

Обозначение и маркировка
При подборе изделия можно руководствоваться маркировкой, которая наноситься в согласии с принятым стандартами. Среди свойств маркировки отметим такие моменты:
- Очень часто она наноситься на поверхности, а еще на чертеже.
- При обозначении применяется буквенные и цифровые индексы. Они дают возможность определить главные характеристики.
- Главным параметром можно назвать массу. Связывают это с тем, что очень велика масса может привести к увеличению нагрузки, оказываемой на электро двигатель.

Очень часто для определения ключевых параметров применяется таблица, в которой указываются все характеристики. Ее использование значительно облегчает выбор подходящего полотна. На поверхность маркировка наноситься с помощью специализированной краски, которая не стирается даже при долгой эксплуатации.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Лента конвейерная (транспортерная) ТК-200
Применяются для транспортирования сыпучих, кусковых и штучных грузов на ленточных конвейерах с разнообразными роликоопорами. Обозначение: лента конвейерная 2М300х5-ТК-200-5/2, где
| 2М | тип ленты |
| 300 | ширина конвейерной ленты |
| 5 | количество прокладок |
| ТК-200 | тип ткани |
| 5/2 | верхняя и нижняя обкладки (над прокладками – 5 мм; под прокладками 2 мм) |
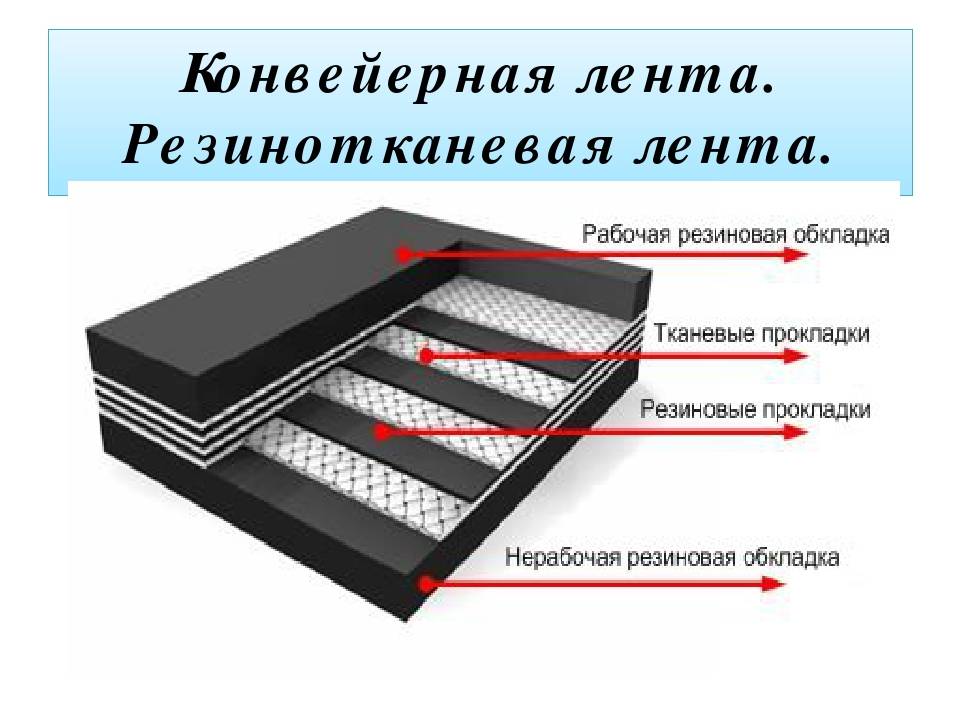
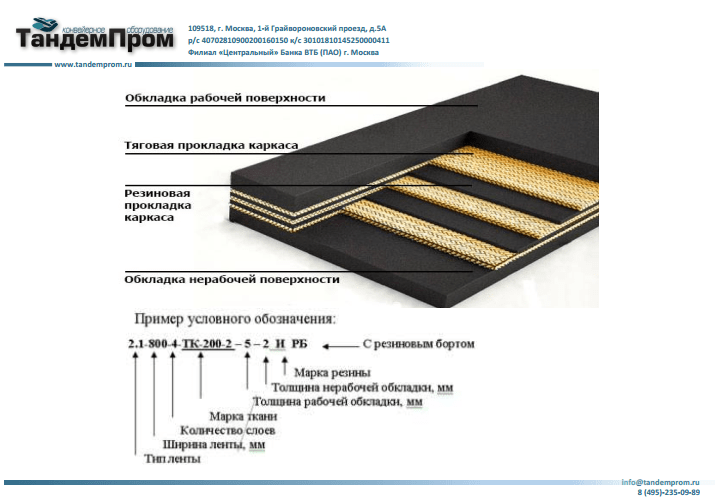
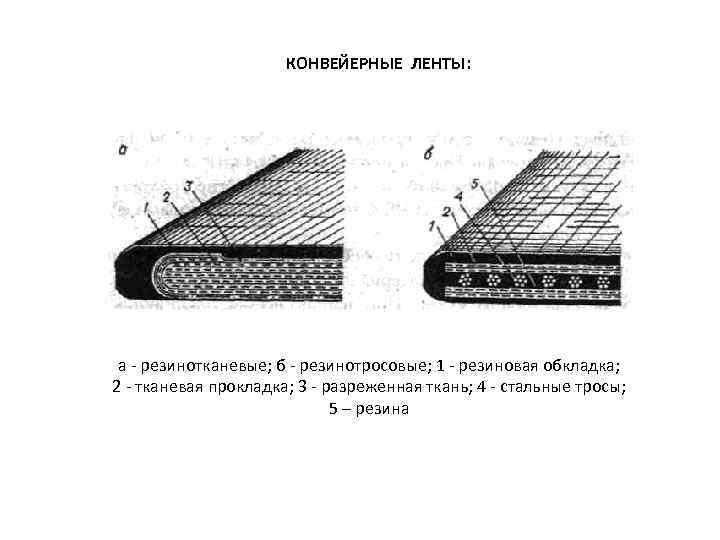
Ленты поставляются на основе тканей ТК-200: ткань ТК-200 – синтетическая, номинальная прочность при разрыве тяговой прокладки 200 Н/мм, толщ.1 прокладки 0,9-1,0 мм. Верхняя и нижняя поверхность конвейерной ленты имеет резиновый слой, называемый обкладкой. Обкладка может быть как с одной, так и с двух сторон (рабочей и нерабочей) и иметь различную толщину.
