

Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.

В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.

Серебряные припои
Химический состав
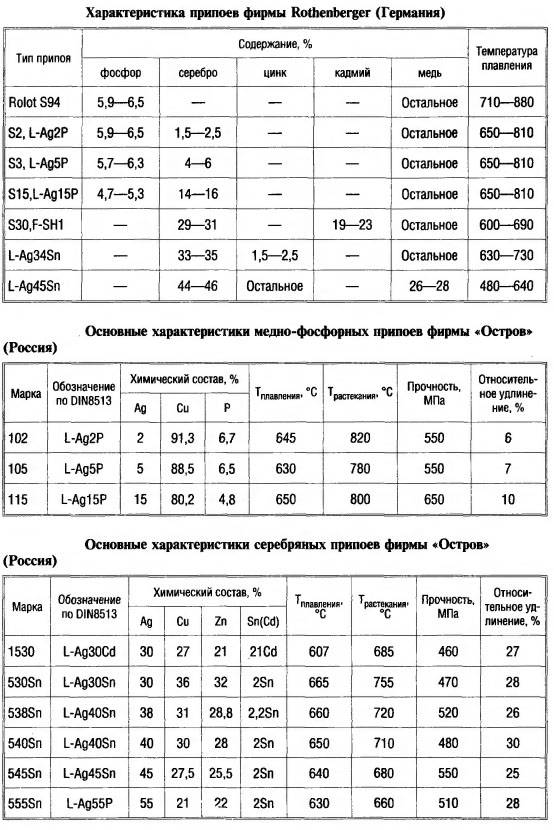
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
Марка | Содержание элементов, % | ||
Серебро | Медь | Фосфор | |
ПМФ 102 | 2 | 91,3 | 6,7 |
ПМФ 105 | 5 | 88,5 | 6,5 |
ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
Элемент | Процентное содержание |
Серебро | 40 |
Кадмий | 28,5 |
Цинк | 17 |
Медь | 17 |
Никель | 0,5 |
Железо | 0,1 |
Свинец | 0,05 |
Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
ПМФ 102 | 645 | 820 |
ПМФ 105 | 630 | 780 |
ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
Наименование свойства | Значение |
Температура плавления, градусов Цельсия | 590-610 |
Сопротивление удельное, Ом | 70 |
Удельная теплоемкость, Дж/кг градусы | 20 |
Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.

Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.
Порядок выполнения работ
На огнеупорное основание помещаются детали, предназначенные для пайки. Все элементы должны быть жестко зафиксированы относительно друг друга. Используются зажимы разных конструкций и тугоплавкая проволока (нихромовая)
Обратите внимание: чем меньше зазоры в зоне сварки, тем более красивое и качественное соединение получится
Подлежащая пайке рабочая поверхность деталей тщательно зачищается, удаляются образовавшиеся за долгое время оксидные пленки
Обратите внимание на полное отсутствие загрязняющих компонентов – только так удастся достигнуть качественного внутреннего соединения. Обезжиренные элементы покрываются тонким слоем флюса
Флюс можно просто насыпать или непосредственно перед пайкой приготовить необходимое количество кашицы с водой. Кашица наносится кисточкой.
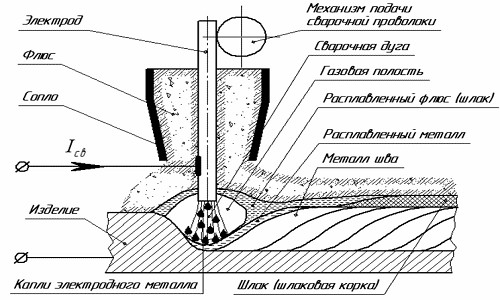
Газовая горелка для пайки металлов: 1 – внутренняя трубка, 2 – внешняя трубка, 3 – отверстие, 4 – звездочка, 5 – отросток.
Пайка. На место сварки помещают кусочек припоя. Количество припоя определяется по месту, удобно использовать кусочки размером 2х2 или 2х1 мм. Полоска припоя толщиной приблизительно 0,5 мм делится на части необходимого размера. Применяются кусачки или бокорезы.
Газовая горелка подводится к изделию сбоку
Осторожно прогревается место сварки. Следите, чтобы поток горячего газа не сдувал припой и флюс, также контролируйте равномерность прогрева
После расплавления флюса постепенно увеличивается пламя, пока припой не образует паяный шов. Если припоя не хватает, аккуратно добавляют припой и флюс.
Если требуется заполнить трещину, можно использовать “легкий” серебряный припой с пониженным содержанием серебра, так как он плавится при более низкой температуре. Для соединения двух частей вместе, соответственно, используйте “средний” или “твердый” серебряный припой с большим содержанием серебра, чтобы создать более крепкое соединение.
Финальная обработка. Изделие очищается от флюса. Излишки припоя удаляются наждачной бумагой или надфилем. Поверхность подвергается чернению или осветлению кислотным раствором.
В некоторых случаях спаять серебро пытаются оловянно-свинцовым припоем. Этот способ может быть применен только один раз в критической ситуации, при повторном ремонте изящество вещи может быть утрачено: при таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виноват.
