

Рекомендации по использованию споттера
Что такое споттер и как он работает, описано выше. Есть несколько важных рекомендаций по его использованию:
- подключая к сети электроэнергии, надо брать в расчет сечение проводов (оно должно быть от 2,5 мм2, а при потреблении 32 А — более 4 мм2). Оно должно также увеличиваться при увеличении длины кабеля;
- на предохранителях необходимы обозначения индекса кривой отсечки (они должны обладать задержкой в условиях срабатывания), для тех, что работают от 230 В надо иметь 25 А, а для 380 В необходимо 16 А (иначе потери, возникающие при сопротивлении, не помогут достичь необходимого результата);
- на зачищенных местах в обязательном порядке необходимо проводить регулярную очистку от пыли (это помогает предотвратить искрение, а также необоснованный расход наконечников);
- никогда не оставлять клемму «массы» («земля») на соседней детали, и при ведении работ всегда иметь ее под руками;

Споттер для кузовных работ
- прочно крепить контакты, чтобы не спровоцировать пробои, а также проблемы, возникающие в местах крепления;
- чтобы произвести приварку волнистой проволоки или идентичных материалов, следует стартовать от дальней точки и спокойно двигаться к массе с целью избегания шунтирования (тогда ток идет с наименьшим сопротивлением, а точки будут по мере движения ослабевать);
- при сварке не должно быть давления, достаточно уверенного прикосновения инструмента к детали (нельзя доводить сопротивление в месте контакта до близкого к нулю);
- если площадь повреждения довольно велика, стартовать следует с вытяжкой по краю, двигаясь спирально, к середине. Тогда провалов в районе центра не будет. Чтобы не обеспечивать «хлопун», следует учитывать, что металл растягивается. Чтобы избежать этого, следует постепенно вытягивать по спирали. Кроме того, это обеспечивает экономию самого ценного «расходника» в жизни — времени.
Выбор споттера
В магазинах профессионального автомобильного оборудования представлен широкий выбор аппаратов точечной сварки, которые очень похожи параметрами, но находятся в разном ценовом сегменте
Причем абсолютно точно не стоит обращать внимание исключительно на стоимость товара
Сколько стоит споттер? Цена зависит от производителя и комплектации. Часто случается так, что хорошо зарекомендовавшие себя у профессионалов модели имеют не очень высокую стоимость. Главное, определиться, какая работа споттером будет производиться, и внимательно смотреть на технические характеристики выбранной модели.
Чем мощнее споттер, тем более толстый металл он может выправить, но, как правило, кузов имеет толщину всего 1-2 мм, поэтому нет смысла покупать более дорогой аппарат.
Споттер для кузовного ремонта имеет следующие особенности:
- питание от сети (220 бытовое или 380V профессиональное применение);
- мощность (Вт);
- силатока (А);
- вид напряжения (постоянное или переменное);
Споттер Тикс 1000
- возможность проводить сварку с одной или обеих сторон одновременно;
- комплект насадок и приспособлений, включающий в себя клещи и присоски.
На выбор модели влияет и частота эксплуатации. Для небольшой загруженности подойдет недорогой ручной споттер. Для регулярного и частого использования предпочтение стоит отдать профессиональному споту.
Как правильно подобрать споттер для работы
На российском рынке представлено широкий ассортимент рассматриваемого типа оборудования, которое отличается между собой не только ценовой политикой, но и заявленными техническим и характеристиками.
На сегодняшний день наибольшим спросом пользуются следующие производители:
- Holex – немецкая компания, которая отличается поставками продукции высокого качества. По причине высокой стоимости оборудование часто приобретается крупными станциями технического обслуживания, для которых авторитет занимает одну из ключевых роль. С помощью немецкого сварочного аппарата можно достичь максимально высокого качества по результатам работы;
- французская компания Gys. Наиболее известной моделью считается Gyspot. Основное предназначение заключается в сварки звезд и колец, вытягивание вмятин небольших размеров, сварки с помощью волнистой проволоки, рихтовка округлых металлических поверхностей;
- Solary – компания родом из Китая, но, несмотря на это качество сборки оборудования находится на высшем уровне. Модельный ряд обладает многочисленным функционалом, что делает его универсальным;
- Deca – итальянский поставщик качественного оборудования. Отличительной особенностью считается наличие встроенного микропроцессора, с помощью которого предоставляется возможность выполнять необходимые настройки в автоматическом режиме, причем в разных климатических и бытовых условиях. Толщина обрабатываемого металла не играет ключевой роли при выполнении поставленной задачи.
