

Устройство и принцип работы
У токарных агрегатов по дереву такие элементы имеют различную конструкцию. Однако, несмотря на всё многообразие можно выделить следующие элементы:
- корпус;
- элемент управления;
- маховик, осуществляющий перемещение пиноли вдоль центральной линии;
- винт подачи (производится регулировка направления движения заготовки);
- шпиндель.
Корпус представляет цельнометаллическую деталь, которая обеспечивает надёжность крепления всех элементов. Подвижная деталь задней бабки токарного станка должна обеспечивать надёжное крепление заготовки во время всего процесса обработки. Размеры этого элемента токарного агрегата определяют диаметр разрешённой заготовки, которую можно закрепить для обработки. Конус задней бабки станка для обработки древесины выполняет роль фиксирующего элемента. Его центр направлен на середину заготовки. Ось центра должна точно совпадать с осью симметрии.

Устройство задней бабки во многом определяет технические возможности станка. Каждый узел выполняется в соответствии с требованиями принятых стандартов.
Какой инструмент использовать
Такой, что обеспечит:
- • необходимую форму и геометрические параметры заготовки;
- • достаточное качество готовой поверхности;
- • технологичность и безопасность процесса выпуска;
- • минимальные энергетические затраты при хорошей производительности;
- • экономичный расход дорогих и/или редких материалов;
- • ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость
Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму. Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.

Фрезерование жаропрочных сплавов (HRSA)
Параметры токарных резцов, установки, правила заточки
Жаропрочные сплавы (HRSA) можно разделить на три группы: сплавы на основе никеля, железа и кобальта. Титан может быть технически чистым или входить в состав сплава. Как жаропрочные, так и титановые сплавы характеризуются плохой обрабатываемостью, в особенности после старения, что предъявляет особые требования к режущим инструментам.
Жаропрочные сплавы и титан
Фрезерование жаропрочных сплавов и титана нередко требует использования станков с высокой жёсткостью, а также с высокой мощностью и крутящим моментом при низкой частоте вращения. Образование проточин и выкрашивание кромки – это самые распространённые типы износа. Выделение большого количества тепла ограничивает скорость резания.
Рекомендации
Используйте круглые пластины для минимизации образования проточин
По возможности всегда используйте круглые пластины для усиления эффекта утончения стружки При глубине резания менее 5 мм главный угол в плане должен составлять менее 45°
Как показывает практика, лучше всего использовать круглые пластины с положительной геометрией Высокая точность фрезы в осевом и радиальном направлении имеет важное значение для поддержания постоянной нагрузки на зуб и стабильности процесса и позволяет избежать повреждения отдельных пластин фрезы Рекомендуется выбирать пластины с положительной геометрией и оптимизированным округлением режущих кромок во избежание налипания стружки на выходе кромки из резания Эффективное число зубьев, участвующих в процессе резания, должно быть максимально возможным Это обеспечит хорошую производительность при условии надлежащей стабильности. Используйте фрезы с мелким шагом. = стойкость инструмента = снижение стойкости инструмента при увеличении режимов резания
= стойкость инструмента = снижение стойкости инструмента при увеличении режимов резания
Ключевые моменты изготовления
Существует ряд хитростей, которых необходимо придерживаться во время работы на токарном станке:
- фиксация заготовки в шпиндель;
- точение с помощью резца необходимой формы и размера. Материалом для металлорежущих основ служит сталь или иные твердосплавные кромки;
- снятие ненужных шаров происходит за счет разных оборотов вращения резцов суппорта и непосредственно самой заготовки. Иными словами, создается дисбаланс скоростей между режущими поверхностями. Второстепенную роль играет твердость поверхности;
- применение одной из нескольких технологий: продольная, поперечная, совмещение обеих, применение одной из них.

Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.
Основные факторы, влияющие на скорость резания
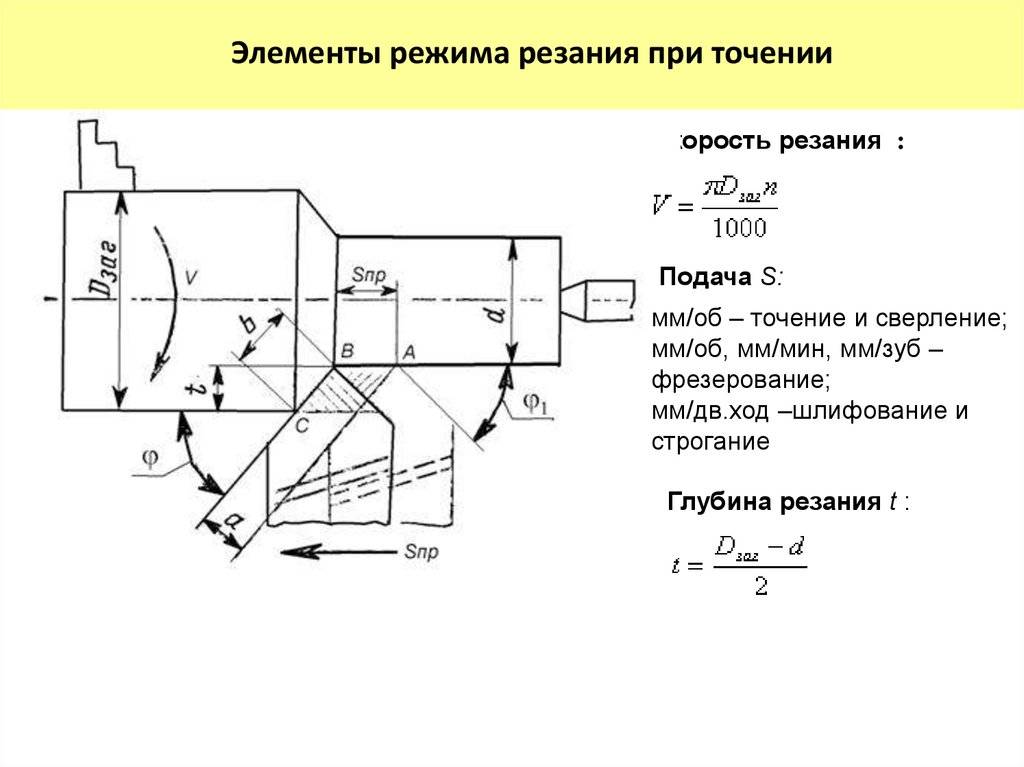
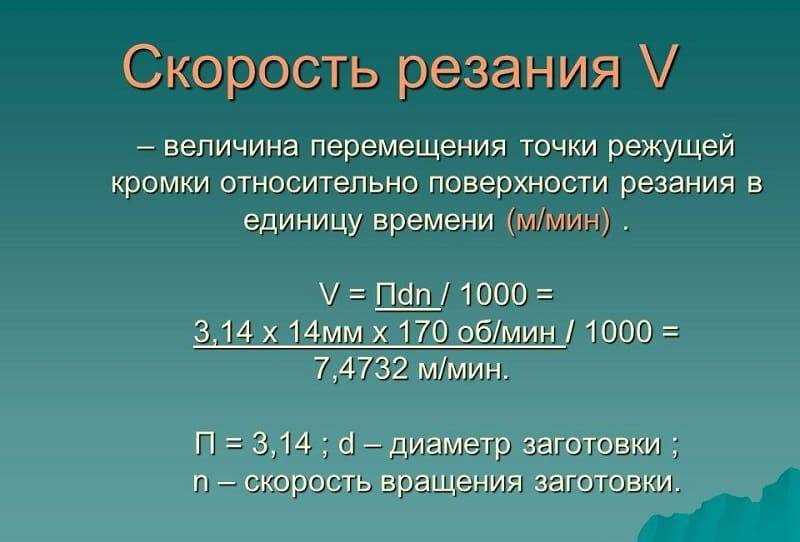
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
где D — диаметр заготовки; d – конечный диаметр детали.