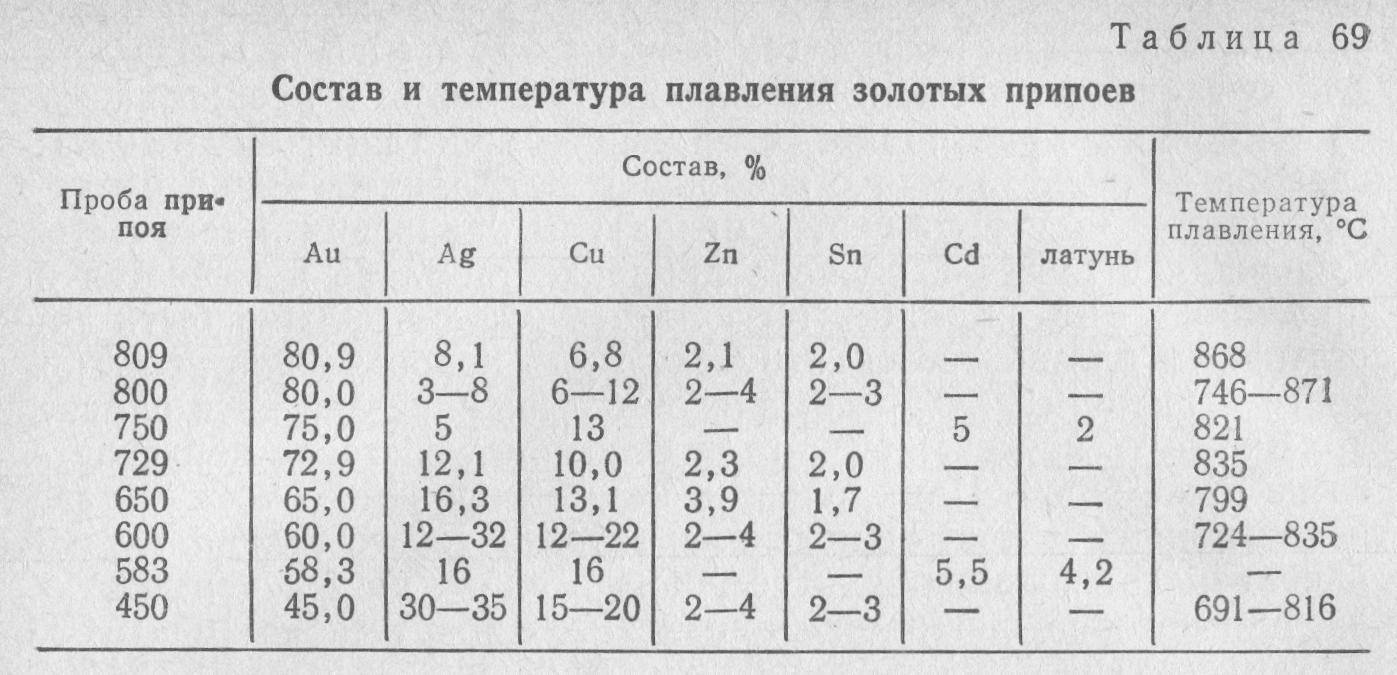
Если случилось повредить любимое золотое украшение, то потребуется лазерная пайка золота.
Ремонт поломавшихся ювелирных украшений можно осуществить в специализированной мастерской, а ряд небольших дефектов можно устранить своими руками.
Треснувшее или раздавленное кольцо, конечно, чинить в домашних условиях практически невозможно – пайка на видимой части украшения даст грубый паечный шов и, возможно, изменение цвета, которое трудно предотвратить новичку.
А вот спаять плетеную цепочку, соединив разорванные звенья – вполне по силам.
В статье мы рассмотрим, как осуществить пайку золота, ремонт золотых ювелирных украшений в домашних условиях своими руками и покажем учебное видео.
Что такое серебряный припой?
Чистое серебро – дорогой металл и для работы используется редко. Структура его мягкая, поэтому мастера пользуются сплавами, в состав которых входят медь, цинк, а также алюминий, никель, кадмий.
Соединения серебра с медью и цинком обладают высокой способностью к расплавлению и используются в качестве серебряного припоя. Паяльный шов, выполненный таким припоем, очень прочный. Припой с 10% количеством серебра хорошо обрабатывается молотом в вальцах и используется для пайки стальных деталей.
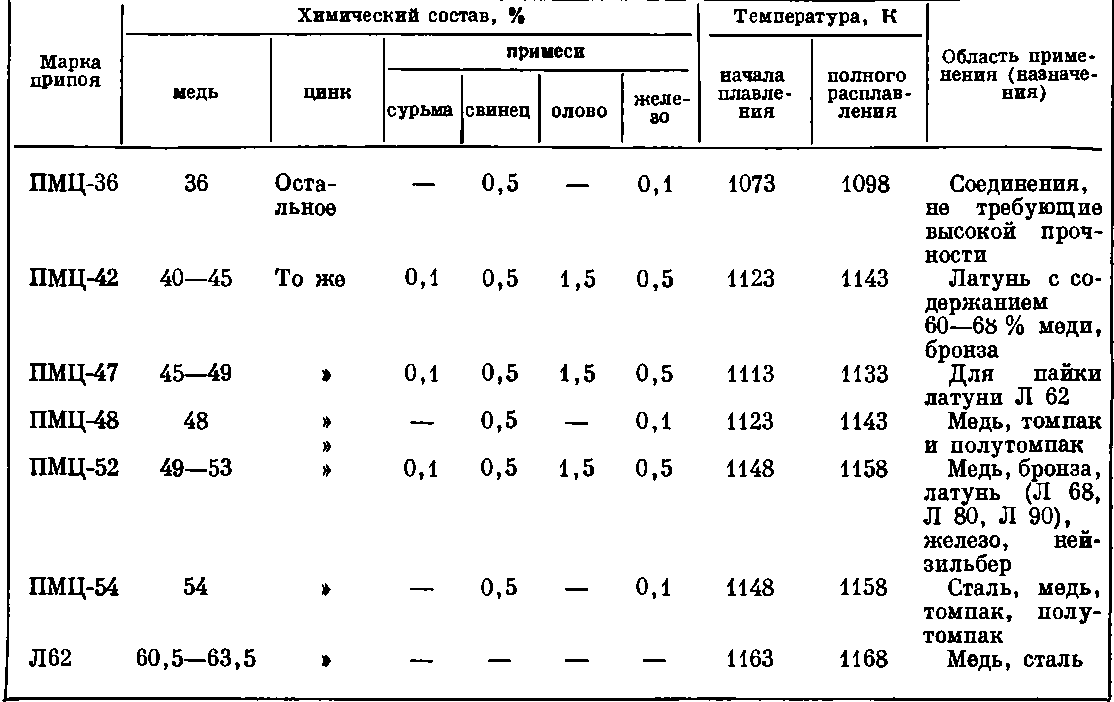
Припой ПСр-25 применяют для соединения поверхностей из латуни.
