

Ключевые узлы агрегата
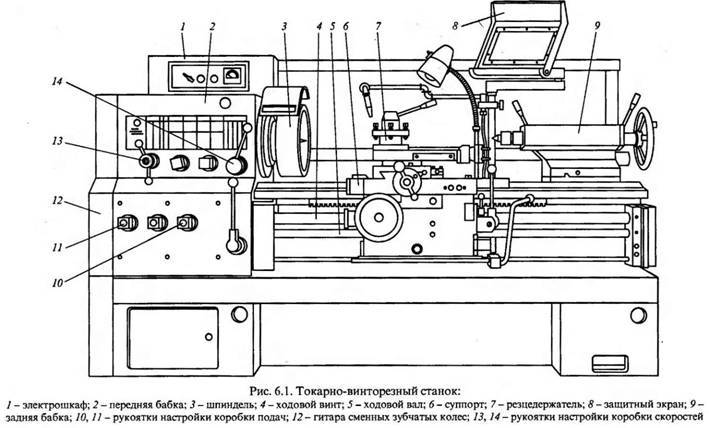
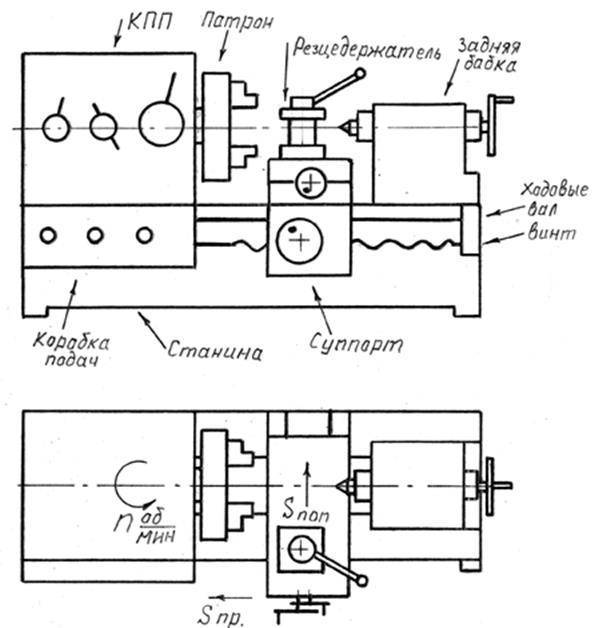
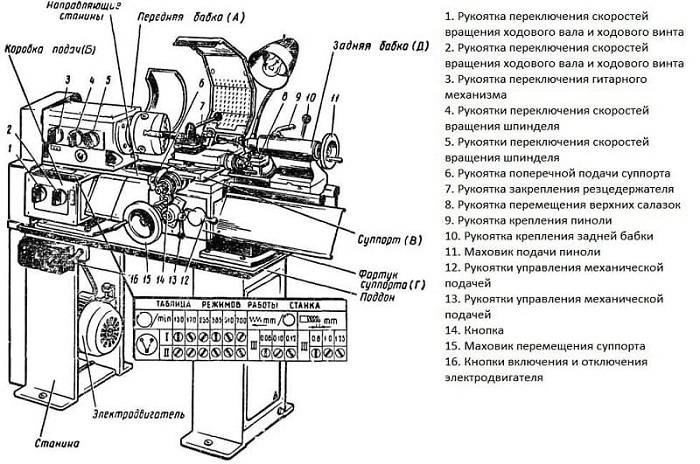
Токарно-винторезные станки состоят из нескольких крупных узлов. Станина является фундаментальной деталью станка, где фиксируются все остальные его составные части. Станина изготавливается из очень прочного чугуна. Тяжелое основание с несколькими направляющими, расположенными вверху, – конструкция, хорошо зарекомендовавшая себя еще много лет назад. Именно поэтому производители токарно-винторезных агрегатов не изменяют этому проверенному временем формату. По направляющим осуществляется перемещение задней бабки и суппорта.

Еще один важный узел в конструкции – передняя бабка, где располагается шпиндель, оснащенный патроном для фиксации обрабатываемой детали. Также на передней бабке предусмотрена коробка передач, сообщающая вращение от электрического двигателя шпинделю.
Конструкция фартука включает механизмы контроля суппорта и специальные салазки, которые перемещаются непосредственно по фартуку в продольном и поперечном направлениях. Привод на фартук сообщает коробка подач. Встроенная в коробку гитара дает возможность настроить шаг резьбы. Задняя бабка выполняет функцию держателя детали нестандартных размеров. Кроме того, на ней располагается инструмент, будь то сверла, развертки или зенкеры.
Нужно отметить, что данная конструкция токарно-винторезного станка считается стандартной комплектацией этого типа оборудования. Это не исключает наличия опциональных узлов. В последние годы многие производители оснащают технику копирующими механизмами и особыми насадками для фрезеровки, что заметно расширяет функционал традиционного агрегата.
Более того, серьезную конкуренцию стандартным моделям составляют токарно-винторезные станки с ЧПУ. К слову, последние отличаются повышенной производительностью, точностью и удобством в эксплуатации.
В зависимости от устройства токарно-винторезного станка есть возможность классифицировать это оборудование по ряду признаков. Это может быть степень автоматизации процессов обработки заготовки, конструктивные особенности агрегата и целевое назначение конкретной модели.
Сегодня грубым разделением данной техники может служить классификация ее на автоматическую и полуавтоматическую. Также токарно-винторезные станки бывают горизонтального и вертикального типа. Это зависит от того, где располагается шпиндель. Агрегаты вертикального типа используются в том случае, когда есть необходимость обрабатывать короткие детали большого веса.

Один из важнейших параметров, на который нужно обращать внимание мастеру при выборе станка – это уровень нагрузки на подвижные элементы конструкции. Чем слабее каждая отдельная деталь станка, там выше вероятность того, что техника будет часто выходить из строя и простаивать
Это особенно актуально для тех, кто использует не новую технику.
Даже спустя годы активной эксплуатации жесткость станины должна оставаться на первоначальном уровне, а каждый узел должен выполнять свою функцию безукоризненно. Только в этом случае можно говорить о высокой производительности агрегата на пределе своих возможностей.
В наши дни токарно-винторезные станки порадуют высокой точностью, несравнимой с агрегатами, выпущенными в середине прошлого века. Инструменты, которыми комплектуется эта техника, производятся из высококачественных твердых сплавов отменной прочности. Практически все современные станки являют собой эталон точности и производительности. Все это ещё раз подтверждает то, что, хотя данная техника внешне изменилась не так уж существенно, ее эксплуатационные характеристики прогрессируют с каждым годом.