- Темп – украинский производитель, для которого соотношение цены и качества является не пустым звуком.
Как видно, широкий ассортимент рассматриваемого оборудования позволяет выбрать наиболее подходящую модель для выполнения определенных поставленных задач.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Подробный порядок использования
Работа по разравниванию вмятины начинается с того, что на электрод подается ток от сварочного аппарата. Для выпрямления применяется обратный молоток, который может быть заменен заостренным упором. Воздействия на деформируемую поверхность необходимо осуществлять до ее полного выравнивания. По завершению всех операций, место обработки нужно зачистить, так как на нем остались электродные шлаки.
Алгоритм для рихтовочных работ включает в себя следующие этапы:
- Подготовка обрабатываемой поверхности (вне зависимости от материала кузова – алюминий или железо), путем удаления с нее любых покрытий, будь то шпаклевка, лакокрасочный слой, грунтовка;
- Присоединение «минусовой» клеммы от аппарата к кузову ТС в целях заземления;
- Постановка крепежа, посредством приварки различных крепежных приспособлений (петли, крючки и зацепы) к месту деформации, путем производства точечной сварки;
- Подготовка оборудования – осуществляется сцепление инструментальной базы и дополнительного оборудования (на этом этапе удобно применять пуллер);
- Выправка элемента, т. е. его вытягивание с целью восстановления первоначального вида;
- Демонтаж крепежа – банальное удаление средств крепления (обычно используют «болгарку»);
- Завершающий этап – это шлифовка, при котором производится очистка поверхности и проводятся подготовительные работы для последующего окрашивания.
Для выполнения вышеуказанного алгоритма вполне достаточно минимальных знаний по работе со сварочной установкой. В случае, если споттер укомплектован набором насадок, то это позволит работать с любыми элементами крепежей.
Преимущества использования споттера
Основное преимущество этого метода заключается в сокращении времени и затрат на ремонт. Ведь при использовании споттера исключается необходимость в замене кузовной детали, разборки и сборки салона. Как следствие, не требуется пугать клиента сроками на заказ ремонтной части и итоговой ценой всего ремонта; сроки и цена — это главное, чем интересуются при обращении в автосервис. А невысокая цена и простота использования дополняют его популярность.









- он позволяет ремонтировать элементы, которые до сих пор подлежали исключительной замене;
- значительно сокращает время ремонта;
- позволяет применение клеевых технологий и осуществление ремонта алюминиевых элементов;
- небольшая цены инструментов со сравнению с получаемым эффектом.
Соотношение цена и качество: лучшие аппараты, произведённые в Германии
Хорошо знаком специалистам немецкий инструмент Holex, выпускаемый компанией Хоффман. Аппаратами для точечной сварки и рихтовки кузовных конструкций автомобилей марки Holex пользуются на авторемонтных предприятиях во всём мире.
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Споттеры для рихтовки Holex – это качественные и надёжные многофункциональные устройства, имеющие отличную комплектацию и микропроцессорный контроль. Holex обладает разными функциями точечной сварки, в том числе и элементов из нержавейки.
Аппараты WDK – профессиональные мобильные электрические рихтовщики, простые в настройке и работе. Модель WDK 7000 предназначена для рихтовки и точечной сварки. На рынке оборудования для ремонта авто агрегат предлагается в двух вариациях:
- 220 В – идеально подходит для выпрямления металлических поверхностей;
- 380 В – универсальный вариант, применяется и для выравнивания неровностей, и для одностороннего точечного сваривания и пайки угольным электродом.

Элементы управления WDK 7000 выполнены из качественного пластика. Аппарат защищён от перегрева, оснащён системой автоматического охлаждения, оборудован пистолетом с кнопкой «Пуск». Время, в течении которого происходит работа сварки, контролируется как в ручном, так и в автоматическом режиме. WDK 7000 имеет плавную регулировку времени работы сварки и сварочного тока.