Ленты конвейерные резинотканевые ГОСТ 20-85
Мы специализируемся на поставке резинотехнических изделий (РТИ). Предлагается большой ассортимент транспортерных лент в том числе конвейерные резинотканевые ленты (ГОСТ 20-85).
1. Ленты конвейерные резинотканевые ГОСТ 20-85 для тяжелых условий эксплуатации
Применение ГОСТ 20-85 Тип 1 Транспортирование известняка, доломита кусками размером до 500 мм руд черных и цветных металлов кусками до 350 мм и других крупнокусковых материалов, бревен диаметром до 900 мм, угля кусками до 700 мм и пород кусками до 500 мм.
- Тип 1.2 ГОСТ 20-85 — общего назначения для эксплуатации при температуре окружающего воздуха от минус 45° С до 60° С. Особопрочные. Отличаются высокой прочностью и износостойкостью при достаточной гибкости.
- Тип 1.2 М ГОСТ 20-85 — морозостойкие для эксплуатации при температуре от минус 60°С до 60°С.
- Тип 1.2 Ш ГОСТ 20-85 — трудновоспламеняющиеся, для эксплуатации на ленточных конвейерах для открытых горных работ при температуре от минус 25°С до 60° С.
- Тип 1.2 ШМ ГОСТ 20-85 — трудновоспламеняющиеся, для эксплуатации на ленточных конвейерах для открытых горных работ при температуре от минус 45°С до 60° С.
2. Ленты конвейерные резинотканевые ГОСТ 20-85 для средних условий эксплуатации
Применение ГОСТ 20-85 Тип 2: Транспортирование глины, цемента мягких пород и других малоабразивных материалов кусками до 150 мм, руд черных и цветных металлов, крепких горных пород кусками до 100 мм, известняка, доломита, кокса, агломерата, шихты, концентрата рудного и других высокооабразивных и абразивных материалов кусками размером до 150 мм.