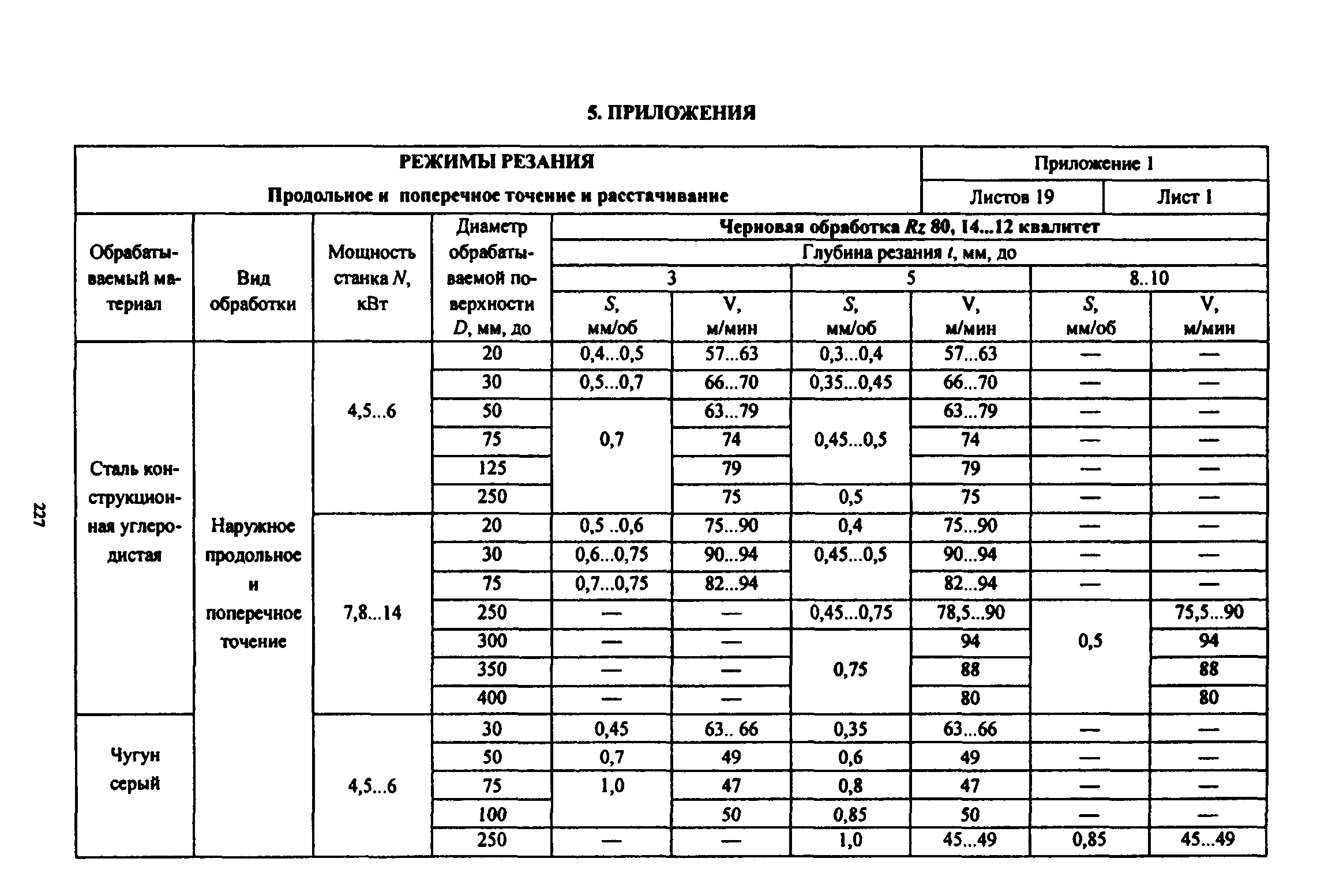
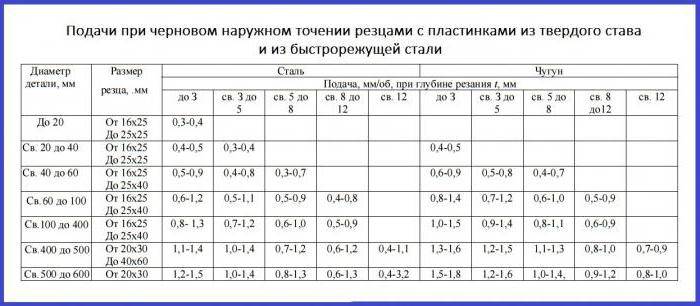
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Источник
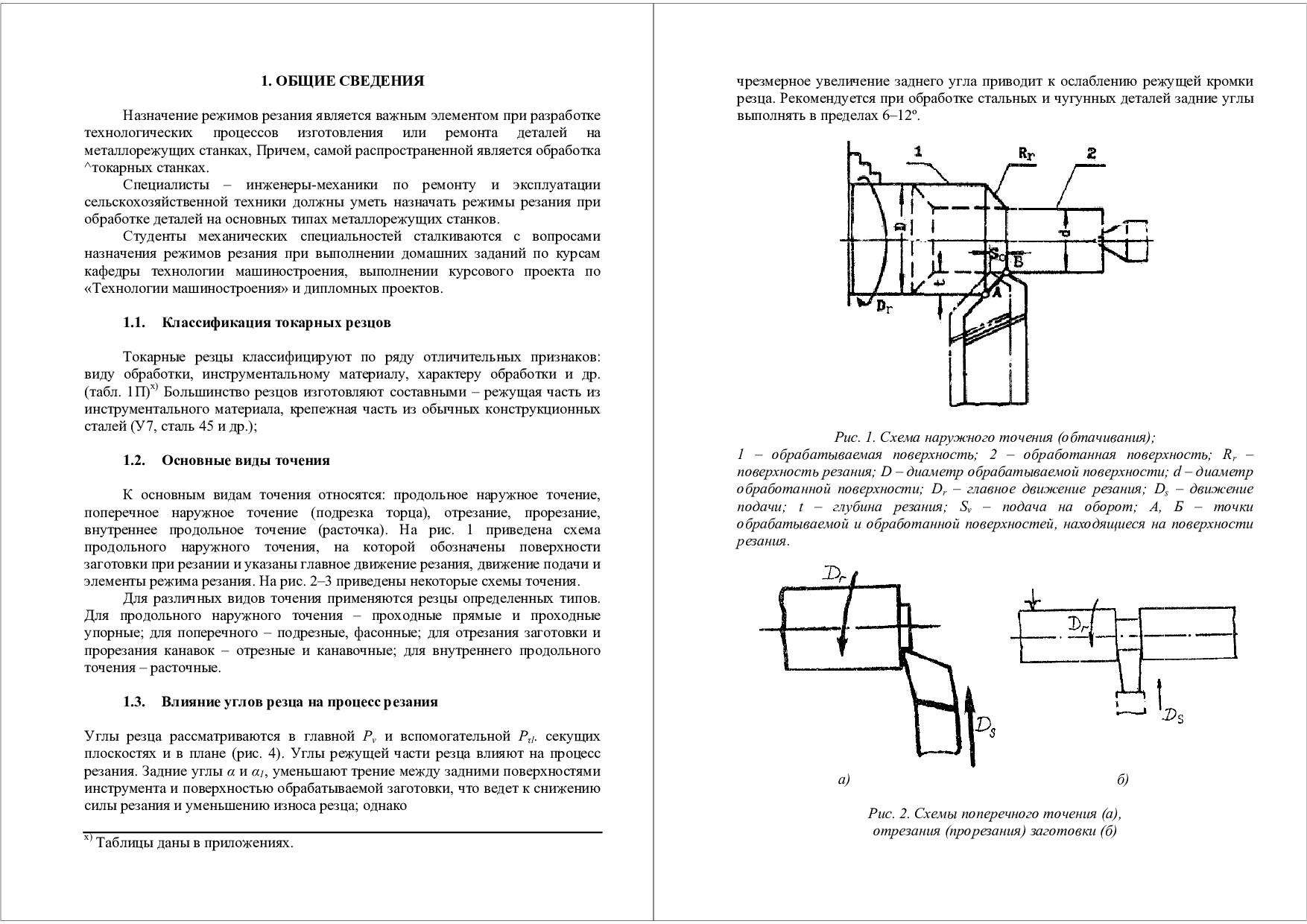
Точение как способ обработки
Токарное дело представляет собой обработку с целью придания цилиндрической поверхности с помощью инструмента при вращении отливки и продвижении резца. Это традиционный довольно простой способ отделки в точении.

Точение представляется как совмещение двух комбинированных движений. Во-первых, это верчение заготовки и, во-вторых, передвижение инструмента. По подбору инструментария, расчету рабочего режима, программированию отделки процесс точения относится к разряду простых процедур. Но форма и материал деталей, тип процесса, условия его выполнения, требования к качеству исполнения, стоимость – этот ракурс разнообразен.

Черновая, получистовая и чистовая обработка
Превращение заготовки в необходимую деталь – сложный и трудоемкий процесс. Он делится на определенные этапы: черновую, получистовую и чистовую обработку. Если деталь несложная, то промежуточный (получистовой) этап, как