Выводы
Токарно-винторезные станки – оборудование, пользующееся стабильным спросом в России. Сегодня мастеру доступен огромный выбор новых и б/у агрегатов. Отечественные производители подобной техники в полной мере удовлетворяют потребности в ней. При этом у них есть и серьезные конкуренты, особенно среди азиатских и европейских брендов.
Как бы то ни было, у российских компаний-производителей есть все для создания высококачественного конкурентоспособного оборудования. Доступные цены, высокое качество комплектующих и эффективные инженерные наработки делают эту технику очень востребованной на постсоветском пространстве.
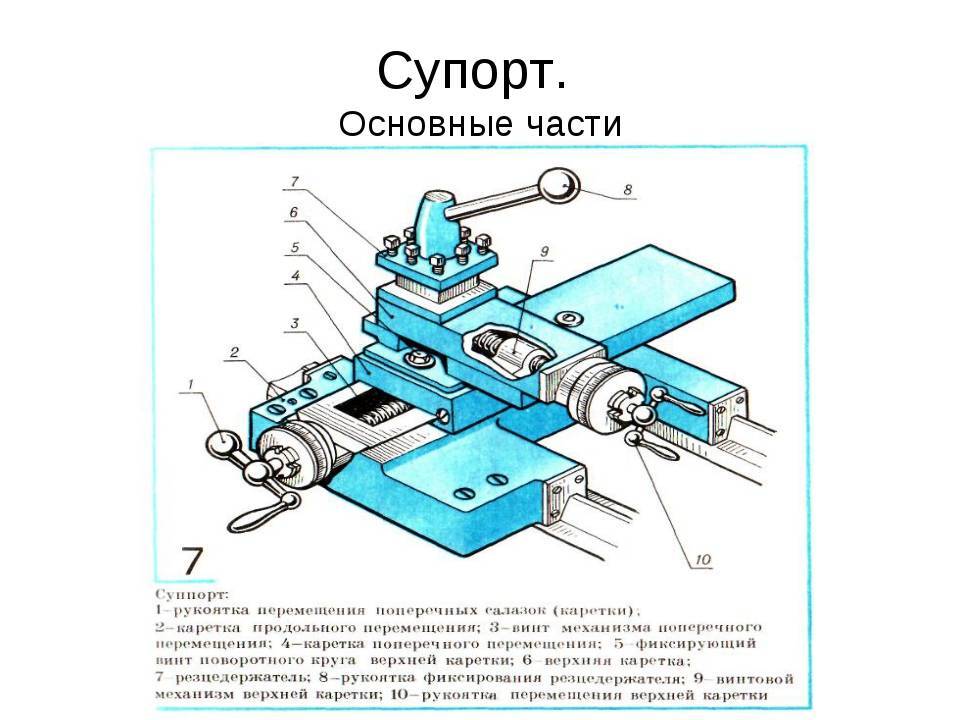
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
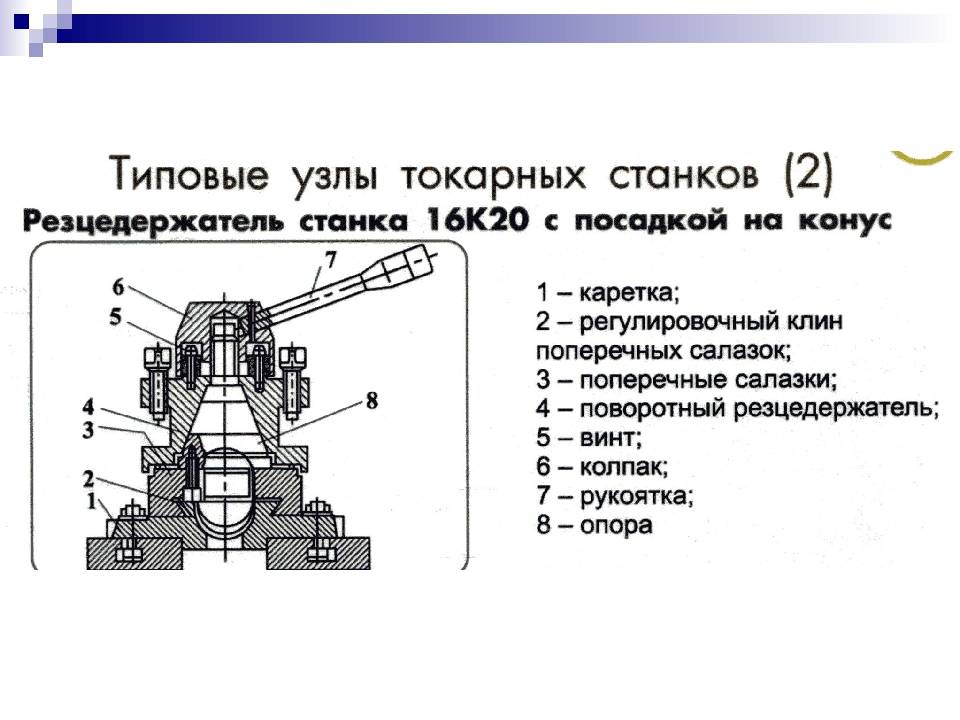
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Классификация универсальных токарных станков
Виды токарно-винторезных станков выделяют в зависимости от нескольких параметров, к числу которых относятся:
- масса оборудования;
- максимальная длина детали, допускаемой к обработке на токарно-винторезном станке;
- максимальный диаметр такой детали.
Длина детали, обрабатываемой на токарно-винторезном станке той или иной модели, зависит от того, какое расстояние выдержано между его центрами. Если рассматривать диаметр заготовки, которую позволяет обрабатывать конкретный универсальный токарно-винторезный станок, то данный параметр находится в диапазоне от 100 до 4000 мм. Следует иметь в виду, что модели станков, на которых могут обрабатываться детали одинаковых диаметров, могут отличаться длиной обрабатываемых заготовок.
Тяжелый токарно-винторезный станок 1А670
Универсальные токарные станки могут иметь различный вес. Так, по данному параметру оборудование относят к одной из следующих категорий:
- тяжелые станки, вес которых может доходить до 400 тонн (на токарно-винторезных станках данной категории можно обрабатывать детали с диаметром 1600–4000 мм);
- станки весом до 15 тонн (на таком оборудовании можно обрабатывать детали диаметром 600–1250 мм);
- оборудование массой до 4 тонн (с допустимым диаметром обрабатываемых деталей 250–500 мм);
- легкие станки, вес которых не превышает 0,5 тонн (на таком оборудовании можно обрабатывать детали с диаметром 100–200 мм).
Легкий универсальный токарный станок — это настольная модель, которая используется, как правило, в домашних мастерских или на небольших предприятиях.
