

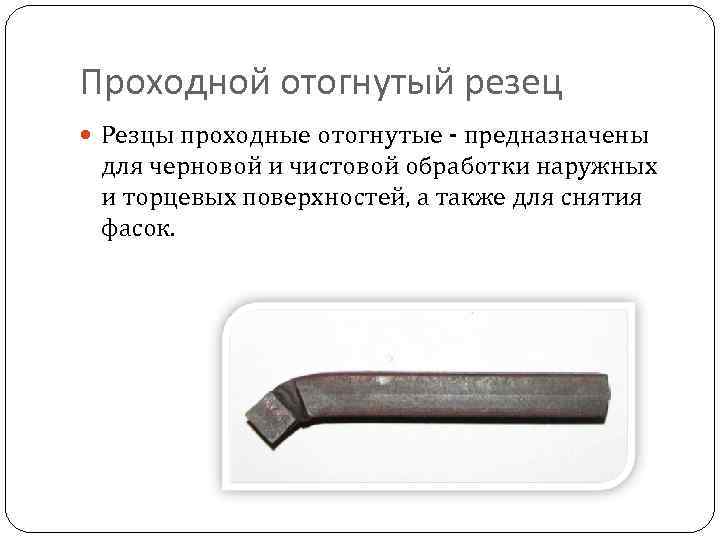
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
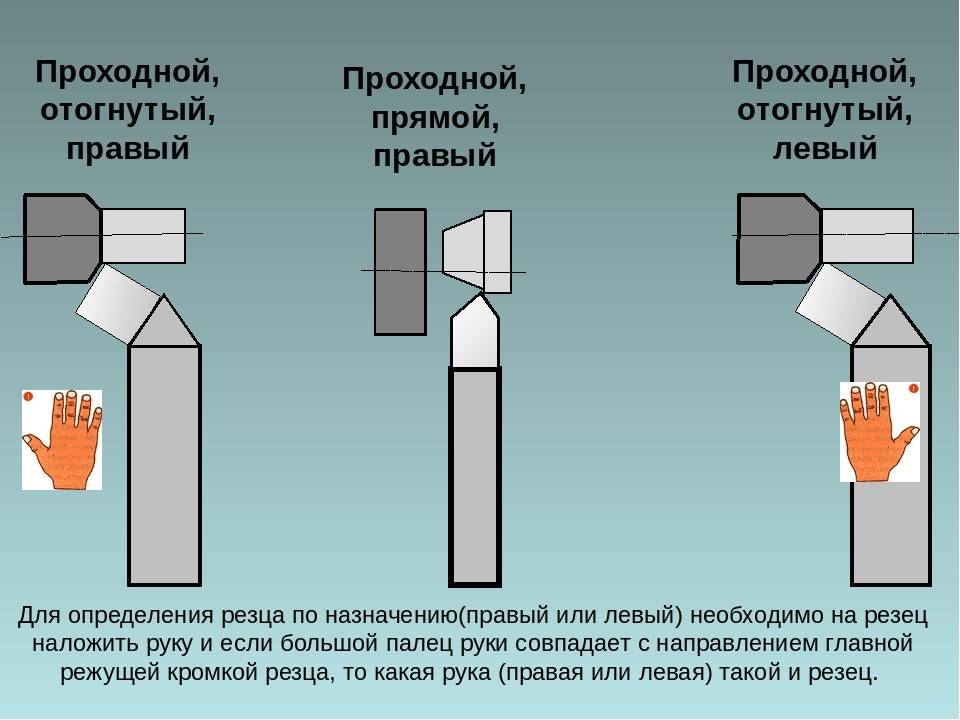
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
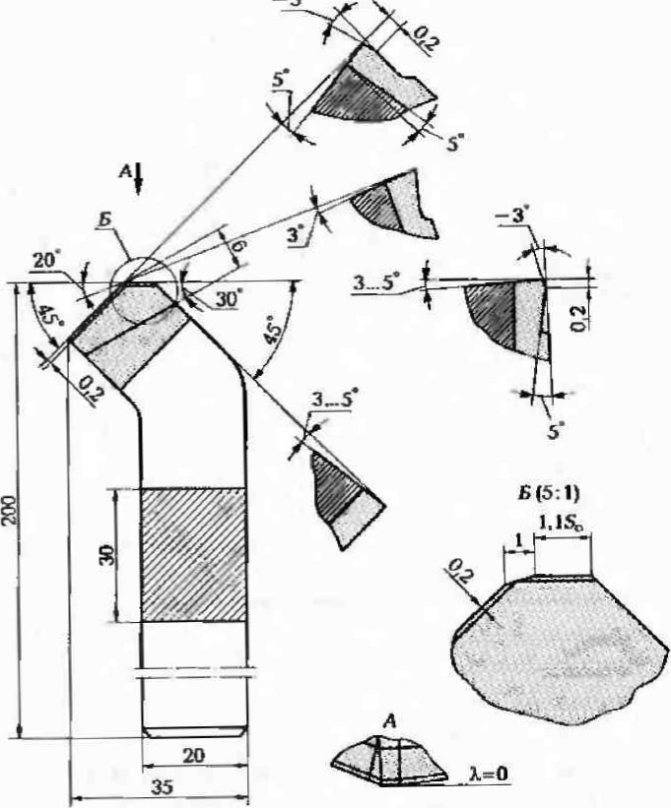
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.