правило, не учитывается. На первом этапе (черновом) деталям придают необходимую форму и примерные размеры. При этом обязательно оставляют припуски на последующие этапы. Например, дана заготовка: D=70 мм и L= 115 мм. Из неё необходимо выточить деталь, первым размером которой будет D1 = 65 мм, L1 = 80 мм, а вторым – D2= 40 мм, L2= 20 мм.
Черновая обработка будет заключаться в следующем:
- Подрезать торец на 14 мм.
- Проточить диаметр по всей длине на 66 мм
- Проточить второй диаметр D2= 41 мм на длину 20 мм.
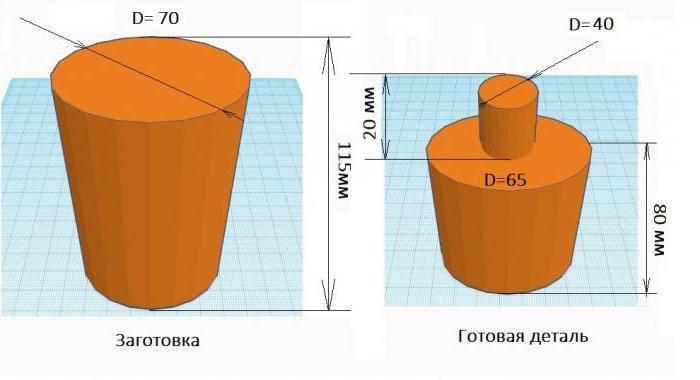
На этом этапе мы видим, что деталь была обработана не полностью, но максимально приближена к её форме и размеру. А припуск на общую длину и на каждый из диаметров составил по 1 мм.
Чистовая обработка данной детали будет заключаться в следующем:
- Выполнить чистовое подрезание торца с необходимой шероховатостью.
- Проточить по длине 80 мм в диаметр 65 мм.
- Выполнить чистовое точение по длине 20 мм в диаметр 40 мм.
Как мы видим, чистовая обработка требует максимальной точности, по этой причине и скорость резания в ней будет меньше.