Токарно-винторезный станок CU500
Наиболее распространенными типами предприятий с такими токарно-винторезными станками являются:
- опытно-экспериментальные участки предприятий различных отраслей промышленности;
- предприятия, занимающиеся производством часовых механизмов;
- заводы, выпускающие приборы и контрольно-измерительное оборудование.
Токарно-винторезными станками тяжелой группы оснащают предприятия энергетической и машиностроительной отрасли. Устройства этого типа также применяют для обработки элементов специальных механизмов и узлов – деталей:
- турбинных механизмов;
- для оснащения железнодорожного транспорта (колесных пар и др.);
- для комплектации тяжелого прокатного оборудования.
Универсальный токарный станок, относящийся к средней категории, обладает целым рядом весомых преимуществ: широкий диапазон подач рабочего инструмента и частот вращения шпинделя, высокая жесткость конструкции и мощность двигателя, позволяющая выполнять широкий перечень работ с заготовками из металла и других материалов.
Токарно-винторезные станки средней категории, кроме того, оснащаются различными механизмами и приспособлениями, которые значительно расширяют их функционал, позволяют делать обработку с большей точностью, делают труд обслуживающего персонала более комфортным и безопасным. Такие элементы дополнительного оснащения, что удобно, позволяют автоматизировать многие процессы обработки заготовок на токарно-винторезных станках.
Отдельно следует сказать о токарно-винторезных станках с числовым программным управлением (ЧПУ), которые в советское время выпускались одновременно несколькими предприятиями. Такими станками, как правило, оснащались предприятия, которые занимались выпуском большой номенклатуры мелкосерийной продукции. Устройство токарно-винторезного станка данного типа и возможность его быстрой переналадки делает его просто незаменимым в тех ситуациях, когда необходимо быстро перейти на выпуск деталей другой модификации.
Токарно-винторезный станок 1М63
Условное деление державок для резцов
По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
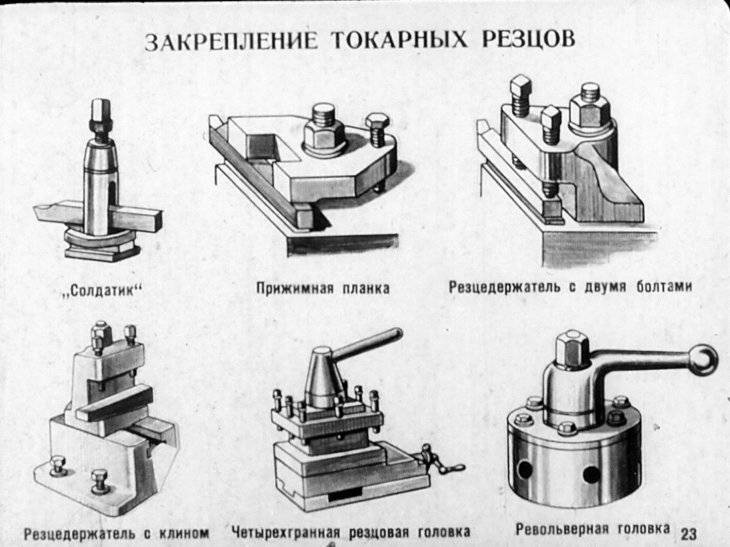