Фото споттера своими руками









Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
1+
Назначение устройства
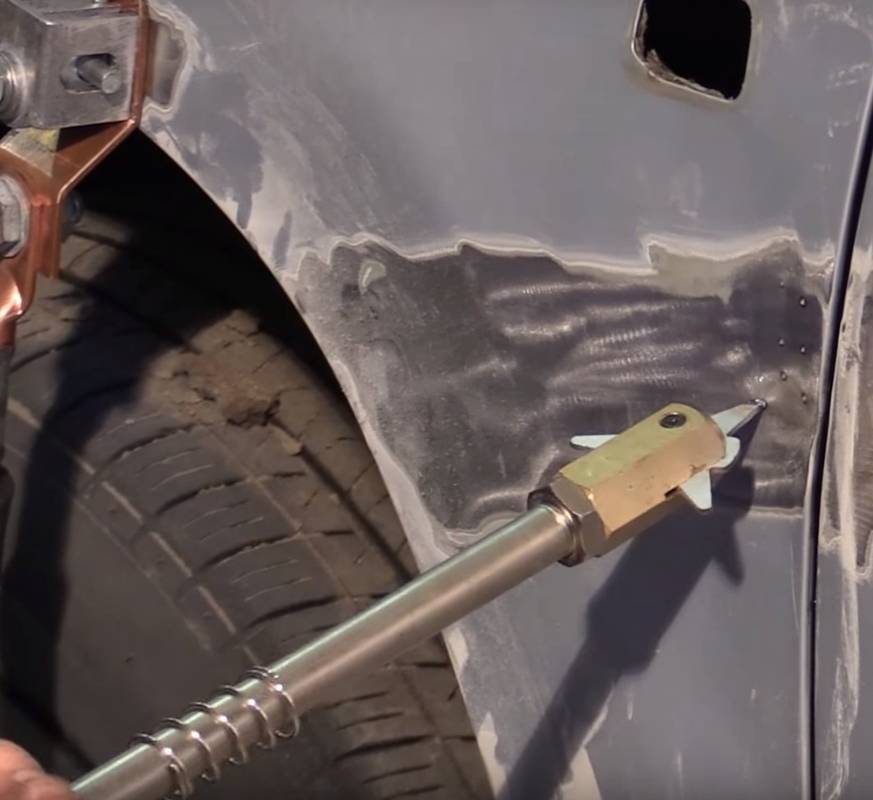
Споттер предназначается для кузовных работ автомобилей, когда выравнивание поверхности детали с внутренней стороны невозможно. Посредством этого инструмента можно осуществить локальное нагревание металла при малых повреждениях кузовной части. Сам процесс сваривания выглядит следующим образом: на место поврежденного металла приваривают крепеж, к которому подсоединяют споттер, и посредством вспомогательных приспособлений или же вручную вмятина вытягивается. Инструмент для ремонта кузова своими руками дает возможность качественно и быстро восстановить автомобиль без покраски участка, подвергшегося деформации.

Можно сделать споттер из сварочного аппарата своими руками. При его эксплуатации необходимо держать под контролем функционирование каждой детали, так как высока вероятность разрыва проводов и перегревания агрегата.
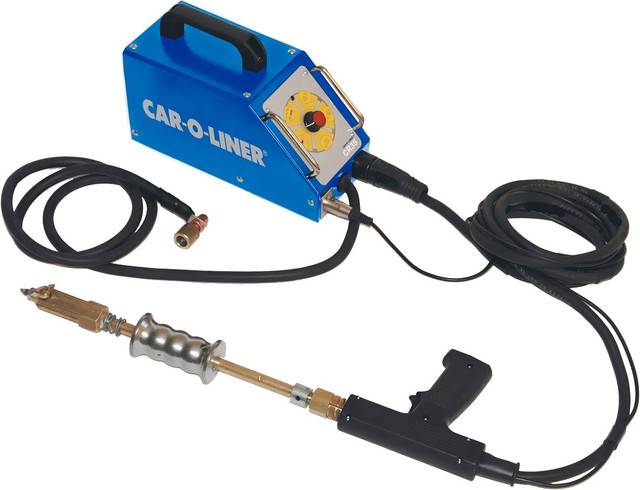
Продукция французской компании Gys для рихтовки кузова
Хорошо известны и востребованы на отечественном рынке оборудования для ремонта транспортных средств приборы французской компании Gys, которая давно и успешно выпускает рихтовочные аппараты. Линейка продукции этой компании постоянно обновляется. Современные инструменты споттер Gyspot 2600, 3902 имеют несколько функций и используется для:
- сварки звёзд, колец;
- стягивания вмятин небольшого размера;
- отделочных работ;
- сварки волнистой проволоки для выпрямления части округлой формы.

