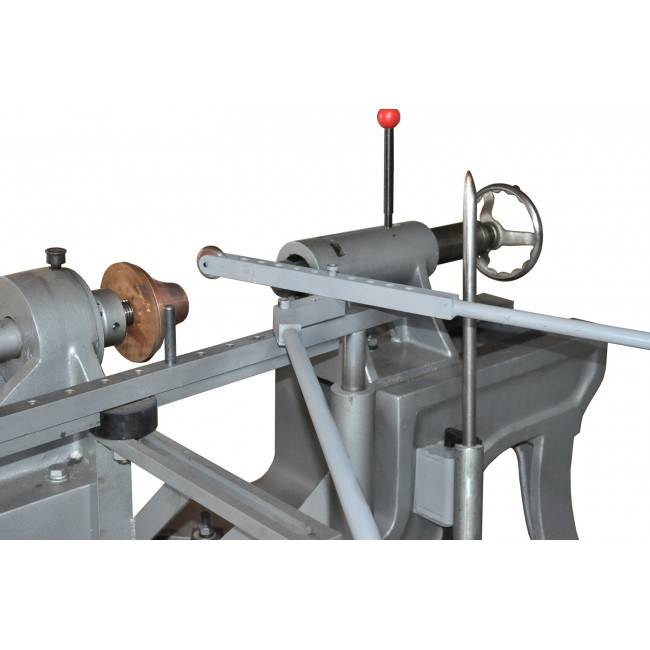
предназначен для изготовления ротационно-симметричных полых поверхностей из круглых металлических заготовок толщиной 0,2 – 3 мм, путем их обработки нажимным ручным инструментом без удаления материала, путем его деформации и вытяжки при вращении заготовки с упором в шаблонную деталь.
| Максимальный диаметр заготовки, мм | 1200 |
| Максимальная длина готовой детали, мм | 460 |
| Скорость вращения заготовки, об/мин | 2800/1440/720 об/мин |
| Толщина металла, мм |
Сталь – до 1,2 – 2 мм (в зависимости от D изделия)
Нержавеющая сталь – до 1.5 мм
Алюминий (5мм), медь, олово – до 4 мм
Мощность, кВт