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.
Поворотные
Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка. Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро. Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.
В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
Быстросменный резцедержатель
Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.
Универсальный переходник
При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.
Рекомендации по использованию
Резцедержатель относится к основным блокам станка и закрепляется на нем посредством болтового соединения. Использование устройства особенно эффективно при необходимости расточки повышенной точности. Конструкция их должна отличаться надежностью и высокой прочностью
Не менее важно правильно установить резец, потому как точность металлообработки заметно снижается при появлении даже малого люфта. Резцедержатель на токарный станок используется для крепления резца по вертикали и горизонтали
Неточность фиксации по высоте считается главной причиной недостатков и брака обработки. При обтачивании резец должен размещаться так, чтобы его рабочая часть находилась поверх центров станка. При растачивании резец следует устанавливать по низу плоскости центровки.
Держатель на обдирочный станок тяжелого типа размещен на вспомогательных салазках. Это объясняется слишком большими размерами поперечных салазок: ручное их передвижение крайне затруднительно.
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
- Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
- На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
- Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
- Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
- В гидравлический цилиндр заливается смазывающая жидкость.
- Устанавливается шкив и суппорт с направляющими.
- Монтируется электропривод.
Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора
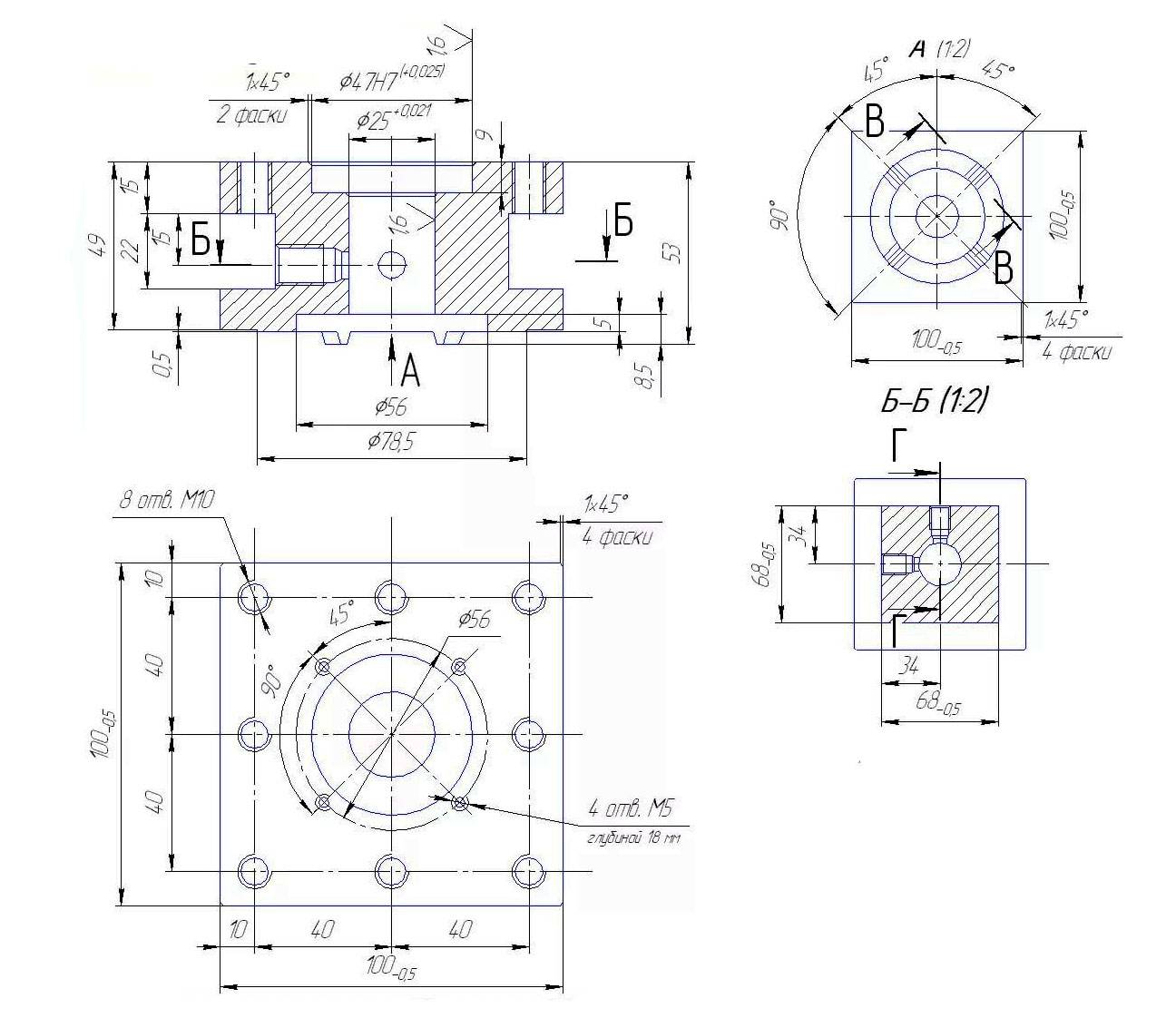
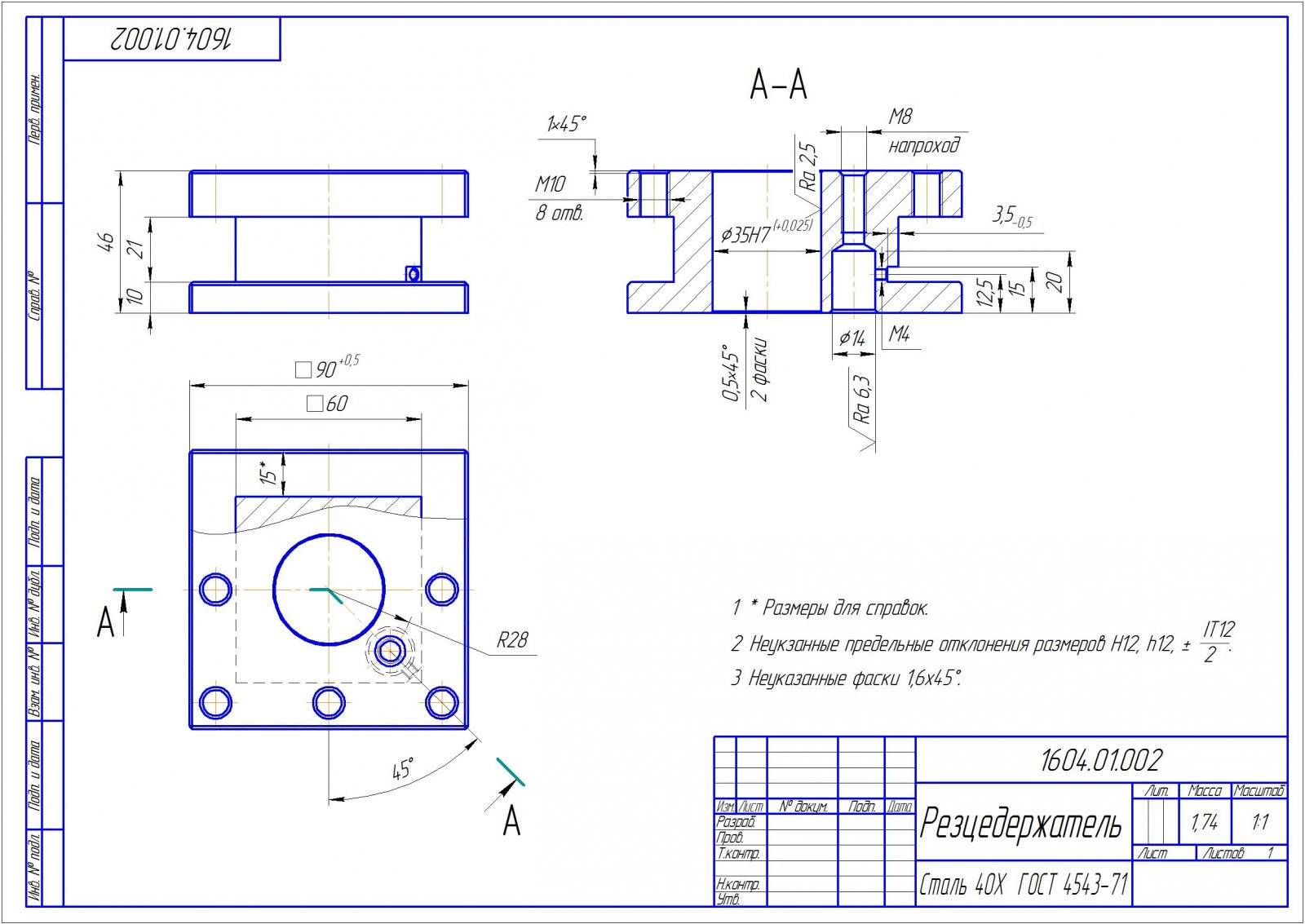
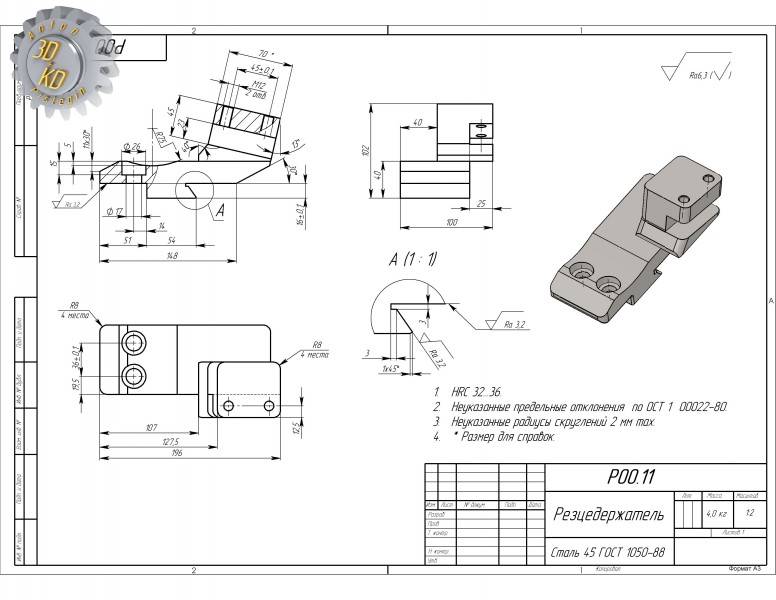
Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.