Аппараты Gyspot 2600, 3902 служат в качестве идеального инструмента для выравнивания стали небольшой толщины. Их удобно использовать при вытяжке поверхности и правки дефектов капота, дверей, крыши авто. Аппарат 3902, как и прочие современные модификации Gyspot, прост в использовании.
Генерация сварочной точки происходит автоматически при контакте инструмента и поверхности. В ассортименте Gyspot есть также споттер по алюминию, который правит алюминиевые части кузова авто. Его легко применять даже новичкам, так как работает аппарат автоматически при помощи пистолета.
Изготовление споттера
Сделать споттер из трансформатора от микроволновки можно самостоятельно. Рабочий инструмент изготавливается исходя из конкретных задач или приобретается в магазине. Электрическая часть собирается в любом подходящем металлическом корпусе, там же устанавливаются выключатели и регулятор сварочного тока.
В стенках сверлятся отверстия Ø10-20мм для охлаждения, сверху крепится ручка для переноски, а сбоку устанавливаются клеммы для подключения “массы” и электрода. На лицевой панели желательно установить индикаторы сети и работы, а также амперметр, для контроля величины сварочного тока.

Преимущества рихтовки со споттером
Основной плюс выравнивания вмятин таким образом заключается в значительном сокращении времени, которое требуется на ремонт. С помощью этого устройства нет необходимости в демонтаже кузовных деталей, а также в разборке и последующей сборке. Клиенты будут довольны сроками ремонта и его ценой.
Споттер для кузовного ремонта позволяет выполнять ремонт и восстановление элементов, которые раньше нужно было только полностью менять. Значительно сокращается время работ. С ним можно применять клеевые технологии, за счет чего появляется возможность ремонта элементов из алюминия. Цена споттера сравнительно мала, особенно если учесть эффект от его применения.
SKODA RAPID – любая поездка в удовольствие
Шкода Рапид – самый доступный автомобиль, из всей линейки SKODA представленной в России, однако он оснащён самыми современными опциями, обычно предлагаемыми для автомобилей классом выше. Внешность дорогого европейского автомобиля, в дизайне которого нет случайных деталей в сочетании с удобством и функциональностью, превзойдёт все ваши самые смелые ожидания. Всё продумано – до мелочей.
И дело не только в удовольствии, которое вы получите при скоростном прохождении связки поворотов – хотя и его SKODA RAPID с лёгкостью вам обеспечит. Множество деталей, которые способны сделать каждую поездку максимально удобной и комфортной – вот за что ценят автомобили SKODA более чем в сотне стран мира.

В целом, его можно назвать «горожанином» компактного класса. В то же время, Шкода Рапид — это семейный автомобиль, его просторный салон и вместительный багажный отсек отлично подойдёт для путешествий всей семьёй. Поместится практически всё и даже больше! А если места всё-таки окажется мало — багажную полку легко снять, а сиденья второго ряда — сложить.
Под капотом – тоже есть чем впечатлиться. Двигатели SKODA RAPID – это воплощение всей инженерной мощи автоконцерна «Volkswagen». Их экономичность и надёжность, проверенная временем, гарантирует вам годы бесперебойной работы в условиях самого напряжённого графика в самых сложных дорожных условиях.
Семейный автомобиль должен быть по-настоящему комфортным, причём не только на первом ряду, но и на втором. Ведь в настоящей семье должно быть одинаково удобно всем. SKODA RAPID – полностью отвечает этим требованиям, ведь это автомобиль, в котором каждый найдёт для себя удобное и комфортное место. Даже в самой длительной поездке.