- Тип 2.1 ГОСТ 20-85 — общего назначения, для эксплуатации при температуре от минус 45°С до 60°С.
- Тип 2.2 ГОСТ 20-85 — общего назначения, для эксплуатации при температуре от минус 45°С до 60°С.
- Тип 2М ГОСТ 20-85 — морозостойкие, для эксплуатации при температуре от минус 60°С до 60°С.
3. Ленты конвейерные резинотканевые ГОСТ 20-85 для легких условий эксплуатации
Применение ГОСТ 20-85 Тип 3: Ленты конвейерные для легких условий эксплуатации применяются для транспортирования малоабразивных материалов, в том числе продуктов сельского хозяйства неабразивных мелких, сыпучих и пакетированных материалов. ГОСТы на ленты конвейерные для легких условий эксплуатации:
- Тип 2 Л ГОСТ 20-85 – лента конвейерная общего назначения морозостойкая для эксплуатации при температуре от -45°С до +60°С.
- Тип 3 ГОСТ 20-85 – лента конвейерная общего назначения для эксплуатации при температуре от -45° С до +60° С.
Типы выпускаемых резинотканевых лент
Встречаются самые разные типы конвейерных лент. Главная классификация проходит по тому, при каких условиях находится в эксплуатации изделие. Выделяют несколько самых разнообразных типов резинотканевых полотна для конвейера:
- С очень приличным количеством подкладок. При этом с двух сторон есть резиновая обкладка. В большинстве случаев применяется брекерная прокладка с резиновыми бортами.
- Довольно огромную популярность получили многопрокладочные, с обоими сторонами расположена прокладка из резины. Изготовители делают резиновые борты, благодаря им исключается вероятность выпадения деталей.
- Многопрокладочное резинотканевое полотно с односторонней резиновой обкладкой и нарезными болтами.
- Встречается в продаже полотна с одной и 2-мя кладками, а еще резиновой обкладкой.


Аналогичная классификация транспортерных лент считается ключевой, каждая группа разделена на некоторые подгруппы с собственными некоторыми особенностями. Конкретные виды конвейерных лент считаются многофункциональными, могут применяться для перевозки разных материалов. Лента транспортерная резинотканевая мм может также обозначаться по области температуре, при которой проходит использование.
Основные эксплуатационного правила конвейерных лент
При рассмотрении того, как объединить транспортерную ленту напомним, что основные эксплуатационного правила обязаны быть регламентированы документацией в техническом плане. Также в большинстве случаев проходит сшивка транспортерной ленты. Главными нюансами назовем следующее:
Выбираемый вид изделия должен соответствовать к условиям использования. Для этого применяется специализированная таблица.
Если работа происходит в тяжёлых условиях, то проходит установка оборудования, которое уменьшает ударную и другу нагрузку.
При эксплуатировании проводится надзор. Он должен фиксироваться должным образом.
Учет работы рабочего полотна проходит при оформлении журнала в согласии с принятым стандартами.
При соединении некоторых резинотканевых лент применяется специализированная резина, а еще клеевой состав
Они могут держать большую нагрузку при эксплуатировании.
На момент эксплуатации уделяют внимание тому, какая температура поверхности. Для измерений применяется специализированное измерительное устройство.
Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия. При допущении ошибок есть вероятность того, что лента деформируется.
Соединение конвейерной ленты
Замки



На нашем складе всегда в наличии замки для конвейерных лент различного типа и размера. Замки позволяют соединить ленту быстро и самостоятельно. В наличии крепление типа “Крокодил” №1-№9 L=190 мм и 290 мм. Замок типа “Крокодил” идеален для лент толжиной 8-9,5 мм.

Склейка – холодная стыковка


Холодная стыковка, склейка лент в бесконечную может быть произведена нами прямо в Минске или у вас на месте. Преимущество – сроки 1-2 дня. Ряд клиентов предпочитают именно эту стыковку как более бюджетный вариант относительно горячей вулканизации.