Применяют припой ПСр-25 и ПСр-12 для соединения латунных поверхностей и выполнения особенно аккуратных и чистых мест спаивания. Форма изготовления серебряного припоя – сплошной лист, подвергающийся резке для получения полос необходимого размера. Для работ используют полосы толщиной 1,5-2 мм, а мелкие детали соединяют с помощью полос шириной в 3 мм. Серебряный припой применяют для заполнения зазоров между швами. Они выдерживают значительные вибрационные нагрузки, устойчивы к ударам и деформации.
Состав серебряного припоя устанавливает ГОСТ, регламентирующий область его использования.
https://youtube.com/watch?v=Qdzl7ZskqXo
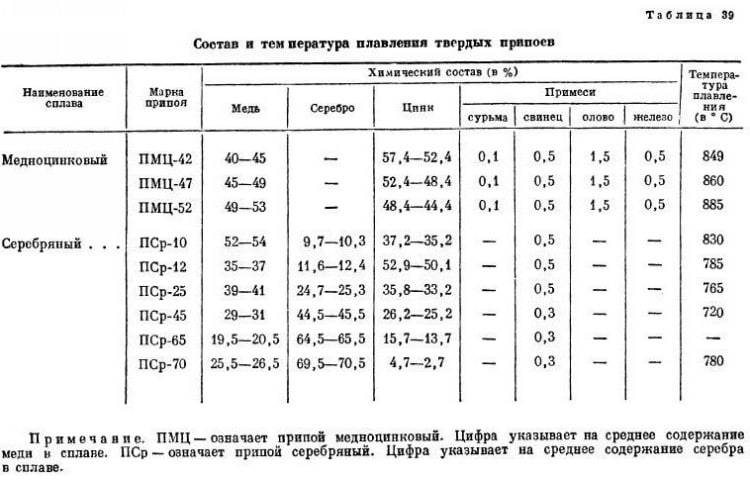
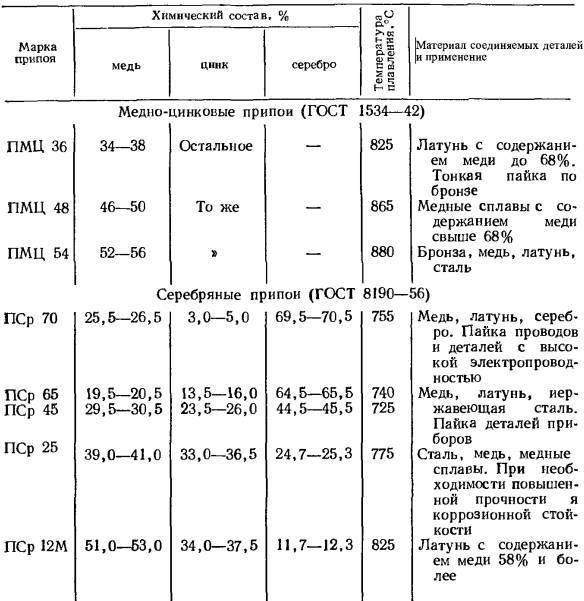
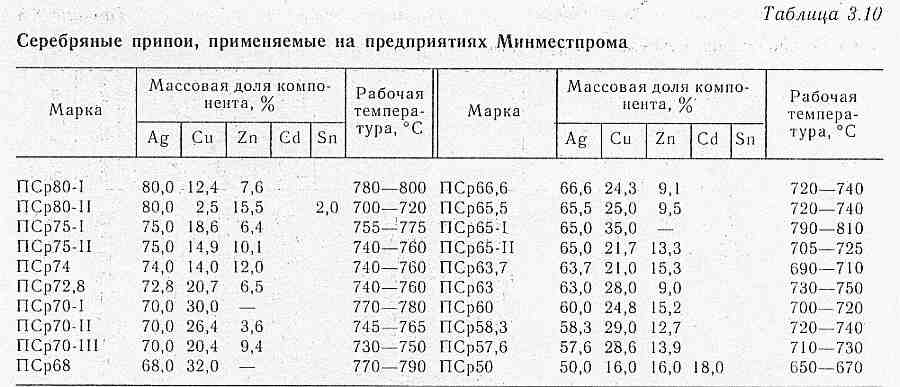
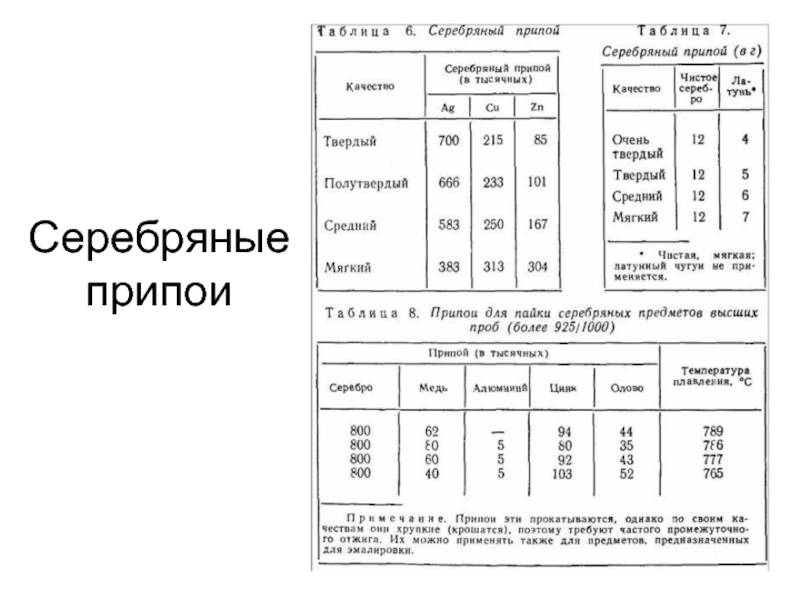
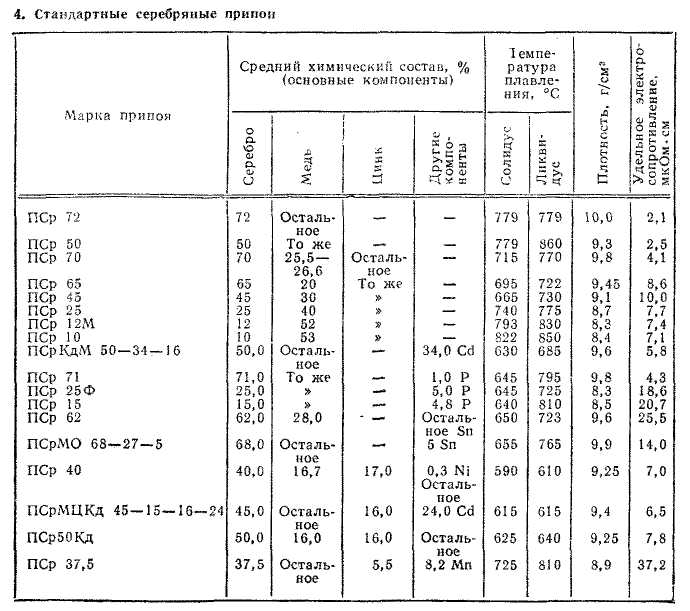
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
| Марки и их обозначения | Химический состав | ||||||
|---|---|---|---|---|---|---|---|
| Ag | Cu | Примеси | Zn | ||||
| нормальное содержание в % | допуск в % | нормальное содержание в % | допуск в % | Pb не более в % | всего не более в % | ||
| ПСр-10 | 10 | ±0,3 | 53 | ±1 | 0,5 | 1 | Остальное |
| ПСр-12 | 12 | ±0,3 | 36 | ±1 | 0,5 | 1 | |