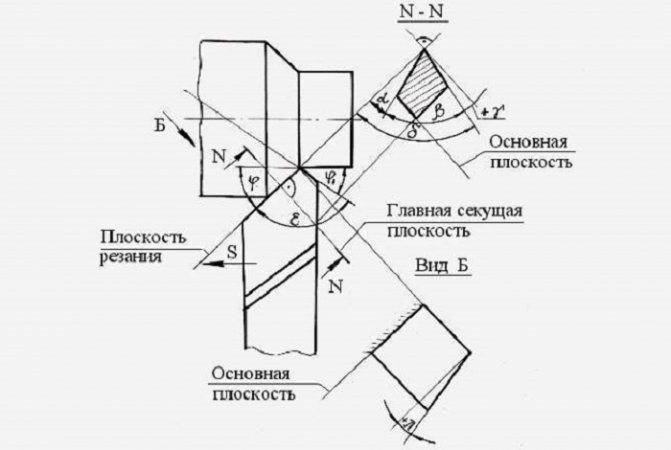
Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.

Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца. Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.
Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Измеряется между проекцией вспомогательной поверхности и непосредственно режущей кромки. Чем больше данный параметр, тем прочнее по факту резец. Также улучшаются показатели теплоотвода.
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.

Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
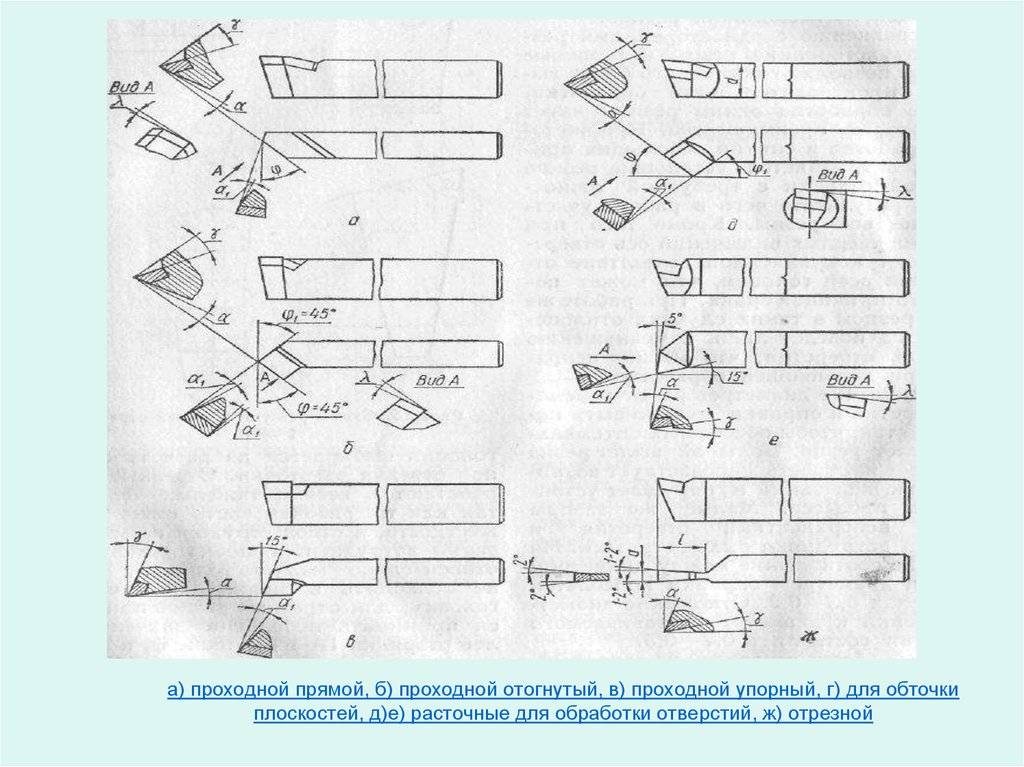
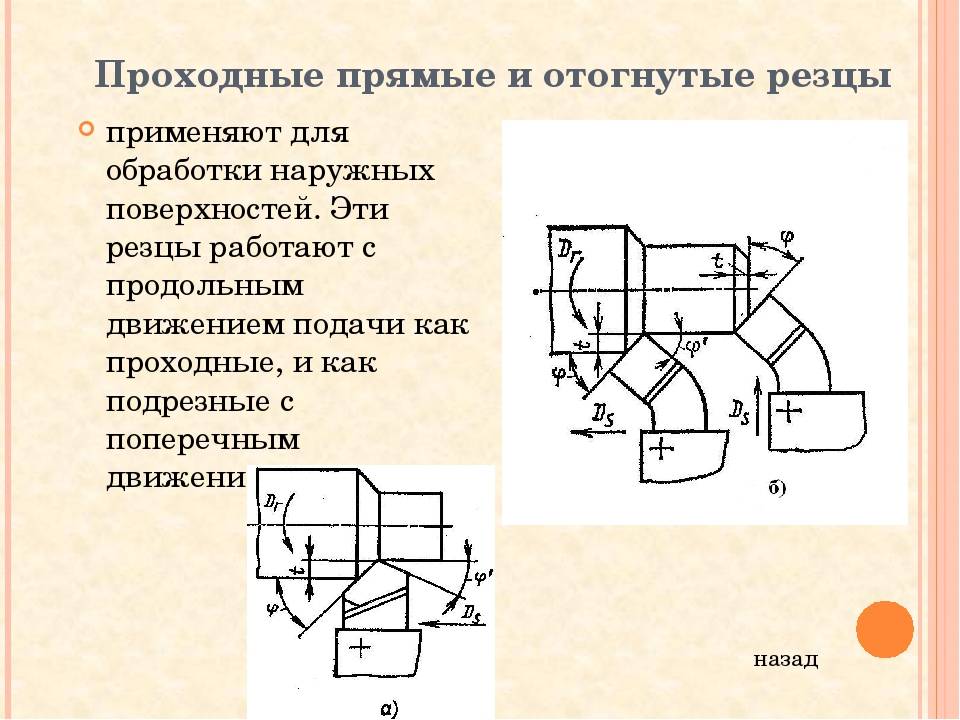
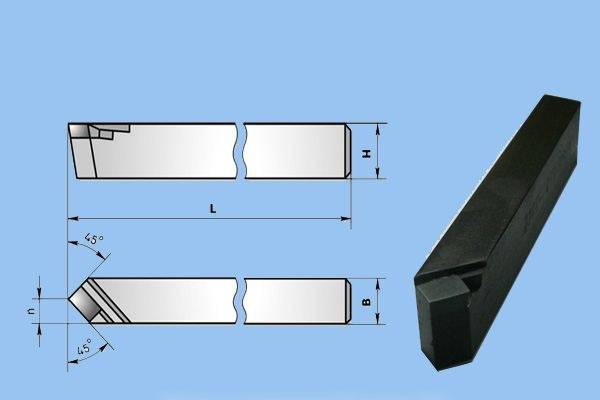
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
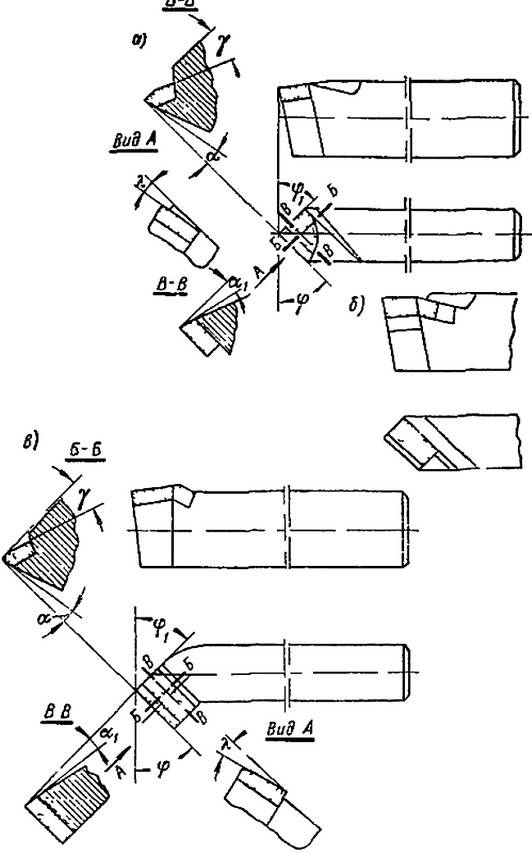
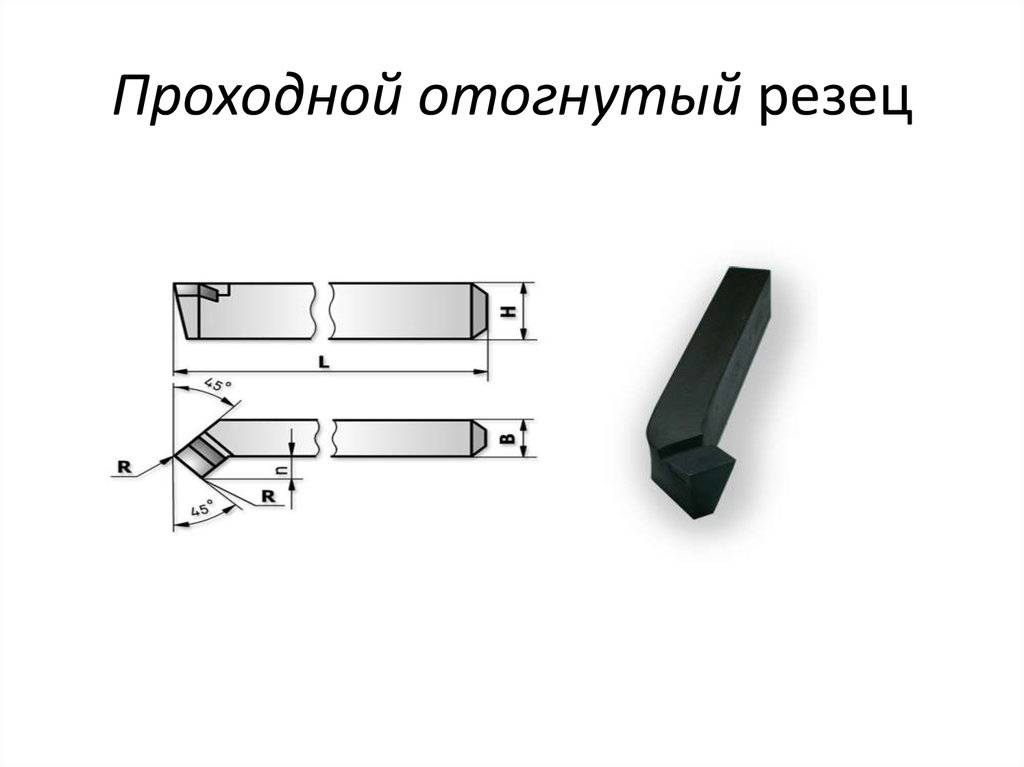
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
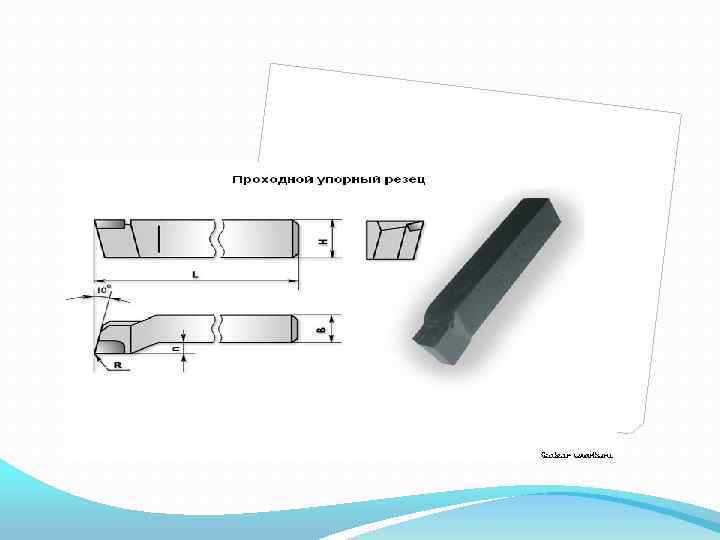
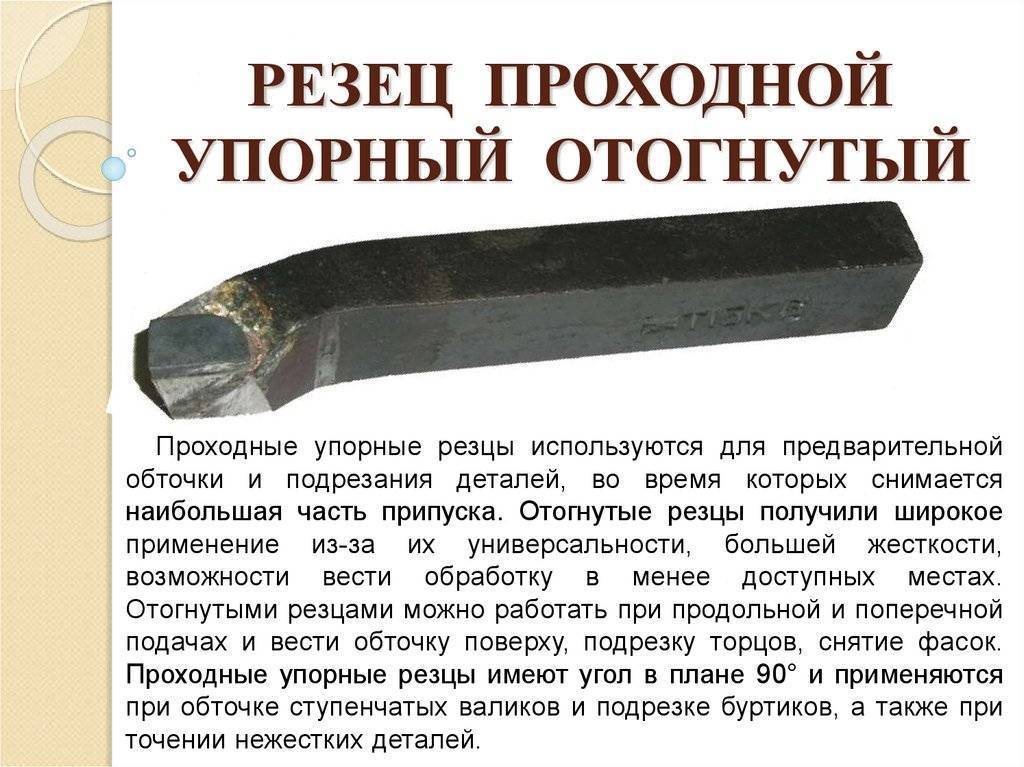
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.





Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
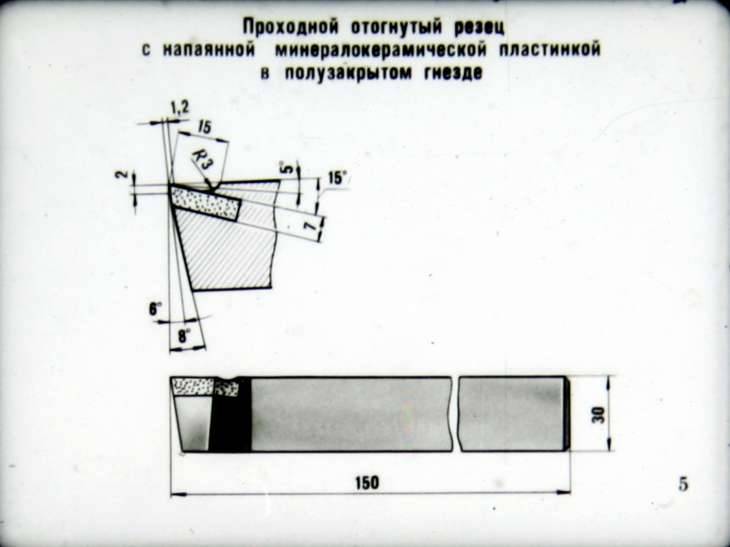
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Читать также: Бадья для бетона своими руками
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Разновидности резцов
Конструктивно резцы токарные разделяются на основные виды:
- прямые – приспособления с рабочим элементом и держателем, находящимися на одной или 2-х параллельных осях;
- отогнутые – рабочая головка отогнута от оси держателя (заметно сверху);
- изогнутые – с державкой, имеющей изогнутую форму (определяется сбоку);
- оттянутые – державка в ширину не превышает рабочую часть.