Заводская стыковка – горячая вулканизация
Достижение повышенной надежности для специальных условий эксплуатации (скорость, агрессивные среды, вес, повышенные нагрузки) достигается посредством заводской горячей стыковки. Бесконечной ваша лента может стать сразу на заводе-производителе – заказывайте у нас ленту с заводской горячей стыковкой под ваши размеры. Завод производит такую “склейку” посредством вулканизации.
ПРИОБРЕСТИ ЛЕНТУ:
Брест, ул. Вычулки, 119.+375 29 105-00-41
+375 162 53-52-53 факс
Гомель, ул. Барыкина, 291/1.+375 44 587-69-12
+375 232 28-28-98 факс
Могилев, Гомельское шоссе, 38.+375 29 105-04-95
+375 222 725-725 факс
Технические требования
Как ранее было отмечено, основные технические требования указываются в ГОСТ. Только при соблюдении ГОСТ 20-85 ленты конвейерные резинотканевые технические условия изделие прослужить в течение длительного периода и будет обладать соответствующими характеристиками. Основным техническими требованиями можно назвать следующее:
- Изготовление должно проводиться исключительно в соответствии с технологическим регламентом.
- Ширина и число тяговых прокладок должны соответствовать требованиям, которые указываются в соответствующих таблицах.
- В табличной информации также указывается допустимое отклонение от длины, толщина резиновых обкладок и другая информация.
В целом можно сказать, что есть просто огромное количество различных требований, которые должны учитываться при производстве изделия.
Методы испытаний
Некоторые свойства можно определить исключительно при проведении испытаний. По мимо этого, лента конвейерная проходит проверки чтобы исключить допустимости выпуска продукта с значительными дефектами. Лента из резины тестируется так:
- Применяется зрительный метод, который дает возможность определить наличие или отсутствие недостатков.
- Точность размеров устанавливается не раньше, чем после прохождения 8-ми часов с момента вулканизации.
- Длина исследуется во время использования специализированного инструмента для измерений, который имеет несущественную погрешность в работе.
- Критерий ширины очень часто исследуется железной рулеткой.
- Согласно необходимым нормам в ГОСТ 11358 толщина меряется специализированным инструментом, цена деления которого составляет 0,1 мм. При этом лучше всего проводить замер в некоторых местах, благодаря чему исключается вероятность допущения неточности.
- Делаются также физико-механические тесты, которые должны проходит не раньше чем после прохождения 8-ми часов с момента вулканизации.
- Основным параметром можно назвать крепость на разрыв. Для аналогичного теста выбирается заготовка длиной не менее 400 мм и шириной 70 мм.
В общем можно сказать то, что используемые методы испытаний дают возможность определить все характерности такого изделия. Они все должны проходит только при соблюдении установленных параметров в ГОСТ.
1 Область применения
1 Область применения
Настоящий стандарт устанавливает требования к конвейерным лентам с резинотканевым каркасом с резиновыми или пластиковыми обкладками для шахтного оборудования с плоскими или лотковыми поддерживающими роликами. Настоящий стандарт не распространяется на легкие конвейерные ленты, соответствующие стандарту .Настоящий стандарт не регламентирует требования к пластиковой обкладке. Эти требования должны быть согласованы между изготовителем и потребителем с учетом типа используемого пластика.В приложении А приведены параметры, не регламентированные настоящим стандартом, которые рекомендуется согласовывать между изготовителем и покупателем конвейерной ленты.Информация, предоставляемая при заказе потребителю конвейерной ленты, приведена в приложении В.Оценить способность конвейерной ленты к прямому ходу до монтажа невозможно. Поэтому требования к способности конвейерной ленты к прямому ходу не входят в область распространения настоящего стандарта. В приложении С приведены требования к боковому отклонению конвейерной ленты.
10 Продольные стыки ткани
10.1 Многослойные конвейерные ленты
10.1.1 Расположение стыковПродольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса конвейерной ленты. Каждый продольный стык должен быть на расстоянии не менее 100 мм от стыков в других слоях. Продольные стыки в одном слое любой части конвейерной ленты должны быть на расстоянии не менее 300 мм друг от друга, если ширина ленты допускает наличие двух стыков в одном и том же слое.