5.5
Габариты, ДхШхВ мм
1950x650x1350
Вес, кг
1200
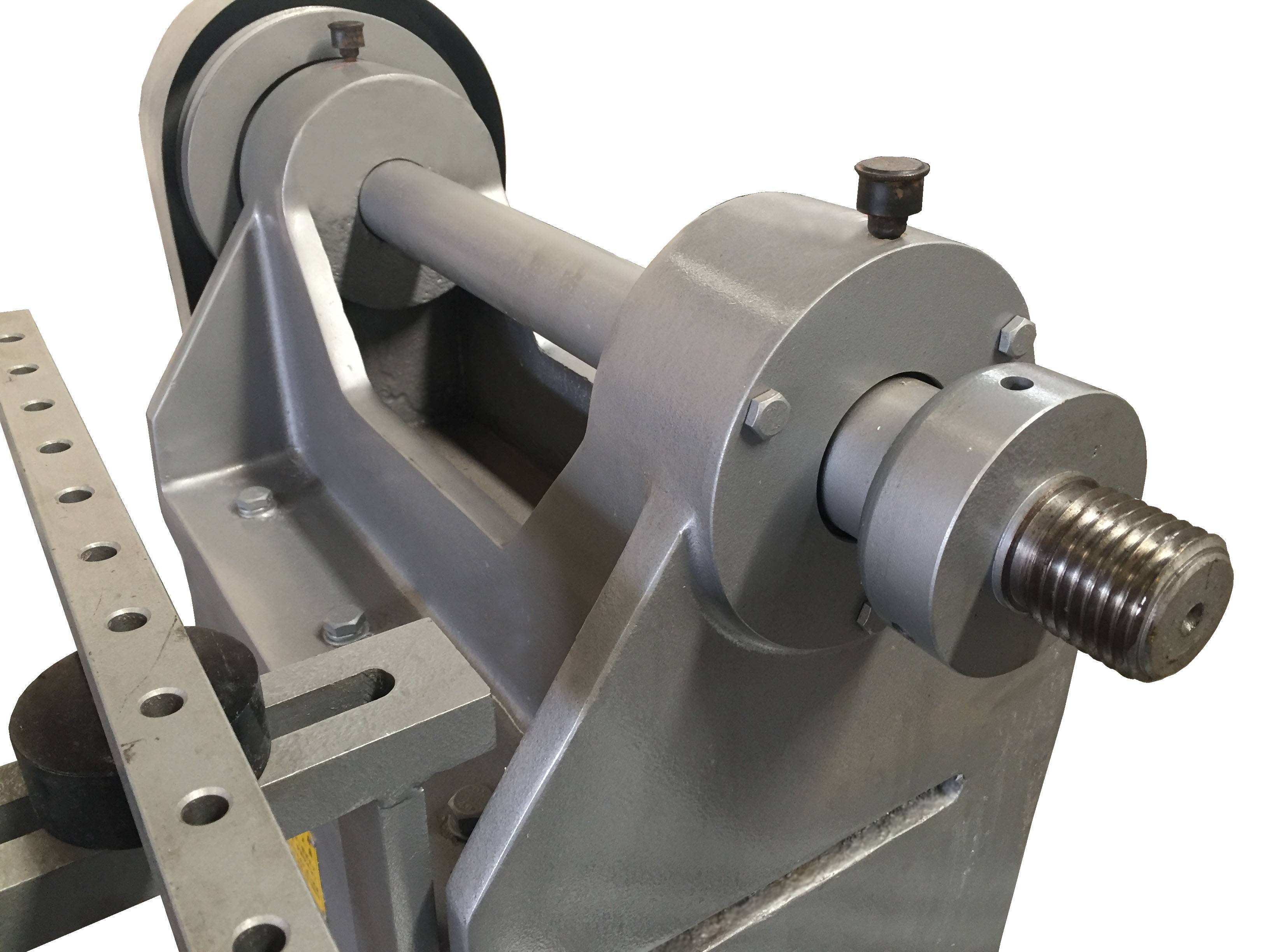
Комплектация:
станина, шпиндельная бабка, привод главного шпинделя – 3х фазный (380в.) асинхронный электродвигатель мощностью 5,5 кВт, задняя бабка с двойным шкивом клиноременной передачи с двумя парами шкивов для регулировки скорости вращения (путем переставления ремней на вторую пару шкивов), прижимное устройство заготовки (оптимизированное затворным механизмом для быстрого удаления готового изделия), упорный ложемент для ручного инструмента. Максимальный диаметр обрабатываемой заготовки 1200мм. Ориентировочные вес в сборе1200кг.