| ПСр-25 | 25 | ±0,3 | 40 | ±1 | 0,5 | 1 | |
| ПСр-45 | 45 | ±0,5 | 30 | ±0,5 | 0,3 | 0,5 | |
| ПСр-65 | 65 | ±0,5 | 20 | ±0,5 | 0,3 | 0,5 | |
| ПСр-70 | 70 | ±0,5 | 26 | ±0,5 | 0,3 | 0,5 |
Свойства
| Марки и их обозначения | Температура плавления в °С | Температура пайки в °С | Удельный вес в литом состоянии | Электропроводность в % (медь — 100%) |
|---|---|---|---|---|
| ПСр-10 | 820 | 870 | 8,55 | 20,5 |
| ПСр-12 | 875 | — | 8,5 | — |
| ПСр-25 | 765 | — | 8,9 | — |
| ПСр-45 | 675 | 745 | 9,15 | 24,4 |
| ПСр-65 | 740 | — | 9,6 | — |
| ПСр-70 | 780 | 775 | 9,8 | 77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность. Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины
Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Припой серебряный с флюсом для пайки

Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
Серебряный припой
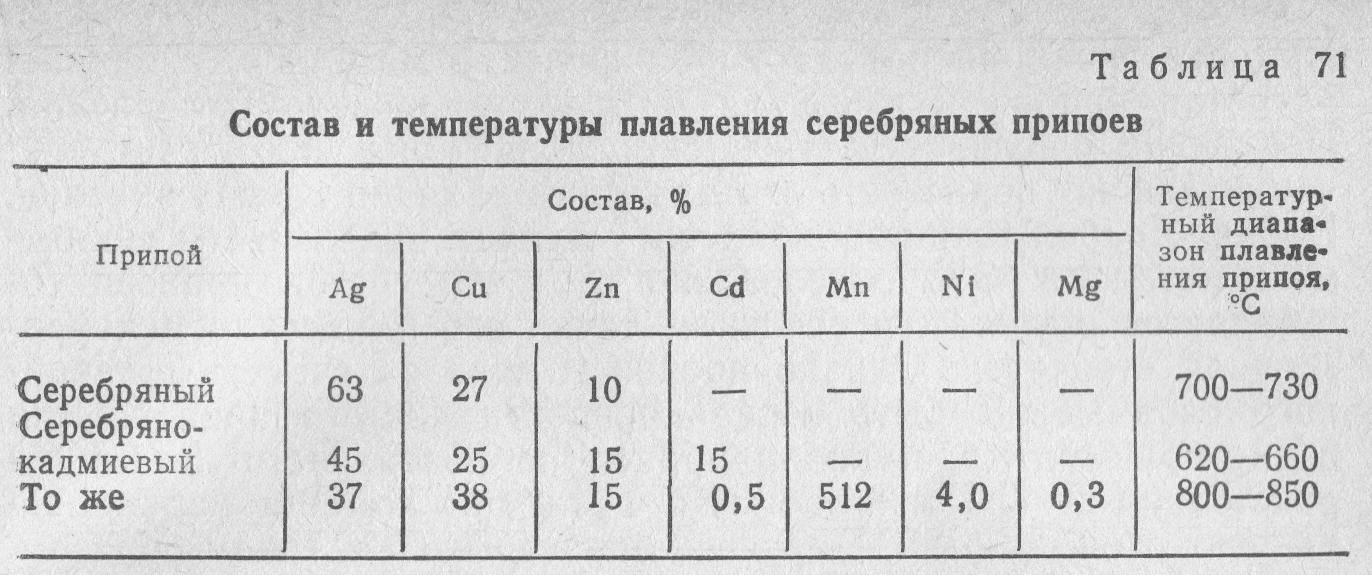
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
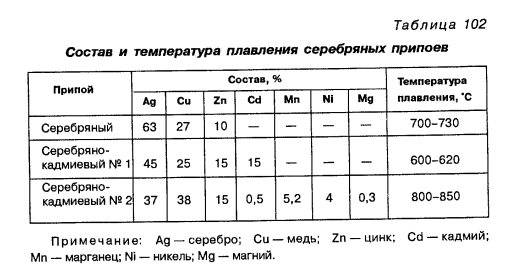
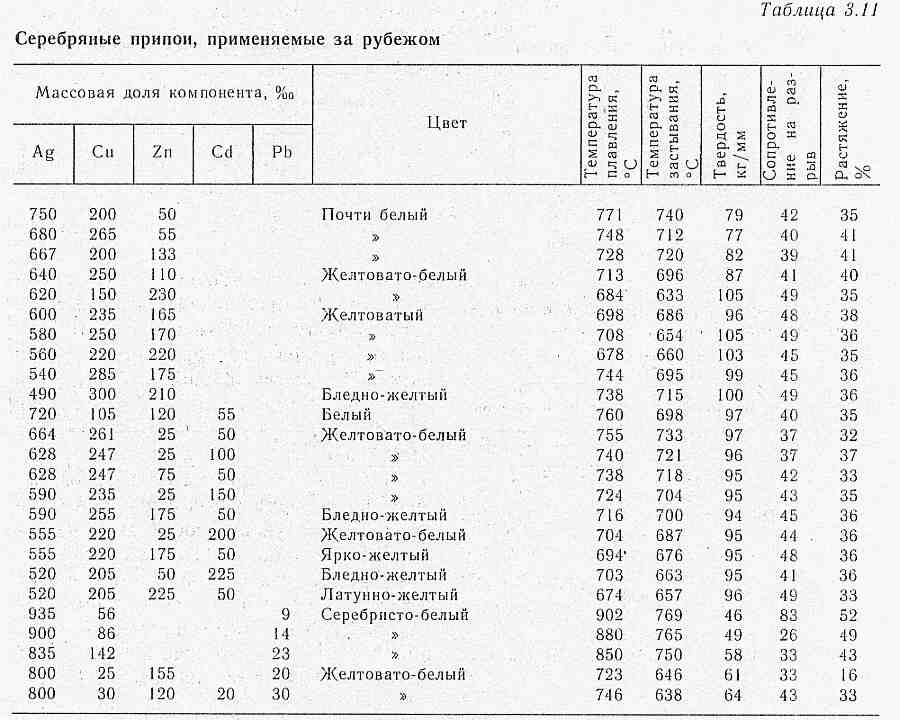
Химический состав серебряных припоевСвойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки
Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | ||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | ||
| Pb | Fe | ||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.

Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов
Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение
Припой ПСр60Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной. Поэтому на это потратить придется некоторое количество времени, но результат однозначно того стоит. Однако стоит помнить, что составляющие постепенно выгорают и происходит испарение, если процесс окажется слишком долгим. Потом можно вливать полученную смесь в ингус, а затем раскатывать без отжига. Чтобы сделать припой жесткого типа, необходимо использовать материал в определенных пропорциях:
- 80 % серебра;
- 16 % меди;
- 4 % цинка.
Средний по жесткости:
- 75 % серебра;
- 22 % меди;
- 3 % цинка.
Для создания мягкого припоя:
- 65 % серебра;
- 20 % меди;
- 15 % цинка.

Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
- Для начала необходимо подготовиться к расплавлению в ложке.
- Добавить остальные ингредиенты.
- После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы
Это очень важно, ведь при большей глубине процесс будет длительнее

Особенности применения
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.
Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
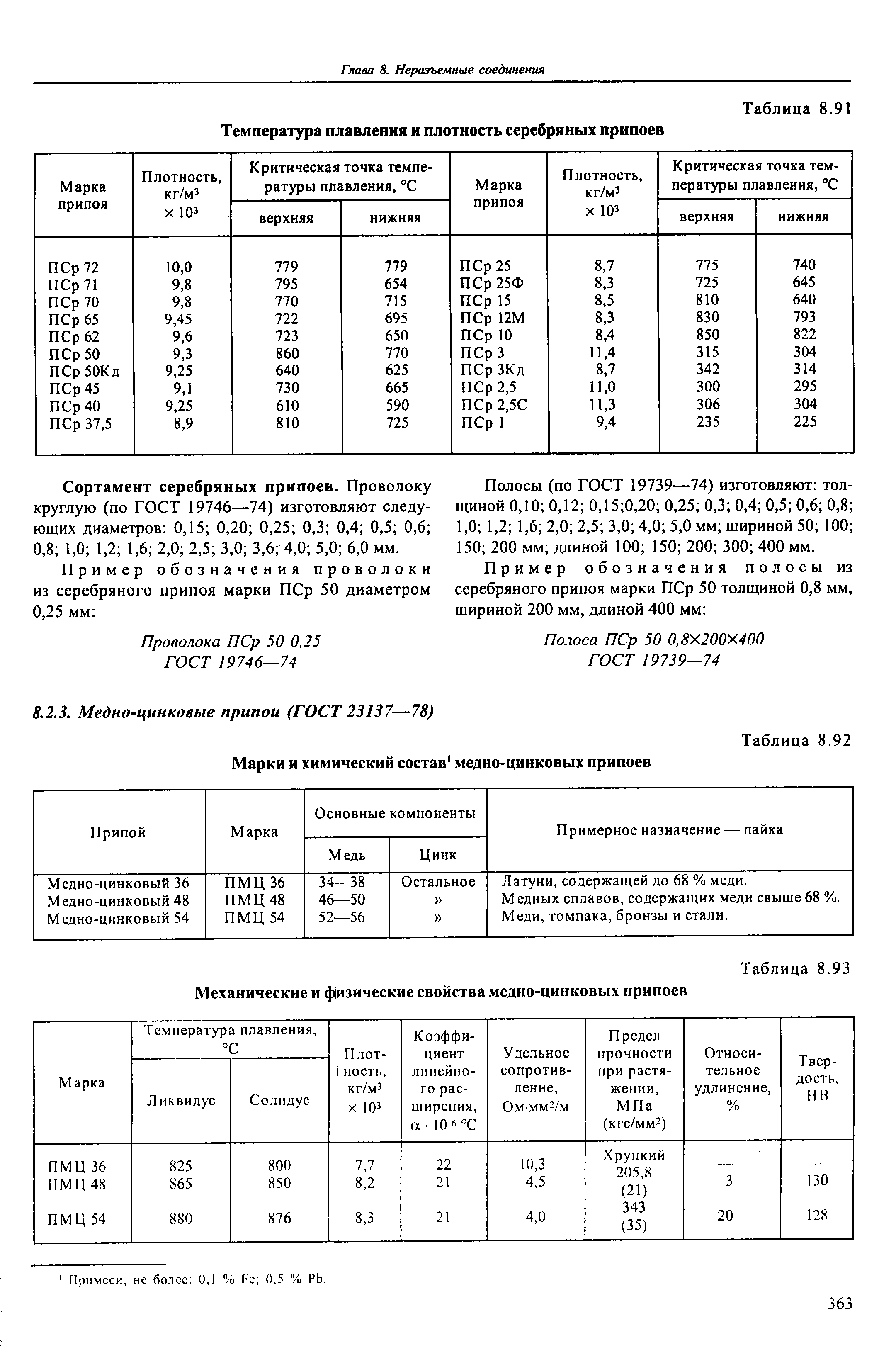
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
3.2. Свойства припоев
Твердая пайка
осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями
в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
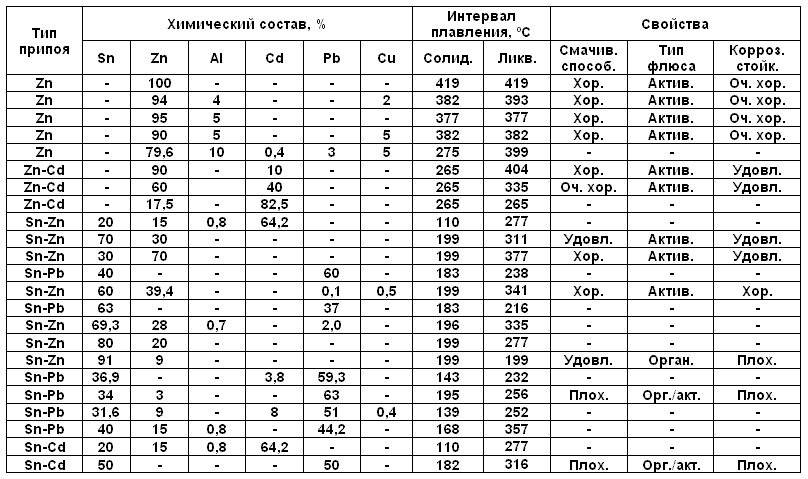
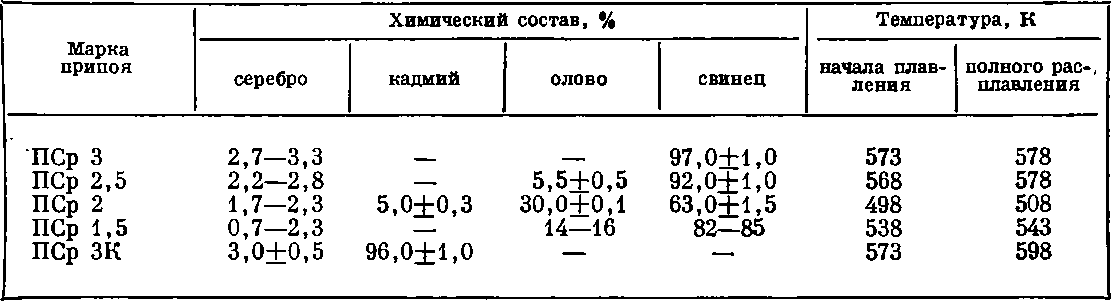
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1Классификация и химический состав мягких и полутвердых припоев
| Припой | Химический состав, % | |||||||
| Вид | Марка | Олово | Сурьма | Кадмий | Медь | Свинец | Серебро | Индий |
| Олово | О2 | 99,9 | – | – | – | – | – | – |
| Бессурьмянистые | ПОС61 | 60–62 | – | – | – | Остальное | – | – |
| ПОС40 | 39–41 | – | – | – | – | – | ||
| ПОС10 | 9–10 | – | – | – | – | – | ||
| ПОС61М | 60–62 | – | – | 1,5–2,0 | – | – | ||
| ПОСК50-18 | 49–51 | – | 17–19 | – | – | – | ||
| Малосурьмянистые | ПОССу61-0,5 | 60–62 | 0,2–0,5 | – | – | Остальное | – | – |
| ПОССу40-0,5 | 39–41 | – | – | – | – | |||
| ПОССу30-0,5 | 29–31 | – | – | – | – | |||
| ПОССу18-0,5 | 17–18 | – | – | – | – | |||
| Сурьмянистые | ПОССу95-5 | 94–96 | 4–5 | – | – | Остальное | – | – |
| Серебряные | ПСрО10-90 | Остальное | – | – | – | – | 10±0,5 | – |
| ПСрОСу8 (ВПр-6) | – | – | – | – | – | 8±0,5 | – | |
| ПСрМО5 (ВПр-9) | – | – | – | 2±0,5 | – | 5±0,5 | – | |
| ПСрОС3,5-95 | – | – | – | – | 3,5±0,4 | – | ||
| ПСрОС3-58 | 57,8±1,0 | – | – | – | – | 3±0,4 | – | |
| ПСр3 | – | 3±0,3 | – | |||||
| ПСр3Кд | – | – | 95–97 | – | – | 3,0–4,0 | – | |
| ПСрО3-97 | Остальное | – | – | – | – | 3±0,3 | – | |
| ПСр2,5 | 5,0–6,0 | – | – | – | 91–93 | 2,2–2,7 | – | |
| ПСр2,5С | – | – | – | – | – | 2,5±0,2 | – | |
| ПСр2 | 30±1 | 2±0,2 | – | |||||
| ПСрОС2-58 | 58,8±1,0 | – | – | – | – | 2±0,3 | – | |
| ПСр1,5 | 15±1 | – | – | – | – | 1,5±0,3 | – | |
| ПСр1 | 35±1 | – | – | – | – | 1±0,2 | – | |
| Индиевые | ПОСИ30 | 42 | – | – | – | 28 | – | 3 |
| ПСр3И | – | – | – | – | – | 3 | 97 |
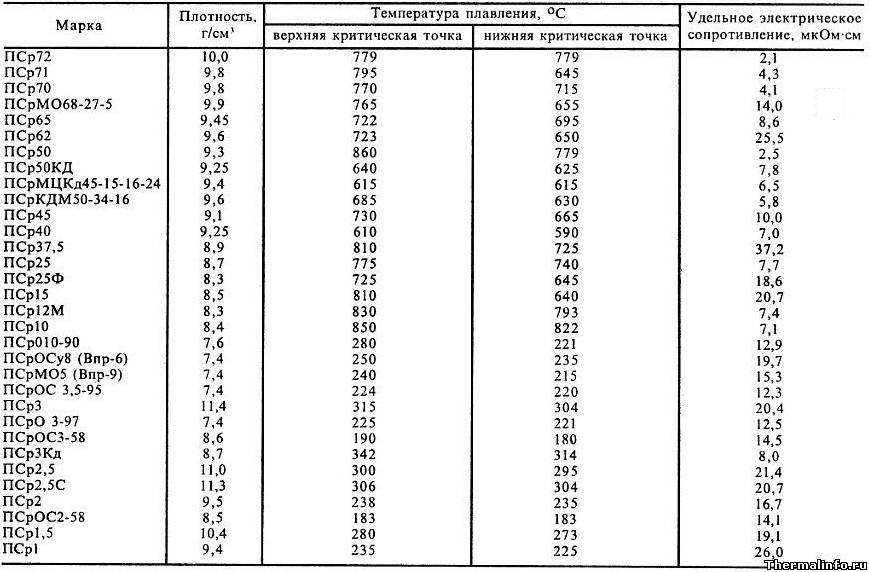
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
Таблица 3.2Физико-механические свойства мягких и полутвердых припоев
| Марка припоя | температура плавления, °с | ориентировочная температура пайки, °с | плотность, кг/м³ | удельное электрическое сопротивление, мком·м | предел механической прочности при растяжении, Мпа | |
| солидус | ликвидус | |||||
| О2 | 232 | 232 | 280 | 7310 | – | 25 |
| ПОС61 | 183 | 190 | 240 | 8500 | 0,139 | 43 |