10.1.2 Число стыковМаксимальное число продольных стыков в слоях должно соответствовать таблице 6, кроме конвейерных лент с завернутыми бортами.Таблица 6 – Максимальное число продольных стыков
Ширина ленты, мм | Наружный слой | Внутренний слой |
До 1200 включ. | 1 | |
Св. 1200 до 1600 включ. | 1 | 2 |
Св. 1600 до 2000 включ. | 2 | 2 |
10.2 Стыки ткани в двухслойных конвейерных лентахВ двухслойных конвейерных лентах шириной до 1600 мм не допускаются стыки ткани. В двухслойных конвейерных лентах шириной более 1600 мм может быть один стык в одном слое. Продольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса и не менее 200 мм от стыка в другом слое.Любой продольный стык должен быть расположен на расстоянии не менее 100 мм от области изгиба лотка, т.е. в месте, где образуется угол между соседними поддерживающими роликами. Для этого потребитель должен предоставить изготовителю детали конструкции, на которой должна быть установлена конвейерная лента.
10.3 Продольные стыки в цельнотканых и однослойных конвейерных лентахВ цельнотканых и однослойных конвейерных лентах не допускаются продольные стыки ткани или каркаса.
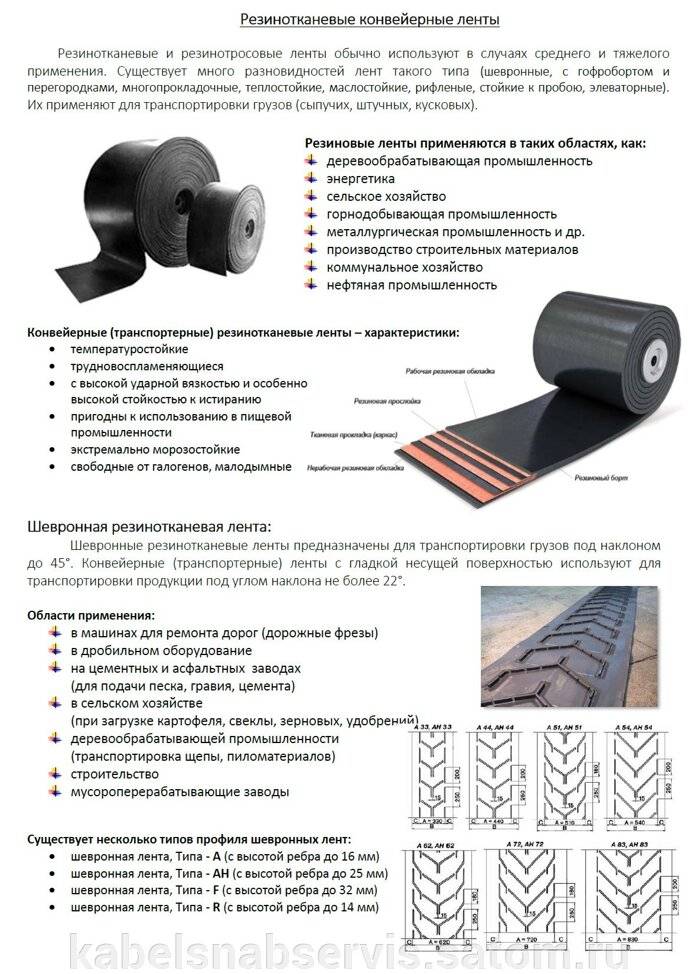
Типы и применение конвейерных лент
Лента конвейерная резинотканевая применяется для транспортирования сыпучих, кусковых и штучных грузов на ленточных конвейерах с плоскими или желобчатыми роликоопорами.
Конвейерные ленты выпускаются шириной до 1600 мм. Длиной бухты 94-100 м.
Ленты изготовляются на основе синтетических (полиэфир + хлопок) тканей, специальная обработка ткани обеспечивает высокую прочность каркаса лент при расслоении, изготавливаются в зависимости от назначения и типа с резиновыми обкладками на рабочей и не рабочей поверхности и без обкладки.