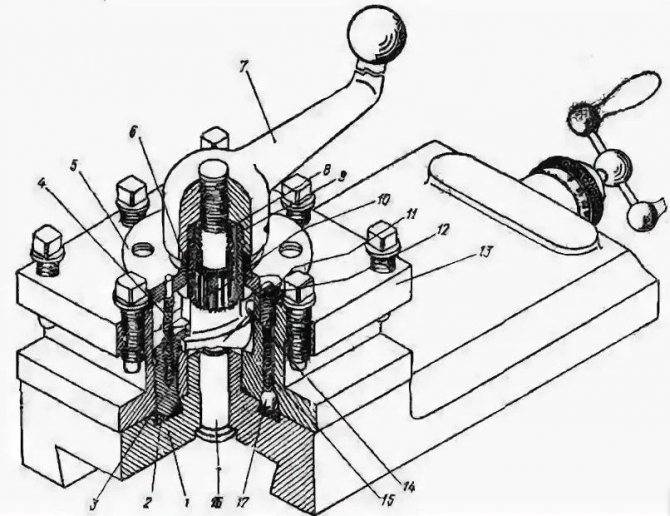
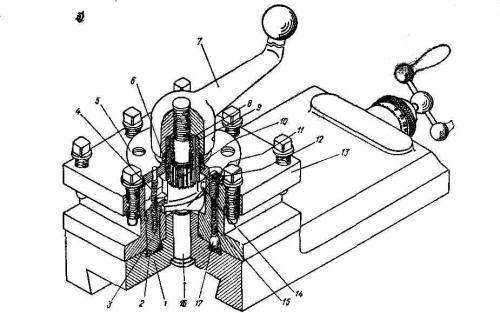
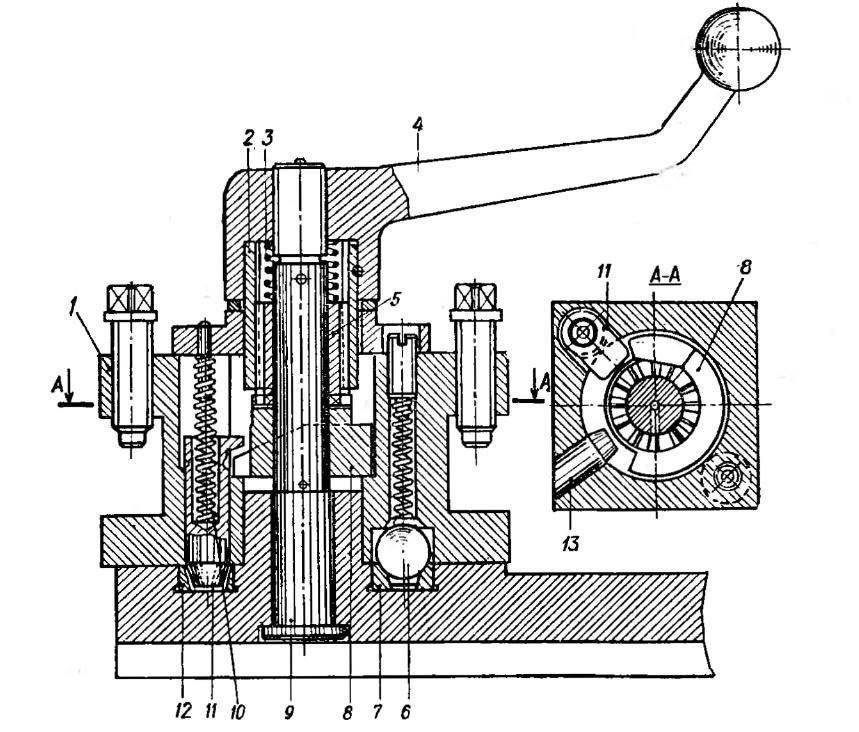
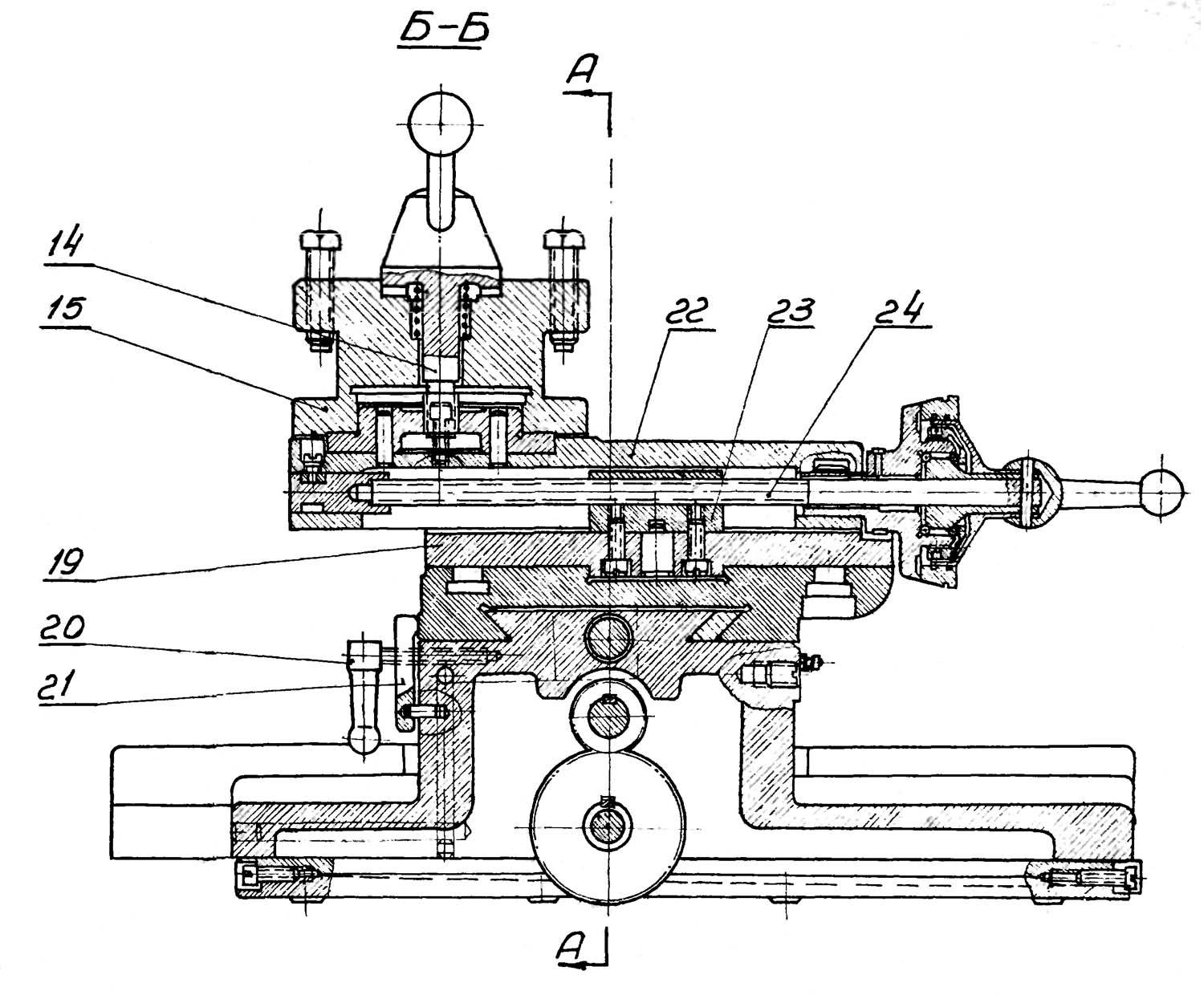
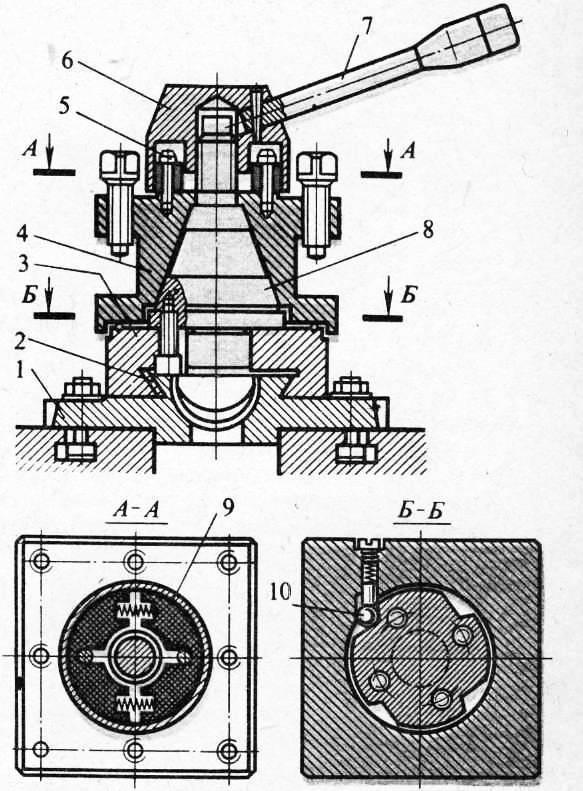