По назначению:
- резьбонарезные (нарезание резьбы наружной, внутренней);
- подрезные (подрезание уступов, выполнение торцевания);
- расточные (расточка отверстий);
- отрезные (отрезание заготовок, создание узких канавок);
- проходные (проточка заготовок параллельно оси вращения);
- фасонные (операции индивидуального характера);
- прорезные (прорезание канавок);
- универсальные.
По виду установки:
- радиальные (устанавливаются перпендикулярно к оси детали);
- тангенциальные (устанавливаются вдоль оси резца).
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Как закрепить резец на станке
Он устанавливается на каретку суппорта (подвижный элемент) и фиксируется держателем, который может быть как одно-, так и многопозиционным
Внимание, его положение нужно выверить с максимальной точностью: необходимо, чтобы он был размещен параллельно и одновременно перпендикулярно. Кромка – строго напротив оси вала, потратьте время на настройку по высоте. В центрировании отлично помогут стальные пластины-накладки
В центрировании отлично помогут стальные пластины-накладки.
Также не следует допускать зазоров или люфтов, которые способны привести к разбалтыванию инструмента (со временем и под нагрузками), а значит и к снижению точности обработки деталей. Поэтому крепеж обязан быть жестким.


Мы подробно рассказали, из каких частей состоит токарный резец, что за углы у него есть и зачем они нужны
Теперь вы наверняка понимаете, насколько важно поддерживать геометрию его профиля в рекомендованном состоянии и, при необходимости, сможете заточить его. Ну а станок для этого вы всегда найдете в каталоге ижевского – обращайтесь и покупайте качественное оборудование

Какие бывают разновидности резцов
Механическая обработка резанием наружных цилиндрических/конических поверхностей предполагает использование одного из следующих видов инструмента:
- прямого резца;
- отогнутого;
- упорного.
Прямой проходной резец применяется для обточки материалов не только на станках токарной группы, но и долбежных, строгальных агрегатах. Изготавливается данное изделие из быстрорежущей стали (по ГОСТу 18868-73) либо комплектуется твердосплавной напайкой, которая впоследствии примыкает к металлической оправе (ГОСТ 18879-73). Если производство инструмента базируется на первом способе, то резец оправдано использовать для конструкций, которые работают с накаленными и нелегированными заготовками. Твердосплавные материалы больше рассчитаны на отделку плотных видов металла.
Размерный ряд прямого режущего изделия проходного типа довольно широк. Но есть резцы, параметры которых пользуются наибольшим спросом среди токарей.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 12 | 120 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 140 |
| 25 | 16 | 140 |
| 32 | 20 | 170 |
| 32 | 25 | 170 |
| 32 | 45 | 240 |
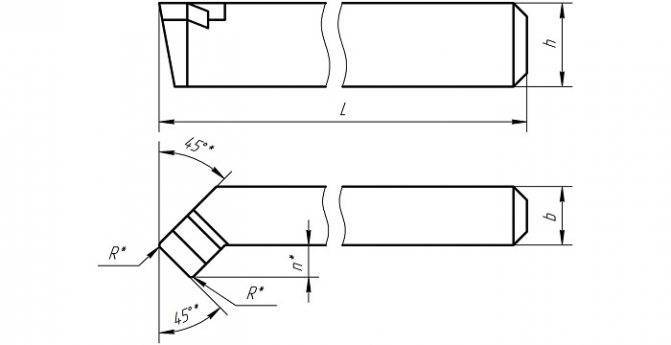
Сечение корпуса проходного резца может иметь форму квадрата или прямоугольника. Отогнутые режущие инструменты на практике используются чаще, чем прямые, поскольку дают универсальные возможности в работе. Обладают большей жесткостью и за счет своей формы делают позволительным обтачивать детали даже на труднодоступных участках. Проходные отогнутые резцы предполагают обработку преимущественно высокопрочных видов металла, а потому изготавливаются обычно из твердосплавных материалов. Применяя в деле, с помощью них можно осуществлять как продольную, так и поперечную подачу. Ими позволительно подрезать торцы, снимать фаски, обтачивать верх заготовок, то есть выполнять все основные операции, которые присущи токарным агрегатам.