Конвейерные ленты в зависимости от назначения и ширины изготавливаются с нарезными (НБ) или резиновыми бортами (РБ).
Конвейерные резинотканевые ленты изготавливаются следующих видов: общего назначения, морозостойкие, теплостойкие, трудновоспламеняющиеся (для угольных и сланцевых шахт), трудновоспламеняющиеся морозостойкие и пищевые.
| Тип 1. Многопрокладочная, с двухсторонней резиновой обкладкой и защитной или брекерной прокладкой под резиновой обкладкой рабочей поверхности и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками размером до 500 мм, бревна диаметром до 900 мм и другие материалы. | Очень тяжелые | Общего назначения -45 …+60 Морозостойкая –60… +60 | 1,1 1,1М |
| Известняк, доломит кусками размером до 500 мм, руды черных и цветных металлов кусками до 350 мм и другие крупнокусковые материалы, бревна диаметром до 900 мм. | Тяжелые | Общего назначения -45… +60 Морозостойкая –60… +60 | 1,2 1,2М | |
| Тип 2. Многопрокладочная, с двухсторонней резиновой обкладкой и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками до 100мм, известняк, доломит, кокс, агломерат, шихта, концентрат рудный и другие высокоабразивные и абразивные материалы, кусками размером до 150 мм и штучные грузы | Средние | Общего назначения –45…+60 Морозостойкая | 2 2М |
| Уголь рядовой, глина, цемент, мягкие породы и другие малоабразивные материалы кусками до 150 мм. | Легкие | Общего назначения -45… +60 Морозостойкая –60…+60 | 2Л 2ЛМ | |
| Уголь (куски размером до 500 мм) и породы (куски размером до 300 мм) | ||||
| Антрацит кусками размером до 500 мм или породы размером до 300 мм | ||||
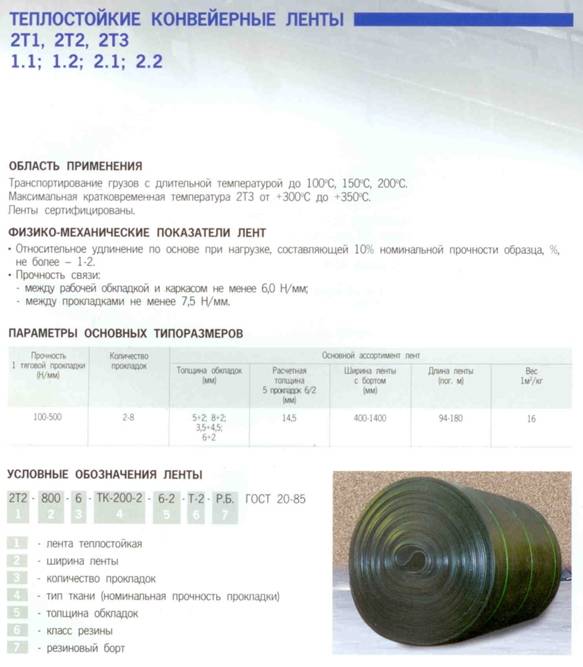
| Материалы с температурой до 200С высокоабразивные, малоабразивные и абразивные | ||||
| Не абразивные | ||||
| Тип 3. Многопрокладочная, с односторонней резиновой обкладкой и нарезными бортами. | Малоабразивные материалы , в том числе продукты сельского хозяйства неабразивные мелкие сыпучие и пакетированные материалы | Легкие | Общего назначения -45…+60 Пищевая –25…+60 | 3 3П |