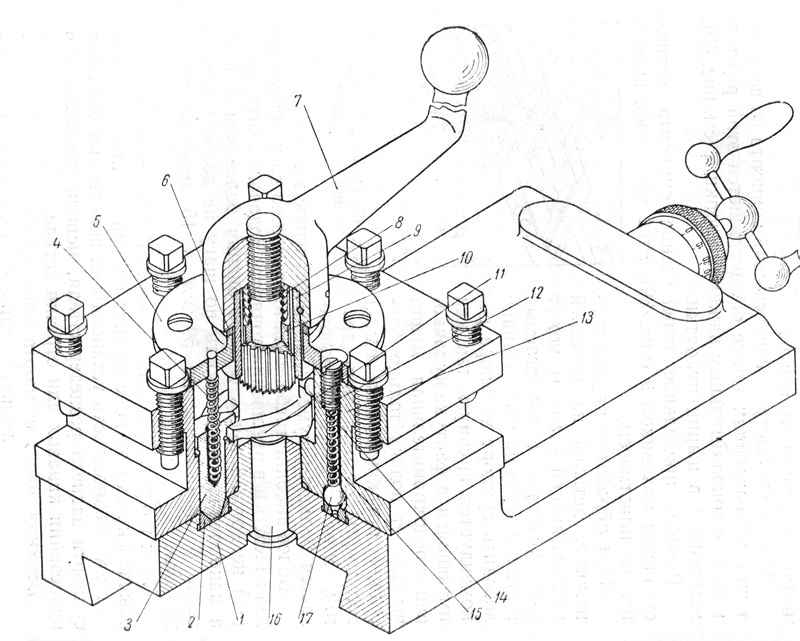
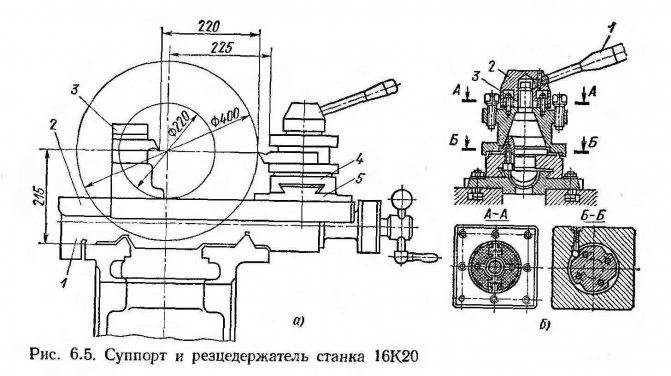
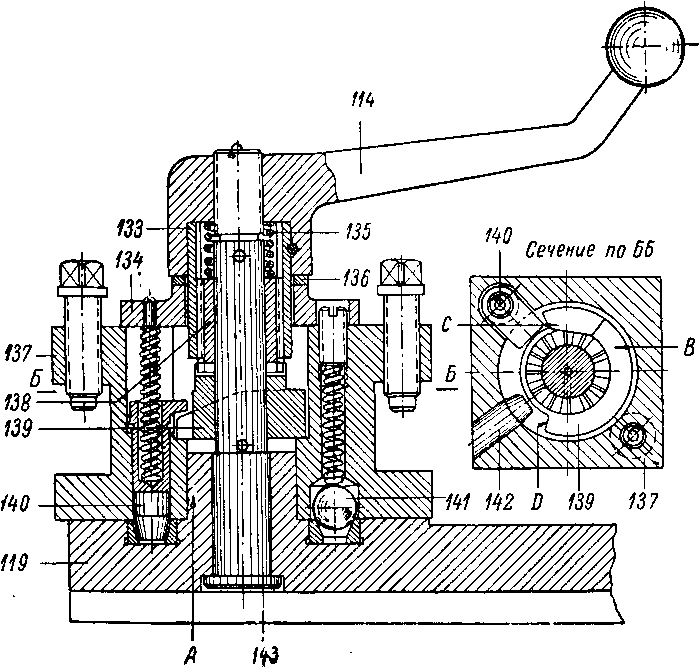
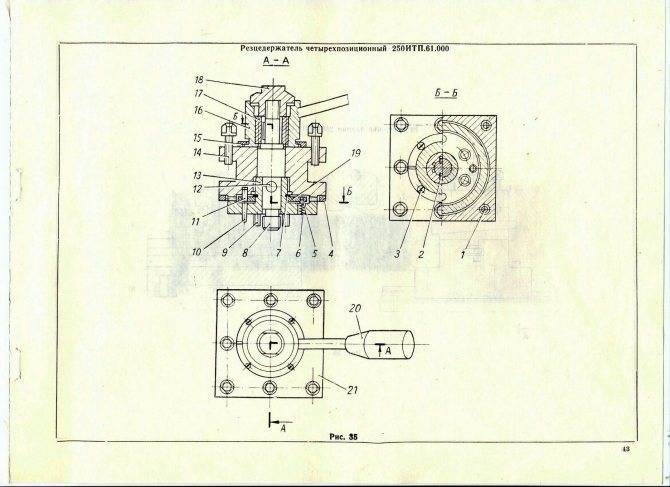
В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.

Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Обработка дерева и металла
Установка резца. Прежде чем приступить к работе на станке, нужно установить резец в резцедержателе по центру и закрепить заготовку (деталь) в патроне.
Различают центры неподвижные и вращающиеся. Они служат опорой для обтачиваемой длинной заготовки. Закрепляют центры в пиноли задней бабки.
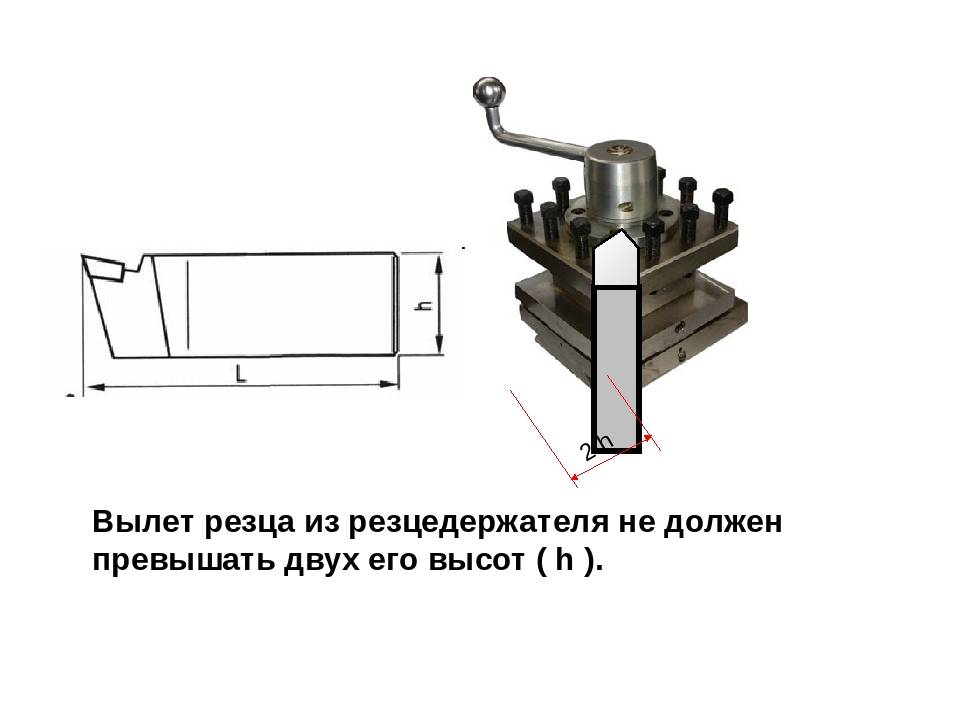
Установив центр в пиноли, вращением маховичка подводят фартук с суппортом вплотную к задней бабке. Затем закрепляют резец в резцедержателе с помощью винтов. Головка резца должна выступать из резцедержателя не более чем на 1,5 высоты стержня, а вершина режущих кромок резца — совпадать с острием центра.
Если вершина резца окажется ниже острия центра, то под стержнем помещают одну, две или три подкладки, подобранные по толщине. Подкладки делают из листовой стали, их ширина и длина должны соответствовать размеру стержня резца.
Подбором подкладок соответствующей толщины добиваются совпадения острия центра с вершиной режущих кромок резца. Затем при помощи ключа закрепляют резец винтами, а резцедержатель — рукояткой.
Правила установки всех резцов одинаковы.
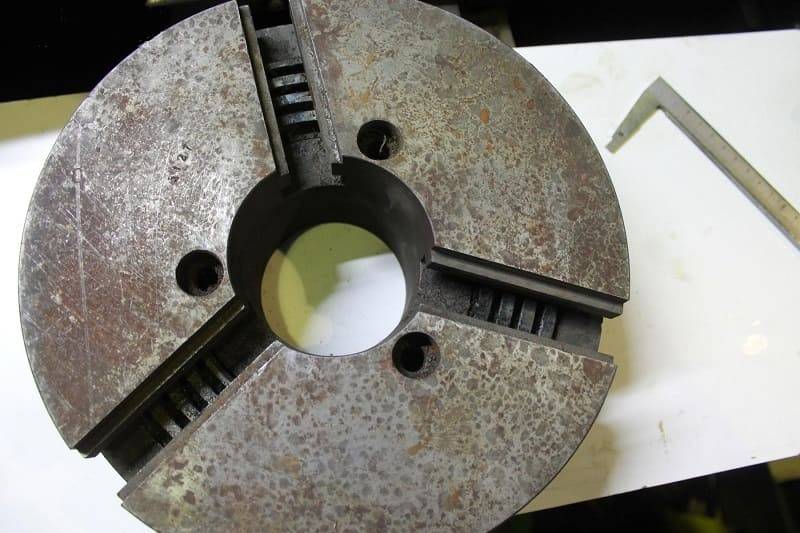
Установка заготовки в патроне. Обтачиваемые заготовки закрепляют на шпинделе станка с помощью различных приспособлений. Наиболее удобен трехку-лачковый патрон. Устроен он очень просто: в корпусе с квадратными отверстиями для ключа размещены три подвижных кулачка.