Будучи широкопрофильным инструментом, резец проходной отогнутого типа имеет различные вариации по размеру. Самые востребованные параметры представлены ниже.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 10 | 110 |
| 16 | 12 | 100 |
| 20 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 25 | 25 | 140 |
| 32 | 20 | 170 |
| 40 | 25 | 200 |
| 50 | 50 | 240 |
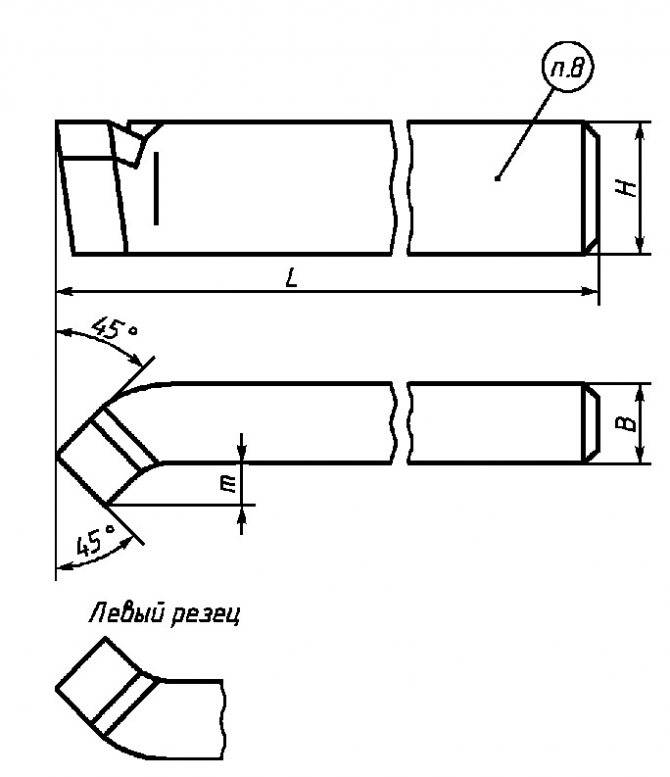
Основной рабочей частью отогнутого проходного резца, как и в случае прямого изделия, является его головка. Она располагается на стержне, который впоследствии вставляется в держатель. В зависимости от стороны наклона отогнутый резец бывает левым и правым. Этим обуславливается возможность в процессе обработки огибать деталь с разных краев.
Каждой модели характерен свой уникальный угол. Благодаря этому изделие становится подходящим для достижения той или иной цели. Например, для придания заготовке ступенчатого вида понадобится режущий инструмент с углом в 90°.
Проходной упорный резец относится к токарным конструкциям, применяемым для обтачивания валиков, бортиков и прочих деталей цилиндрической формы. Наряду с иными изделиями подобного плана его активно задействуют в мастерских, машиностроительных цехах для черновой и/или чистовой отделки. Базовая спецификация инструмента – работа с телами вращения, имеющими уступы. Обычно это детали с небольшими габаритами. В силу последнего, упорным резцам присуща высокая точность.
Режущая кромка инструмента перпендикулярно направлена к оси заготовки. За счет такого соотношения минимизируется отрицательная вибрация, которая образуется в момент работы, а, следовательно, снижается вероятность возникновения повреждения или брака. Для изготовления проходного упорного резца используются: инструментальная сталь (из нее выполняется крепеж), быстрорежущий металл либо твердосплавный материал (для производства режущей части).
Данные модификации проходных упорных резцов дополнительно подразделяются на левые и правые, что определяется положением рабочей части инструмента. По размеру изделия бывают разными, в результате чего в сечении они могут иметь прямоугольную либо квадратную форму.
| Высота | Ширина | Длина |
| 6 | 6 | 80 |
| 8 | 8 | 80 |
| 16 | 10 | 100 |
| 16 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 16 | 140 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 140 |
| 30 | 20 | 150 |
| 32 | 20 | 170 |
| 40 | 40 | 200 |
| 45 | 30 | 240 |
| 50 | 50 | 240 |
Покупая резец проходной для токарного станка, стоит обращать внимание на материал изготовления и габариты, ведь данными факторами обуславливается не только цена изделия, но и целевая направленность. Что касательно конкретных стоимостных значений, то их назвать затруднительно
Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей
Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.

Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот. Также запрещено менять установленный порядок работ:. Также запрещено менять установленный порядок работ:
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.