Дополнительные материалы
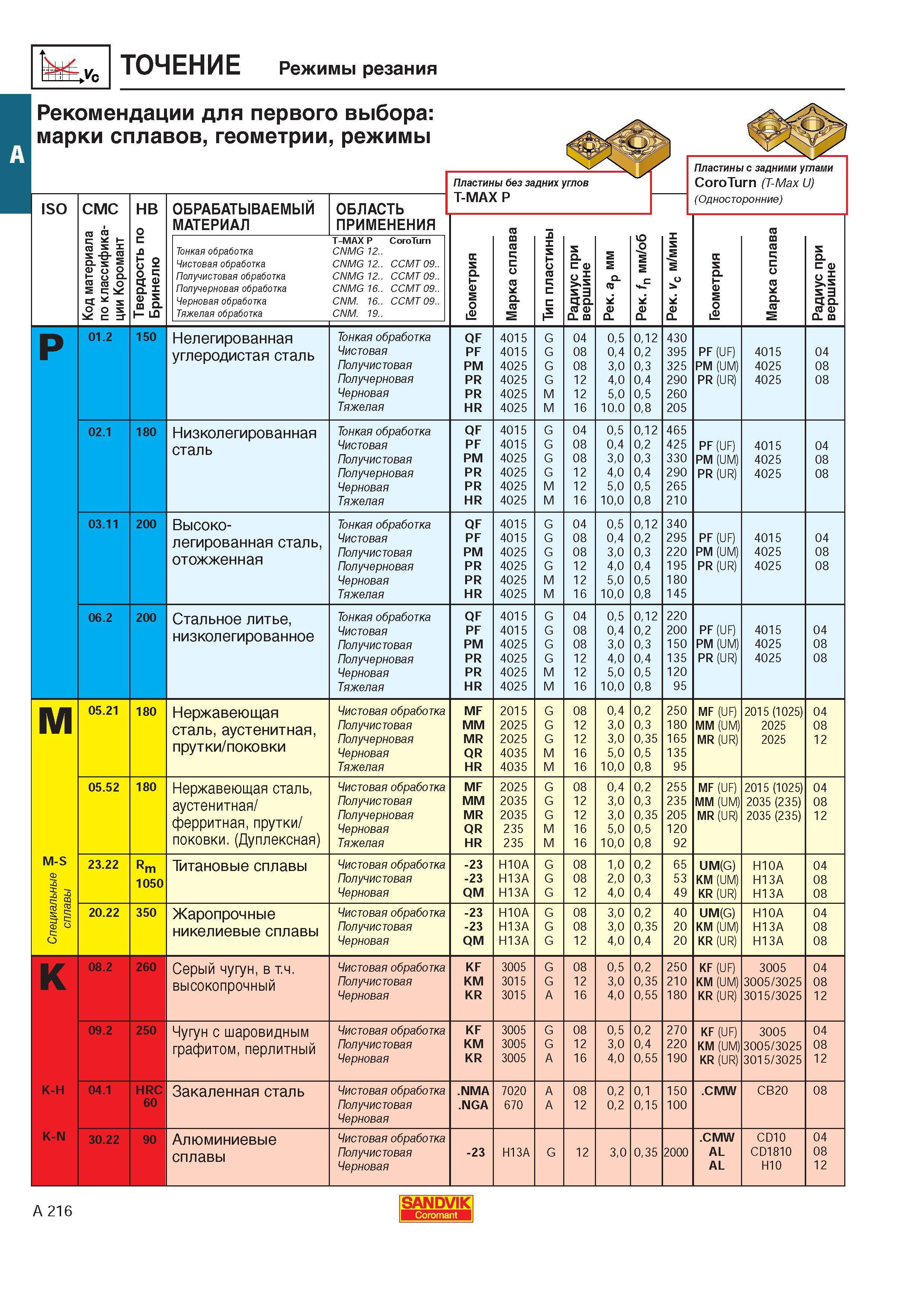
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
| Материал заготовки | Граница прочности | Шкала твердости по Бринеллю | Коэффициент, МПа |
| легированная и углеродистая сталь | варьируется от 400–1100 единиц | – | 1500–2600 |
| чугун, а также серый | – | 1400–2200 | 1000–1200 |
| бронза | – | – | 600 |
| силумин | – | – | 450 |
| дуралюмин | предел прочности от 250 до 350, но часто встречается и выше в зависимости от качества заготовки | – | 600–1100 |
Коэффициент прочности материала:
| Сталь, кг/мм | Значение показателя |
| 50,1–60,1 | 1,61 |
| 60,1–70,3 | 1,27 |
| 70,3–80,1 | 1,1 |
| 80,3–90,1 | 0,87 |
| 90,3–100,1 | 0,73 |
| Чугун, кг/мм | Значение показателя |
| 140,1–160,3 | 1,50 |
| 160,1–180,1 | 1,21 |
| 180,1–200,3 | 1,1 |
| 200,3–220,3 | 0,83 |
Коэффициент стойкости резца:
| Значение стойкости, минуты | Показатель |
| 27–30 | 1,27 |
| 43–46 | 1,11 |
| 57–60 | 1,09 |
| 83–90 | 1,03 |
Фрезерное дело
§ 4. Элементы режимов резания при фрезеровании
Скорость резания v — длина пути (в метрах), которую проходит за одну минуту наиболее удаленная от оси вращения точка главной режущей кромки.
За один оборот фрезы точка режущей кромки, расположенная на окружности фрезы диаметром D пройдет путь, равный длине окружности, т. е. πD.
Чтобы определить длину пути, пройденного этой точкой в минуту, надо умножить длину пути за один оборот на число оборотов фрезы в минуту, т. е. nDn мм/мин. Если скорость резания выражается в метрах в минуту, то формула для скорости резания при фрезеровании будет
Если необходимо определить число оборотов фрезы в минуту, то формула примет вид
При фрезеровании различают следующие виды подач (рис. 12): подачу на один зуб, подачу на один оборот и минутную подачу. По направлению различают продольйую, поперечную и вертикальную подачи.
Рис. 12. Виды подач
Подачей на зуб (Sz, мм/зуб) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за время ее поворота на один зуб.
Подачей на один оборот фрезы (So, мм/об) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за один оборот фрезы.
Подача на один оборот равняется подаче на зуб, умноженной на число зубьев фрезы:
So = Sz • Z.
Минутной подачей (Sм, мм/мин) называется величина относительного перемещения стола с обрабатываемой заготовкой или фрезы за одну минуту.
Минутная подача равна произведению подачи на один оборот фрезы на число оборотов фрезы в минуту:
Sм = So • n = Sz • z • n мм/мин.
Как видно на рис. 12, каждый зуб фрезы снимает одинаковую стружку в виде запятой. Стружка, снимаемая одним зубом, определяется двумя дугами контакта соседних зубьев. Расстояние между этими дугами, измеренное по радиусу фрезы, переменное. Оно определяет толщину среза. Из рис. 12 видно, что толщина среза изменяется от нуля до максимального значения.
На обрабатываемой заготовке при фрезеровании различают обрабатываемую поверхность, обработанную поверхность и поверхность резания (рис. 13).
Рис. 13. Поверхности при фрезеровании
Для всех видов фрезерования различают глубину резания и ширину фрезерования. Глубина фрезерования — расстояние между обрабатываемой и обработанной поверхностями (см. рис. 13). Ширина фрезерования — ширина обработанной за один проход поверхности. Обычно глубину фрезерования принято обозначать буквой t, а ширину фрезерования — В. Это справедливо в том случае, когда указанные параметры рассматриваются как технологические. Параметр (глубина или ширина фрезерования), который оказывает влияние на длину контакта главных режущих кромок фрезы с обрабатываемой заготовкой, будем обозначать буквой В, второй, не влияющий на указанную длину, — буквой t. На рис. 14 видно, что параметром, влияющим на длину контакта главных режущих кромок с обрабатываемой заготовкой и обозначенным буквой В, будет ширина фрезерования при фрезеровании плоскости цилиндрической фрезой (рис. 14, а), паза или уступа дисковой фрезой (рис. 14, б и в), или глубина фрезерования при фрезеровании паза или уступа концевой фрезой (рис. 14, г и д) уступа торцовой фрезой (рис. 14, е), торцовой фрезой с угловым лезвием (рис. 14, ж), симметричное фрезерование торцовой фрезой (рис. 14, з) и несимметричное фрезерование торцовой фрезой (рис. 14, и).