Ключевые функции и технические характеристики споттера
Независимо от рода устройства: заводская (используется в промышленности) или самодельная конструкция, у них одинаковые функции:
- сваривание элементов корпуса с использованием ремонтных шайб;
- точечная сварка электродом из металла. Штырь подбирается прочный, чтобы с его помощью удалось вытянуть корпус;
- способность нагревать детали корпуса посредством электрода углеродного типа и резко охлаждать основу. Подобная функция способствует созданию осадки металла;
- за счёт двух режимов работы улучшается эффективность и простота применения устройства. При активации первого режима наступает стабильная работа, он предназначен для использования с углеродным электродом. Второй режим подразумевает непродолжительное включение, время активности выставляется вручную. Используется вместе с железным электродом, нередко применяется для установки шайб;
Споттеры для точечной сварки должны быть ограничены временем сваривания детали
В аппарат встроена охладительная система и термостат для деактивации в случае сильного нагрева. Отключение и включение выполняется автоматически при достижении установленных отметок.










Базовые характеристики споттеров:
- напряжение в сети питания для правильной работы установки – 220 В (иногда 380 В);
- частота переменного тока – от 50 до 60 Гц;
- предельная мощность аппарата – 10 кВт;
- сила тока в режиме максимальной нагрузки – 1300 А;
- напряжение во 2-м слое обмотки сварочной установки – 8-9В;
- диапазон времени активности – от 0 до 1,2 с;
- 2 режима работы: с включением таймера (для сварки по точкам) и непрерывная работа в стандартном режиме и темперировании;
- производительность при установке режима точечной сварки при соотношении с предельной мощностью на выходе – 15%;
- производительность в случае использования угольной сварки в отношении к максимальной мощности на выходе – 75%;
- усилие на разрыв иглы – свыше 100 кг;
- тяговое усилие в отношении шайбы – свыше 100 кг;
- габариты конструкции – 380х290х840 мм;
- масса – 32 кг.
Ключевые функции и технические характеристики споттера
Независимо от рода устройства: заводская (используется в промышленности) или самодельная конструкция, у них одинаковые функции:
- сваривание элементов корпуса с использованием ремонтных шайб;
- точечная сварка электродом из металла. Штырь подбирается прочный, чтобы с его помощью удалось вытянуть корпус;
- способность нагревать детали корпуса посредством электрода углеродного типа и резко охлаждать основу. Подобная функция способствует созданию осадки металла;
- за счёт двух режимов работы улучшается эффективность и простота применения устройства. При активации первого режима наступает стабильная работа, он предназначен для использования с углеродным электродом. Второй режим подразумевает непродолжительное включение, время активности выставляется вручную. Используется вместе с железным электродом, нередко применяется для установки шайб;
Споттеры для точечной сварки должны быть ограничены временем сваривания детали
В аппарат встроена охладительная система и термостат для деактивации в случае сильного нагрева. Отключение и включение выполняется автоматически при достижении установленных отметок.
Базовые характеристики споттеров:
- напряжение в сети питания для правильной работы установки – 220 В (иногда 380 В);
- частота переменного тока – от 50 до 60 Гц;
- предельная мощность аппарата – 10 кВт;
- сила тока в режиме максимальной нагрузки – 1300 А;
- напряжение во 2-м слое обмотки сварочной установки – 8-9В;
- диапазон времени активности – от 0 до 1,2 с;
- 2 режима работы: с включением таймера (для сварки по точкам) и непрерывная работа в стандартном режиме и темперировании;
- производительность при установке режима точечной сварки при соотношении с предельной мощностью на выходе – 15%;
- производительность в случае использования угольной сварки в отношении к максимальной мощности на выходе – 75%;
- усилие на разрыв иглы – свыше 100 кг;
- тяговое усилие в отношении шайбы – свыше 100 кг;
- габариты конструкции – 380×290х840 мм;
- масса – 32 кг.