Оглавление
Виды проходных отогнутых резцов Основные размеры проходного отогнутого резца Геометрия проходного отогнутого резца Выбор проходного отогнутого резца Режимы резания Маркировка
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
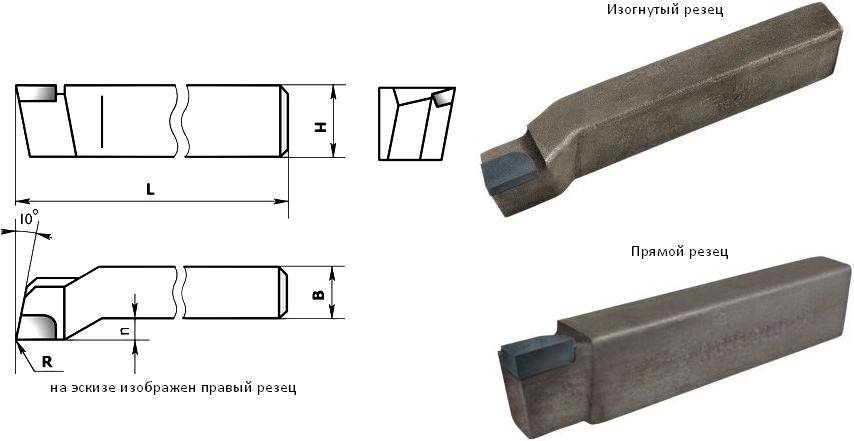
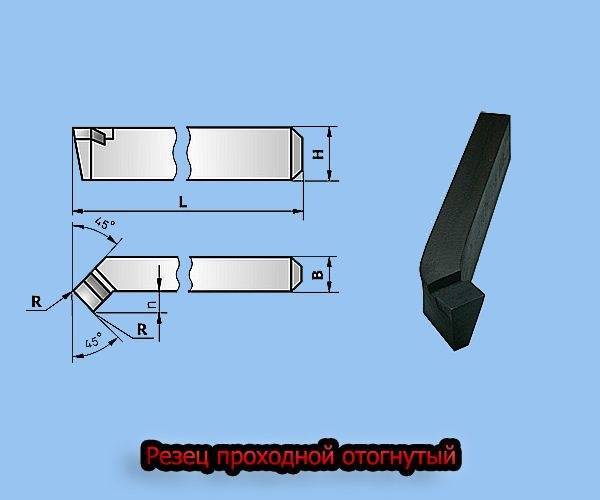
Резец проходной отогнутый используется для обтачивания наружных поверхностей деталей вращения, куда относятся конические поверхности большой длины, цилиндрические валики и прочие вещи. В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
фото:резцы токарные проходные отогнутые
Работа данным инструментом осуществляется как при продольной, так и при поперечной подаче. Им можно осуществлять обточку поверху самой заготовки, снимать фаски и подрезать торцы, то есть, все основные операции, которые могут пригодиться в данном деле. Они относятся к широкопрофильным инструментам и имеют несколько различных вариаций по размерам и другим параметрам. Они хорошо проявляют себя в работе с жесткими деталями. Резец проходной отогнутый изготавливается согласно ГОСТ 18868-73.


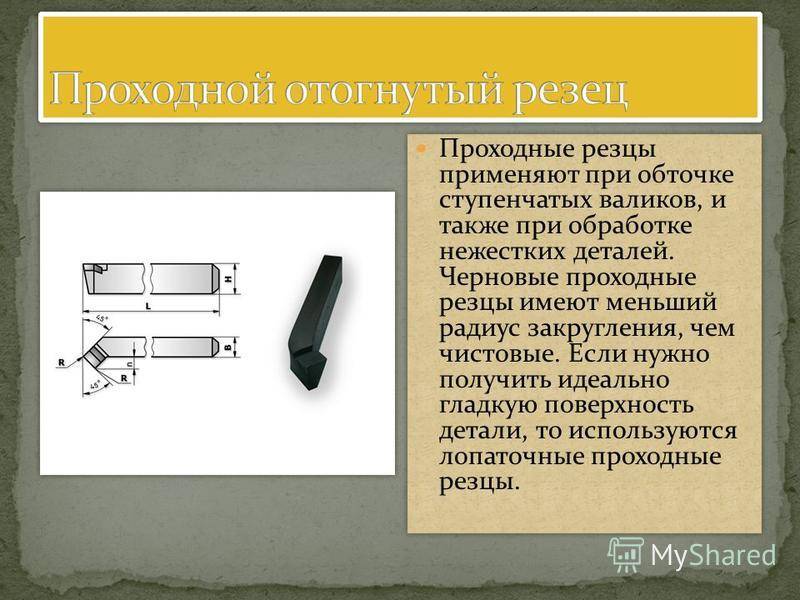

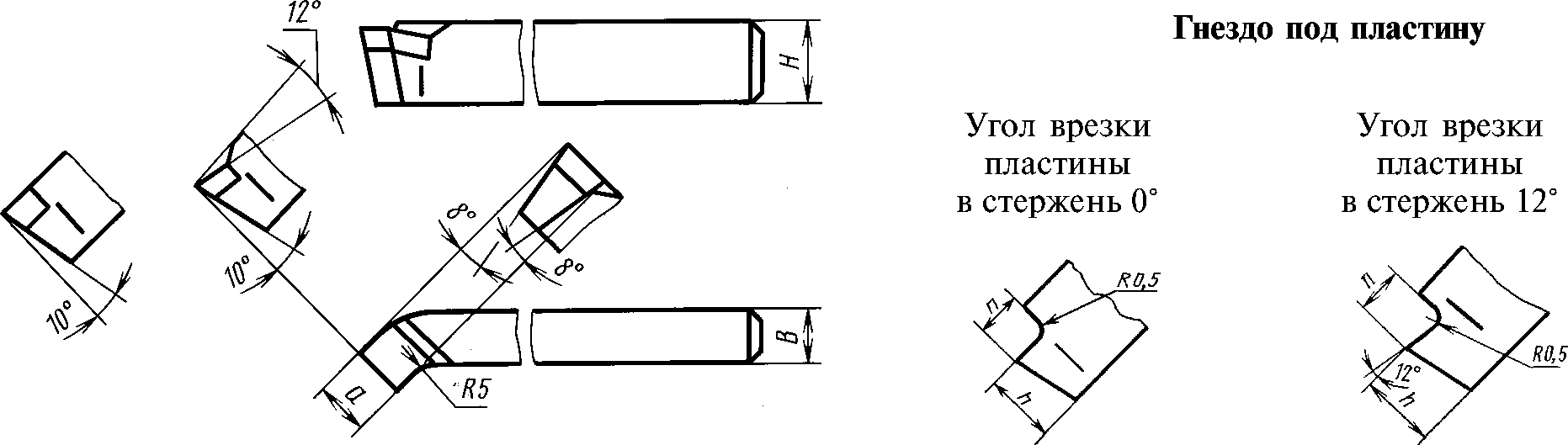

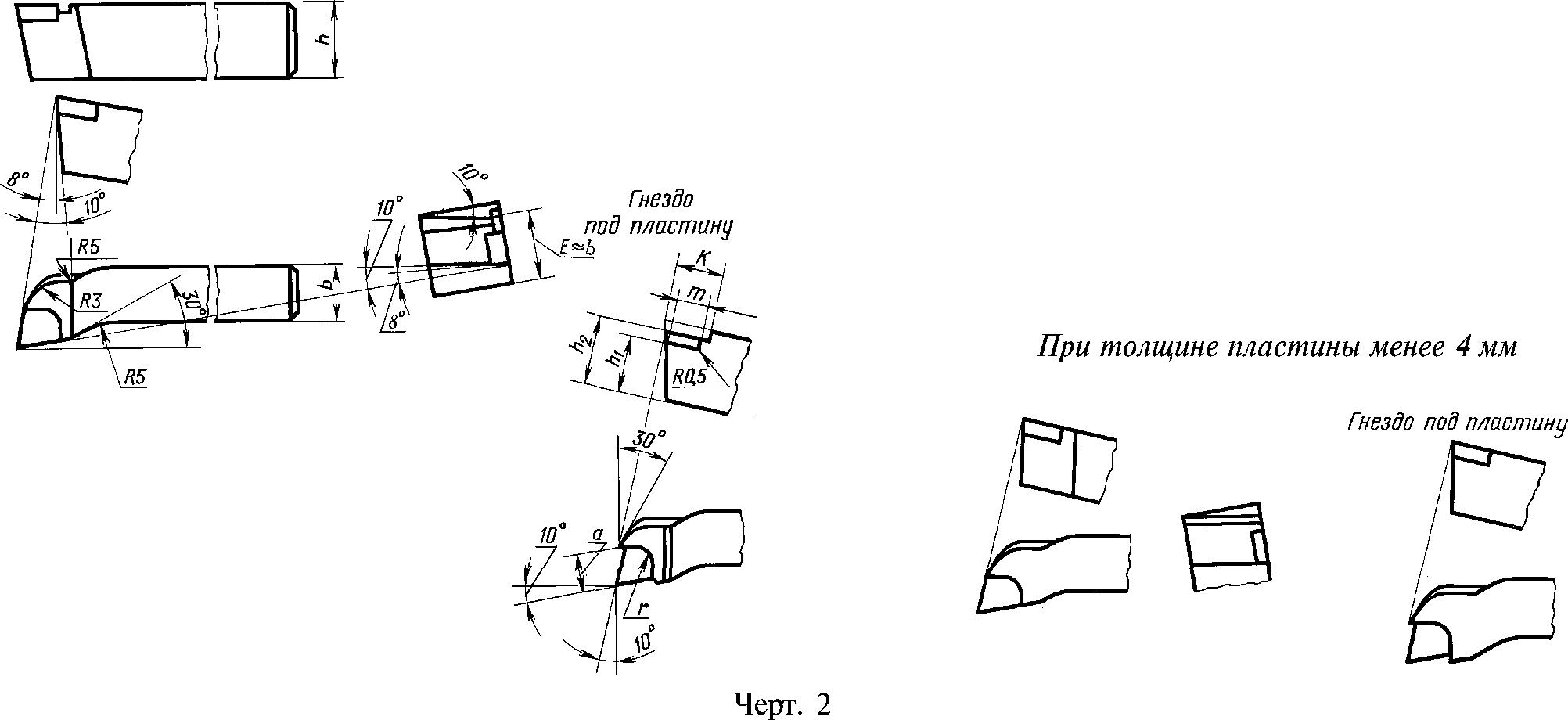
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
Это интересно: Профилометры: прибор определения шероховатости поверхности
Когда требуется заточка
Есть два случая, в которых она необходима:
- кромка износилась и потеряла свои полезные качества;
- выпускается новый инструмент.