Рис. 14. Глубина резания и ширина фрезерования
Поэтому в дальнейшем буквой В будем обозначать ширину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или глубину фрезерования при обработке торцовыми и концевыми фрезами. Буквой t — глубину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или ширину фрезерования при обработке торцовыми и концевыми фрезами.
Слой материала, который необходимо удалить при фрезеровании, называется припуском на обработку. Припуск можно удалить в зависимости от его величины за один или несколько проходов. Различают черновое и чистовое фрезерование. При черновом фрезеровании обработку производят с максимально допустимыми по условиям обработки глубинами резания и подачами на зуб. Чистовым фрезерованием получают детали с окончательными размерами и поверхностью высокого класса шероховатости.
Силы резания при точении и мощность, затрачиваемая на резание
Срезая стружку, резец преодолевает сопротивление обрабатываемого металла резанию и силы трения стружки о переднюю поверхность инструмента и задней поверхности инструмента о заготовку.
Равнодействующая сила резания R – равнодействующая сил, действующих на резец, со стороны заготовки. Условно считают, что точка приложения R находится на рабочей части главного режущего лезвия. В процессе обработки величина, направление и точка приложения равнодействующей изменяются, поэтому для практических расчетов используют не равнодействующую, а ее составляющие Px, Py и Pz, действующие по трем взаимно-перпендикулярным направлениям – осям X, Y и Z. Ось X – линия центров станка, т.е. она совпадает с осью вращения заготовки и параллельна направлению продольной подачи S.; ось Z лежит в плоскости резания, она параллельна направлению главного движения; ось Y перпендикулярна осям X и Z.
| Рис.4.13. Силы, действующие на резец со стороны заготовки при резании. |
Рz – вертикальная (касательная) составляющая силы резания. По силе Pz определяют крутящий момент на шпинделе станка, мощность расходуемую на резание, производят динамический расчет коробки скоростей. Иногда Pz называют главной составляющей силы резания или просто силой резания. Составляющая Pz определяет изгибающий момент Мх, действующий на стержень резца.