Назначение и сферы применения оборудования
Споттеры являются стандартным оборудованием для автосервисов, т. к. их использование значительно экономит время и сокращает трудозатраты при рихтовке кузовных деталей с односторонним доступом. Кроме того, их применяют для осадки импульсным нагревом металла. Еще одной областью применения споттеров является двусторонняя сварка. В этом случае вместо пистолета используют специальные сварочные клещи. Одна из важных особенностей этого сварочного оборудования — небольшое энергопотребление; параметр ПВ (продолжительность включения) у таких аппаратов не превышает 5%. Многие домашние мастера из тех, кто занимается кузовным ремонтом автомобилей, самостоятельно изготавливают споттеры из подручных материалов (в основном, на базе старых трансформаторов). В таких аппаратах чаще всего отсутствует электронный блок управления, а сварочный импульс формируется вручную, путем нажатия на кнопку отключения питания. Регулировки тока у них, как правило, тоже нет, поэтому подбор сварочных режимов производится опытным путем. Пистолеты и обратные молотки народные умельцы обычно изготавливают своими руками, а расходный крепеж приобретают в профильных магазинах. Тем не менее, с помощью таких устройств вполне успешно выполняются различные виды рихтовки.
Как управлять трансформатором для споттера?
Контактная сварка нуждается в коротком импульсе напряжения. Соответственно, сделанный своими руками споттер из сварочного аппарата требует специальной схемы управления. Поскольку сварочный ток имеет большую величину, коммутировать выходное напряжение напрямую не выйдет. Управление выполняется посредством подачи на первичную обмотку напряжения. Данная схема неудобна тем, что кнопка коммутирует прямо на сетевое напряжение, что может вызвать опасение.
Также размыкание контактов провоцирует образование сильной искры. Если вместо кнопки будет установлено втягивающее стартерное реле, которое можно будет включать кнопочным способом, это будет более безопасно и удобно. Можно применять разные комбинации разных автомобильных реле и мощных пускателей. Реле управляется посредством напряжения в 12 В, а контакты будут управлять контактором.
Такие способы управления трансформатором для споттера не позволят наверняка выдержать требуемый временной промежуток работы, и работать с его помощью можно будет лишь с течением времени. Если у вас есть более серьезные навыки сборки своими руками подобных приспособлений, то можете попробовать сделать более совершенную схему.
А в такой схеме трансформаторная первичная обмотка будет управляться тиристором. Он включается с помощи напряжения на управляющий электрод. При отпущенной кнопке конденсатор будет заряжаться от трансформатора посредством диодного моста. При нажатии ее конденсатор посредством резистора будет разряжаться на управляющий электрод тиристора. А время его включенного состояния будет зависеть напрямую от периода разряда конденсатора, его можно регулировать посредством подстройки переменного резистора. Для последующего включения споттера кнопку нужно будет отпустить и нажать снова.
Корпус самодельного споттера и остальные комплектующие
Коли уж решено делать споттер своими руками, то стоит позаботиться о надежном и прочном корпусе. Для несущего днища лучше взять массивную панель из не электропроводного материала, такого, например, как гетинакс. Размеры основы должны позволять разместить все основные узлы и детали, надежно их закрепить и в то же время оставить достаточно свободного места для охлаждения элементов. Лучше сначала прикинуть расположение элементов конструкции на эскизе, чем потом по три раза заново сверлить отверстия и перекручивать болты.

Корпус для споттера своими руками
Для защиты элементов конструкции от механических повреждений и загрязнений можно подобрать подходящий по размеру корпус от старой микроволновки, другого бытового устройства или от пришедшего в негодность сварочного аппарата. Последний будет иметь то преимущество, что у него уже есть разъемы для кабелей, переключатели и регуляторы на передней панели.
Для завершения комплектации споттера, сделанного своими руками, потребуется подобрать готовые или сделать самому:
- Сварочный пистолет.
- Кабели для массы и для электрода.
- инопуллер, или обратный молоток.

Споттер из сварочного пистолета
Чтобы не ошибиться с сечением кабеля, можно использовать мнемоническую формулу: на каждые 10 ампер пикового тока, выдаваемого прибором в рабочую цепь, понадобится 1 мм кв. сечения. Для уменьшения потерь тока и снижения эффективности устройства и качества сварки электродный кабель не стоит делать длиннее 2, 5, а массовый — длиннее у 1,5 м. Кабели также нужно оснастить надежными разъемами, под резьбовое крепление или быстросъемными. Массовый кабель можно снабдить мощным «крокодилом» для присоединения к корпусу автомобиля.