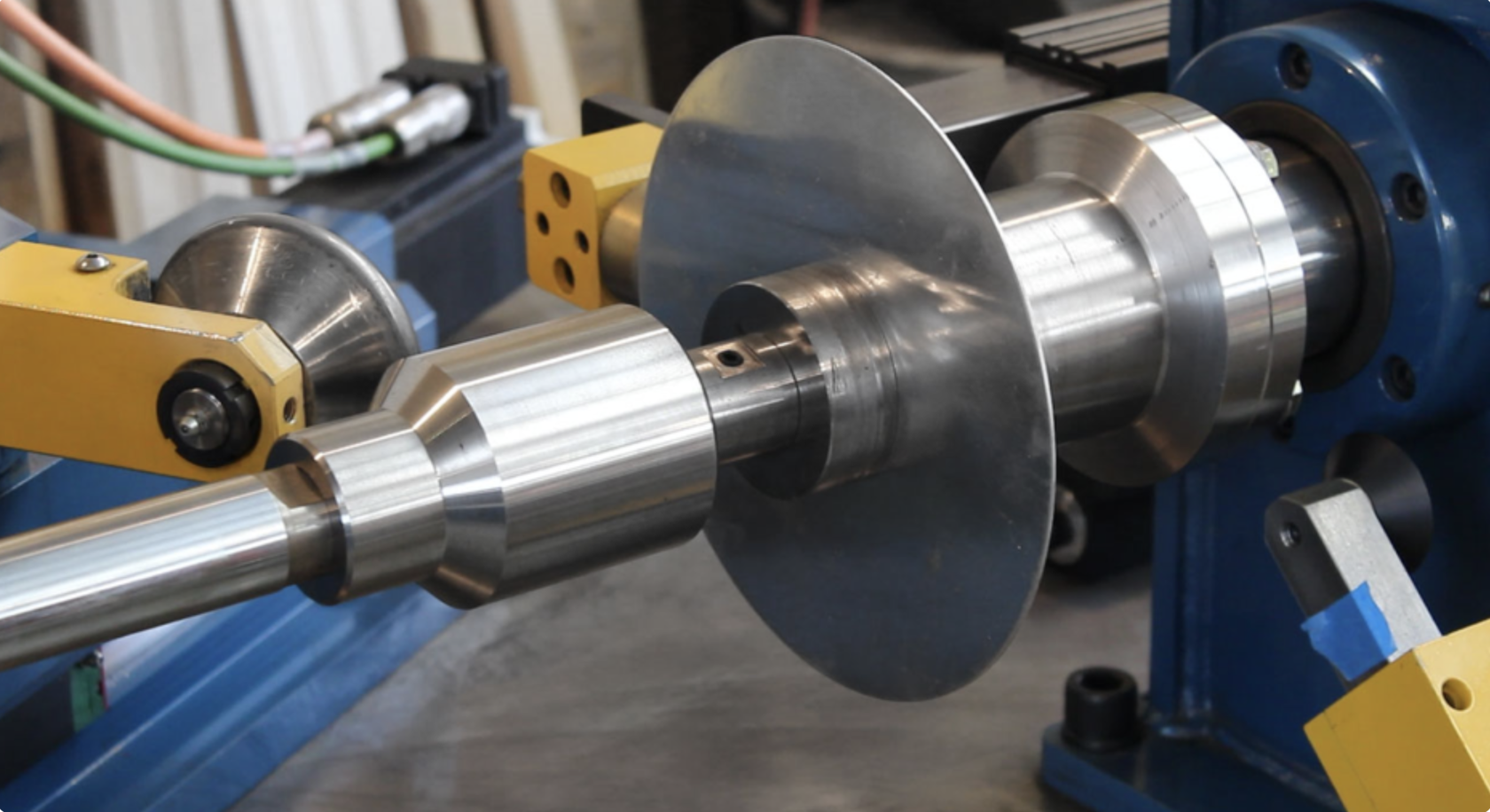
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения.

Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Технологии ротационной вытяжки
Технологии обработки металлов давлением, которыми занимается НПП «Технологический центр» , приобретают все большее значение в изготовлении деталей из-за экономного использования металла и возможности получения оптимальных механических свойств деталей. Перспективны экономичные и гибкие методы ротационного выдавливания.
ОСОБЕННОСТИ РОТАЦИОННОЙ ВЫТЯЖКИ
Ротационная вытяжка — процесс локального циклического деформирования вращающейся плоской или полой заготовки деформирующим инструментом в виде одного или нескольких роликов и является реальной альтернативой обычной листовой штамповке при изготовлении осесимметричных деталей. Инструменты при давильном методе чаще всего не привязаны к геометрии деталей. В связи с этим данный метод обладает в достаточной степени экономичностью и чрезвычайной гибкостью, что позволяет давильному методу быть перспективным не только в сфере серийного производства, но и при выпуске ограниченного количества деталей и изготовления единичных прототипов.