| ПОС40 | 183 | 238 | 290 | 9300 | 0,159 | 38 |
| ПОС10 | 268 | 299 | 350 | 10800 | 0,200 | 32 |
| ПОС61М | 268 | 192 | 240 | 8500 | 0,143 | 45 |
| ПОСК50-18 | 142 | 145 | 185 | 8800 | 0,133 | 40 |
| ПОССу61-0,5 | 183 | 189 | 240 | 8500 | 0,140 | 45 |
| ПОССу50-0,5 | 183 | 216 | – | 8900 | 0,149 | – |
| ПОССу40-0,5 | 183 | 235 | 285 | 9300 | 0,169 | 40 |
| ПОССу35-0,5 | 183 | 245 | – | 9500 | 0,172 | – |
| ПОССу30-0,5 | 183 | 265 | 306 | 9700 | 0,179 | 36 |
| ПОССу25-0,5 | 183 | 266 | – | 10000 | 0,182 | – |
| ПОССу18-0,5 | 183 | 277 | 325 | 10200 | 0,198 | 36 |
| ПОССу95-5 | 234 | 240 | 290 | 7300 | 0,145 | 40 |
| ПОССу40-2 | 185 | 229 | – | 9200 | 0,172 | – |
| ПОССу33-2 | 185 | 243 | – | 9400 | 0,179 | – |
| ПОССу30-2 | 185 | 250 | – | 9600 | 0,182 | – |
| ПОССу25-2 | 185 | 260 | – | 9800 | 0,183 | – |
| ПОССу18-2 | 188 | 270 | – | 10100 | 0,206 | – |
| ПОССу15-2 | 184 | 275 | – | 10300 | 0,208 | – |
| ПОССу10-2 | 268 | 285 | – | 10700 | 0,208 | – |
| ПОССу8-3 | 240 | 290 | – | 10500 | 0,207 | – |
| ПОССу5-1 | 275 | 308 | – | 11200 | 0,200 | – |
| ПОССу4-6 | 244 | 270 | – | 10700 | 0,208 | – |
| ПСрО10-90 | – | 280 | – | 7600 | 12,9 | – |
| ПСрОСу8 (ВПр-6) | – | 250 | – | 7400 | 19,7 | – |
| ПСрМО5 (ВПр-9) | – | 240 | – | 7400 | 16,3 | – |
| ПСрОС3,5-95 | – | 224 | – | 7400 | 12,3 | – |
| ПСрОС3-58 | – | 190 | – | 8600 | 14,5 | – |
| ПСр3 | – | 315 | – | 11400 | 20,4 | – |
| ПСр3Кд | 300 | 325 | 360 | 8700 | 8,0 | 54 |
| ПСр2,5 | 295 | 305 | 355 | 11000 | 21,4 | – |
| ПСр2,5С | – | 306 | – | 11300 | 20,7 | – |
| ПСр2 | – | 238 | – | 9500 | 16,7 | – |
| ПСрОС2-58 | – | 183 | – | 8500 | 14,1 | – |
| ПСр1,5 | – | 280 | – | 10400 | 19,1 | – |
| ПСр1 | – | 235 | – | 9400 | 26,0 | – |
| ПОСИ30 | 117 | 200 | 250 | 8420 | – | – |
| ПСр3И | 141 | 141 | 190 | 7360 | – | – |
Есть ли отличия между канифолью и флюсом?
Кроме большей популярности у техников, канифоль не имеет принципиальных отличий от других флюсов. Как и эти вещества, канифоль тоже выполняет утилитарную функцию — гарантирует устойчивость места спайки. Она также может употребляться и в твердом, и в жидком агрегатном состоянии – в зависимости от типа припоя. Нет различий в способе применения: любое вспомогательное вещество наносится на предварительно зачищенную поверхность, при наличии излишков они впоследствии аккуратно удаляются
Еще одно (и немаловажное) качество всех флюсов – они производятся в соответствии с ГОСТ, поэтому хорошее качество спайки гарантировано