В обоих случаях ее необходимо проводить, иначе вы банально не сможете обработать деталь с должной точностью и обеспечить нужное качество поверхности. Плюс, в процессе заготовка наверняка дополнительно пострадает от биения и вибрации.
Так что обязательно делайте ее тогда, когда она требуется, то есть регулярно и своевременно; тем самым вы обеспечите лезвию необходимую остроту и надежность, что положительно скажется на общем уровне безопасности осуществления технологических операций на станке.

Правила выполнения заточки
- используйте только подходящий абразивный круг;
- работайте в перчатках и маске (очках), не забывайте о защите;
- очистите все основные части и элементы токарного резца от пыли и грязи и зафиксируйте его в подручнике, отрегулировав положение;
- в первую очередь выводите задние углы и лишь после их замера и проверки переходите к передним;
- не пренебрегайте доводкой – она нужна на каждом участке, где наблюдаются даже мельчайшие неровности.
Применяемые инструменты
Базу в данном случае составляет пара шлифкругов: один выполнен из зеленого кремниевого карбида, другой – из электрокорунда. Первый подойдет для материалов высокой степени твердости, второй – для более мягких инструментальных сталей.
Также понадобится шлифовальный станок для проведения финишных операций. Так как последние считаются тонкими, оборудование должно функционировать на малых оборотах с минимально возможным уровнем биений. В качестве абразива подойдет алмазная или эльборовая поверхность.