Py – радиальная составляющая силы резания. По силе Py определяют изгиб заготовки в плоскости XY.
Px – осевая составляющая силы резания (сила подачи). По силе Px рассчитывают механизмы подач станка и момент Mx, изгибающий стержень резца в плоскости XY.
Очевидно, что .
На практике определяют лишь составляющую Pz (по эмпирическим формулам), а составляющие Py и Px берут в долях от Pz.
Соотношение Pz : Px : Py зависит от геометрии режущей части резца, режима резания, износа резца, физико-механических свойств обрабатываемого материала и условий обработки. Например, при точении острым проходным резцом (γ = 15о; φ = 45о; λ = 0о) Py = (0,3-0,5)Pz, Px = (0,15-0,3) Pz.
При возрастании φ сила Py понижается, поэтому легко деформируемые длинные детали обрабатывают резцами с большими углами φ близкими к 90о.
При возрастании продольной подачи S отношение Px/Pz также возрастает.
Эффективная мощность Ne – мощность, расходуемая на процесс деформирования и срезания с заготовки слоя материала.
При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность вычисляется по следующей формуле:
, кВт,
где V – скорость резания, м/мин; n – частота вращения заготовки, об/мин; S – продольная подача, мм/об; и = Н.
На практике вторым слагаемым в вышеприведённой формуле пренебрегают, так как , и эффективную мощность определяют по упрощенной формуле:
, кВт.
Мощность потребного электродвигателя станка определится как
,
где η – к.п.д. станка, учитывающий потери мощности в узлах трения станка (подшипниках, зубчатых передачах и т.п.) при её передаче от электродвигателя до шпинделя станка. Обычно η ≈ 0,7-0,8.


Крутящий момент резания – момент, необходимый для преодоления сопротивления вращению обрабатываемой заготовки.
Вычисляется по формуле:
,
где Dзаг – диаметр заготовки, мм.
Для того, чтобы процесс резания был возможен, крутящий момент на шпинделе Мшп, развиваемый станком при определённом числе оборотов шпинделя, должен быть не меньше момента сопротивления Мкр:
Мкр ≤ Мшп .
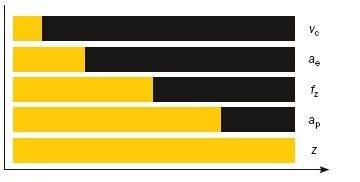
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

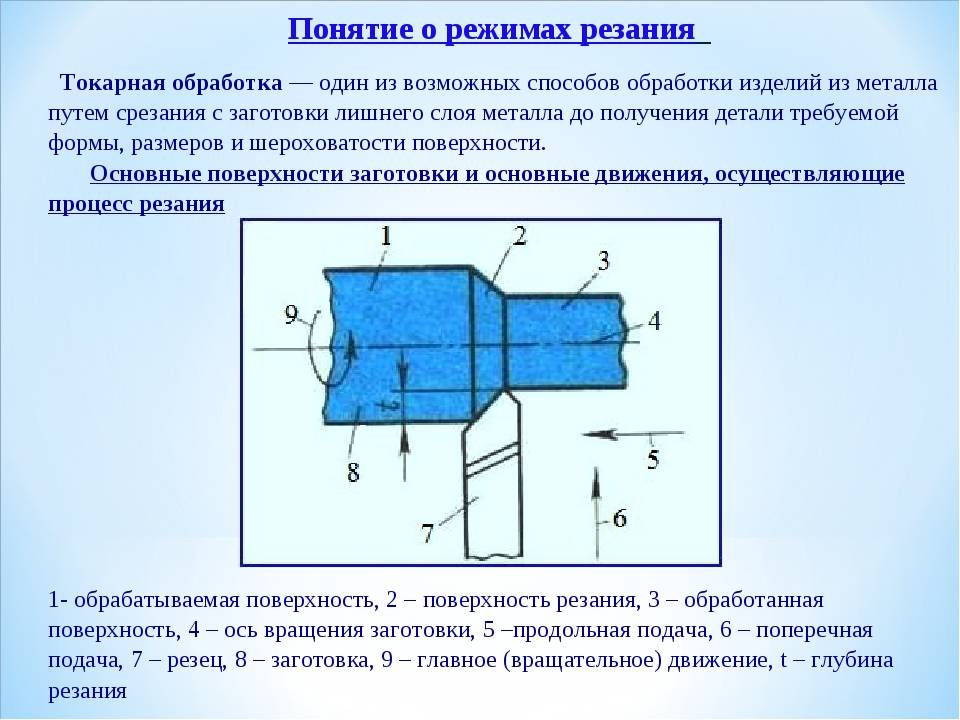
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