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:










- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
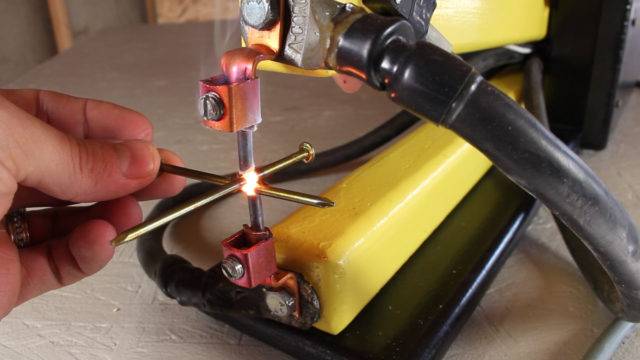
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
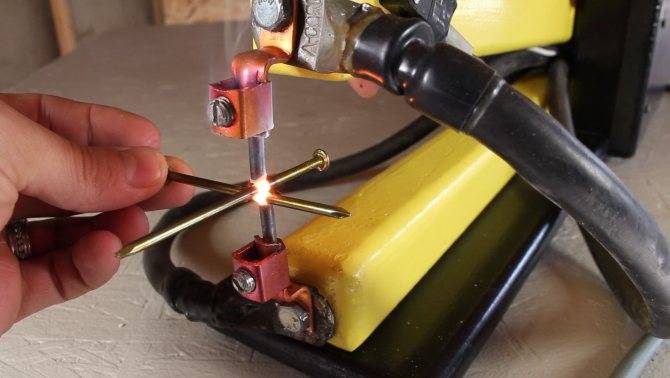
Сварка гвоздей аппаратом Тип соединения также определяется видом сплава.
Сварочный аппарат на основе инвертора
Наиболее распространенным является самодельный споттер из сварочного аппарата, хотя его также можно собрать и не из сварки. Споттер — это ответвление контактной сварки. Но в нем нет клещей, поэтому устройство считается аналогом обычной электродуговой сварки, где ток проходит сквозь металл. Один контакт присоединяется к кузову, а второй — это шток и насадка.
Контактная сварка своими руками из инвертора имеет две главные составляющие:
- Сварочный инвертор,
- Тиристорное реле.
Самостоятельная сборка проводится с помощью таких деталей:
- Тиристор номиналом 200 В.
- Понижающий трансформатор 122 В для управления реле посредством выключателя.
- Реле мощностью 30 А.
- Диодный мост.
- Контактная группа на 220 В.
- Выключатель реле.
Через диодный мост трансформатор подключается к сети, и в то же время подключен тиристор электрореле. Трансформатор подает питание на управляющую ветку тиристорной цепи.
Сборка устройства
Инверторные сварочные аппараты являются хорошим вариантом для сборки споттера. Главное — сконфигурировать аппарат так, чтобы прибор с постоянным током выдавал не менее 1500 Ампер.
Сборка осуществляется поэтапно:
- Снять с прибора вторичную обмотку, чаще всего их две.
- Установить необходимое количество витков на 1 В. Для этого можно обернуть первичку медной проволокой и измерить вольтаж. Полученную цифру разделяют на количество витков проволоки. Результат и есть нужное количество витков.
- При намного меньшем сечении шина разделяется на несколько частей и скрепляется специальной изолентой с наличием материи. Количество разделов вычисляется из первичного показателя. С показателем 40 мм2 шину разделяют на четыре части.
- Необходимы две шины с обмоткой и изолентой. Изолировать нужно последовательно.
- Полученные шины наматывают на трансформатор. Для этого может понадобиться молоток и помощь второго человека.
При достижении необходимой мощности тока прибор считается готовым.
Подготовка трансформатора
Такое устройство, как споттер, предполагает перемотку трансформатора. Процесс является трудоемким и считается самым сложным. На обмотку нужно много времени, но без этого не обойтись. Обмотка может быть разных типов. Изоляция мотков может быть из лакоткани либо из трансформаторной бумаги.