| Тип 4. Одно- и двухпрокладочные с двухсторонней резиновой обкладкой и нарезными бортами | Малоабразивные и не абразивные мелкие и сыпучие материалы, в том числе продукты сельского хозяйства только на конвейерах со сплошны опорным настилом | Легкие | Общего назначения –45…+60 Пищевая | 4 4П |
| Пакетированные материалы | ||||
| Мелкие упакованные пищевые продукты |
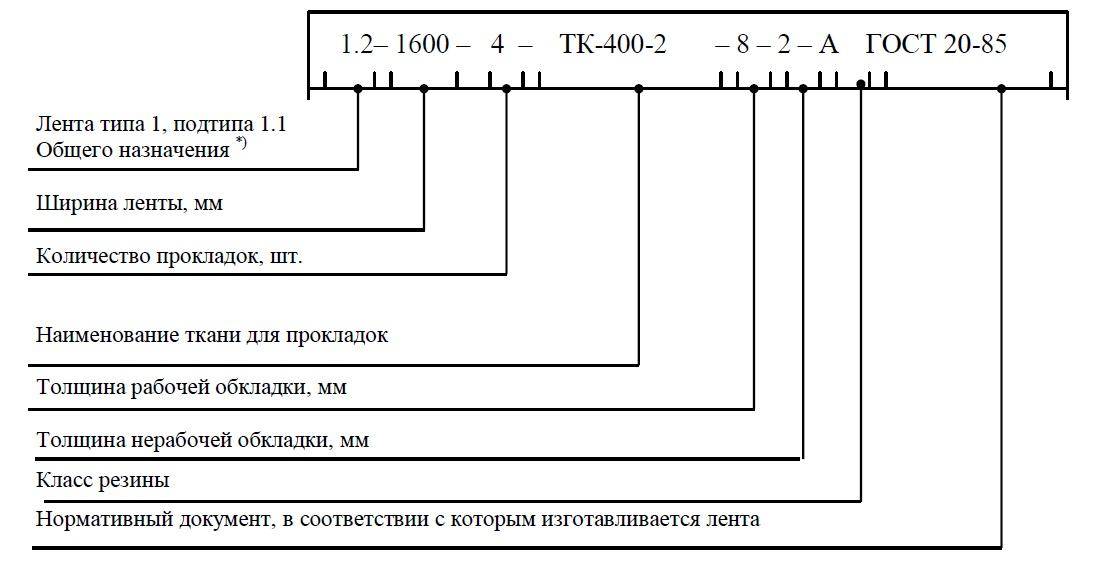
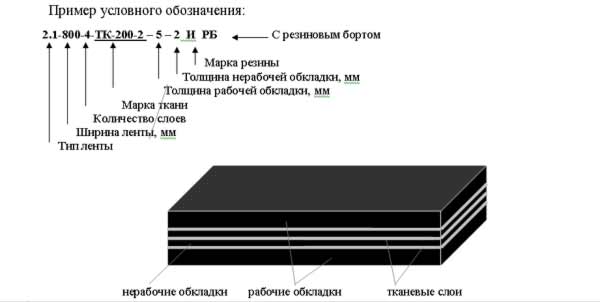
Условное обозначение: лента конвейерная 2М-1200-4ТК200-5-2-м-РБ ГОСТ 20-83, где
2М — тип ленты — 2, морозостойкая, шириной 1200 мм с четырьмя прокладками из ткани ТК200, с рабочей обкладкой толщиной 5 мм и нерабочей 2 мм из резины класса М с резиновым бортом.
Для чего используется конвейерная лента.
Конвейерные (транспортерные) ленты являются элементами различного назначения конвейеров, применяются для транспортировки грузов и материалов. Используется практически во всех областях народного хозяйства: в пищевой, химической, тяжелой, дерево- и камнеобрабатывающей, горнодобывающей и фармацевтической промышленности, в производстве мебели.

В зависимости от назначения конвейерные ленты производят с резиновыми обкладками различной толщины с одной или двух сторон, с нарезными или резиновыми бортами, из синтетических или полиэфирно-хлопковых тканей, рассчитанных на сильные нагрузки (от 2 до 8 тканевых прокладок) со специальной пропиткой, предотвращающей расслоение. Существуют различные виды резинотканевых конвейерных лент для различных условий работы (для легких, средних и тяжелых условий эксплуатации, грузов различной величины и степени абразивности). Морозостойкие ленты работоспособны при температуре от -60°С до +60°С, пищевые и трудновоспламеняющиеся – от -25°С до +60°С, прочие – от -45°С до +60°С.