Закрепляют заготовки в патроне следующим образом. Вращением ключа, вставленного в квадратные отверстия патрона, раздвигают кулачки. Затем помещают заготовку между ними и поворотом ключа сближают кулачки; они должны прочно зажать деталь. Длина выступающей из патрона части заготовки не должна превышать трех ее диаметров.
Запомните!
Закреплять заготовку ключом нужно со стороны каждого кулачка, для этого патрон поворачивают на 1—2 оборота.
Устройство инструмента. Штангенциркуль — это универсальный измерительный инструмент.
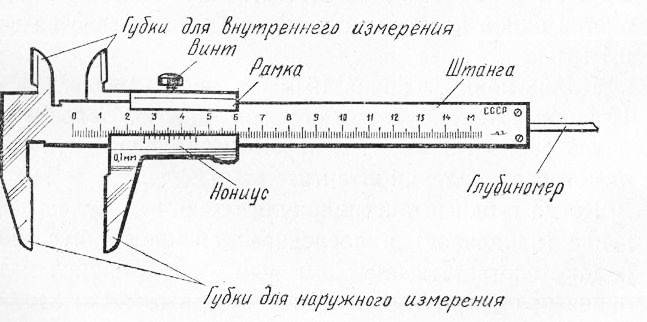
С его помощью можно измерять толщину деталей, ширину и глубину отверстий.
Условное деление державок для резцов
Державки токарные разделяются по нескольким параметрам.
По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
По количеству мест для установки резцов:
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
Резцедержатели на токарный станок обычной конструкции «солдатиком» оснащены специальной прокладкой сферической формы, позволяющей оперативно поставить требуемый резец. Угол резания и высотное расположение изменяются разворотом прокладки. Инструмент в резцедержателе закрепляется посредством одного болта.
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.
Поворотные
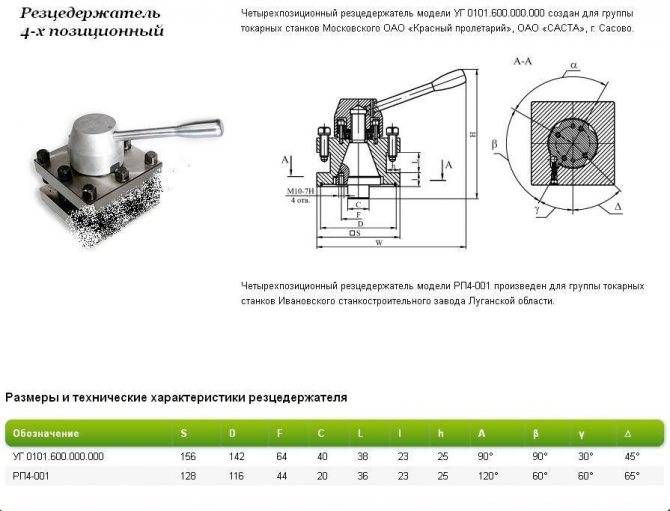
Наиболее распространены в токарных станках резцедержатели, позволяющие разместить сразу 4 резца. Станок заранее подготовлен к выполнению нескольких следующих одна за другой работ без необходимости замены резца. Максимальный эффект от установки поворотного резцедержателя в станок получается при необходимости обработки деталей сложных геометрических форм.
Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка. Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро. Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.
В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
Быстросменный резцедержатель
Если станок используется дома для небольших объемов различных работ, резцы требуется часто менять. Для минимальных трудовых и временных потерь рекомендуется установить быстросменный резцедержатель со сменяемыми кассетами.
Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.
Универсальный переходник
Держатели резцов универсального типа (переходники) позволяют поставить на станок инструмент с большими размерами, чем предусмотренный конструкцией.
При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.

На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Оглавление
Виды проходных отогнутых резцов Основные размеры проходного отогнутого резца Геометрия проходного отогнутого резца Выбор проходного отогнутого резца Режимы резания Маркировка
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
Резец проходной отогнутый используется для обтачивания наружных поверхностей деталей вращения, куда относятся конические поверхности большой длины, цилиндрические валики и прочие вещи. В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
фото:резцы токарные проходные отогнутые
Работа данным инструментом осуществляется как при продольной, так и при поперечной подаче. Им можно осуществлять обточку поверху самой заготовки, снимать фаски и подрезать торцы, то есть, все основные операции, которые могут пригодиться в данном деле. Они относятся к широкопрофильным инструментам и имеют несколько различных вариаций по размерам и другим параметрам. Они хорошо проявляют себя в работе с жесткими деталями. Резец проходной отогнутый изготавливается согласно ГОСТ 18868-73.
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
Заточка резцов
Заточка токарных резцов производится как при их изготовлении, так и при износе. Процесс заточки проходит на точильно-шлифовальных станках с непрерывным охлаждением. Сначала затачивается главная поверхность, затем задняя и вспомогательная. После этого обрабатывают переднюю поверхность резца до получения ровной режущей кромки.
На каждом станке для заточки резцов имеется два шлифовальных круга: из электрокорунда и из зеленого карбида кремния. Первый применяется для обработки резцов из быстрорежущей стали, второй используется для заточки твердосплавных резцов. Для проверки правильности заточки резца существуют специальные шаблоны.
Такой инструмент, как токарные резцы, востребован достаточно хорошо и широко представлен в ассортименте каталога компании «Кибер-Инструмент».
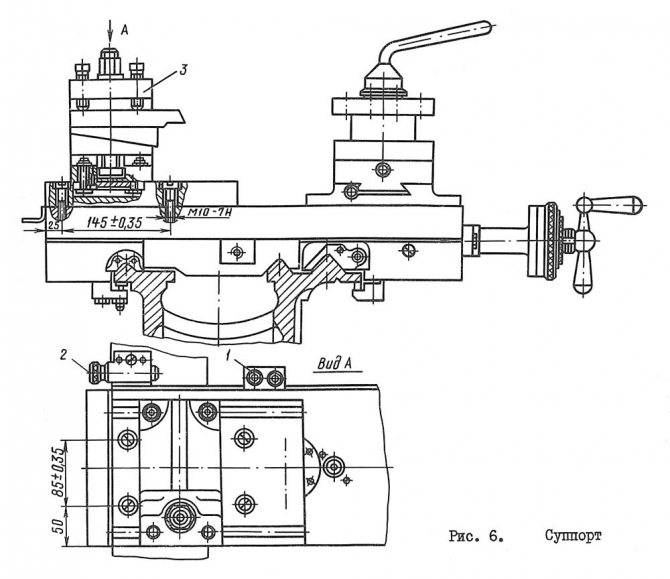
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.