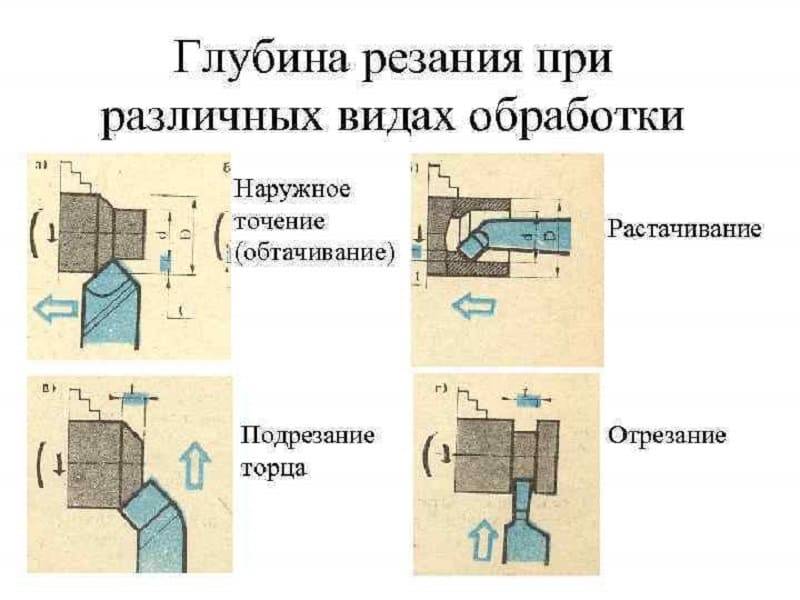
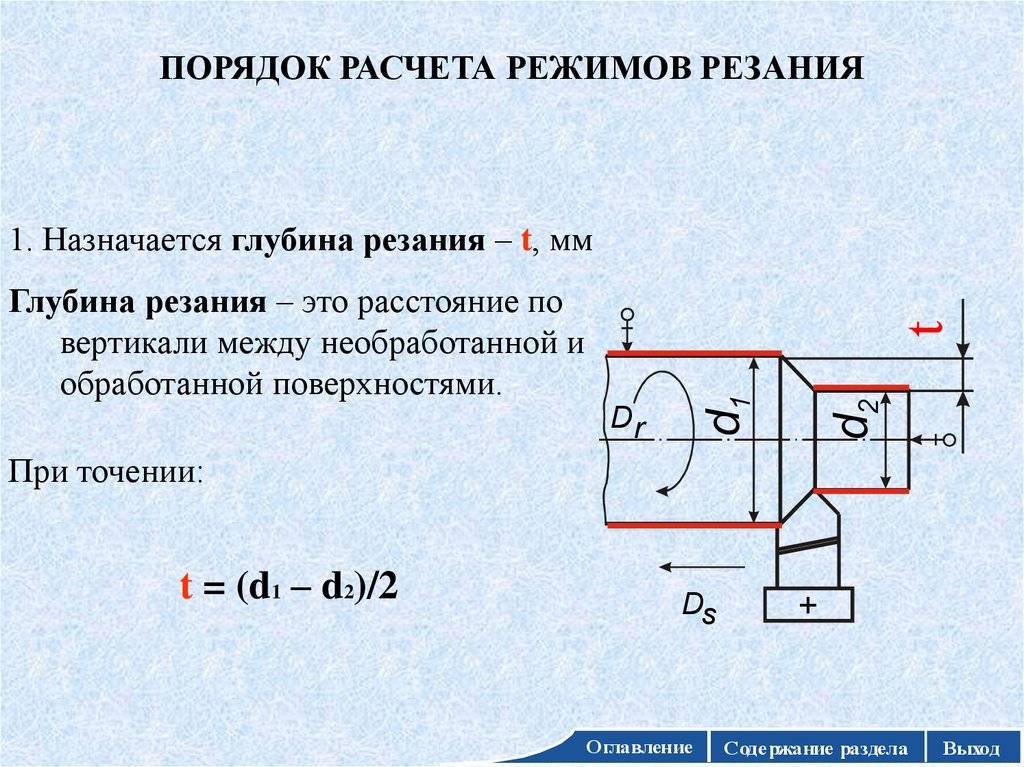
Глубина
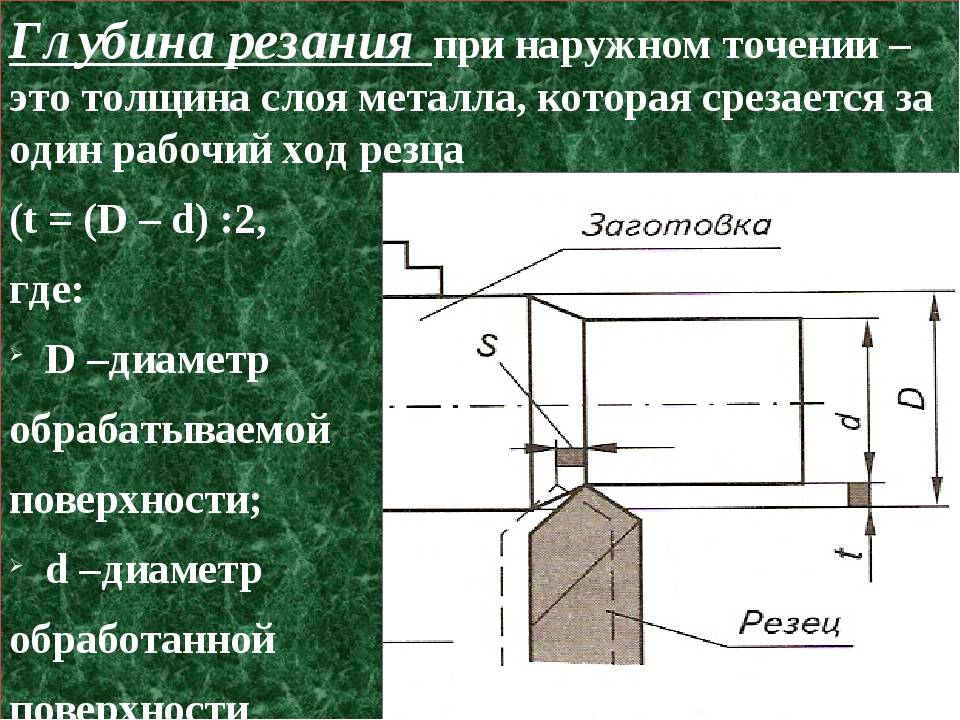
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
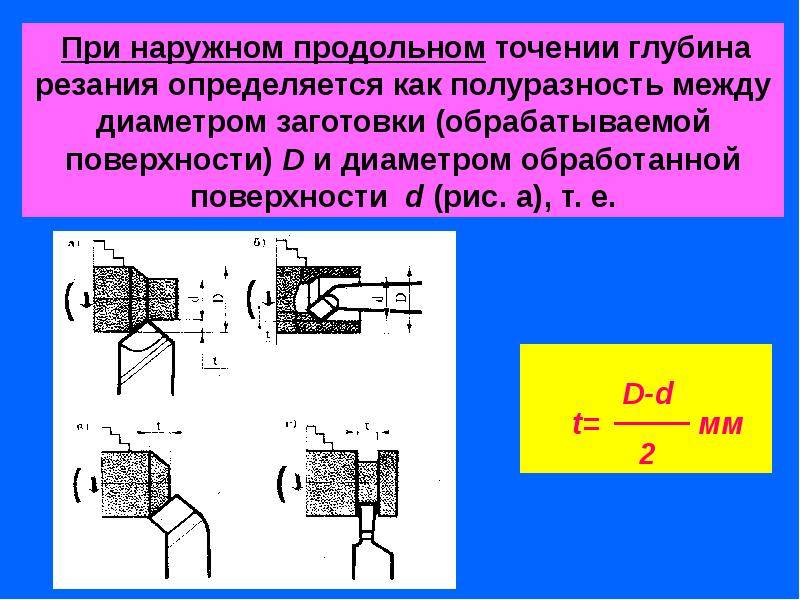
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
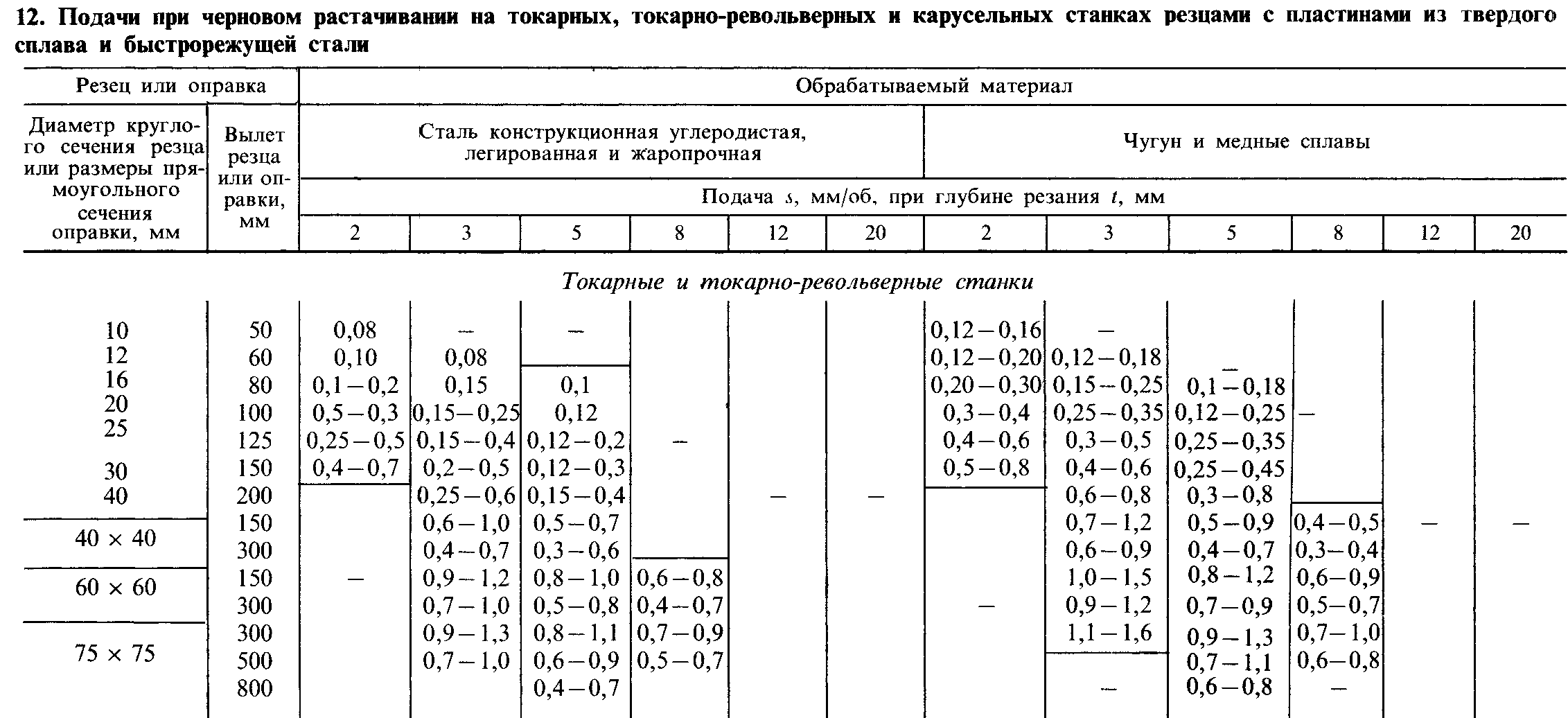
Подача
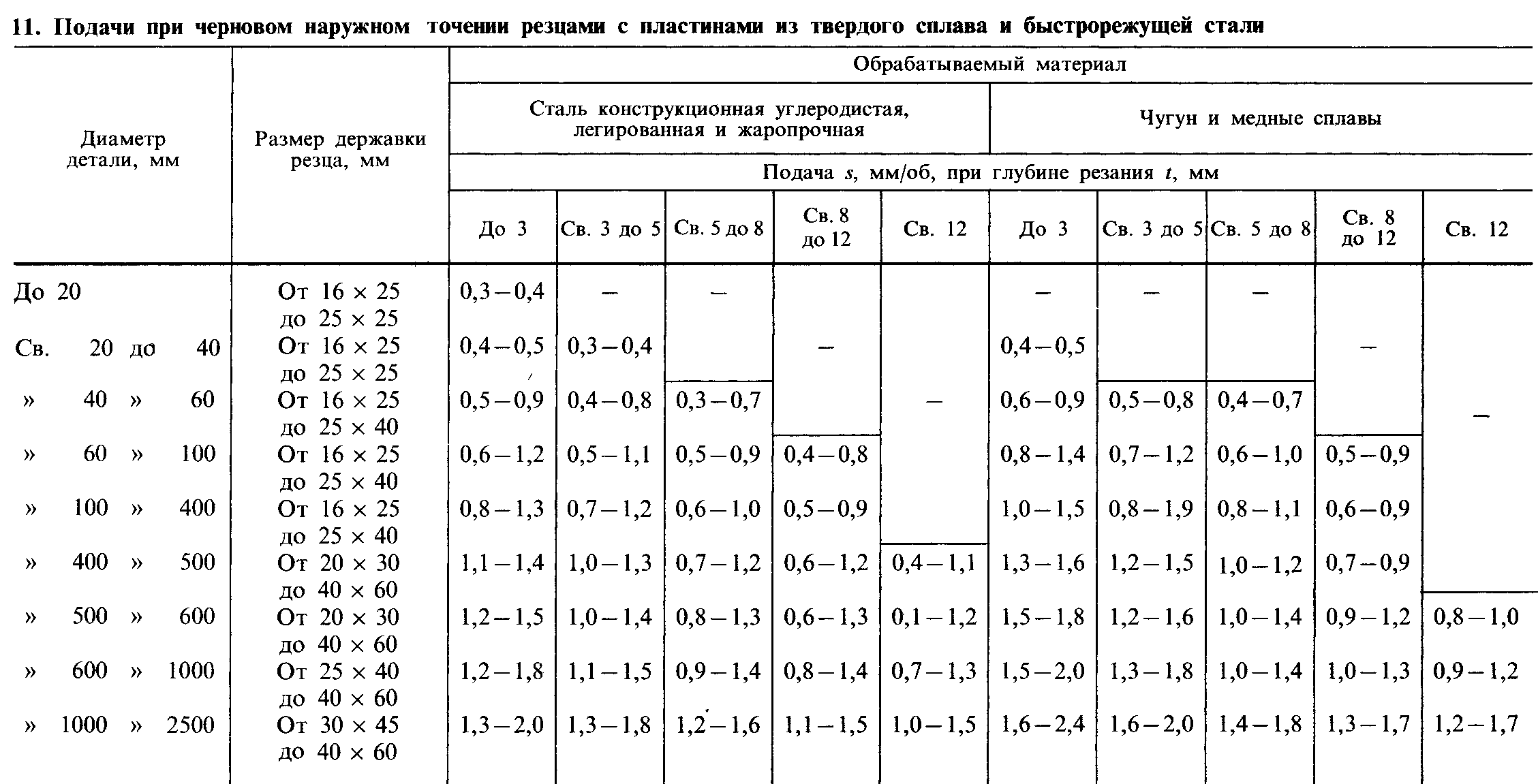
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Пример
Для определенных условий обработки на токарно-винторезном станке модели IК62 определим значения теоретической скорости резания Vт:
- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава ВК8
- , м/мин;
- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава Р18
- , м/мин.
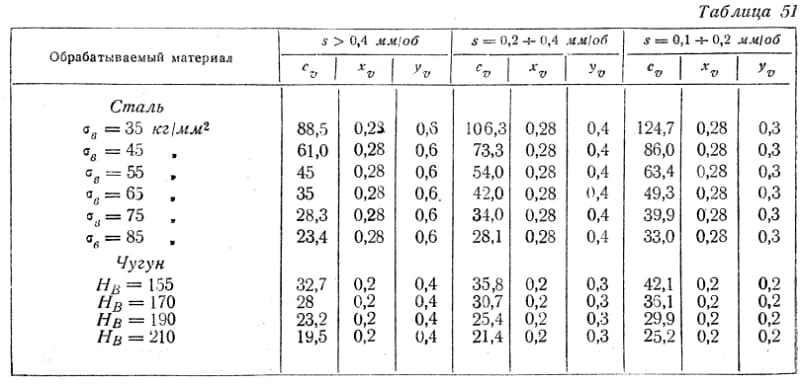
Значения Сv = 5640 и 1500, m = 0,8, Хv = 0,55 и Уv = 0,55 приняты из справочных нормативных материалов по резанию.
Необходимо отметить, что скорость резания не оказывает существенного влияния на шероховатость, как значение подачи.
По паспортным данным станка IК62 определяем фактическую скорость резания Vд.
Расчетная частота вращения шпинделя, пр (для Vт = 120 м/мин):

мин–1.
На станке Vт – теоретическая скорость резания для данных условий обработки, м/мин; Dз – диаметр заготовки, мм.
Машинное время обработки определяется по формуле

мин,
где l – длина заготовки, мм;
l2 – длина перебега, по нормативным таблицам: для глубины резания
мм, l2 = 2 мм,
где d – диаметр, обработанной поверхности;
l1 – длина врезания
где φ – главный угол в плане проходного резца, примем равным 60°.
S – продольная подача резца за один оборот заготовки. Теоретическое значение подачи S = 0,6 мм/об заменяем величиной ближайшей подачи, имеющейся на станке IК62, т.е. S = 0,61 мм/об.
Мощность Nр, затрачиваемую на процесс резания, при силе резания Рz = 300 кГ определяем по формуле

кВт.
Необходимая мощность электродвигателя для выполнения заданного режима обработки
кВт,
где η – коэффициент полезного действия (кпд), равный 0,75.
Коэффициент загрузки станка IК62 для указанной обработки, при мощности его электродвигателя Nст = 10 кВт.
К параметрам процесса резания относят основное (технологическое) время обработки – время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