Трансформатор, который будет обеспечивать формирование тока, сложно найти, но можно изготовить. Для этого понадобится магнитопровод, который будет основой, с сечением не меньше 400 мм2. Размер рассчитывается с учетом размещения обмотки.
Различают три типа размещения обмотки:
- Ш-образное,
- О-образное,
- Тороидальное.
Магнитопроводы могут быть пластинчатыми и ленточными. Выбор индивидуальный. Для Ш-образного типа первичная обмотка состоит из 200 витков, и для нее понадобится провод сечением 2.5 мм2. Вторичная обмотка насчитывает 7 витков, для чего понадобится провод с сечением 50 мм2 или шина необходимого сечения с изоляцией.
Длину концов вторичного провода рассчитывают для подключения к выходным клеммам, а первичного — к электроцепи прибора. Трансформатор пропитывается шеллаком.
В чертеже электросхемы имеется питающий трансформатор, напряжение вторичной обмотки в котором — 12 В. Подойдет также любой другой трансформатор, удовлетворяющий параметрам. Для контроля напряжения на устройстве его можно оснастить дополнительной обмоткой.
Тиристор должен соответствовать параметру: обратное напряжение не меньше 220 В, а прямой импульсный ток — не меньше 50 А. Диоды подбираются по таким же параметрам. Используется резистор с номиналом 100 Ом и конденсатор 25 В 1000 мкФ.
Последовательность работы самодельного споттера:
- Включение кнопки и разрядка конденсатора, кратковременное включение резистора и тиристора.
- Подача переменного напряжения на первичную обмотку трансформатора через диоды.
- Сваривание деталей и электрода.
- Разрядка конденсатора, закрытие тиристора и обесточивание силового трансформатора.
- Работа завершена, продолжается зарядка конденсатора от трансформатора для дальнейшей работы.
Важно помнить, что тиристор и диоды могут быть заменены симисторами. Самодельное устройство должно быть точно сконструировано для слаженной и корректной работы независимо от габарита и вложенных финансов
Основные виды рихтовки
Многие автовладельцы болезненно воспринимают повреждения кузова, получаемые в результате:
- случайных столкновений;
- наездов на препятствия;
- выброса камней из-под колёс попутных и встречных машин;
- ряда других причин.
Вмятины выправляются различными способами. Процесс восстановления поверхности деформированных деталей кузова называется рихтовкой. С её помощью можно вернуть внешнему виду автомобиля оригинальную форму. Рихтовка относится к заключительной стадии восстановительных кузовных работ и требует к себе тщательного, аккуратного, профессионального отношения.









В зависимости от вида повреждения используются различные технологии рихтовки
Обладая минимальными навыками слесарных работ, многие повреждения деталей кузова можно устранить самостоятельно. Технологию рихтовки следует выбирать с учётом марки и года выпуска автомобиля. Кузова советских «Волг», «Москвичей», «Запорожцев» и др. изготавливались из прочной жести, которую восстановить до первоначального вида было очень сложно. Часто требовались газосварочные работы, навыком которых владели далеко не все водители. В современных автомобилях для кузовных деталей используют тонкий пластичный стальной лист, который легко восстанавливается выдавливанием, выстукиванием, воздействием вакуума и другими способами. Поэтому большинство автовладельцев с несложными кузовными работами могут справиться самостоятельно. Различают следующие виды ручной рихтовки:
- Устранение вмятин. Это самый распространённый вид рихтовки. Для ликвидации вмятин используются различные технологии.
- Устранение выпуклостей. Выпуклости образуются в результате выгибания кузовной детали при ударах и столкновениях. Они устраняются частыми и несильными ударами молотка через подложку. В сложных случаях используется газовая горелка. Нагрев ведётся по спирали от центра к краям выпуклости.
- Локальная рихтовка. Оригинальная форма детали восстанавливается без её демонтажа. Однако часто с повреждённой двери, крыла или капота требуется снять ручки, обшивку, фонари и другие элементы, которые мешают проведению работ.