Канифоль — это флюс или вещество иного предназначения? Такой вопрос может волновать всех тех, кто на практике столкнулся с необходимостью спаять металлические поверхности.
Таким образом, выбор между канифолью или флюсом – проблема, касающаяся скорее родо-видовых понятий, чем существенно различающихся между собой материалов. Флюс имеет множество разновидностей – солей, кислот, иных химических соединений – одной из которых является и канифоль. Чтобы определиться, какой их них лучше использовать при электротехнических работах, нужно учесть состав соединяемых поверхностей, их поверхностное натяжение, степень загрязнения и прочие физико-химические факторы.
Плавка припоя
Чтобы делать своими руками припой высокого качества, работу необходимо разделить на два этапа. Сначала тигель убирают из горна, соединяют металл в емкости, наполненной водой. В итоге появляются мелкозернистые капли припоя. Их сушат, потом повторно плавят, покрывая бурой. Как только металл полностью расплавится, его выливают в специальные формы. После застывания бруски либо плитки прокатывают в тонкие полосы. Для последующего применения их режут на токарном станке на тонкую проволоку.
Оплавляя металлы, входящие в состав сплава, в тигле, получают серебряный припой. Тигель помещают в горн или расплавляют составляющие компоненты с применением паяльной трубки. Перед работой необходимо заготовить оборудование:
- тигель;
- деревянную палку или железный крюк;
- буру;
- древесно-угольную смесь;
- емкость с водой.
Расплавление компонентов припоя производится с применением буры. Соблюдают очередность операции: в первую очередь плавят тугоплавкие металлы, затем добавляют легкоплавкие.
Компоненты припоя расплавляют при помощи буры.
Чтобы сделать припой своими руками, в тигле жидкие металлы постоянно мешают деревянным прутиком или железным крюком. Для создания припоя более высокого качества весь процесс распределяют на два этапа. Тигель вытаскивают из горна, а металл соединяют в емкости с водой. Образуются мелкозернистые капли, которые высушивают и вторично переплавляют, покрыв сверху бурой.

После полного расплавления металл переливают в формы. Застывшие плитки или бруски прокатывают в полосы, которые измельчают на токарном станке.
Для технического припаивания серебряных предметов пригодны сплавы, состоящие из металлов: 20% меди 80% серебра, 4% олова 48% латуни. При пайке стали серебряным припоем учитывают диаграмму состояния между медью и серебром.