При токарной обработке цилиндрической поверхности основное (машинное) время и элементы режима резания связаны зависимостью
где Li = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи ( l – длина обрабатываемой поверхности, мм; l1 = t·ctgφ – величина врезания резца, мм; l2 = 1–3 мм выход резца (перебег)), i =H/t число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку (Н – толщина удаляемого слоя металла, мм).
В целом штучное время состоит
Тшт = То + Тв + Тоб + Тп,
где Тв – вспомогательное время необходимое для выполнения действий, связанных с подготовкой к процессу резания (подвод и отвод инструмента, установка и снятие заготовки и т.д.);

Тоб – время обслуживания рабочего места, оборудования и инструмента в рабочем состоянии;
Тп – время на отдых и естественные потребности, отнесенное к одной детали.
Геометрия инструмента >Теория по ТКМ >
Характеристика режимов резания
Необходимые технологические параметры, используемые при токарной обработке металлов, берут свое начало в теории резания. Основные ее положения применяются конструкторами при проектировании режущих инструментов, металлорежущих станков и приспособлений.
Требуемые режимы обработки точением можно получить двумя способами. В первом случае режимы назначаются, для чего используются табличные данные. Данные регистрировались на протяжении длительного времени на разных этапах обработки различным инструментом.
Во втором случае режимы резания рассчитываются по эмпирическим формулам. Этот способ называется аналитическим методом. Считается, что аналитический метод дает более точные результаты в отличие от назначенных параметров.
На сегодняшний день разработчики программного обеспечения предлагают множество программ для расчета режимов обработки. Достаточно ввести в поля известные данные и программа самостоятельно выполнит расчеты и выдаст результат. Это значительно упрощает работу и снижает ее продолжительность.
Для изготовления детали с заданными размерами и необходимой чистотой поверхности необходим чертеж. На его основе разрабатывается технологический процесс обработки с подбором необходимого оборудования и инструмента.