Процесс ротационной вытяжки в большей степени поддается автоматизации, чем большинство других формообразующих операций листовой штамповки, потому что используется оборудование, по своей кинематической схеме и системе управления сходное с универсальными металлорежущими станками токарно-фрезерной группы, и возможно совмещение нескольких операций на одном оборудовании вплоть до изготовления готовой детали. Кроме того, это оборудование достаточно универсально и позволяет изготавливать детали различной сложной формы и размеров.

ДОСТОИНСТВА РОТАЦИОННОЙ ВЫТЯЖКИ
- Сравнительно простая и недорогая технологическая оснастка и инструмент.
- Достижение значительно больших пластических деформаций (более 90% ) без термической обработки по сравнению с другими операциями холодной листовой штамповки.
- Достаточно малая энергоемкость и мощность применяемого оборудования.
- Возможность формообразования деталей из труднодеформируемых сплавов.
- Осуществление локального нагрева очага пластической деформации.
- Реализация совмещения на одном станке с одной установки основных и доделочных операций (выглаживание поверхности, подрезка фланца, отрез припуска или донышка, загиб или завивка кромок, зиговка и др.).
- Совмещение в одном автоматизированном цикле нескольких основных операций (вытяжка, раскатка, обжим, раздача, отбортовка).
- Получение детали с заданным переменным сечением стенок; обработка деталей из листовой, штампованной, кованной, литой или сварной заготовки, с получением при этом улучшенной структуры металла — твердость и предел прочности материала детали увеличивается до 2 раз по сравнению с материалом заготовки.
- Возможность регулировки точности получаемой заготовки (детали) соответствующим выбором режимов обработки.
- Обеспечение высокой чистоты поверхности детали, соответствующей финишным операциям — шероховатость поверхности до Ra 0.32.
ЭКОНОМИЧЕСКИЕ ПРЕИМУЩЕСТВА РОТАЦИОННОЙ ВЫТЯЖКИ
- Небольшие временные и материальные затраты на подготовку производства.
- Высокая экономическая эффективность при изготовлении деталей малыми сериями.
- Сокращение цикла обработки деталей и снижение себестоимости за счет уменьшения числа переходов и концентрации операций на одном рабочем месте.
- Повышение коэффициента использования металла.
- Быстрая перенастройка на выпуск новых деталей.
- Высокая автоматизация ротационной вытяжки на автоматизированном оборудовании, позволяющая эффективно использовать процесс в массовом производстве.
Традиционные операции ротационной вытяжки, использовавщиеся ранее преимущественно для изготовления ответственных особоточных деталей космической и военной техники, благодаря созданию их достаточно надежных математических моделей с соответствующим методическим и программным обеспечением получили возможность эффективно использоваться в гибком современном производстве. Использование технологий ротационной вытяжки в промышленности позволяет изготавливать многие осесимметричные детали различных машин и механизмов с высокими эксплуатационными свойствами, с минимальными производственными затратами, способствуя развитию автоматизированного производства.
Ротационное формование (токарно-давильные работы)
| Единица | Металлы | Цена за услугу |
| Изделие до 150 мм Единица Единица | Сталь, алюминий, медь (1 – 3 мм) Металлы Металлы | 80 руб. Цена за услугу Цена за услугу |
| Изделие до 300 мм Единица Единица | Сталь, алюминий, медь (1 – 3 мм) Металлы Металлы | 95 руб. Цена за услугу Цена за услугу |
| Изделие до 500 мм Единица Единица | Сталь, алюминий, медь (1 – 3 мм) Металлы Металлы | 120 руб. Цена за услугу Цена за услугу |
Получить детали и конструкции чашеобразной, конусной, цилиндрической формы из плоской заготовки можно оперативно и без ущерба для бюджета. Ротационное формование, которое обеспечивает ООО «ТруМакс», дает возможность с минимальными издержками получать бытовые предметы, детали для техники, резервуары для промышленности и другую продукцию. Токарно-давильная обработка выполняется на станке Prosper XY800, что сводит практически к нулю вероятность брака. Наша команда работает как по чертежам заказчика, так и выполняет ротационную вытяжку по индивидуальным проектам, разработанным собственным конструкторским отделом.





